JP4712766B2 - 部品移載装置 - Google Patents
部品移載装置 Download PDFInfo
- Publication number
- JP4712766B2 JP4712766B2 JP2007170363A JP2007170363A JP4712766B2 JP 4712766 B2 JP4712766 B2 JP 4712766B2 JP 2007170363 A JP2007170363 A JP 2007170363A JP 2007170363 A JP2007170363 A JP 2007170363A JP 4712766 B2 JP4712766 B2 JP 4712766B2
- Authority
- JP
- Japan
- Prior art keywords
- component
- transfer head
- head
- position recognition
- transfer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000012546 transfer Methods 0.000 title claims description 230
- 239000000758 substrate Substances 0.000 claims description 86
- 238000003384 imaging method Methods 0.000 claims description 83
- 238000007689 inspection Methods 0.000 claims description 28
- 235000012431 wafers Nutrition 0.000 description 37
- 238000001514 detection method Methods 0.000 description 14
- 238000000034 method Methods 0.000 description 14
- 238000006073 displacement reaction Methods 0.000 description 13
- 238000012360 testing method Methods 0.000 description 12
- 238000001179 sorption measurement Methods 0.000 description 11
- 230000008901 benefit Effects 0.000 description 9
- 230000002950 deficient Effects 0.000 description 8
- 230000007246 mechanism Effects 0.000 description 8
- 230000008569 process Effects 0.000 description 8
- 238000003860 storage Methods 0.000 description 8
- 238000004519 manufacturing process Methods 0.000 description 7
- 238000012545 processing Methods 0.000 description 7
- 238000010586 diagram Methods 0.000 description 4
- 238000012937 correction Methods 0.000 description 3
- 230000001186 cumulative effect Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000004904 shortening Methods 0.000 description 2
- 230000032258 transport Effects 0.000 description 2
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- 239000003990 capacitor Substances 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 230000002452 interceptive effect Effects 0.000 description 1
- 230000015654 memory Effects 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
Images









Landscapes
- Supply And Installment Of Electrical Components (AREA)
- Die Bonding (AREA)
Description
図1は、本発明の第1の実施形態にかかる部品実装装置1を概略的に示す平面図である。本図に示される部品実装装置1は、基台2と、この基台2上に設置されて基板Pの搬送ラインを構成するコンベア3と、多数のチップ部品6,6…の集合体としてのウェハ7を供給する部品供給部5と、この部品供給部5から供給されたチップ部品6を吸着して搬送し、基板Pに実装する移載ヘッド4とを備えている。
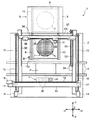
上記第1実施形態では、部品供給部5から供給された部品(チップ部品6)を移載ヘッド4により搬送して基板Pに実装する部品実装装置1に、本発明の構成を適用した例について説明したが、本発明の構成は、このような部品実装装置1に限らず、部品を部品供給部から取り出して搬送する部品移載装置の部類であれば広く適用することが可能であり、例えば、図10に示される部品試験装置200に好適に適用することが可能である。以下では、このような部品試験装置200について簡単に説明する。
4 移載ヘッド
5,105 部品供給部
6(106) チップ部品(部品)
7 ウェハ
31 基板認識カメラ(ヘッド側撮像手段)
32 吸着位置認識カメラ(吸着位置撮像手段)
40 制御ユニット(制御手段)
P 基板(載置部)
M,M1,M2 位置認識マーク
200 部品試験装置
204 移載ヘッド
205 部品供給部
206 部品
210 検査ソケット(載置部)
214 検査ソケット用カメラ(ヘッド側撮像手段)
215 吸着位置認識カメラ(吸着位置撮像手段)
Claims (4)
- 部品供給部から供給された部品を移動可能な移載ヘッドにより吸着して搬送し、所定距離離れた基板に載置する部品移載装置であって、
上記移載ヘッドと独立して移動可能に設けられ、上記移載ヘッドが上記部品供給部から部品を吸着する前にその部品を撮像する吸着位置撮像手段と、
上記移載ヘッドに取り付けられてこれと一体に移動し、上記基板の位置を特定するために当該基板の上面に付された位置認識用のフィデューシャルマークを撮像するヘッド側撮像手段と、
上記移載ヘッド、上記吸着位置撮像手段及び上記ヘッド側撮像手段の動作を統括的に制御するとともに、部品吸着時に、上記吸着位置撮像手段によりあらかじめ撮像された部品の撮像データに基づいて、上記移載ヘッドをその部品の位置へ移動させる制御手段とを備え、
上記制御手段は、所定のタイミングで、上記部品供給部もしくはその周辺に付された共通の位置認識マークの上に上記吸着位置撮像手段およびヘッド側撮像手段を移動させ、これら各撮像手段により撮像された上記位置認識マークの撮像データに基づいて、上記移載ヘッドと吸着位置撮像手段との間の座標系のずれを調べ、その座標系のずれに基づいて、上記移載ヘッドが上記部品供給部内の部品にアクセスする際の移動量を補正することを特徴とする部品移載装置。 - 部品供給部から供給された部品を移動可能な移載ヘッドにより吸着して搬送し、所定距離離れた前記部品の検査用ソケットに載置する部品移載装置であって、
上記移載ヘッドと独立して移動可能に設けられ、上記移載ヘッドが上記部品供給部から部品を吸着する前にその部品を撮像する吸着位置撮像手段と、
上記移載ヘッドに取り付けられてこれと一体に移動し、上記検査用ソケットの位置を特定するために当該検査用ソケットを撮像するヘッド側撮像手段と、
上記移載ヘッド、上記吸着位置撮像手段及び上記ヘッド側撮像手段の動作を統括的に制御するとともに、部品吸着時に、上記吸着位置撮像手段によりあらかじめ撮像された部品の撮像データに基づいて、上記移載ヘッドをその部品の位置へ移動させる制御手段とを備え、
上記制御手段は、所定のタイミングで、上記部品供給部もしくはその周辺に付された共通の位置認識マークの上に上記吸着位置撮像手段およびヘッド側撮像手段を移動させ、これら各撮像手段により撮像された上記位置認識マークの撮像データに基づいて、上記移載ヘッドと吸着位置撮像手段との間の座標系のずれを調べ、その座標系のずれに基づいて、上記移載ヘッドが上記部品供給部内の部品にアクセスする際の移動量を補正することを特徴とする部品移載装置。 - 請求項1又は2に記載の部品移載装置において、
上記位置認識マークが互いに離間した箇所に複数付されており、
上記制御手段は、上記複数の位置認識マークをそれぞれ基準として上記移載ヘッドと吸着位置撮像手段との間の座標系のずれを調べ、これら複数の座標ずれデータに基づいて、上記移載ヘッドが上記部品供給部内の部品にアクセスする際の移動量を補正することを特徴とする部品移載装置。 - 請求項1〜3のいずれか1項に記載の部品移載装置において、
上記部品供給部が、ダイシングされたウェハからなる多数のチップ部品の集合体を供給するウェハ用フィーダであることを特徴とする部品移載装置。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007170363A JP4712766B2 (ja) | 2007-06-28 | 2007-06-28 | 部品移載装置 |
| CN2008800222029A CN101689512B (zh) | 2007-06-28 | 2008-05-15 | 元件移载装置 |
| US12/666,853 US8339445B2 (en) | 2007-06-28 | 2008-05-15 | Component placing apparatus |
| PCT/JP2008/058957 WO2009001627A1 (ja) | 2007-06-28 | 2008-05-15 | 部品移載装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007170363A JP4712766B2 (ja) | 2007-06-28 | 2007-06-28 | 部品移載装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2009010176A JP2009010176A (ja) | 2009-01-15 |
| JP2009010176A5 JP2009010176A5 (ja) | 2011-04-07 |
| JP4712766B2 true JP4712766B2 (ja) | 2011-06-29 |
Family
ID=40324972
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007170363A Active JP4712766B2 (ja) | 2007-06-28 | 2007-06-28 | 部品移載装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4712766B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE112016006191T5 (de) | 2016-01-08 | 2018-09-20 | Yamaha Hatsudoki Kabushiki Kaisha | Bewegungsfehlerdetektionseinrichtung eines Montagekopfs und Bauteilmontageeinrichtung |
| JP6498789B2 (ja) * | 2016-01-08 | 2019-04-10 | ヤマハ発動機株式会社 | 実装ヘッドの移動誤差検出装置および部品実装装置 |
| TWI775198B (zh) * | 2019-12-17 | 2022-08-21 | 日商新川股份有限公司 | 半導體裝置的製造裝置以及半導體裝置的製造方法 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07263517A (ja) * | 1994-03-24 | 1995-10-13 | Hitachi Electron Eng Co Ltd | Icソケットの位置決め装置 |
| JP4409136B2 (ja) * | 2001-12-18 | 2010-02-03 | パナソニック株式会社 | 電子部品搭載装置および電子部品搭載方法 |
| JP4029855B2 (ja) * | 2004-03-26 | 2008-01-09 | 松下電器産業株式会社 | 電子部品搭載装置および電子部品搭載方法 |
| JP4111160B2 (ja) * | 2004-03-26 | 2008-07-02 | 松下電器産業株式会社 | 電子部品搭載装置および電子部品搭載方法 |
| JP4222242B2 (ja) * | 2004-03-26 | 2009-02-12 | パナソニック株式会社 | 電子部品搭載装置および電子部品搭載方法 |
| JP4657834B2 (ja) * | 2005-06-30 | 2011-03-23 | ヤマハ発動機株式会社 | 部品実装方法および表面実装機 |
-
2007
- 2007-06-28 JP JP2007170363A patent/JP4712766B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009010176A (ja) | 2009-01-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4587877B2 (ja) | 部品実装装置 | |
| CN108352308B (zh) | 晶片拾取装置 | |
| JP2013024829A (ja) | 電子部品搬送装置及び電子部品搬送方法 | |
| JP6154915B2 (ja) | 部品実装装置 | |
| JP4712623B2 (ja) | 部品搬送方法、部品搬送装置および表面実装機 | |
| JP4728293B2 (ja) | 部品移載装置 | |
| EP2059112B1 (en) | Electronic component taking out apparatus, surface mounting apparatus and method for taking out electronic component | |
| JP2013115229A (ja) | 部品実装方法及び部品実装システム | |
| WO2017029701A1 (ja) | 部品実装装置 | |
| JP2009010177A5 (ja) | ||
| JP4824641B2 (ja) | 部品移載装置 | |
| JP6727768B2 (ja) | 基板作業装置 | |
| JP4855347B2 (ja) | 部品移載装置 | |
| JP6534448B2 (ja) | 部品実装装置 | |
| JP4712766B2 (ja) | 部品移載装置 | |
| JP2009016673A5 (ja) | ||
| JP2009010176A5 (ja) | ||
| JP2003318599A (ja) | 部品実装方法及び部品実装装置 | |
| JP3899867B2 (ja) | 電子部品実装装置および電子部品実装方法 | |
| JP2007042766A (ja) | 電子部品の実装装置および実装方法 | |
| JP2007287838A (ja) | 部品移載装置、実装機および部品検査機用部品移載装置 | |
| WO2015029210A1 (ja) | 部品実装装置、その制御方法および部品実装装置用プログラム | |
| KR101788556B1 (ko) | 칩 실장 장치 | |
| JP7542144B2 (ja) | 部品移載装置 | |
| JP4509537B2 (ja) | 部品認識装置、表面実装機および部品試験装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100402 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110223 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20110223 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20110310 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110315 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110323 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4712766 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |