JP4915063B2 - 車輪支持用軸受ユニットの製造方法 - Google Patents
車輪支持用軸受ユニットの製造方法 Download PDFInfo
- Publication number
- JP4915063B2 JP4915063B2 JP2005242011A JP2005242011A JP4915063B2 JP 4915063 B2 JP4915063 B2 JP 4915063B2 JP 2005242011 A JP2005242011 A JP 2005242011A JP 2005242011 A JP2005242011 A JP 2005242011A JP 4915063 B2 JP4915063 B2 JP 4915063B2
- Authority
- JP
- Japan
- Prior art keywords
- caulking
- caulking portion
- constant velocity
- bearing unit
- lubricating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J9/00—Forging presses
- B21J9/02—Special design or construction
- B21J9/025—Special design or construction with rolling or wobbling dies
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C35/00—Rigid support of bearing units; Housings, e.g. caps, covers
- F16C35/04—Rigid support of bearing units; Housings, e.g. caps, covers in the case of ball or roller bearings
- F16C35/06—Mounting or dismounting of ball or roller bearings; Fixing them onto shaft or in housing
- F16C35/063—Fixing them on the shaft
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C19/00—Bearings with rolling contact, for exclusively rotary movement
- F16C19/22—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings
- F16C19/34—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings for both radial and axial load
- F16C19/38—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings for both radial and axial load with two or more rows of rollers
- F16C19/383—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings for both radial and axial load with two or more rows of rollers with tapered rollers, i.e. rollers having essentially the shape of a truncated cone
- F16C19/385—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings for both radial and axial load with two or more rows of rollers with tapered rollers, i.e. rollers having essentially the shape of a truncated cone with two rows, i.e. double-row tapered roller bearings
- F16C19/386—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings for both radial and axial load with two or more rows of rollers with tapered rollers, i.e. rollers having essentially the shape of a truncated cone with two rows, i.e. double-row tapered roller bearings in O-arrangement
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2326/00—Articles relating to transporting
- F16C2326/01—Parts of vehicles in general
- F16C2326/02—Wheel hubs or castors
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C41/00—Other accessories, e.g. devices integrated in the bearing not relating to the bearing function as such
- F16C41/04—Preventing damage to bearings during storage or transport thereof or when otherwise out of use
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Mounting Of Bearings Or Others (AREA)
- Rolling Contact Bearings (AREA)
Description
このうちの外径側軌道輪部材は、内周面に第一、第二の外輪軌道を有する。
又、上記内径側軌道輪部材は、外周面に第一、第二の内輪軌道を有する。
又、上記転動体は、これら第一、第二の内輪軌道と上記第一、第二の外輪軌道との間に、それぞれ複数個ずつ、転動自在に設けられている。
又、上記内径側軌道輪部材は、中心部に、等速ジョイントの外端部に設けたスプライン軸と係合するスプライン孔を有し、その中間部外周面に直接又は別体の内輪を介して上記第一の内輪軌道を設けたハブと、その外周面に上記第二の内輪軌道を設けた内輪とから成る。
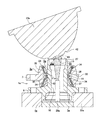
又、この内輪は、このハブの内端部に外嵌し、更にこのハブの内端部に設けた円筒状部を、次の様に塑性変形させて形成したかしめ部により、その軸方向内端面を抑え付けられる事で、上記ハブに対し支持固定されている。上記かしめ部は、押型により上記円筒状部の円周方向の一部に、軸方向に関して外端側に、径方向に関して外方に、それぞれ向いた荷重を加えると共に、この荷重を加える部分を上記円筒状部の円周方向に関して連続的に変化させる事により、上記円筒状部を徐々に塑性変形させて形成する。
又、上記等速ジョイントと組み合わされた状態で、上記かしめ部の内端面が、この等速ジョイントを構成する等速ジョイント用外輪の外端面と当接する。
尚、潤滑作用を有する物質として、例えば、二硫化モリブデン、黒鉛、窒化ホウ素等の固体潤滑剤や、極圧添加剤等が挙げられる。
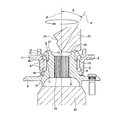
更に、上記かしめ部の表面を潤滑作用を有する面とした後、少なくともこのかしめ部の周囲をカバーにより覆う。尚、このカバーは、ハブの内端部全体を覆う様にしても良いし、かしめ部のみを覆う様にしても良い。又、このカバーは、車輪支持用軸受ユニットと等速ジョイントとを組み付ける直前に外す。
尚、上記押型の加工面に上記潤滑液を塗布する時点として、次の3つの時点が考えられる。
(1)かしめ部の加工作業を開始する前。
(2)かしめ部を加工すべく押型をハブの円筒状部に近づけている途中、或は、かしめ加工の開始直前。
(3)かしめ部の加工中。
特に、本発明の場合には、上記かしめ部の形成時に、このかしめ部の表面を潤滑作用を有する面とする為の加工を同時に行なえる為、このかしめ部の表面を潤滑作用を有する面とする為の別の工程が増える事がなく、製造コストの増大を抑えられる。尚、押型の加工面に潤滑液を塗布する時点が上記(1)の場合、この押型に潤滑液を塗布する工程とかしめ加工を行なう工程とが別の工程となる。但し、押型に潤滑液を塗布するのは、かしめ加工を行なっていない待ち時間中に、作業者等が容易に行なえる事であり、これに伴う製造コストの増大は僅かである。
特に、本発明の場合、押型の加工面に潤滑液を塗布してかしめ加工を行なう為、この押型の長寿命化を図れる。
更に、本発明の場合には、上記かしめ部の表面を潤滑作用を有する面とした後、この潤滑作用を保護すべく、少なくともこのかしめ部の周囲をカバーで覆う為、かしめ部を形成してから、車輪支持用軸受ユニットと等速ジョイントとを組み付けるまでの間、このかしめ部の潤滑作用を有する面が保護される。従って、例えば、車輪支持用軸受ユニットの輸送中等にこの潤滑作用を有する面の一部が損傷を受ける事を防止でき、上記かしめ部の内端面と等速ジョイント用外輪の外端面との当接部で異音が発生する事をより確実に防止できる。
2 等速ジョイント
3、3a 外輪
4、4a ハブ
5、5a、5b 内輪
6 転動体
7 第一のフランジ
8a 第一の外輪軌道
8b 第二の外輪軌道
9 第二のフランジ
10 第一の内輪軌道
11、11a 小径段部
12 第二の内輪軌道
13 円筒状部
14 かしめ部
15 段差面
16 スプライン孔
17 スプライン軸
18 駆動軸部材
19 等速ジョイント用外輪
20 雄ねじ部
21 ナット
22、22a 支持台
23、23a 押型
24 凸部
25 凹部
26、26a 加工面
27 潤滑液
28、28a ノズル
29 内径側円筒部
30 外径側円筒部
31 空間
32 円輪板
33 カバー
34 円すいころ
35 第一の外輪軌道
36 第二の外輪軌道
37 第一の内輪軌道
38 第二の内輪軌道
39 貫通孔
40 間座
41 エンコーダ
42 凹部
43 テーパ面部
Claims (4)
- 内周面に第一、第二の外輪軌道を有する外径側軌道輪部材と、外周面に第一、第二の内輪軌道を有する内径側軌道輪部材と、これら第一、第二の内輪軌道と上記第一、第二の外輪軌道との間にそれぞれ複数個ずつ転動自在に設けられた転動体とを備え、上記内径側軌道輪部材は、中心部に、等速ジョイントの外端部に設けたスプライン軸と係合するスプライン孔を有し、その中間部外周面に直接又は別体の内輪を介して上記第一の内輪軌道を設けたハブと、その外周面に上記第二の内輪軌道を設けた内輪とから成り、この内輪は、このハブの内端部に外嵌し、更にこのハブの内端部に設けた円筒状部を、押型によりこの円筒状部の円周方向の一部に、軸方向に関して外端側に、径方向に関して外方に、それぞれ向いた荷重を加えると共に、この荷重を加える部分を上記円筒状部の円周方向に関して連続的に変化させる事により徐々に塑性変形させて形成したかしめ部により、その軸方向内端面を抑え付けられる事で、上記ハブに対し支持固定されており、上記等速ジョイントと組み合わされた状態で、上記かしめ部の内端面が、この等速ジョイントを構成する等速ジョイント用外輪の外端面と当接する車輪支持用軸受ユニットの製造方法であって、上記押型の加工面に、潤滑作用を有する物質を混入した液体を塗布した状態で、又は、塗布しながら上記かしめ部を形成する加工を行なう事により、このかしめ部を形成する際に、このかしめ部に上記潤滑作用を有する物質を擦り込んで、このかしめ部の表面を潤滑作用を有する面とした後、少なくともこのかしめ部の周囲をカバーにより覆い、このカバーを、車輪支持用軸受ユニットと上記等速ジョイントとを組み付ける直前に取り外す車輪支持用軸受ユニットの製造方法。
- かしめ部の加工作業を開始する前に、このかしめ部を形成する為の押型の加工面に、潤滑作用を有する物質を混入した液体を予め塗布する、請求項1に記載した車輪支持用軸受ユニットの製造方法。
- 潤滑作用を有する物質を混入した液体である潤滑液を、ノズルから押型の加工面に向けて噴出する事により、この潤滑液をこの加工面に塗布する、請求項1に記載した車輪支持用軸受ユニットの製造方法。
- かしめ部の加工中に、ノズルから加工面に潤滑液を噴出する、請求項3に記載した車輪支持用軸受ユニットの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005242011A JP4915063B2 (ja) | 2005-08-24 | 2005-08-24 | 車輪支持用軸受ユニットの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005242011A JP4915063B2 (ja) | 2005-08-24 | 2005-08-24 | 車輪支持用軸受ユニットの製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2007055393A JP2007055393A (ja) | 2007-03-08 |
| JP2007055393A5 JP2007055393A5 (ja) | 2008-11-13 |
| JP4915063B2 true JP4915063B2 (ja) | 2012-04-11 |
Family
ID=37919254
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005242011A Expired - Fee Related JP4915063B2 (ja) | 2005-08-24 | 2005-08-24 | 車輪支持用軸受ユニットの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4915063B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008302766A (ja) * | 2007-06-06 | 2008-12-18 | Nsk Ltd | ハブユニット軸受の組立て方法 |
| JP2009248625A (ja) * | 2008-04-02 | 2009-10-29 | Ntn Corp | 車輪用軸受装置 |
| JP2014202796A (ja) * | 2013-04-01 | 2014-10-27 | 船井電機株式会社 | 画像形成装置および電子機器 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57156248A (en) * | 1981-03-23 | 1982-09-27 | Takeda Chemical Industries Ltd | Metallic material coated with resin |
| DE10100868B4 (de) * | 2001-01-11 | 2008-01-17 | Sms Eumuco Gmbh | Kaltwalz-Umformmaschine und Werkzeug zum Herstellen von flanschförmigen Erzeugnissen bzw. von Flanschen aus einem zylindrischen Vorprodukt |
| JP2002301532A (ja) * | 2001-04-03 | 2002-10-15 | Koyo Seiko Co Ltd | 軸受装置のかしめ方法 |
| JP2003054213A (ja) * | 2001-08-14 | 2003-02-26 | Nsk Ltd | 車輪駆動用軸受ユニット |
| JP3766405B2 (ja) * | 2003-06-30 | 2006-04-12 | 住友重機械テクノフォート株式会社 | ノズル進退機構 |
| JP2006188187A (ja) * | 2005-01-07 | 2006-07-20 | Ntn Corp | 車輪用軸受装置 |
-
2005
- 2005-08-24 JP JP2005242011A patent/JP4915063B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007055393A (ja) | 2007-03-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6587043B1 (ja) | 揺動加工装置、ハブユニット軸受の製造方法および自動車の製造方法 | |
| US7942585B2 (en) | Wheel bearing apparatus for a vehicle | |
| JP5752873B2 (ja) | 車輪用軸受装置 | |
| US20100074568A1 (en) | Wheel Bearing Apparatus For A Vehicle | |
| JP6596995B2 (ja) | 遊星ローラ式動力伝達装置 | |
| WO2009081554A1 (ja) | 車輪用軸受装置 | |
| JP2010185491A (ja) | 軸受密封装置 | |
| JP2003136908A (ja) | 車輪駆動用軸受ユニット | |
| JP4915063B2 (ja) | 車輪支持用軸受ユニットの製造方法 | |
| JP2011226576A (ja) | 密封シール付き転がり軸受ユニット | |
| EP3757412B1 (en) | Sealing device | |
| JP2008018821A (ja) | 駆動輪用ハブユニット軸受 | |
| JP5100056B2 (ja) | 車輪用軸受装置 | |
| RU191819U1 (ru) | Ступичный узел колеса транспортного средства | |
| JP2003118309A (ja) | 駆動車軸用ハブユニット軸受 | |
| WO2019116971A1 (ja) | 密封装置 | |
| EP2587078A1 (en) | Wheel bearing device | |
| JP2006029521A (ja) | 円すいころ軸受 | |
| US10378584B2 (en) | Cage for radial roller bearing | |
| JPH11336772A (ja) | 転がり軸受 | |
| JP2007223520A (ja) | 車輪用軸受装置の製造方法 | |
| JP2006029520A (ja) | 円すいころ軸受 | |
| JP2016114250A (ja) | 車輪支持用転がり軸受ユニット | |
| JP2007139073A (ja) | 車輪用軸受装置およびその組立方法 | |
| JP2011195112A (ja) | 駆動輪ハブユニット |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20070517 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080819 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080929 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110228 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110531 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110801 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20111227 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120109 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150203 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4915063 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |