JP4815744B2 - 透明蒸着フィルムおよびその製造法 - Google Patents
透明蒸着フィルムおよびその製造法 Download PDFInfo
- Publication number
- JP4815744B2 JP4815744B2 JP2004007110A JP2004007110A JP4815744B2 JP 4815744 B2 JP4815744 B2 JP 4815744B2 JP 2004007110 A JP2004007110 A JP 2004007110A JP 2004007110 A JP2004007110 A JP 2004007110A JP 4815744 B2 JP4815744 B2 JP 4815744B2
- Authority
- JP
- Japan
- Prior art keywords
- film
- vapor
- vapor deposition
- deposited
- deposited film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images
Landscapes
- Laminated Bodies (AREA)
- Physical Vapour Deposition (AREA)
Description
その最も代表的なものとしては、例えば、アルミニウム箔ないしその蒸着膜が、提案されているが、このものは、極めて安定したガスバリア性を発揮するものの、使用後、ゴミとして焼却処理する場合、その焼却残渣が発生し、使用後の廃棄処理が容易でないという問題点があり、また、透明性に欠けるという問題点もある。
しかし、ポリ塩化ビニリデン系樹脂は、その構造中に塩素原子を含有することから、使用後、ゴミとして焼却処理する場合、有害な塩素ガスが発生し、環境衛生上好ましくないという問題点がある。
一方、エチレン−ビニルアルコ−ル共重合体は、酸素透過性が低く、かつ、香味成分の吸着性が低いという長所を有するものの、水蒸気に接触するとガスバリア性が、著しく低下してしまうという問題点がある。
このため、バリア性基材としてのエチレン−ビニルアルコ−ル共重合体を水蒸気から遮断するために複雑な積層構造とする必要があり、製造コストの増大を来しているというのが実状である。
而して、上記のバリア性基材は、例えば、ポリエステル系樹脂、ポリアミド系樹脂、あるいは、ポリプロピレン系樹脂等の樹脂フィルムからなる基材フィルムの一方の面に、酸化アルミニウム、酸化硅素等の無機酸化物を真空蒸着によりガス化して付着させ、それにより無機酸化物の蒸着膜を設けることにより製造さている。
このものは、酸素ガス、水蒸気等の透過を阻止するガスバリア性に優れていると共に透明性に優れ、また、使用後においては、焼却廃棄処理する際に有害物質等を発生することなく、廃棄処理適性、環境適性等に優れているものであり、その用途が、多方面に展開され、その需要量が、拡大しているものである。
しかしながら、上記の酸化アルミニウム、酸化硅素等の無機酸化物の蒸着膜からなるバリア層は、単に、無機酸化物を加熱し、蒸気化し、その粒子を基材フィルムの上に蒸着、付着させたものであるため、無機酸化物の粒子間に結晶粒界という隙間が存在しており、ガスバリア性に優れているとは言え、充分に満足し得るガスバリア性を有するものであるとは言い得ないものであるというのが実状である。
このため、例えば、その膜厚を厚く(500〜1000Å)すること、あるいは、無機酸化物の蒸着膜中の酸素原子の割合を小さくして、そのガスバリア性を向上させること、その他等の改良案が提案さているが、反面、例えば、膜厚を厚くすると、その透明性が低下すること、また、膜厚を厚くすることにより無機酸化物の蒸着膜が、伸縮性、延展性等に劣り、クラック等が生じやすいこと、基材フィルムと無機酸化物の蒸着膜を構成する粒子との密着力が弱いこと等の種々の問題点がある。
また、フィルムに荷重5.0N/mを負荷し、昇温速度10〜20℃/分で昇温した時のフィルムの縦方向及び横方向の変化率(σ%)が、温度60〜140℃の範囲では変化率σ1 が−1.8〜0.7%の範囲にあり、温度140〜180℃の範囲ではσ2 が−2.6〜1.0%の範囲にあることを特徴とする透明蒸着用二軸延伸ポリエステルフィルム(例えば、特許文献2参照。)も提案されている。
従って、真空蒸着法等の物理気相成長法において、ベ−スとなるプラスチックフィルム等の基材フィルムの、蒸着される直前直後における前後に引っ張られ、緊張した状態における熱的特性と、蒸着される無機酸化物の蒸着膜の膜質との相性は、生成する蒸着フィルムのガスバリア物性に大きく影響を与えるものであると考えられるものである。
例えば、通常、蒸着された直後の無機酸化物の蒸着膜は、基材フィルムの縦方向の収縮によって、無機酸化物の蒸着膜が緻密化し、極めて蜜に蒸着膜が形成され、そのガスバリア性の優れた蒸着膜を形成し得るものであり、他方、それとは、逆に、基材フィルムの横方向の寸法変化率が大きくなると、基材フィルムの走行中に、シワ等が発生し、無機酸化物の蒸着膜が疎らになり、その蒸着膜のガスバリア性の劣化の原因となるものである。
また、上記の特許文献2に係る酸化硅素蒸着用二軸延伸ポリエステルフィルムにおいては、特に、重要な縦方向の寸法変化率について、蒸着される直前直後における前後に引っ張られ、緊張した状態における寸法変化率について規定しているものではあるが、上記の特許文献1と同様に、特許文献2に記載されている程度の寸法変化率の範囲では、蒸着直後のフィルムの寸法変化率が小さいため、蒸着された膜の緻密化が十分でなく、優れたガスバリア特性を有する蒸着膜を形成し得るということには程遠く、極めて困難なものである。
また、上記の特許文献2に係る酸化硅素蒸着用二軸延伸ポリエステルフィルムにおいては、フィルムの縦方向及び横方向に係る寸法変化率を共に同一の範囲内において縦方向及び横方向の寸法変化率を変えているものであり、この場合には、その両者の寸法変化率は、自ずから、ある限られた範囲内の寸法変化率に係るものであり、しかも、特許文献2に記載されている程度の寸法変化率の範囲では、蒸着直後のフィルムの寸法変化率が小さいため、蒸着された膜の緻密化が十分でなく、優れたガスバリア特性を有する蒸着膜を形成し得るということは極めて困難なものである。
そこで、本発明は、上記のような事情に鑑みて、基材フィルムの特性を検討し、酸素ガス、水蒸気に対するバリア性を向上させ、高いガスバリア性を安定して維持すると共に、良好な透明性、および、耐衝撃性、耐熱水性等を備えた透明蒸着フィルムおよびその製造法を提供することを目的とするものである。
具体的には、蒸着中においてフィルムにかかるテンションに相当する荷重0.05〜0.15N/mmを基材フィルムに負荷し、かつ、昇温速度5℃/minで25〜200℃まで昇温するときに、縦方向の寸法変化率が、−5.0〜−2.0%の範囲内にある二軸延伸ポリエステルフィルムを用いて、基材フィルムとしての二軸延伸ポリエステルフィルムの、蒸着される直前直後における前後に引っ張られ、緊張した状態における熱的特性と、蒸着される無機酸化物の蒸着膜の膜質との相性が整合し、上記の二軸延伸ポリエステルフィルムの寸法変化率に追随して、酸化アルミニウム、酸化硅素等の無機酸化物の蒸着膜を極めて蜜に、緻密に形成することができ、これにより、酸素ガス、水蒸気に対するバリア性を向上させ、相対的に、酸素ガス、水蒸気等に対する高いガスバリア性を安定して維持すると共に、良好な透明性、および、耐衝撃性、耐熱水性等を備えた透明蒸着フィルムを製造し得ることができるものである。
また、それとは逆に、蒸着中においてフィルムにかかるテンションに相当する荷重0.05〜0.15N/mmを基材フィルムに負荷し、かつ、昇温速度5℃/minで25〜200℃まで昇温するときに、横方向の寸法変化率が、−1.0〜+1.0%の範囲内にある二軸延伸ポリエステルフィルムを用いて、基材フィルムとしての二軸延伸ポリエステルフィルムの走行中におけるシワの発生を極力防止すると共にそれに影響される蒸着膜の膜質の劣化を最小限とし、そのガスバリア性の劣化の要因となることを防止するものである。
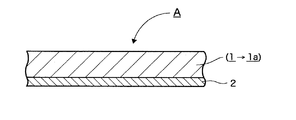
図1は、本発明に係る透明蒸着フィルムについてその層構成の一例を示す概略的断面図である。
具体的には、例えば、縦方向及び横方向の延伸倍率として、2.0〜6.0倍程度に延伸した後、加熱処理したポリエステル樹脂のフィルムないしシ−トを使用することができる。
また、本発明において、上記のポリエステル樹脂のフィルムないしシ−トの膜厚としては、6〜100μm位、より好ましくは、9〜50μm位が望ましい。
上記において、一般的な添加剤としては、例えば、滑剤、架橋剤、酸化防止剤、紫外線吸収剤、光安定剤、充填剤、帯電防止剤、滑剤、アンチブロッキング剤、染料、顔料等の着色剤、その他等を任意に使用することができ、更には、改質用樹脂等も使用することがてきる。
本発明において、上記の表面処理層としては、例えば、コロナ放電処理、オゾン処理、酸素ガス若しくは窒素ガス等を用いた低温プラズマ処理、グロ−放電処理、化学薬品等を用いて処理する酸化処理、その他等の前処理を任意に施し、例えば、コロナ処理層、オゾン処理層、プラズマ処理層、酸化処理層、その他等を形成して設けることができる。
上記の表面前処理は、ポリエステル樹脂のフィルムないしシ−トと後述する無機酸化物の蒸着膜との密接着性等を改善するための方法として実施するものであるが、上記の密接着性を改善する方法として、その他、例えば、各種の樹脂のフィルムないしシ−トの表面に、予め、プライマ−コ−ト剤層、アンダ−コ−ト剤層、アンカ−コ−ト剤層、接着剤層、あるいは、蒸着アンカ−コ−ト剤層等を任意に形成して、表面処理層とすることもできる。
上記の前処理のコ−ト剤層としては、例えば、ポリエステル系樹脂、ポリアミド系樹脂、ポリウレタン系樹脂、エポキシ系樹脂、フェノ−ル系樹脂、(メタ)アクリル系樹脂、ポリ酢酸ビニル系樹脂、ポリエチレンあるいはポリプロピレン等のポリオレフィン系樹脂あるいはその共重合体ないし変性樹脂、セルロ−ス系樹脂、その他等をビヒクルの主成分とする樹脂組成物を使用することができる。
而して、本発明において、具体的には、金属または金属の酸化物を原料とし、これを加熱して蒸気化し、これを基材フィルムの一方の上に蒸着する真空蒸着法、または、原料として金属または金属の酸化物を使用し、酸素を導入して酸化させて基材フィルムの一方の上に蒸着する酸化反応蒸着法、更に酸化反応をプラズマで助成するプラズマ助成式の酸化反応蒸着法等を用いて蒸着膜を形成することができる。
上記において、蒸着材料の加熱方式としては、例えば、抵抗加熱方式、高周波誘導加熱方式、エレクトロンビ−ム加熱方式(EB)等にて行うことができる。
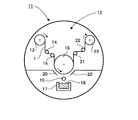
図2に示すように、巻き取り式真空蒸着装置11の真空チャンバ−12の中で、巻き出しロ−ル13から繰り出す基材フィルム1は、ガイドロ−ル14、15を介して、冷却したコ−ティングドラム16に案内される。
而して、上記の冷却したコ−ティングドラム16上に案内された基材フィルム1の上に、るつぼ17で熱せられた蒸着源18、例えば、金属アルミニウム、あるいは、酸化アルミニウム等を蒸発させ、更に、必要ならば、酸素ガス吹出口19より酸素ガス等を噴出し、これを供給しながら、マスク20、20を介して、例えば、酸化アルミニウム等の無機酸化物の蒸着膜を成膜化し、次いで、上記において、例えば、酸化アルミニウム等の無機酸化物の蒸着膜を形成した基材フィルム1を、ガイドロ−ル21、22を介して送り出し、巻き取りロ−ル23に巻き取ることによって、本発明にかかる物理気相成長法による無機酸化物の蒸着膜を形成することができる。
而して、上記の酸化アルミニウムの蒸着膜を形成する場合、酸化度が高すぎると、すなわち、紫外線透過率が97%以上であると、酸化アルミニウムの蒸着膜自体が硬くなり、基材フィルムとしての二軸延伸ポリエステルフィルムの収縮により、酸化アルミニウムの蒸着膜にクラック等が入り、ガスバリア性の劣化を引き起こす要因となることから、酸化アルミニウムの蒸着膜は、その蒸着時ないし直後における紫外線(波長366nm)透過率が、85%〜96%の範囲、より好ましくは、87%〜94%の範囲内であることが望ましいものである。
また、上記の酸化アルミニウムの蒸着膜の膜厚としては、膜厚50Å〜1000Åの範囲内、より好ましくは、100Å〜500Åの範囲内であることが望ましいものである。 次に、本発明において、無機酸化物の蒸着膜として、一酸化硅素と硅素の混合物を原料として、物理気相成長法による酸化硅素の蒸着膜を形成する場合、膜厚が厚すぎると、基材フィルムとしての二軸延伸ポリエステルフィルムの収縮によって、酸化硅素の蒸着膜が緻密化する効果はほとんどなくなることから、酸化硅素の蒸着膜の膜厚は、50Å〜1000Åの範囲内、より好ましくは、膜厚200Å〜600Åの範囲内であることが望ましいものである。
而して、好ましいものとしては、ケイ素(Si)、アルミニウム(Al)等の金属の酸化物の蒸着膜を挙げることができる。
而して、上記の金属の酸化物の蒸着膜は、ケイ素酸化物、アルミニウム酸化物、マグネシウム酸化物等のように金属酸化物として呼ぶことができ、その表記は、例えば、SiOX 、AlOX 、MgOX 等のようにMOX (ただし、式中、Mは、金属元素を表し、Xの値は、金属元素によってそれぞれ範囲がことなる。)で表される。
また、上記のXの値の範囲としては、ケイ素(Si)は、0〜2、アルミニウム(Al)は、0〜1.5、マグネシウム(Mg)は、0〜1、カルシウム(Ca)は、0〜1、カリウム(K)は、0〜0.5、スズ(Sn)は、0〜2、ナトリウム(Na)は、0〜0.5、ホウ素(B)は、0〜1、5、チタン(Ti)は、0〜2、鉛(Pb)は、0〜1、ジルコニウム(Zr)は0〜2、イットリウム(Y)は、0〜1.5の範囲の値をとることができる。
上記において、X=0の場合、完全な金属であり、透明ではなく全く使用することができない、また、Xの範囲の上限は、完全に酸化した値である。
本発明において、一般的に、ケイ素(Si)、アルミニウム(Al)以外は、使用される例に乏しく、ケイ素(Si)は、1.0〜2.0、アルミニウム(Al)は、0.5〜1.5の範囲の値のものを使用することができる。
本発明において、上記のような無機酸化物の蒸着膜の膜厚としては、使用する金属、または、金属の酸化物の種類等によって異なるが、例えば、50〜1000Å位、好ましくは、100〜1000Å位の範囲内で任意に選択して形成することが望ましい。
更に、基材フィルムの一方の面に、真空蒸着法により無機酸化物の蒸着膜を形成する透明蒸着フィルムの製造法において、真空蒸着装置内の冷却ドラムの温度を−15℃〜0℃の範囲で無機酸化物の蒸着膜を形成することが好ましいものである。
上記の積層材の製造法について例示すれば、例えば、前述の本発明に係る透明蒸着フィルムを構成する無機酸化物の蒸着膜の面に、例えば、ラミネ−ト用接着剤層を形成し、しかる後、該ラミネ−ト用接着剤層等を介して、例えば、ヒ−トシ−ル性樹脂層等を構成するプラスチックチフィルム等の所望の基材をドライラミネ−ト積層法を用いて積層することにより、種々の形態からなる積層材を製造することができる。
あるいは、本発明においては、例えば、本発明係る透明蒸着フィルムを構成する無機酸化物の蒸着膜の面に、例えば、アンカ−コ−ト剤層を形成し、しかる後、該アンカ−コ−ト剤層等を介して、各種の樹脂等を溶融押出して、例えば、ヒ−トシ−ル性樹脂層等を構成するプラスチックチフィルム等の所望の基材を積層する押出ラミネ−ト積層法を用いて積層することにより、各種の形態からなる積層材を製造することができる。
なお、本発明においては、本発明に係る透明蒸着フィルムを構成する基材フィルムの面にも、上記と同様にして、所望の他の基材を任意に積層して種々の形態からなる積層材を製造し得るものであり、また、本発明においては、各層間に所望の基材を任意に積層して種々の形態からなる積層材を製造し得るものであり、而して、本発明においては、その使用目的、使用形態、用途、その他等によって、他の基材を任意に積層して、種々の形態の積層材を設計して製造することができるものである。
また、本発明において、上記のような積層を行う際に、本発明に係る透明蒸着フィルムを構成する無機酸化物の蒸着膜の面には、例えば、プラズマ処理、コロナ放電処理、その他等の前処理を任意に行うことができるものであり、あるいはまた、所望のプライマ−剤層を形成することもできるものである。
而して、本発明においては、図示しないが、上記で製造した三方シ−ル型の軟包装用容器の開口部から、例えば、飲食品、その他等の内容物を充填し、次いで、上方の開口部をヒ−トシ−ルして上方のシ−ル部等を形成し、更に、必要に応じて、例えば、ボイル処理、レトルト処理等を施して、種々の形態からなる包装製品を製造することができるものである。
なお、本発明においては、上記に例示の包装用容器に限定されるものでないことは言うまでもないことであり、その目的、用途等により、軟包装用袋、液体紙製容器、紙缶、その他等の種々の形態の包装用容器を製造することができることは言うまでもないことである。
上記の接着剤の組成系は、水性型、溶液型、エマルジョン型、分散型等のいずれの組成物形態でもよく、また、その性状は、フィルム・シ−ト状、粉末状、固形状等のいずれの形態でもよく、更に、接着機構については、化学反応型、溶剤揮発型、熱溶融型、熱圧型等のいずれの形態でもよいものである。
而して、上記の接着剤は、例えば、ロ−ルコ−ト法、グラビアロ−ルコ−ト法、キスコ−ト法、その他等のコ−ト法、あるいは、印刷法等によって施すことができ、そのコ−ティング量としては、0.1〜10g/m2 (乾燥状態)位が望ましい。
上記のアンカ−コ−ト剤は、例えば、ロ−ルコ−ト、グラビアロ−ルコ−ト、キスコ−ト、その他等のコ−ティング法を用いてコ−ティングすることができ、そのコ−ティング量としては、0.1〜5g/m2 (乾燥状態)位が望ましい。
なお、上記の溶融押出積層方式において、より強固な接着強度を得るために、例えば、上記のアンカ−コ−ト剤等のアンカ−コ−ト剤層を介して、積層することができる。
而して、上記のフィルムないしシ−トは、その樹脂を含む組成物によるコ−ティング膜の状態で使用することができる。
その膜もしくはフィルムないしシ−トの厚さとしては、5μmないし300μm位が好ましくは、更には、10μmないし100μm位が望ましい。
而して、上記の樹脂のフィルムないしシ−トとしては、未延伸フィルム、あるいは、一軸方向または二軸方向に延伸した延伸フィルム等のいずれのものでも使用することができる。
そのフィルムの厚さとしては、5μmないし100μm位、好ましくは、10μmないし50μm位が望ましい。
なお、本発明においては、上記のような基材フィルムには、例えば、文字、図形、記号、絵柄、模様等の所望の印刷絵柄を通常の印刷法で表刷り印刷あるいは裏刷り印刷等が施されていてもよい。
上記において、紙層を構成する紙基材としては、坪量約80〜600g/m2 位のもの、好ましくは、坪量約100〜450g/m2 位のものを使用することが望ましい。
勿論、本発明においては、紙層を構成する紙基材と、上記に挙げた基材フィルムとしての各種の樹脂のフィルムないしシ−ト等を併用して使用することができる。
これらの材料は、一種ないしそれ以上を組み合わせて使用することができる。 上記のフィルムないしシ−トの厚さとしては、任意であるが、通常、5μmないし300μm位、更には、10μmないし100μm位が望ましい。
その他、例えば、セロハン等のフィルム、合成紙等も使用することができる。 本発明において、上記のフィルムないしシ−トは、未延伸、一軸ないし二軸方向に延伸されたもの等のいずれのものでも使用することができる。
また、その厚さは、任意であるが、数μmから300μm位の範囲から選択して使用することができる。
更に、本発明においては、フィルムないしシ−トとしては、押し出し成膜、インフレ−ション成膜、コ−ティング膜等のいずれの性状の膜でもよい。
而して、上記の印刷模様層としては、通常のインキビヒクルの1種ないし2種以上を主成分とし、これに、必要ならば、可塑剤、安定剤、酸化防止剤、光安定剤、紫外線吸収剤、硬化剤、架橋剤、滑剤、帯電防止剤、充填剤、その他等の添加剤の1種ないし2種以上を任意に添加し、更に、染料・顔料等の着色剤を添加し、溶媒、希釈剤等で充分に混練してインキ組成物を調整し、次いで、該インキ組成物を使用し、例えば、グラビア印刷、オフセット印刷、凸版印刷、スクリ−ン印刷、転写印刷、フレキソ印刷、その他等の印刷方式を使用し、前述のコ−ティング薄膜の上に、文字、図形、記号、模様等からなる所望の印刷模様を印刷して、本発明にかかる印刷模様層を形成することができる。
而して、その製袋方法としては、上記の積層材を、その内層の面を対向させて折り曲げるか、あるいはその二枚を重ね合わせ、更にその外周の周辺端部を、例えば、側面シ−ル型、二方シ−ル型、三方シ−ル型、四方シ−ル型、封筒貼りシ−ル型、合掌貼りシ−ル型(ピロ−シ−ル型)、ひだ付シ−ル型、平底シ−ル型、角底シ−ル型、その他等のヒ−トシ−ル形態によりヒ−トシ−ルして、本発明にかかる種々の形態の包装用容器を製造することができる。
その他、例えば、自立性包装袋(スタンディングパウチ)等も製造することが可能であり、更に、本発明においては、上記の積層材を使用してチュ−ブ容器等も製造することができる。
上記において、ヒ−トシ−ルの方法としては、例えば、バ−シ−ル、回転ロ−ルシ−ル、ベルトシ−ル、インパルスシ−ル、高周波シ−ル、超音波シ−ル等の公知の方法で行うことができる。
なお、本発明においては、上記のような包装用容器には、例えば、ワンピ−スタイプ、ツウ−ピ−スタイプ、その他等の注出口、あるいは開閉用ジッパ−等を任意に取り付けることができる。
また、その形状は、角形容器、丸形等の円筒状の紙缶等のいずれのものでも製造することができる。
而して、本発明においては、特に、例えば、醤油、ソ−ス、ス−プ等を充填包装する液体用小袋、餅を充填包装する小袋、生菓子等を充填包装する軟包装用袋、あるいは、ボイルあるいはレトルト食品等を充填包装する軟包装用袋等の飲食物等を充填包装する包装用容器として有用なものである。
次に、上記の本発明について以下に実施例を挙げて更に具体的に説明する。
なお、この時の冷却ドラム温度は、−15℃であった。
(蒸着条件)
蒸着チヤンバー内の真空度;2×10-4mbar
巻き取りチヤンバー内の真空度;2×10-2mbar
電子ビーム電力;25kw
フィルムの搬送速度;240m/min
蒸着面;コロナ処理面
なお、この時の冷却ドラム温度は、−15℃であった。
(蒸着条件)
蒸着チヤンバー内の真空度;2×10-4mbar
巻き取りチヤンバー内の真空度;2×10-2mbar
電子ビーム電力;25kw
フィルムの搬送速度;240m/min
蒸着面;コロナ処理面
なお、この時の冷却ドラム温度は、−15℃であった。
(蒸着条件)
蒸着チヤンバー内の真空度;2×10-4mbar
巻き取りチヤンバー内の真空度;2×10-2mbar
電子ビーム電力;25kw
フィルムの搬送速度;240m/min
蒸着面;コロナ処理面
なお、この時の冷却ドラム温度は、−15℃であった。
(蒸着条件)
蒸着チヤンバー内の真空度;2×10-4mbar
巻き取りチヤンバー内の真空度;2×10-2mbar
電子ビーム電力;25kw
フィルムの搬送速度;240m/min
蒸着面;コロナ処理面
フィルムに荷重0.07N/mm負荷し、5℃/minで25〜200℃まで昇温した時の縦方向の寸法変化率が−1.0%、横方向の寸法変化率−0.1%の厚さ12μmの二軸延伸ポリエチレンテレフタレ−トフィルムを用いて、下記に示す蒸着条件により、電子線(EB)加熱方式による真空蒸着法により、紫外線(366nm)透過率が94%、膜厚200Åの酸化アルミニウムの蒸着膜を形成し、酸化アルミニウム蒸着フィルムを製造した。
なお、この時の冷却ドラム温度は、−15℃であった。
(蒸着条件)
蒸着チヤンバー内の真空度;2×10-4mbar
巻き取りチヤンバー内の真空度;2×10-2mbar
電子ビーム電力;25kw
フィルムの搬送速度;240m/min
蒸着面;コロナ処理面
フィルムに荷重0.07N/mm負荷し、5℃/minで25〜200℃まで昇温した時の縦方向の寸法変化率が−6.0%、横方向の寸法変化率−1.5%の厚さ12μmの二軸延伸ポリエチレンテレフタレ−トフィルムを用いて、下記に示す蒸着条件により、電子線(EB)加熱方式による真空蒸着法により、紫外線(366nm)透過率が94%、膜厚200Åの酸化アルミニウムの蒸着膜を形成し、酸化アルミニウム蒸着フィルムを製造した。
なお、この時の冷却ドラム温度は、−15℃であった。
(蒸着条件)
蒸着チヤンバー内の真空度;2×10-4mbar
巻き取りチヤンバー内の真空度;2×10-2mbar
電子ビーム電力;25kw
フィルムの搬送速度;240m/min
蒸着面;コロナ処理面
フィルムに荷重0.07N/mm負荷し、5℃/minで25〜200℃まで昇温した時の縦方向の寸法変化率が−2.5%、横方向の寸法変化率−0.1%の厚さ12μmの二軸延伸ポリエチレンテレフタレ−トフィルムを用いて、下記に示す蒸着条件により、電子線(EB)加熱方式による真空蒸着法により、紫外線(366nm)透過率が98%、膜厚200Åの酸化アルミニウムの蒸着膜を形成し、酸化アルミニウム蒸着フィルムを製造した。
なお、この時の冷却ドラム温度は、−15℃であった。
(蒸着条件)
蒸着チヤンバー内の真空度;2×10-4mbar
巻き取りチヤンバー内の真空度;2×10-2mbar
電子ビーム電力;25kw
フィルムの搬送速度;240m/min
蒸着面;コロナ処理面
フィルムに荷重0.07N/mm負荷し、5℃/minで25〜200℃まで昇温した時の縦方向の寸法変化率が−1.0%、横方向の寸法変化率0.1%の厚さ12μmの二軸延伸ポリエチレンテレフタレ−トフィルムを用いて、下記に示す蒸着条件により、電子線(EB)加熱方式による真空蒸着法により、膜厚300Åの酸化硅素の蒸着膜を形成し、酸化硅素蒸着フィルムを製造した。
なお、この時の冷却ドラム温度は、−15℃であった。
(蒸着条件)
蒸着チヤンバー内の真空度;2×10-4mbar
巻き取りチヤンバー内の真空度;2×10-2mbar
電子ビーム電力;25kw
フィルムの搬送速度;240m/min
蒸着面;コロナ処理面
フィルムに荷重0.07N/mm負荷し、5℃/minで25〜200℃まで昇温した時の縦方向の寸法変化率が−6.0%、横方向の寸法変化率0.1%の厚さ12μmの二軸延伸ポリエチレンテレフタレ−トフィルムを用いて、下記に示す蒸着条件により、電子線(EB)加熱方式による真空蒸着法により、膜厚300Åの酸化硅素の蒸着膜を形成し、酸化硅素蒸着フィルムを製造した。
なお、この時の冷却ドラム温度は、−15℃であった。
(蒸着条件)
蒸着チヤンバー内の真空度;2×10-4mbar
巻き取りチヤンバー内の真空度;2×10-2mbar
電子ビーム電力;25kw
フィルムの搬送速度;240m/min
蒸着面;コロナ処理面
フィルムに荷重0.07N/mm負荷し、5℃/minで25〜200℃まで昇温した時の縦方向の寸法変化率が−2.5%、横方向の寸法変化率0.1%の厚さ12μmの二軸延伸ポリエチレンテレフタレ−トフィルムを用いて、下記に示す蒸着条件により、電子線(EB)加熱方式による真空蒸着法により、膜厚1500Åの酸化硅素の蒸着膜を形成し、酸化硅素蒸着フィルムを製造した。
なお、この時の冷却ドラム温度は、−15℃であった。
(蒸着条件)
蒸着チヤンバー内の真空度;2×10-4mbar
巻き取りチヤンバー内の真空度;2×10-2mbar
電子ビーム電力;25kw
フィルムの搬送速度;240m/min
蒸着面;コロナ処理面
フィルムに荷重0.07N/mm負荷し、5℃/minで25〜200℃まで昇温した時の縦方向の寸法変化率が−2.5%、横方向の寸法変化率−0.1%の厚さ12μmの二軸延伸ポリエチレンテレフタレ−トフィルムを用いて、下記に示す蒸着条件により、電子線(EB)加熱方式による真空蒸着法により、紫外線(366nm)透過率が94%、膜厚200Åの酸化アルミニウムの蒸着膜を形成し、酸化アルミニウム蒸着フィルムを製造した。
なお、この時の冷却ドラム温度は、+10℃であった。
(蒸着条件)
蒸着チヤンバー内の真空度;2×10-4mbar
巻き取りチヤンバー内の真空度;2×10-2mbar
電子ビーム電力;25kw
フィルムの搬送速度;240m/min
蒸着面;コロナ処理面
上記の実施例1〜4、および、比較例1〜7で製造した本発明に係る透明蒸着フィルム、および、比較例に係る透明蒸着フィルムについて、酸素透過度、水蒸気透過度を測定した。
(1).酸素透過度の測定
これは、透明蒸着フィルムについて、温度23℃、湿度90%RHの条件で、米国、モコン(MOCON)社製の測定機〔機種名、オクストラン(OX−TRAN2/20)〕にて測定した。
(2).水蒸気透過度の測定
これは、透明蒸着フィルムについて、温度40℃、湿度90%RHの条件で、米国、モコン(MOCON)社製の測定機〔機種名、パ−マトラン(PERMATRAN3/31)〕にて測定した。
上記の測定結果について、下記の表1に示す。
┌─────┬────────────────┐ │ │ 透明蒸着フィルム │ │ ├───────┬────────┤ │ │ 酸素透過度 │ 水蒸気透過度 │ ├─────┼───────┼────────┤ │実施例1 │ 1.2 │ 1.4 │ ├─────┼───────┼────────┤ │実施例2 │ 1.3 │ 1.0 │ ├─────┼───────┼────────┤ │実施例3 │ 1.1 │ 1.5 │ ├─────┼───────┼────────┤ │実施例4 │ 1.0 │ 1.2 │ ├─────┼───────┼────────┤ │比較例1 │ 3.2 │ 5.0 │ ├─────┼───────┼────────┤ │比較例2 │ 4.5 │ 7.4 │ ├─────┼───────┼────────┤ │比較例3 │ 3.5 │ 8.2 │ ├─────┼───────┼────────┤ │比較例4 │ 3.8 │ 3.1 │ ├─────┼───────┼────────┤ │比較例5 │ 5.5 │ 6.3 │ ├─────┼───────┼────────┤ │比較例6 │ 3.0 │ 4.8 │ ├─────┼───────┼────────┤ │比較例7 │ 2.5 │ 3.0 │ └─────┴───────┴────────┘ 上記の表1において、酸素透過度の単位は、〔cc/m2 /day・23℃・90%RH〕であり、水蒸気透過度の単位は、〔g/m2 /day・40℃・90%RH〕である。
1 基材フィルム
1a 二軸延伸ポリエステルフィルム
2 無機酸化物の蒸着膜
Claims (7)
- 基材フィルムの一方の面に、物理気相成長法による無機酸化物の蒸着膜を設けた透明蒸着フィルムにおいて、
上記の基材フィルムとして、蒸着加工が施される冷却ドラム上で、熱収縮する二軸延伸ポリエステルフィルムを使用し、かつ、上記の冷却ドラム上における該基材フィルムが、これに荷重0.05〜0.15N/mmを負荷し、かつ、昇温速度5℃/minで25〜200℃まで昇温するときに、縦方向、および、横方向の寸法変化率が、それぞれ−5.0〜−2.0%、−1.0〜+1.0%の範囲内にある二軸延伸ポリエステルフィルムを使用し、
その基材フィルムとしての二軸延伸ポリエステルフィルムの、蒸着される直前直後における前後に引っ張られ、緊張した状態における熱的特性を有する二軸延伸ポリエステルフィルムの一方の面に、その寸法変化率に追随した、蜜に、緻密に製膜化した無機酸化物の蒸着膜を設けたこと
を特徴とする透明蒸着フィルム。 - 無機酸化物の蒸着膜が、紫外線(波長366nm)透過率85%〜96%である酸化アルミニウムの蒸着膜からなることを特徴とする上記の請求項1に記載する透明蒸着フィルム。
- 無機酸化物の蒸着膜が、一酸化硅素と硅素の混合物を原料として、物理蒸着法による酸化硅素の蒸着膜からなることを特徴とする上記の請求項1に記載する透明蒸着フィルム。
- 無機酸化物の蒸着膜が、膜厚50Å〜1000Åの範囲内であることを特徴とする上記の請求項1〜3のいずれか1項に記載する透明蒸着フィルム。
- 酸化アルミニウムの蒸着膜が、膜厚100Å〜500Åの範囲内であることを特徴とする上記の請求項4に記載する透明蒸着フィルム。
- 酸化硅素の蒸着膜が、膜厚200Å〜600Åの範囲内であることを特徴とする上記の請求項4に記載する透明蒸着フィルム。
- 基材フィルムの一方の面に、真空蒸着法により無機酸化物の蒸着膜を形成する透明蒸着フィルムの製造法において、
上記の基材フィルムとして、蒸着加工が施される冷却ドラム上で、熱収縮する二軸延伸ポリエステルフィルムを使用し、かつ、上記の冷却ドラム上における該基材フィルムが、これに荷重0.05〜0.15N/mmを負荷し、かつ、昇温速度5℃/minで25〜200℃まで昇温するときに、縦方向、および、横方向の寸法変化率が、それぞれ−5.0〜−2.0%、−1.0〜+1.0%の範囲内にある二軸延伸ポリエステルフィルムを使用し、
その基材フィルムとしての二軸延伸ポリエステルフィルムの、蒸着される直前直後における前後に引っ張られ、緊張した状態における熱的特性を有する二軸延伸ポリエステルフィルムの一方の面に、真空蒸着法からなる物理気相成長法により、
その真空蒸着装置内の冷却ドラムの温度を−15℃〜0℃の範囲に調整し、
上記の二軸延伸ポリエステルフィルムの一方の面に、その寸法変化率に追随して、無機酸化物の蒸着膜を蜜に、緻密に製膜化すること
を特徴とする透明蒸着フィルムの製造法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004007110A JP4815744B2 (ja) | 2004-01-14 | 2004-01-14 | 透明蒸着フィルムおよびその製造法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004007110A JP4815744B2 (ja) | 2004-01-14 | 2004-01-14 | 透明蒸着フィルムおよびその製造法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005199515A JP2005199515A (ja) | 2005-07-28 |
| JP4815744B2 true JP4815744B2 (ja) | 2011-11-16 |
Family
ID=34820863
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004007110A Expired - Fee Related JP4815744B2 (ja) | 2004-01-14 | 2004-01-14 | 透明蒸着フィルムおよびその製造法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4815744B2 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4844808B2 (ja) * | 2005-09-14 | 2011-12-28 | 大日本印刷株式会社 | バリア性フィルムおよびそれを使用した積層材 |
| JP2007151461A (ja) * | 2005-12-05 | 2007-06-21 | Dainippon Printing Co Ltd | 包装食品および食品の退色防止方法 |
| US20100229924A1 (en) * | 2006-03-28 | 2010-09-16 | TORAY ADVANCED FILM CO., LTD., a corporation of Japan | Backside protection sheet for solar cell module |
| JP7256960B2 (ja) * | 2018-08-29 | 2023-04-13 | 王子ホールディングス株式会社 | 金属層一体型ポリプロピレンフィルムの製造方法 |
| JP7228132B2 (ja) * | 2018-09-05 | 2023-02-24 | 王子ホールディングス株式会社 | 金属層一体型ポリプロピレンフィルム、フィルムコンデンサ、及び、金属層一体型ポリプロピレンフィルムの製造方法 |
| WO2023195414A1 (ja) * | 2022-04-05 | 2023-10-12 | 東洋紡株式会社 | 透明ガスバリアフィルム |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03191051A (ja) * | 1989-12-20 | 1991-08-21 | Toyobo Co Ltd | ガスバリアフイルム |
| JP3191324B2 (ja) * | 1991-06-12 | 2001-07-23 | 東洋紡績株式会社 | ガスバリアフイルムおよびその製造法 |
| JP2001088262A (ja) * | 1999-09-27 | 2001-04-03 | Dainippon Printing Co Ltd | バリア性フィルムおよびそれを使用した積層材 |
| JP4815649B2 (ja) * | 1999-11-16 | 2011-11-16 | 大日本印刷株式会社 | 透明バリア性フィルムおよびそれを使用した積層材 |
| JP4815650B2 (ja) * | 1999-11-16 | 2011-11-16 | 大日本印刷株式会社 | 透明バリア性フィルムおよびそれを使用した積層材 |
| JP4894108B2 (ja) * | 2001-08-21 | 2012-03-14 | 東レ株式会社 | 透明蒸着用ポリエステルフィルム及び透明蒸着ポリエステルフィルム |
| JP2003200546A (ja) * | 2002-01-09 | 2003-07-15 | Toray Ind Inc | 蒸着用ポリエステルフィルム及び蒸着ポリエステルフィルム |
-
2004
- 2004-01-14 JP JP2004007110A patent/JP4815744B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005199515A (ja) | 2005-07-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2002187231A (ja) | バリア性フィルムおよびその製造法 | |
| JP4028124B2 (ja) | 透明バリアフィルムとその作製方法、作製装置、及びこれを用いた積層材及び包装容器 | |
| JP2005088431A (ja) | バリア性フィルム | |
| JP4815744B2 (ja) | 透明蒸着フィルムおよびその製造法 | |
| JP2002370749A (ja) | 自立性袋 | |
| JP4076036B2 (ja) | バリア性フィルムおよびそれを使用した積層材 | |
| JP3923582B2 (ja) | 透明バリアフィルム、それを使用した積層材および包装用容器 | |
| JP4402412B2 (ja) | 積層材およびそれを使用した包装用袋 | |
| JP4076037B2 (ja) | バリア性フィルムおよびそれを使用した積層材 | |
| JP4612125B2 (ja) | 透明バリアフィルム、それを使用した積層材および包装用容器 | |
| JP2000117879A (ja) | バリア性フィルムおよびそれを使用した積層材 | |
| JP2000052475A (ja) | バリア性フィルムおよびそれを使用した積層材 | |
| JPH10156998A (ja) | 透明バリアフィルム、それを使用した積層材および包装用容器 | |
| JP3813287B2 (ja) | 透明バリアフィルム、それを使用した積層材および包装用容器 | |
| JP4979048B2 (ja) | バリア性フィルムおよびそれを使用した積層材 | |
| JP4357913B2 (ja) | バリア性フィルム | |
| JP2005103870A (ja) | 積層材およびそれを使用した液体充填包装用小袋 | |
| JP2006327202A (ja) | バリア性フィルムおよびその製造法 | |
| JP2002308285A (ja) | レトルト用パウチ | |
| JP4774577B2 (ja) | バリア性フィルムおよびそれを使用した積層材 | |
| JP2002210858A (ja) | レトルト用パウチ | |
| JPH11105188A (ja) | 透明バリア性ポリプロピレンフィルム、それを使用した積層体および包装用容器 | |
| JP2002283490A (ja) | バリアフィルムとこれを用いた積層材およびバリアフィルムの製造方法 | |
| JP4156251B2 (ja) | ヒ−トシ−ル性素材、それを使用した積層体および包装用容器 | |
| JPH10249989A (ja) | 透明バリアフィルム、それを使用した積層材および包装用容器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20061226 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090415 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090507 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090701 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100622 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100819 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110802 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110815 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140909 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4815744 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |