JP4712932B2 - 移動式流体充填方法及びその装置 - Google Patents
移動式流体充填方法及びその装置 Download PDFInfo
- Publication number
- JP4712932B2 JP4712932B2 JP2000044618A JP2000044618A JP4712932B2 JP 4712932 B2 JP4712932 B2 JP 4712932B2 JP 2000044618 A JP2000044618 A JP 2000044618A JP 2000044618 A JP2000044618 A JP 2000044618A JP 4712932 B2 JP4712932 B2 JP 4712932B2
- Authority
- JP
- Japan
- Prior art keywords
- filling
- fluid
- container
- conveyor
- containers
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images



Description
【発明の属する技術分野】
本発明は、移動式流体充填方法と装置、更に詳しくは充填装置を搭載した台車を多数配設されている固定槽近傍の各所定位置に移動して、その充填装置と固定槽を接続し、その固定槽に入っている流体を計量してペール缶や石油缶などの小型容器に小分けして充填する移動式流体充填方法と装置に関するものである。
【0002】
【従来の技術】
塗料・顔料・染料などの化学製品、各種石油製品、あるいは食料品などを出荷する場合、大口需要先に対してはタンクローリーやドラム缶などの大型容器に充填して出荷するが、小口需要先に対しては上記した小型容器などに小分けして出荷するのが一般的である。
タンクなどに入っている製品を小型容器に充填する場合、特に考慮しなければならないのは、計量精度と充填速度を如何に向上させるか、あるいは工場内が輻輳しないように如何に多品種の流体を多数の容器に充填するか、そして、全体として如何に効率よく容器に流体を充填して生産性を向上させるかという点である。従来より、これらの問題点を解決するために、各種の充填装置が考案され、既に実用に供されている。
【0003】
【発明が解決しようとする課題】
しかしながら、従来から採用されている流体の充填装置は、流体が入っている固定槽と配管で接続されている充填装置を所定の位置に固設し、その充填装置の真下に小型容器などをコンベアで連続して移送せしめて、流体を計量・充填し、更にキャップを装着した後、同一のコンベアで払い出していく方式が一般的である。その結果、多品種の流体を多数の容器に充填するとなると、どうしても多数の充填装置と多数のコンベアを設置しなければならず、投資コストが嵩張り、かつ工場内が輻輳するといった問題点が残っていた。
そこで、本発明は、このような問題点を解決するためになされたものであって、工場内が輻輳することなく、効率よく流体を充填できる移動式流体充填方法と装置を得ることを目的とするものである。
【0004】
【課題を解決するための手段】
本発明は、上記の目的を達成するために、固定槽内の流体を容器に充填させる充填装置が搭載されるとともに流体の充填量を計測する計量装置が内蔵された台車と、該台車が走行する搬送路と、該搬送路の両側に敷設された搬送コンベアと、一方の搬送コンベアで送られてくる空の容器を台車に移載させる移載手段とを備え、前記台車には、流体が充填完了された容器にキャップを装着するキャップ装着装置と、キャップが装着された容器を他方の搬送コンベアに送り出す送出コンベアとが搭載されていることを特徴とする移動式流体充填装置を提供するものである。
【0006】
【発明の実施の形態】
以下、本発明の実施の形態を図面に示す実施例に基づいて説明する。
図1は本発明になる移動式流体充填装置の全体概要平面図であり、図2はタンクと充填装置とをフレキシブルチューブなどの配管で接続した状態を示す概要側面図である。そして、図3は充填装置などを搭載した台車の概略平面図であり、図4は充填装置の原理を説明する摸式図である。
【0007】
図1において、(1)は台車(2)に搭載された充填装置であり、実施例では2基の充填装置が搭載されている。(3)は台車(2)が走行するレールで、所定間隔を隔てて2組敷設されている。なお、このレール(3)は台車(2)がレールを必要とせずに走行可能である場合には不要なものである。(4)(5)は台車(2)が走行する搬送路、この場合はレール(3)に平行してその両側に敷設された搬送コンベアであり、各搬送コンベア(4)(5)は、図示のように一方の端部が90°屈曲して互いに連結されるような平面視略コ字型形状をなしている。その内方側に敷設された搬送コンベア(4)は空のペール缶や石油缶などの小型容器(以下、容器と略称する)(26)を搬送する容器供給コンベアであり、外方側に敷設された搬送コンベア(5)は流体が充填完了された容器(26)を搬送する容器払出コンベアであって、レール(3)の両側に敷設されている容器供給コンベア(4)と容器払出コンベア(5)は互いに反対方向に走行するようになっている。
【0008】
(6)は略コ字状に敷設された容器供給コンベア(4)の連結部略中央に設けられた容器供給装置であり、この容器供給装置(6)を始端として容器供給コンベア(4)が互いに反対方向(図示の矢印方向)に向かって走行し、空の容器(26)をレール(3)に沿って搬送するようになっている。そして、空の容器(26)は、後記する所定位置にて、プッシャーなどの移載手段(図示しない)により、台車(2)に移載されるようになっている。(7)は略コ字状に敷設された容器払出コンベア(5)の連結部略中央に設けられたパレタイザーであり、充填が完了して台車(2)から払い出された容器(26)は、容器払出コンベア(5)によってパレタイザー(7)に集められ、次工程に搬送する搬送コンベア(9)へ送り出されるようになっている。(8)はパレタイザー(7)へパレットを1枚ずつ供給するパレット供給装置であり、パレット供給装置(8)と搬送コンベア(9)はパレタイザー(7)を挟んで互いに反対側に位置している。
【0009】
(10)は各種の流体が入っている固定槽(以下、タンクという)で、図2で示すように、天井に垂設されており、容器供給コンベア(4)の内方側近傍と、容器払出コンベア(5)の外方側近傍にそれぞれ複数個配設されている。(11)は容器供給コンベア(4)の内方側近傍の所定位置に設けられた充填ステーションであり、この位置にポンプ(13)が配設されている。(12)は充填装置(1)とポンプ(13)を連結する取り外し可能なヘッダーであり、図示のものは先端が2つに分岐している。これは充填装置(1)が2基設けられているためであり、その数は限定されるものではない。そして、タンク(10)の払出配管末端とポンプ(13)がフレキシブルチューブ(27)で接離自在に接続され、ポンプ(13)とヘッダー(12)がフレキシブルチューブ(28)で接離自在に接続され、ヘッダー(12)と2基の充填装置(1)がフレキシブルチューブ(29)で接離自在に接続されるようになっており、全体として、充填装置(1)とタンク(10)とがフレキシブルチューブによって接離可能となっている。
【0010】
しかして、台車(2)が充填ステーション(11)の位置で停止し、空の容器(26)が2個移載されると、目的のタンク(10)にフレキシブルチューブを介して充填装置(1)が接続され、タンク(10)内の流体はフレキシブルチューブ(27)、ポンプ(13)、フレキシブルチューブ(28)、ヘッダー(12)、フレキシブルチューブ(29)を経て、2基の充填装置(1)から2個の容器(26)に同時に小分け充填される。(14)は台車(2)に内蔵されて、その充填量を計測する計量装置である。
そして、もう一方のタンク(10a)内の流体を充填するときは、フレキシブルチューブ(27)(28)(29)、ポンプ(13)、ヘッダー(12)、充填装置(1)を後記するように洗浄した後、フレキシブルチューブ(27)をタンク(10a)の払出配管末端と接続することによって、同様に2個の容器(26)に同時に小分け充填することが可能となる。
【0011】
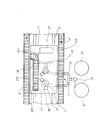
図3は図1における上側の台車(2)の概略平面摸式図であって、(15)はタンク(10)と接続しないときに、充填装置(1)からの液垂れを受ける皿状の液垂れ受け装置であり、常時は充填装置(1)の払出ノズル(23)の真下に位置し、容器(26)が到来すると、それを検知して、平面視で約90°回動し、その位置から退避するものである。(16)は臭気ダクトであり、これら液垂れ受け装置(15)と臭気ダクト(16)は充填装置(1)近傍の台車(2)上にそれぞれ搭載されている。
【0012】
(17)は台車(2)上の容器払出コンベア(5)側に設けられた平面視略L字型形状の送出コンベアであり、この送出コンベア(17)の末端が容器払出コンベア(5)と直交するように設けられ、かつ容器払出コンベア(5)に容器(26)を払い出せるように臨んでいる。(18)は台車(2)に搭載され、送出コンベア(17)の上方に位置するように設けられたキャップ装着装置であり、(19)はそのキャップマガジンである。そして、(20)は台車(2)に搭載されるとともに、送出コンベア(17)の上方で、かつキャップ装着装置(18)よりも下流側に位置するように設けられたキャップ再押装置であり、キャップ装着装置(18)で装着したキャップを更に安全のために押しつけるものである。その他、(21)はこれら各機器を制御する制御装置であり、(22)は各コンベアに組み込まれたローラーである。
【0013】
また、充填装置(1)は、図4で示すように、払出ノズル(23)と、シリンダー(24)と、弁(25)を有しており、シリンダー(24)は計量装置(14)と電気的に連動するようになっている。すなわち、計量装置(14)と電気的に制御されたシリンダー(24)は、弁(25)と払出ノズル(23)との開放を大きくとる大投入と、小さくとる小投入を繰り返し行うことが可能となっており、フレキシブルチューブ(29)内を矢印方向に流れてきた流体を払出ノズル(23)から容器(26)に短時間で払い出すことができるようになっている。例えば、18L入りの容器(26)に流体を充填する場合、計量装置(14)が15kgを計測するまでは大投入で流体を充填するようにシリンダー(24)を制御し、残り3kgを小投入で流体を充填するようにシリンダー(24)を制御するものである。
【0014】
なお、図4において仮想線で示した(30)は、洗浄済液タンク(図示しない)に接続するフレキシブルな洗浄済液払出管であって、天井に垂設した洗浄液タンク(図示しない)とフレキシブルチューブ(27)とを必要に応じて接続して、フレキシブルチューブ(27)(28)(29)、ポンプ(13)、ヘッダー(12)、充填装置(1)を洗浄し、洗浄済液は払出ノズル(23)と接続したフレキシブルな洗浄済液払出管(30)を経て、図示しない洗浄済液タンクに払い出されるものである。
【0015】
本発明は以上のように構成されているので、次に、その一連の動作について説明する。
まず、台車(2)は所定の充填ステーション(11)まで移動して停止する。そして、充填すべき流体が入っている目的のタンク(10)の払出配管をフレキシブルチューブ(27)と接続し、更にポンプ(13)と接続するフレキシブルチューブ(28)をヘッダー(12)と接続し、ヘッダー(12)と接続する2本のフレキシブルチューブ(29)を2基の充填装置(1)と接続する。
【0016】
一方、流体受入口が所定の方向に位置するようにあらかじめ並べられている容器(26)は、容器供給装置(6)から容器供給コンベア(4)を経て連続的に移送され、所定の位置で停止して、例えばプッシャーなどの移載手段(図示しない)によって台車(2)へ同時に移載され、充填装置(1)の真下で停止する。このとき、今まで充填装置(1)の払出ノズル(23)の真下に位置していた液垂れ受け装置(15)は平面視で約90°回動して退避する。そして、容器(26)が所定の位置に到来したことを位置センサーで検知した後、充填が開始されるが、台車(2)に内蔵されている計量装置(14)とシリンダー(24)とが電気的に制御されて、所定の重量までは大投入で、残量は小投入で充填していく。
【0017】
充填が終了すると、容器(26)は例えばプッシャー(図示しない)で送出コンベア(17)へ送られ、その送出コンベア(17)でキャップ装着装置(18)の真下に移送されてキャップが装着され、更にその送出コンベア(17)でキャップ再押装置(20)の真下に移送されて、安全のために再度キャップが押しつけられる。キャップが装着された容器(26)は送出コンベア(17)から容器払出コンベア(5)へ移送され、更にその容器払出コンベア(5)でパレタイザー(7)へ送られる。パレタイザー(7)の近傍には天面吸着装置(図示しない)が配設されており、移送されてきた容器(26)は、その天面吸着装置で頂部を吸着されて、パレット供給装置(8)から逐次供給されてくるパレット上に所定の配列で配置されて結束され、パレタイザー(7)から次工程への搬送コンベア(9)へ送り出される。こうして製品化されたペール缶や石油缶などの小型容器(26)は、搬送コンベア(9)を経て逐次出荷されていく。
【0018】
なお、コンタミネーションの心配がある場合、あるいは異種の流体を充填する場合には、各固定槽(10)に接続する前に、充填ステーション(11)近傍で、天井に垂設した洗浄液タンク(図示しない)にフレキシブルチューブ(27)を接続し、更に充填装置(1)の払出ノズル(23)と洗浄済液タンク(図示しない)とをフレキシブルな洗浄済液払出管(30)で接続して、洗浄液タンクから洗浄液、あるいは各種溶剤を供給し、フレキシブルチューブ(27)(28)(29)、ポンプ(13)、ヘッダー(12)、充填装置(1)をすべて洗浄して、洗浄済液を洗浄済液タンクに払い出す。フレキシブルチューブ(27)(28)(29)やヘッダー(12)の汚れがひどい場合には、それらを取り替えることも、もちろん可能である。また、本実施例では、2基の充填装置(1)を搭載した台車(2)を2台作動させて、各2個の容器(26)に同時に流体を充填するようになっているが、もちろん、その基数、台数、個数等は限定されるものではない。
【0019】
【発明の効果】
本発明によれば、従来のように多数の充填装置を設置する必要がなく、工場内のレイアウトをコンパクトにすることができ、全体として投資コストを大幅に削減することができる。また、同一流体を多数の小型容器に効率よく充填することができるとともに、異種の流体を多数の小型容器にそれぞれ充填する場合やコンタミネーションの問題がある場合でも、充填装置等を完全に洗浄することができるので、何ら心配はなく、生産性の向上に大いに寄与するものである。したがって、本発明の当業界に及ぼす効果には著しいものがある。
【図面の簡単な説明】
【図1】本発明になる移動式流体充填装置の全体概要平面図
【図2】タンクと充填装置とを配管で接続した状態を示す概要側面図
【図3】充填装置などを搭載した台車の概略平面図
【図4】充填装置の原理を説明する摸式図
【符号の説明】
1 充填装置
2 台車
3 レール
4 容器供給コンベア
5 容器払出コンベア
6 容器供給装置
7 パレタイザー
8 パレット供給装置
9 搬送コンベア
10 タンク
11 充填ステーション
12 ヘッダー
13 ポンプ
14 計量装置
15 液垂れ受け装置
16 臭気ダクト
17 送出コンベア
18 キャップ装着装置
19 キャップマガジン
20 キャップ再押装置
21 制御装置
22 ローラー
23 払出ノズル
24 シリンダー
25 弁
26 容器
27 フレキシブルチューブ
28 フレキシブルチューブ
29 フレキシブルチューブ
30 洗浄済液払出管
Claims (2)
- 固定槽内の流体を容器に充填させる充填装置が搭載されるとともに流体の充填量を計測する計量装置が内蔵された台車と、該台車が走行する搬送路と、該搬送路の両側に敷設された搬送コンベアと、一方の搬送コンベアで送られてくる空の容器を台車に移載させる移載手段とを備え、
前記台車には、流体が充填完了された容器にキャップを装着するキャップ装着装置と、キャップが装着された容器を他方の搬送コンベアに送り出す送出コンベアとが搭載されていることを特徴とする移動式流体充填装置。 - 搬送コンベアの近傍に、
洗浄液が入ったタンクと、洗浄済液を入れるタンクが配置され、これらのタンクと充填装置とが接続可能に構成されていることを特徴とする請求項1記載の移動式流体充填装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000044618A JP4712932B2 (ja) | 2000-02-22 | 2000-02-22 | 移動式流体充填方法及びその装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000044618A JP4712932B2 (ja) | 2000-02-22 | 2000-02-22 | 移動式流体充填方法及びその装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2001232176A JP2001232176A (ja) | 2001-08-28 |
| JP4712932B2 true JP4712932B2 (ja) | 2011-06-29 |
Family
ID=18567350
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000044618A Expired - Lifetime JP4712932B2 (ja) | 2000-02-22 | 2000-02-22 | 移動式流体充填方法及びその装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4712932B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5728178B2 (ja) * | 2010-08-03 | 2015-06-03 | 株式会社HMProducts | 液体供給装置 |
| JP6183000B2 (ja) * | 2013-06-25 | 2017-08-23 | 凸版印刷株式会社 | 液体カートン充填機 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2514062B2 (ja) * | 1988-01-11 | 1996-07-10 | 旭エンジニアリング株式会社 | 移動槽への流体注入装置 |
| JPH02100671A (ja) * | 1988-10-07 | 1990-04-12 | Kirin Brewery Co Ltd | ボトルフィーダ |
| JPH0314424A (ja) * | 1988-12-02 | 1991-01-23 | Hatayama Seikosho:Kk | 液体自動充填機 |
| JPH0314495A (ja) * | 1988-12-02 | 1991-01-23 | Hatayama Seikosho:Kk | 液体充填方法及び液体自動充填機 |
| JPH03174380A (ja) * | 1989-11-20 | 1991-07-29 | Chiyuushiyou Kigyo Jigyodan | 施釉装置の釉薬定量供給制御システム |
| JP2576653B2 (ja) * | 1990-01-09 | 1997-01-29 | 日立プラント建設株式会社 | 原料仕込機 |
| JP2822073B2 (ja) * | 1990-01-10 | 1998-11-05 | 旭エンジニアリング株式会社 | 多種原料の同時供給装置 |
| JP3043359B2 (ja) * | 1990-04-11 | 2000-05-22 | 旭エンジニアリング株式会社 | 移動槽接続用配管の転倒・復元装置 |
| JPH05228362A (ja) * | 1992-02-21 | 1993-09-07 | Asahi Eng Co Ltd | 移動槽を用いた多種原料による生産方法 |
| JP3059576B2 (ja) * | 1992-04-17 | 2000-07-04 | 旭エンジニアリング株式会社 | 移動槽による多品種少量生産方式 |
| JPH07178334A (ja) * | 1993-12-24 | 1995-07-18 | Todoroki Sangyo Kk | 自動調液攪拌装置 |
| JPH07194969A (ja) * | 1993-12-29 | 1995-08-01 | Asada Tekko Kk | 槽移動による液状物質製造装置 |
| JPH07232800A (ja) * | 1994-02-22 | 1995-09-05 | Kyokuto Sanki Co Ltd | 液体の定量供給装置 |
| JP3668906B2 (ja) * | 1995-06-28 | 2005-07-06 | 月島機械株式会社 | 液体、粉体等の自動調合装置 |
| JP3529067B2 (ja) * | 1995-10-05 | 2004-05-24 | 花王株式会社 | 充填キャリア及び充填設備 |
| JP3756305B2 (ja) * | 1997-12-05 | 2006-03-15 | 株式会社畑山製衡所 | 移動式液体充填装置 |
-
2000
- 2000-02-22 JP JP2000044618A patent/JP4712932B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2001232176A (ja) | 2001-08-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5306448B2 (ja) | 容器用の充填及び密閉装置 | |
| CN101149386B (zh) | 样品预处理/输送装置 | |
| US8490662B2 (en) | Machine and method for manufacturing a packaged product | |
| EP1702880B1 (en) | Machine for filling containers with liquid or powder products | |
| JP4863594B2 (ja) | 運搬ラインに沿って容器を前進させるため、および運搬ラインから計量ステーションへ及びその逆に容器を移送するための作動装置 | |
| US20120060965A1 (en) | Apparatus and Method for Bottling Multi-Component Beverages | |
| US20060185755A1 (en) | Cleaning system for a filling machine | |
| US5027869A (en) | Dispensing method and apparatus, and container transporting apparatus | |
| US6756080B2 (en) | Installation for spraying coating product and process for cleaning such an installation | |
| CN111170255A (zh) | 一种用于防晒霜自动灌装装置 | |
| US7740712B2 (en) | Unit for washing containers | |
| JP4712932B2 (ja) | 移動式流体充填方法及びその装置 | |
| US20030209283A1 (en) | Labor saving, high speed, high volume, liquid filling machine, for palletized containers | |
| CN105143097B (zh) | 用于对容器进行馈送、填充和加盖的设施 | |
| JPH07257690A (ja) | 移動式液状物自動充填機 | |
| JP2012121627A (ja) | 簡易液体商品充填装置 | |
| US6808754B2 (en) | Device and method for supplying atomizers, and spraying installation equipped with such a device | |
| JP4018231B2 (ja) | 液体充填装置 | |
| CN110860487B (zh) | 一种自动装料系统 | |
| JPH11278594A (ja) | 液体充填装置 | |
| GB2562625A (en) | An automated device for filling containers | |
| WO2012160324A1 (en) | Filling containers with a flowable medium | |
| CN101842224A (zh) | 盐溶液添加剂配量系统和接触透镜包装方法 | |
| US20230406554A1 (en) | Device for processing pharmaceutical containers, and filling device | |
| CN111483819B (zh) | 一种基于自动分流码垛系统的煎药系统及其控制方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070214 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100202 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100330 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110308 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110324 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4712932 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |