JP4845768B2 - 絞り羽根及び該絞り羽根の製造方法、並びに該絞り羽根を備える光量調節装置 - Google Patents
絞り羽根及び該絞り羽根の製造方法、並びに該絞り羽根を備える光量調節装置 Download PDFInfo
- Publication number
- JP4845768B2 JP4845768B2 JP2007044038A JP2007044038A JP4845768B2 JP 4845768 B2 JP4845768 B2 JP 4845768B2 JP 2007044038 A JP2007044038 A JP 2007044038A JP 2007044038 A JP2007044038 A JP 2007044038A JP 4845768 B2 JP4845768 B2 JP 4845768B2
- Authority
- JP
- Japan
- Prior art keywords
- blade
- shaft
- laser light
- convex portion
- shaft member
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Landscapes
- Diaphragms For Cameras (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
Description
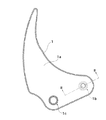
1a 羽根基部
1b 第1軸部
1c 第2軸部
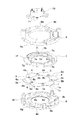
7 回転部材であり、
7b,7c,7d,7e,7f,7g 軸穴部
7h 回転嵌合突起部7h
7i ギア部
8 カム部材
9 押え部材
10 ステッピングモータ
11 ピニオンギア
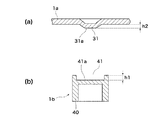
31 凸状融着部
31a 当接面
32 凹部
40 円筒部材
41 第1の凹部
41a 当接面
42 第2の凹部
Claims (6)
- 薄板形状の羽根部材と、前記羽根部材の少なくとも一方の面に設けられる軸部材とを備え、
前記羽根部材はレーザ光吸収性樹脂から成るとともに、前記軸部材はレーザ光透過性樹脂から成り、前記羽根部材はその表面に凸部を有し、前記軸部材は前記羽根部材と対向する軸端面に凹部を有し、
前記凸部と前記凹部とを互いに当接させた状態で前記軸部材を透過したレーザ光を前記凸部に照射することにより、前記羽根部材が前記軸部材に融着されることを特徴とする絞り羽根。 - 前記凸部は前記羽根部材の面からの突出長さがh2であり、前記凹部は前記軸部材の軸端面からの深さがh1であり、h1及びh2にはh1>h2の関係が成り立つことを特徴とする請求項1記載の絞り羽根。
- 前記凸部は前記凹部と当接する第1の当接面を有し、前記凹部は前記凸部と当接する第2の当接面を有し、
前記凸部を前記凹部の側に押圧することにより前記第1の当接面と前記第2の当接面とを当接させた状態で、前記羽根部材が前記軸部材に融着されることを特徴とする請求項1又は2記載の絞り羽根。 - 前記羽根部材は、前記凸部の裏側に形成される他の凹部を有することを特徴とする請求項1乃至3のいずれか1項に記載の絞り羽根。
- 請求項1乃至4のいずれか1項に記載の絞り羽根によって透過するレーザ光の量を調節する光量調節装置。
- 薄板形状の羽根部材と、前記羽根部材の少なくとも一方の面に設けられる軸部材とを備える絞り羽根の製造方法であって、
薄板形状のレーザ光吸収性樹脂の表面に凸部を形成して羽根部材を作製すると共に、円筒状のレーザ光透過性樹脂の軸端面の少なくとも一方に凹部を形成して軸部材を作製する作製ステップと、
前記羽根部材に形成された凸部と前記軸部材に形成された凹部とを互いに当接させた状態で、前記軸部材を透過したレーザ光を前記凸部に照射することにより、前記羽根部材と前記軸部材とを融着する融着ステップとを有することを特徴とする絞り羽根の製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007044038A JP4845768B2 (ja) | 2007-02-23 | 2007-02-23 | 絞り羽根及び該絞り羽根の製造方法、並びに該絞り羽根を備える光量調節装置 |
| US12/018,102 US7934877B2 (en) | 2007-02-23 | 2008-01-22 | Diaphragm blade, method of manufacturing the same, and light quantity controller having the same |
| CN2010100028422A CN101846863B (zh) | 2007-02-23 | 2008-01-23 | 光量控制器 |
| CN200810004706A CN100595663C (zh) | 2007-02-23 | 2008-01-23 | 光圈叶片及其制造方法和具有该光圈叶片的光量控制器 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007044038A JP4845768B2 (ja) | 2007-02-23 | 2007-02-23 | 絞り羽根及び該絞り羽根の製造方法、並びに該絞り羽根を備える光量調節装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2008209495A JP2008209495A (ja) | 2008-09-11 |
| JP2008209495A5 JP2008209495A5 (ja) | 2010-04-08 |
| JP4845768B2 true JP4845768B2 (ja) | 2011-12-28 |
Family
ID=39785875
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007044038A Expired - Fee Related JP4845768B2 (ja) | 2007-02-23 | 2007-02-23 | 絞り羽根及び該絞り羽根の製造方法、並びに該絞り羽根を備える光量調節装置 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP4845768B2 (ja) |
| CN (1) | CN100595663C (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5452077B2 (ja) * | 2009-05-19 | 2014-03-26 | キヤノン株式会社 | 溶着樹脂体及び駆動装置 |
| JP2010284859A (ja) * | 2009-06-11 | 2010-12-24 | Fujitsu Component Ltd | 薄肉成型部材 |
| JP6009319B2 (ja) * | 2012-11-01 | 2016-10-19 | セイコープレシジョン株式会社 | 羽根駆動装置及び光学機器 |
| JP2015072419A (ja) | 2013-10-04 | 2015-04-16 | キヤノン株式会社 | 光量調整装置およびそれを備えた光学機器、撮像装置 |
| CN104155828B (zh) * | 2014-08-26 | 2017-04-05 | 中国科学院光电技术研究所 | 一种改进型的旋转快门机构 |
| CN105652559A (zh) * | 2016-04-14 | 2016-06-08 | 南京昂驰光电科技有限公司 | 星光级道路监控变焦镜头用光阑调节机构 |
| CN106742077B (zh) * | 2016-11-29 | 2019-07-12 | 深圳航天东方红海特卫星有限公司 | 一种虹膜光圈构件及其虹膜光圈式的热控机构 |
| TWI814457B (zh) * | 2022-05-26 | 2023-09-01 | 大立光電股份有限公司 | 通光孔模組、相機模組與電子裝置 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06317826A (ja) * | 1993-05-07 | 1994-11-15 | Nikon Corp | 絞り羽根とその製造方法 |
| JP2007003839A (ja) * | 2005-06-23 | 2007-01-11 | Cam Co Ltd | 光遮蔽用耐熱シート材及びこのシート材を用いた光量調整装置並びにプロジェクタ装置 |
-
2007
- 2007-02-23 JP JP2007044038A patent/JP4845768B2/ja not_active Expired - Fee Related
-
2008
- 2008-01-23 CN CN200810004706A patent/CN100595663C/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN101251707A (zh) | 2008-08-27 |
| CN100595663C (zh) | 2010-03-24 |
| JP2008209495A (ja) | 2008-09-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4845768B2 (ja) | 絞り羽根及び該絞り羽根の製造方法、並びに該絞り羽根を備える光量調節装置 | |
| JP3736085B2 (ja) | ズーム鏡胴 | |
| US7934877B2 (en) | Diaphragm blade, method of manufacturing the same, and light quantity controller having the same | |
| CN103376614B (zh) | 光圈叶片的制造方法 | |
| JP3582329B2 (ja) | 鏡胴 | |
| JP2003035854A (ja) | 鏡筒製造方法及び鏡筒 | |
| JP5084332B2 (ja) | 絞り羽根及び該絞り羽根を備える光量調節装置 | |
| JP5201891B2 (ja) | 光量調節羽根及び光量調節装置 | |
| JP2013011713A (ja) | 光量調整装置及びこれを備えた撮像装置 | |
| JP5230154B2 (ja) | 光量調節装置及び該光量調節装置の製造方法 | |
| KR101082848B1 (ko) | 광학필터가 부착된 조리개 날개 | |
| JP5164688B2 (ja) | レンズ駆動装置 | |
| JPH08211277A (ja) | ズームレンズ鏡筒、及びズームレンズ鏡筒のフランジバックの調整方法 | |
| JP2008070791A (ja) | 撮像装置 | |
| JP2003279825A (ja) | 開口絞りの固定構造、画像読取ユニット及び画像走査装置 | |
| US11073742B2 (en) | Light amount adjusting apparatus and optical apparatus | |
| JP5701581B2 (ja) | 光量調整装置及びこれを備えた撮像装置 | |
| JP5446638B2 (ja) | レンズ鏡胴および撮像装置 | |
| JP2010026322A (ja) | レンズ鏡筒 | |
| JP3879209B2 (ja) | 鏡胴のヘリコイド構造 | |
| JP2003285471A (ja) | 光プリントヘッドの焦点調整方法、光プリントヘッドおよび画像形成装置 | |
| JP2001215562A (ja) | レンズ鏡筒のバリヤ開閉装置 | |
| JP2006171548A (ja) | 駆動力伝達機構及び撮像装置 | |
| JP2002062466A (ja) | ピント調整機構 | |
| JPH08129209A (ja) | 撮影モード切り替え装置付きカメラ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100218 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100218 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110929 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20111004 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20111011 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141021 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141021 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |