JP4772929B2 - ホットスタンプ加工により異強度部分を持つ金属加工品及びその製造方法 - Google Patents
ホットスタンプ加工により異強度部分を持つ金属加工品及びその製造方法 Download PDFInfo
- Publication number
- JP4772929B2 JP4772929B2 JP2010550941A JP2010550941A JP4772929B2 JP 4772929 B2 JP4772929 B2 JP 4772929B2 JP 2010550941 A JP2010550941 A JP 2010550941A JP 2010550941 A JP2010550941 A JP 2010550941A JP 4772929 B2 JP4772929 B2 JP 4772929B2
- Authority
- JP
- Japan
- Prior art keywords
- metal plate
- metal
- heating
- hot stamping
- strength
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 229910052751 metal Inorganic materials 0.000 title claims description 126
- 239000002184 metal Substances 0.000 title claims description 126
- 238000004519 manufacturing process Methods 0.000 title claims description 12
- 238000010438 heat treatment Methods 0.000 claims description 60
- 238000011282 treatment Methods 0.000 claims description 32
- 238000012546 transfer Methods 0.000 claims description 30
- 238000012545 processing Methods 0.000 claims description 16
- 230000005855 radiation Effects 0.000 claims description 13
- 239000011248 coating agent Substances 0.000 claims description 12
- 238000000576 coating method Methods 0.000 claims description 12
- 239000007864 aqueous solution Substances 0.000 claims description 9
- 238000007654 immersion Methods 0.000 claims description 7
- 239000003929 acidic solution Substances 0.000 claims description 6
- 238000004040 coloring Methods 0.000 claims description 6
- 238000005530 etching Methods 0.000 claims description 6
- LAIZPRYFQUWUBN-UHFFFAOYSA-L nickel chloride hexahydrate Chemical compound O.O.O.O.O.O.[Cl-].[Cl-].[Ni+2] LAIZPRYFQUWUBN-UHFFFAOYSA-L 0.000 claims description 6
- 238000002310 reflectometry Methods 0.000 claims description 5
- 238000010422 painting Methods 0.000 claims description 2
- 238000004381 surface treatment Methods 0.000 claims description 2
- 230000001010 compromised effect Effects 0.000 claims 1
- 238000007788 roughening Methods 0.000 claims 1
- 238000000034 method Methods 0.000 description 54
- 230000002093 peripheral effect Effects 0.000 description 28
- 229910001335 Galvanized steel Inorganic materials 0.000 description 19
- 229910000831 Steel Inorganic materials 0.000 description 19
- 239000008397 galvanized steel Substances 0.000 description 19
- 239000010959 steel Substances 0.000 description 19
- 230000009467 reduction Effects 0.000 description 17
- 230000008569 process Effects 0.000 description 16
- 238000010791 quenching Methods 0.000 description 13
- 230000000171 quenching effect Effects 0.000 description 13
- 229910001566 austenite Inorganic materials 0.000 description 12
- 230000000873 masking effect Effects 0.000 description 10
- 239000000463 material Substances 0.000 description 9
- 238000011946 reduction process Methods 0.000 description 9
- 238000005096 rolling process Methods 0.000 description 7
- 230000008859 change Effects 0.000 description 6
- 238000010586 diagram Methods 0.000 description 6
- 239000000203 mixture Substances 0.000 description 6
- 238000007747 plating Methods 0.000 description 6
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 6
- 229910052782 aluminium Inorganic materials 0.000 description 5
- 230000008901 benefit Effects 0.000 description 5
- 238000000465 moulding Methods 0.000 description 5
- 229910052710 silicon Inorganic materials 0.000 description 5
- 238000003466 welding Methods 0.000 description 5
- 238000005422 blasting Methods 0.000 description 4
- 230000000052 comparative effect Effects 0.000 description 4
- 238000005485 electric heating Methods 0.000 description 4
- 239000012535 impurity Substances 0.000 description 4
- 229910052748 manganese Inorganic materials 0.000 description 4
- 239000003973 paint Substances 0.000 description 4
- 238000007751 thermal spraying Methods 0.000 description 4
- MUBZPKHOEPUJKR-UHFFFAOYSA-N Oxalic acid Chemical compound OC(=O)C(O)=O MUBZPKHOEPUJKR-UHFFFAOYSA-N 0.000 description 3
- 238000001816 cooling Methods 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 3
- 238000001035 drying Methods 0.000 description 3
- PXHVJJICTQNCMI-UHFFFAOYSA-N nickel Substances [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 3
- 238000003825 pressing Methods 0.000 description 3
- 238000004080 punching Methods 0.000 description 3
- 238000001228 spectrum Methods 0.000 description 3
- 230000009466 transformation Effects 0.000 description 3
- 238000005406 washing Methods 0.000 description 3
- 238000005452 bending Methods 0.000 description 2
- 239000010960 cold rolled steel Substances 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000004093 laser heating Methods 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 229910052759 nickel Inorganic materials 0.000 description 2
- 230000002787 reinforcement Effects 0.000 description 2
- 239000007921 spray Substances 0.000 description 2
- 239000002344 surface layer Substances 0.000 description 2
- CVBWTNHDKVVFMI-LBPRGKRZSA-N (2s)-1-[4-[2-[6-amino-8-[(6-bromo-1,3-benzodioxol-5-yl)sulfanyl]purin-9-yl]ethyl]piperidin-1-yl]-2-hydroxypropan-1-one Chemical compound C1CN(C(=O)[C@@H](O)C)CCC1CCN1C2=NC=NC(N)=C2N=C1SC(C(=C1)Br)=CC2=C1OCO2 CVBWTNHDKVVFMI-LBPRGKRZSA-N 0.000 description 1
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 1
- 229910021586 Nickel(II) chloride Inorganic materials 0.000 description 1
- 229910010413 TiO 2 Inorganic materials 0.000 description 1
- 229910001297 Zn alloy Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 238000003486 chemical etching Methods 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000005238 degreasing Methods 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 238000007731 hot pressing Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- QMMRZOWCJAIUJA-UHFFFAOYSA-L nickel dichloride Chemical compound Cl[Ni]Cl QMMRZOWCJAIUJA-UHFFFAOYSA-L 0.000 description 1
- 235000006408 oxalic acid Nutrition 0.000 description 1
- 238000007750 plasma spraying Methods 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- 230000003595 spectral effect Effects 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 230000001131 transforming effect Effects 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
Images









Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/04—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing
- C21D8/0494—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing involving a localised treatment
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C4/00—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge
- C23C4/04—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge characterised by the coating material
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C4/00—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge
- C23C4/18—After-treatment
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2221/00—Treating localised areas of an article
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12229—Intermediate article [e.g., blank, etc.]
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Plasma & Fusion (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Heat Treatment Of Articles (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
- ing And Chemical Polishing (AREA)
- Coating With Molten Metal (AREA)
Description
(輻射伝熱加熱用金属板の製造)
図1は、表面全体を反射率低減処理領域2とした金属板1を示す図であり、図2は、表面の一部を反射率低減処理領域2とした金属板1を示す図である。
図1、及び図2に示されるように、本実施形態では金属板1の表面に反射率低減処理を施すことによって、反射率低減処理領域2が形成される。金属板1は、後工程においてホットスタンプが行われる金属板であり、ホットスタンプの直前に近赤外線などによる輻射伝熱加熱が行われるものである。
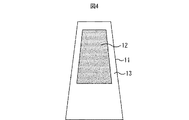
自動車用の構造部品などでは、大きい荷重が加わる部分の強度を高くし、その他の部分は溶接性を考慮して強度を高めたくない場合がある。また、逆に、特定部分のみ強度を低下させておきたい場合もある。このような異強度部分を持つ金属加工品は、以上に記したような本実施形態で反射率低減処理領域が形成された金属板11を用いて、図3に示す手順によって製造できる。なお金属板11は、切断やプレスによる打抜き加工で得た金属板に反射率低減処理を行うほか、以下のような方法でも得ることができる。まず、切断やプレスによる打抜き加工を行う前に鋼帯等の金属素材の表面に対して反射率低減処理を施し、輻射伝熱効率が部分的に異なる部位を予め形成しておく。そして、切断やプレスによる打抜き加工を行って金属板11としてもよい。また、図4に示す例では、反射率低減処理領域の境界が明瞭であるが、輻射伝熱効率を連続的に変化させるように反射率低減処理領域を形成することも可能である。その場合には、反射率低減処理のレベルを連続的に変化させたり、板厚方向の処理の厚さを連続的に変化させたりすればよい。
本実施形態に係る方法によれば、予め異種の金属板を溶接してテーラード金属板を製作したうえでこれを加工し、部分的に異なる強度を持たせるテーラードブランク法と比較すると、予備金属板加工や溶接加工が不要であり、複数種類の材料を用いる必要がない。このため、製造コストが安価になる。また、テーラードブランク法では強度変化部となる溶接線の位置や本数に制約があったが、本実施形態ではそのような制約はなく、自由な位置にマスキングをして反射率低減処理を行うことにより、自由な位置に自由な形状の異強度部分を形成することができる。
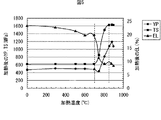
表1に、金属板に本発明による反射率低減処理を行い、その効果をまとめた。板厚が1.6mmの鋼板を、短辺170mm、長辺440mmに切断し、近赤外線ランプを用いて20℃から850℃まで輻射伝熱加熱した。加熱速度は、20℃から850℃まで温度差と加熱するのに要した時間との比で求めた。No.1〜10が実施例、No.11以下が比較例である。

C:0.22質量%、Si:0.15質量%、Mn:2.0質量%、P:0.02質量%以下、S:0.005質量%以下、Ti:0.023質量%、Al:0.035質量%、B:15ppm、N:50ppm以下を含有し、残部がFe及び不可避的不純物からなる組成を有し、板厚が1.6mmの溶融亜鉛めっき鋼板を、図4に示した形状に切断した。そのサイズは、短辺100mm,長辺170mm,高さ440mmであった。次に、溶融亜鉛めっき鋼板の中央部12に、塩化ニッケル六水和物の10%水溶液を塗布した後、水洗、乾燥する黒色化処理を0.6g/m2施し、反射率を低減させて輻射伝熱効率を高くした部分を形成した。なお、周縁部13は、黒色化処理を施していない。
実施例2で用いた溶融亜鉛めっき鋼板と同様の組成を有し、板厚が1.6mmの溶融亜鉛めっき鋼板を、図6に示した形状に切断した。そのサイズは、短辺100mm、長辺170mm、高さ440mmである。次に、切断した溶融亜鉛めっき鋼板の中央部15及び周辺部16に塩化ニッケル六水和物の10%水溶液を塗布した後、水洗、乾燥する黒色化処理を行った。このとき、図6に示す形状のように、中央部15は0.6g/m2黒色化処理を施し、周辺部16は0.3g/m2黒色化処理を施して、反射率を低減させて輻射伝熱効率を高くした部分を形成した。なお、周縁部17は黒色化処理を施していない。
実施例2で用いた溶融亜鉛めっき鋼板と同様の組成を有し、板厚が1.6mmの溶融亜鉛めっき鋼板を、図10に示した形状に切断した。そのサイズは、幅135mm、長さ440mmである。次に、溶融亜鉛めっき鋼板からなる金属板8の全面に、塩化ニッケル六水和物の10%水溶液を5秒間塗布した後、水洗、乾燥する黒色化処理を0.6g/m2施し、反射率を低減させて輻射伝熱効率を高くした処理を施した。
実施例2と同様の組成を有し、板厚が1.6mmの溶融亜鉛めっき鋼板を、図11に示した形状に切断した。そのサイズは、幅135mm、長さ440mmである。そして、金属板9には反射率を低減させる黒色化処理は施さず、近赤外線加熱装置によって、実施例2と同じ条件で加熱した。このとき、設定温度は850℃とした。その結果、金属板9の全面が852℃に加熱されるまで、実施例2で要した時間の約2.5倍の時間を要した。次に、成形荷重が200トンのホットスタンプ装置により、従来と同様に加熱された金属板9に対してホットスタンプ成形と金型内部における焼入れとを行った。
2 反射率低減処理領域
11、14 金属板
12、15 中央部
13、17 周縁部
16 周辺部
Claims (3)
- 金属加工品の表面に輻射線の反射率を低下させた部位が部分的に形成されており、前記輻射線の反射率を低下させた部位と他の部位とのビッカース硬さの差がHV180以上であることを特徴とするホットスタンプ加工により異強度部分を持つ金属加工品。
- 前記輻射線の反射率を低下させた部位と他の部位とのビッカース硬さの差がHV200以上であることを特徴とする請求項1記載のホットスタンプ加工により異強度部分を持つ金属加工品。
- 金属表面処理として塗装、凹凸付与、金属被覆、酸性溶液への浸漬による着色処理、エッチング、及び塩化ニッケル六水和物水溶液による浸漬のうちのいずれかの処理により、金属板の表面の一部に輻射線の反射率を低下させた領域を形成し、その金属板を輻射伝熱加熱することにより部分的に温度の異なる加熱金属板としたうえ、ホットスタンプ加工を行うことを特徴とするホットスタンプ加工により異強度部分を持つ金属加工品の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010550941A JP4772929B2 (ja) | 2009-08-06 | 2010-08-05 | ホットスタンプ加工により異強度部分を持つ金属加工品及びその製造方法 |
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009183221 | 2009-08-06 | ||
| JP2009183221 | 2009-08-06 | ||
| JP2009183220 | 2009-08-06 | ||
| JP2009183220 | 2009-08-06 | ||
| PCT/JP2010/063291 WO2011016518A1 (ja) | 2009-08-06 | 2010-08-05 | 輻射伝熱加熱用金属板及びその製造方法、並びに異強度部分を持つ金属加工品及びその製造方法 |
| JP2010550941A JP4772929B2 (ja) | 2009-08-06 | 2010-08-05 | ホットスタンプ加工により異強度部分を持つ金属加工品及びその製造方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011102985A Division JP5114686B2 (ja) | 2009-08-06 | 2011-05-02 | ホットスタンプ加工に用いる異強度部分を持つ金属加工品の製造に適した輻射伝熱加熱用鋼板及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP4772929B2 true JP4772929B2 (ja) | 2011-09-14 |
| JPWO2011016518A1 JPWO2011016518A1 (ja) | 2013-01-17 |
Family
ID=43544413
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010550941A Active JP4772929B2 (ja) | 2009-08-06 | 2010-08-05 | ホットスタンプ加工により異強度部分を持つ金属加工品及びその製造方法 |
| JP2011102985A Active JP5114686B2 (ja) | 2009-08-06 | 2011-05-02 | ホットスタンプ加工に用いる異強度部分を持つ金属加工品の製造に適した輻射伝熱加熱用鋼板及びその製造方法 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011102985A Active JP5114686B2 (ja) | 2009-08-06 | 2011-05-02 | ホットスタンプ加工に用いる異強度部分を持つ金属加工品の製造に適した輻射伝熱加熱用鋼板及びその製造方法 |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US10060017B2 (ja) |
| EP (1) | EP2463395B1 (ja) |
| JP (2) | JP4772929B2 (ja) |
| KR (1) | KR101411665B1 (ja) |
| CN (1) | CN102482741B (ja) |
| BR (1) | BR112012002706A2 (ja) |
| ES (1) | ES2761918T3 (ja) |
| MX (1) | MX343388B (ja) |
| PL (1) | PL2463395T3 (ja) |
| WO (1) | WO2011016518A1 (ja) |
Families Citing this family (39)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9896736B2 (en) | 2010-10-22 | 2018-02-20 | Nippon Steel & Sumitomo Metal Corporation | Method for manufacturing hot stamped body having vertical wall and hot stamped body having vertical wall |
| CN103261452B (zh) | 2010-10-22 | 2014-11-19 | 新日铁住金株式会社 | 具有纵壁部的热锻压成形体的制造方法以及具有纵壁部的热锻压成形体 |
| US9598745B2 (en) | 2010-10-22 | 2017-03-21 | Nippon Steel & Sumitomo Metal Corporation | Method for manufacturing hot stamped body and hot stamped body |
| JP5644520B2 (ja) * | 2011-01-12 | 2014-12-24 | 新日鐵住金株式会社 | 輻射伝熱加熱用金属板及びその製造方法、並びに異強度部分を持つ金属加工品及びその製造方法 |
| WO2012130434A2 (en) * | 2011-03-30 | 2012-10-04 | Tata Steel Nederland Technology B.V. | Method of heat treating a coated metal strip and heat treated coated metal strip |
| JP2013185184A (ja) * | 2012-03-07 | 2013-09-19 | Jfe Steel Corp | 熱間プレス成形体およびその製造方法 |
| US20150211084A1 (en) * | 2012-03-29 | 2015-07-30 | Aisin Takaoka Co., Ltd. | Metal processing method and metal product processed thereby |
| CN104379775B (zh) * | 2012-05-03 | 2017-03-08 | 麦格纳国际公司 | 由涂覆有非金属涂层的金属板形成的机动车部件 |
| JP6051437B2 (ja) * | 2012-06-12 | 2016-12-27 | 株式会社弘輝 | レーザー加熱工法による電子デバイスの製造方法 |
| JP6311955B2 (ja) * | 2012-07-24 | 2018-04-18 | 日立金属株式会社 | 金型の焼入方法 |
| KR101333971B1 (ko) * | 2012-12-12 | 2013-11-27 | 현대하이스코 주식회사 | 충돌성능이 우수한 핫 스탬핑용 아연도금강판을 이용한 이종강도를 갖는 강 제품 및 그 제조 방법 |
| CN103045834B (zh) * | 2013-01-11 | 2014-12-03 | 武汉理工大学 | 一种改善高强度钢板热冲压件综合性能的方法 |
| JP5740419B2 (ja) * | 2013-02-01 | 2015-06-24 | アイシン高丘株式会社 | 鋼板の赤外線加熱方法、加熱成形方法、赤外炉および車両用部品 |
| JP6285675B2 (ja) * | 2013-09-19 | 2018-02-28 | アイシン高丘株式会社 | センターピラー補強部材 |
| WO2015150848A1 (fr) * | 2014-03-31 | 2015-10-08 | Arcelormittal Investigación Y Desarrollo Sl | Procede de fabrication a haute productivite de pieces d'acier revêtues et durcies a la presse |
| CN104668326B (zh) * | 2015-03-05 | 2016-08-24 | 山东大王金泰集团有限公司 | 一种高强度钢材零部件性能梯度化分布的热冲压方法 |
| ES2774475T3 (es) * | 2015-05-22 | 2020-07-21 | Nippon Steel Corp | Producto formado en prensa y método para diseñar el mismo |
| WO2017017485A1 (en) | 2015-07-30 | 2017-02-02 | Arcelormittal | A method for the manufacture of a phosphatable part starting from a steel sheet coated with a metallic coating based on aluminium |
| WO2017017484A1 (en) | 2015-07-30 | 2017-02-02 | Arcelormittal | Method for the manufacture of a hardened part which does not have lme issues |
| WO2017017483A1 (en) | 2015-07-30 | 2017-02-02 | Arcelormittal | Steel sheet coated with a metallic coating based on aluminum |
| PT3156506T (pt) * | 2015-10-15 | 2019-03-19 | Automation Press And Tooling A P & T Ab | Método de aquecimento de radiação parcial para produção de partes endurecidas em prensa e disposição para tal produção |
| CN105499357B (zh) * | 2016-01-07 | 2017-11-07 | 东风模具冲压技术有限公司 | 不等强度等厚度超高强钢板热冲压成型零件的加工方法 |
| DE102016206899A1 (de) * | 2016-04-22 | 2017-10-26 | Cosma Engineering Europe Gmbh | Verfahren zum Erhöhen der plastischen Verformbarkeit eines Werkstückes mit einem Absorptionsmittel |
| JP6972640B2 (ja) * | 2016-04-28 | 2021-11-24 | ウシオ電機株式会社 | 加熱処理方法 |
| CN107931418B (zh) * | 2017-10-16 | 2020-01-21 | 武汉钢铁有限公司 | 一种1500MPa级梯度性能热成形零件的加工方法及应用 |
| JP2020032434A (ja) * | 2018-08-28 | 2020-03-05 | 株式会社キーレックス | ホットプレス成形方法 |
| JP7260765B2 (ja) * | 2019-03-29 | 2023-04-19 | 日本製鉄株式会社 | 熱間プレス成形品の製造方法、および鋼板 |
| JP6884168B2 (ja) * | 2019-04-15 | 2021-06-09 | 東亜工業株式会社 | プレス成形品の製造方法 |
| WO2020213201A1 (ja) * | 2019-04-18 | 2020-10-22 | Jfeスチール株式会社 | 熱間プレス用鋼板および熱間プレス部材 |
| EP3778054B1 (en) * | 2019-08-14 | 2021-12-01 | Automation, Press and Tooling, AP & T AB | Intermediate heating station |
| JP7269524B2 (ja) * | 2020-05-13 | 2023-05-09 | 日本製鉄株式会社 | ホットスタンプ部材 |
| WO2021230311A1 (ja) * | 2020-05-13 | 2021-11-18 | 日本製鉄株式会社 | ホットスタンプ用鋼板 |
| EP4151771B1 (en) * | 2020-05-13 | 2024-08-07 | Nippon Steel Corporation | Steel sheet for hot stamping |
| CN113155894B (zh) * | 2021-03-30 | 2023-06-20 | 中国飞机强度研究所 | 一种透明材料隔热性能试验装置 |
| MX2023011098A (es) * | 2021-04-08 | 2023-09-29 | Nippon Steel Corp | Lamina de acero para estampado en caliente y miembro de estampado en caliente. |
| CN119173345A (zh) | 2022-05-19 | 2024-12-20 | 日本制铁株式会社 | 重叠热冲压成型体的制造方法 |
| CN116689258A (zh) * | 2023-02-15 | 2023-09-05 | 哈尔滨工业大学(威海) | 兼具高加热效率且同步抗氧化的短波红外柔性加热方法 |
| WO2024225328A1 (ja) * | 2023-04-28 | 2024-10-31 | 日本製鉄株式会社 | ブランク、構造部材の製造方法、及び構造部材 |
| WO2024225331A1 (ja) * | 2023-04-28 | 2024-10-31 | 日本製鉄株式会社 | ブランク、構造部材の製造方法、及び構造部材 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004218016A (ja) * | 2003-01-16 | 2004-08-05 | High Frequency Heattreat Co Ltd | 金属部材の加熱方法 |
| JP2004315927A (ja) * | 2003-04-18 | 2004-11-11 | Nippon Steel Corp | 高温成形後硬化能に優れた熱間成形加工用鋼板およびその使用方法 |
| JP2008240047A (ja) * | 2007-03-27 | 2008-10-09 | Nippon Steel Corp | 熱間プレス時のスケール密着性に優れた高強度鋼板およびその製造方法 |
Family Cites Families (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2731403A (en) * | 1952-11-08 | 1956-01-17 | Pittsburgh Steel Co | Manufacture of nickel-plated steel |
| JPS5234230B2 (ja) | 1971-12-27 | 1977-09-02 | ||
| JPS63116010A (ja) | 1986-10-31 | 1988-05-20 | Daikin Ind Ltd | 温風暖房機の燃焼筒の製造方法 |
| DE19743802C2 (de) | 1996-10-07 | 2000-09-14 | Benteler Werke Ag | Verfahren zur Herstellung eines metallischen Formbauteils |
| JPH10202326A (ja) | 1997-01-23 | 1998-08-04 | Nissan Motor Co Ltd | プレス成形方法およびこれに用いられるプレス成形用板材 |
| US5972134A (en) | 1997-10-02 | 1999-10-26 | Benteler Ag | Manufacture of a metallic molded structural part |
| DE19827945C1 (de) * | 1998-06-25 | 1999-06-24 | Heraeus Quarzglas | Verfahren und Vorrichtung für die Herstellung einer porösen SiO¶2¶-Vorform |
| US6416820B1 (en) * | 1999-11-19 | 2002-07-09 | Epion Corporation | Method for forming carbonaceous hard film |
| JP2002018533A (ja) | 2000-07-04 | 2002-01-22 | Mazda Motor Corp | 流体を用いた金属成形体の製造方法および金属成形体 |
| DE20014361U1 (de) | 2000-08-19 | 2000-10-12 | Benteler Ag, 33104 Paderborn | B-Säule für ein Kraftfahrzeug |
| DE10108926C1 (de) | 2001-02-23 | 2003-01-02 | Advanced Photonics Tech Ag | Wärmebehandlungsverfahren und -anordnung für Metallgegenstände |
| DE10162415A1 (de) | 2001-12-19 | 2003-07-03 | Siempelkamp Pressen Sys Gmbh | Verfahren zum Herstellen eines Werkstückes aus Metall sowie Rohling für die Herstellung eines Werkstückes im Wege einer Warmumformung |
| JP2004055265A (ja) | 2002-07-18 | 2004-02-19 | Nippon Steel Corp | 金属板の定電力通電加熱方法 |
| DE10256621B3 (de) | 2002-12-03 | 2004-04-15 | Benteler Automobiltechnik Gmbh | Verfahren zur Herstellung eines Formbauteils mit mindestens zwei Gefügebereichen unterschiedlicher Duktilität und Durchlaufofen hierfür |
| CN100497733C (zh) | 2003-01-31 | 2009-06-10 | 杰富意钢铁株式会社 | 黑色镀锌系钢板 |
| SE525704C2 (sv) | 2003-08-12 | 2005-04-05 | Sandvik Ab | Belagd stålprodukt av metallbandsmaterial innefattande ett elektriskt isolerande skikt dopat med en eller flera alkalimetaller |
| JP4131715B2 (ja) | 2004-05-18 | 2008-08-13 | トピー工業株式会社 | 熱処理部材の部分熱処理方法とその装置 |
| CN101035520A (zh) | 2004-08-09 | 2007-09-12 | 武田药品工业株式会社 | Crp降低剂 |
| JP3792704B2 (ja) | 2004-08-11 | 2006-07-05 | 株式会社神戸製鋼所 | 光反射性塗装金属板 |
| CA2581251C (en) * | 2004-09-15 | 2011-11-15 | Nippon Steel & Sumitomo Metal Corporation | High strength part and method of production of the same |
| SE528130C2 (sv) * | 2004-10-04 | 2006-09-12 | Gestamp Hardtech Ab | Sätt att varmforma och härda ett plåtämne |
| US20060130940A1 (en) * | 2004-12-20 | 2006-06-22 | Benteler Automotive Corporation | Method for making structural automotive components and the like |
| JP4527587B2 (ja) | 2005-03-31 | 2010-08-18 | 株式会社神戸製鋼所 | 放熱性に優れた塗装金属材およびこれを用いた電子機器部品 |
| JP4673656B2 (ja) | 2005-04-11 | 2011-04-20 | 新日本製鐵株式会社 | 熱間プレス成形装置 |
| JP4568161B2 (ja) | 2005-04-27 | 2010-10-27 | 新日本製鐵株式会社 | テーラードブランク材の溶接構造部材 |
| JP2006328497A (ja) * | 2005-05-27 | 2006-12-07 | Sumitomo Metal Ind Ltd | 高周波加熱方法 |
| JP5087915B2 (ja) * | 2005-12-28 | 2012-12-05 | Jfeスチール株式会社 | 絶縁被膜を有する電磁鋼板およびその製造方法 |
| JP4900909B2 (ja) * | 2006-03-16 | 2012-03-21 | コマツ産機株式会社 | プレス成形のための加熱装置および方法 |
| JP5237573B2 (ja) * | 2007-03-30 | 2013-07-17 | 株式会社神戸製鋼所 | アルミニウム合金板材、シートおよび成形部材の各製造方法 |
| JP2009061473A (ja) | 2007-09-06 | 2009-03-26 | Sumitomo Metal Ind Ltd | 高強度部品の製造方法 |
-
2010
- 2010-08-05 BR BR112012002706-9A patent/BR112012002706A2/pt not_active Application Discontinuation
- 2010-08-05 KR KR1020127003185A patent/KR101411665B1/ko active IP Right Grant
- 2010-08-05 CN CN2010800349915A patent/CN102482741B/zh active Active
- 2010-08-05 EP EP10806517.8A patent/EP2463395B1/en active Active
- 2010-08-05 MX MX2012001553A patent/MX343388B/es active IP Right Grant
- 2010-08-05 WO PCT/JP2010/063291 patent/WO2011016518A1/ja active Application Filing
- 2010-08-05 JP JP2010550941A patent/JP4772929B2/ja active Active
- 2010-08-05 PL PL10806517T patent/PL2463395T3/pl unknown
- 2010-08-05 US US13/261,170 patent/US10060017B2/en active Active
- 2010-08-05 ES ES10806517T patent/ES2761918T3/es active Active
-
2011
- 2011-05-02 JP JP2011102985A patent/JP5114686B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004218016A (ja) * | 2003-01-16 | 2004-08-05 | High Frequency Heattreat Co Ltd | 金属部材の加熱方法 |
| JP2004315927A (ja) * | 2003-04-18 | 2004-11-11 | Nippon Steel Corp | 高温成形後硬化能に優れた熱間成形加工用鋼板およびその使用方法 |
| JP2008240047A (ja) * | 2007-03-27 | 2008-10-09 | Nippon Steel Corp | 熱間プレス時のスケール密着性に優れた高強度鋼板およびその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2463395B1 (en) | 2019-10-30 |
| MX2012001553A (es) | 2012-05-23 |
| BR112012002706A2 (pt) | 2020-10-13 |
| US10060017B2 (en) | 2018-08-28 |
| KR101411665B1 (ko) | 2014-06-25 |
| MX343388B (es) | 2016-11-04 |
| US20120135263A1 (en) | 2012-05-31 |
| CN102482741A (zh) | 2012-05-30 |
| JP5114686B2 (ja) | 2013-01-09 |
| EP2463395A1 (en) | 2012-06-13 |
| WO2011016518A1 (ja) | 2011-02-10 |
| JP2011152589A (ja) | 2011-08-11 |
| EP2463395A4 (en) | 2016-06-22 |
| JPWO2011016518A1 (ja) | 2013-01-17 |
| KR20120035933A (ko) | 2012-04-16 |
| PL2463395T3 (pl) | 2020-04-30 |
| CN102482741B (zh) | 2013-10-16 |
| ES2761918T3 (es) | 2020-05-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4772929B2 (ja) | ホットスタンプ加工により異強度部分を持つ金属加工品及びその製造方法 | |
| JP5644520B2 (ja) | 輻射伝熱加熱用金属板及びその製造方法、並びに異強度部分を持つ金属加工品及びその製造方法 | |
| CN110582359B (zh) | 热冲压用重叠坯料、重叠热冲压成型体的制造方法以及重叠热冲压成型体 | |
| KR101760224B1 (ko) | 압연된 스트립 재료로부터 생산품을 제조하는 방법 | |
| US11535916B2 (en) | Aluminum-based plated steel sheet, method of manufacturing aluminum-based plated steel sheet, and method of manufacturing component for vehicle | |
| US10604849B2 (en) | Method of producing hot-stamped article | |
| CN116732516A (zh) | 热冲压成形构件、热冲压成形用预涂镀钢板及热冲压成形工艺 | |
| JP5838259B2 (ja) | 金属加工方法 | |
| WO2010084883A1 (ja) | 曲げ加工金属材およびその製造方法 | |
| JP5263258B2 (ja) | 高強度自動車部品の製造方法および高強度部品 | |
| US9200358B2 (en) | Manufacturing process of a structural component for a motor vehicle, plate bar for hot forming and structural component | |
| JPS6199629A (ja) | 鋼板を用いた冷間成形品の強化方法 | |
| CA3110429C (en) | Method for improving the formability of steel blanks | |
| KR20220104211A (ko) | 사전-코팅된 강판으로 제조된 용접된 강 부품의 용접 금속 구역의 기계적 강도를 증가시키기 위한 추가 코팅을 포함하는 사전-코팅된 강판 | |
| EP3205731B1 (en) | Heat-treated steel product having high strength and excellent chemical conversion processability, and manufacturing method for same | |
| WO2025017522A1 (en) | Hot stamped components with tailored properties and method of forming the same | |
| JP5857867B2 (ja) | 亜鉛系めっき熱処理鋼材の製造方法 | |
| CN116100152A (zh) | 一种带镀层的热冲压成形钢的激光焊接方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110531 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110622 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140701 Year of fee payment: 3 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 4772929 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140701 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140701 Year of fee payment: 3 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140701 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |