(実施形態1)
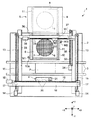
図1は、本発明の第1の実施形態にかかる部品実装装置1を概略的に示す平面図である。本図に示される部品実装装置1は、基台2と、この基台2上に設置されて基板Pの搬送ラインを構成するコンベア3と、多数のチップ部品6,6…の集合体としてのウェハ7を供給する部品供給部5と、この部品供給部5から供給されたチップ部品6を吸着して搬送し、基板Pに実装する移載ヘッド4とを備えている。
上記コンベア3は、基台2上においてX軸方向(基板Pの搬送方向)に延びるように設置され、基板Pを上流側(−X側)から搬送して所定の実装作業位置(図示されている位置)で保持し、その基板Pに対する実装作業が終了するのを待って上記実装作業位置の下流側(+X側)に基板Pを搬出するように構成されている。なお、上記コンベア3には、基板Pを上記実装作業位置に保持するための図略のクランプ機構等が設けられている。また、当実施形態では、上記実装作業位置に位置決めされた基板Pが、本発明にかかる載置部(つまり部品供給部5から取り出されたチップ部品6の搬送先)に相当する。
上記部品供給部5は、円盤状のシリコンウェハからなるウェハ7が碁盤目状にダイシングされて形成された多数のチップ部品6,6…(ベアチップ)の集合体を、トレイ8上に載置した状態で供給するウェハ用フィーダとして構成されている。具体的に、部品供給部5は、ウェハ7をトレイ8上に載置した状態で上下多段に収納するウェハ収納エレベータ9と、このウェハ収納エレベータ9の前方側(−Y側)に位置する基台2上に設置されたウェハステージ10と、上記ウェハ収納エレベータ9からウェハステージ10上にトレイ8を引き出すためのコンベア11等からなる引出ユニットとを備えている。
上記移載ヘッド4は、X軸方向およびY軸方向に移動可能に支持されており、上記部品供給部5のウェハステージ10上に位置決めされたウェハ7の上方と、上記実装作業位置に保持された基板Pの上方とにわたって自在に移動し得るように構成されている。
すなわち、基台2上には、Y軸方向に延びる一対の固定レール13と、第1Y軸サーボモータ14により回転駆動されるボールねじ軸15とが配設され、上記移載ヘッド4を支持するための支持フレーム16が、上記固定レール13に沿ってY軸方向に移動可能に支持されるとともに、この支持フレーム16の内部に設けられたナット部分17が上記ボールねじ軸15に螺合している。また、上記支持フレーム16には、X軸方向に延びる図略のガイド部材と、第1X軸サーボモータ18により回転駆動されるボールねじ軸19とが配設され、上記移載ヘッド4が上記ガイド部材に沿ってX軸方向に移動可能に支持されるとともに、この移載ヘッド4の内部に設けられた図略のナット部分が上記ボールねじ軸19に螺合している。そして、第1Y軸サーボモータ14が作動してボールねじ軸15が回転駆動されることにより、上記支持フレーム16が移載ヘッド4と一体にY軸方向に移動し、かつ第1X軸サーボモータ18が作動してボールねじ軸19が回転駆動されることにより、移載ヘッド4が支持フレーム16に対してX軸方向に移動するように構成されている。
図2のブロック図に示すように、上記第1X軸サーボモータ18および第1Y軸サーボモータ14には、エンコーダ等からなる位置検出手段18a,14aがそれぞれ設けられており、これら各手段18a,14aの検出値に基づいて、上記移載ヘッド4の理論上の位置が認識されるようになっている。また、上記各サーボモータ18,14(第1サーボモータ)には、温度センサ18b,14b(第1温度センサ)が設けられており、これら温度センサ18b,14bの検出値に基づいて、運転中のモータ温度がチェックされるようになっている。
上記移載ヘッド4は、図1に示すように、上記ウェハステージ10上のウェハ7から個々のチップ部品6を吸着するための複数の(図例では3つの)ノズルユニット30を有している。これら各ノズルユニット30は、その下端部に中空状のノズル部材(図示省略)を有しており、部品吸着時には、真空ポンプ等からなる図略の負圧供給手段から上記ノズル部材の先端部に負圧が供給され、その負圧による吸引力で上記ノズル部材にチップ部品6が吸着されるようになっている。
また、上記ノズルユニット30は、移載ヘッド4の本体部に対し上下方向(Z軸方向)に移動可能でかつノズル中心軸(R軸)回りに回転可能な状態で取り付けられ、図略のZ軸サーボモータおよびR軸サーボモータによりそれぞれ各方向に駆動されるように構成されている。
以上のように構成された移載ヘッド4には、基板Pの上面に付された位置認識用のフィデューシャルマーク(図示省略)を認識するための基板認識カメラ31(本発明にかかるヘッド側撮像手段)が取り付けられている。具体的に、この基板認識カメラ31は、基板Pがコンベア3によって実装作業位置まで搬送された後の所定のタイミングで、移載ヘッド4とともに上記フィデューシャルマークの上方まで移動してこれを撮像することにより、基板Pの正確な位置を特定するように構成されている。
一方、上記部品供給部5の上方には、そのウェハステージ10上に位置決めされたウェハ7の各チップ部品6を撮像してその正確な位置を特定するための吸着位置認識カメラ32(本発明にかかる吸着位置撮像手段に相当)が設けられている。この吸着位置認識カメラ32は、上記移載ヘッド4と同様の機構によりX,Y軸の各方向に移動可能に支持されている。
すなわち、吸着位置認識カメラ32は、Y軸方向に沿って延びる一対のガイドレール33に沿って移動可能な支持フレーム36に、カメラ取付部33を介して支持されており、上記支持フレーム36の内部に設けられたナット部分37に螺合するボールねじ軸35が、第2Y軸サーボモータ34により回転駆動されることで、上記支持フレーム36と一体にY軸方向に移動するように構成されている。また、上記支持フレーム36には、上記カ
メラ取付部33の内部に設けられた図略のナット部分と螺合するボールねじ軸39が配設されており、このボールねじ軸39が第2X軸サーボモータ38により回転駆動されることで、上記吸着位置認識カメラ32がX軸方向に移動するように構成されている。
図2のブロック図に示すように、上記第2X軸サーボモータ38および第2Y軸サーボモータ34には、上記移載ヘッド4駆動用のサーボモータ18,14と同様に、エンコーダ等からなる位置検出手段38a,34aがそれぞれ設けられており、これら各手段38a,34aの検出値に基づいて、上記部品認識カメラ32の理論上の位置が認識されるようになっている。また、上記各サーボモータ38,34(第2サーボモータ)には、温度センサ38b,34b(第2温度センサ)が設けられており、これら温度センサ38b,34bの検出値に基づいて、運転中のモータ温度がチェックされるようになっている。
以上のように、当実施形態の部品実装装置1には、移載ヘッド4と一体に移動して基板Pを撮像する基板認識カメラ31とは別に、上記移載ヘッド4を駆動するサーボモータ14,18とは別のサーボモータ34,38により駆動されることで移載ヘッド4と独立に移動可能な吸着位置認識カメラ32が設けられ、この吸着位置認識カメラ32により、部品供給部5内のチップ部品6が撮像されてその位置が認識されるようになっている。ただし、このように吸着位置認識カメラ32が移載ヘッド4と独立して移動可能である場合において、部品実装装置1の運転中に、上記移載ヘッド4を駆動する駆動機構(つまりサーボモータ14,18やボールねじ軸15,19)と、上記吸着位置認識カメラ32を駆動する駆動機構(つまりサーボモータ34,38やボールねじ軸35,39)とで、それぞれ摺動摩擦等に伴う熱が発生すると、この発生熱により上記各駆動機構のボールねじ軸15,19,35,39が伸びて、上記移載ヘッド4および吸着位置認識カメラ32の座標系が相対的にずれるおそれがある。
すなわち、上記各駆動機構での発生熱によりそのボールねじ軸15,19,35,39が伸びた場合に、上記移載ヘッド用のボールねじ軸15,19と、上記吸着位置認識カメラ32用のボールねじ軸35,39との間で、その熱伸び量が必ずしも一致しないことから、上記移載ヘッド4および吸着位置認識カメラ32の座標系にずれが生じることがある。そして、このようなずれが生じると、部品供給部5内のチップ部品6が移載ヘッド4に対しどのような相対位置にあるかが正確に把握できなくなり、上記移載ヘッド4によるチップ部品6の吸着動作に支障が生じるおそれがある。
そこで、当実施形態の部品実装装置1では、上記移載ヘッド4および吸着位置認識カメラ32を駆動する駆動機構に対する熱的影響(つまり上記のような駆動機構での発生熱等による影響)によりその座標系が所定量変化したと予想される所定のタイミングで、上記移載ヘッド4および吸着位置認識カメラ32の座標系の変化が調べられ、その変化後の各座標系の相関関係に基づいて、上記移載ヘッド4が上記部品供給部5内のチップ部品6にアクセスする際の移動量が補正されるように構成されている。そして、上記のような座標系の変化を調べるための基準マークとして、上記部品供給部5のウェハステージ10には、2つの位置認識マークM1,M2が付されている。具体的には、ウェハステージ10の左右両側辺部に一対の突片10aが設けられ、これら各突片10aの上面に、上記各マークM1,M2がそれぞれ付されている。
次に、以上のように構成された部品実装装置1の制御系について、図2のブロック図を用いて説明する。
部品実装装置1には、CPUや各種メモリ、HDD等からなる制御ユニット40(本発明にかかる制御手段に相当)が内蔵されており、この制御ユニット40に、上記各サーボモータ14,18,34,38、基板認識カメラ31、吸着位置認識カメラ32等がそれぞれ電気的に接続されることにより、これら各部の動作が上記制御ユニット40によって統括的に制御されるようになっている。
上記制御ユニット40は、その機能要素として、上記各サーボモータ14,18,34,38の駆動を制御するとともに、これら各モータに取り付けられた位置検出手段14a,18a,34a,38aや温度センサ14b,18b,34b,38bから送信される検出信号を受け付ける軸制御部42と、上記基板認識カメラ31および吸着位置認識カメラ32から送信される撮像データを受け付けて所定の画像処理を施す画像処理部43と、実装プログラム等の各種プログラムや各種データを記憶する記憶部44と、これら各部42〜44を統括的に制御するとともに、各種の演算処理を実行する主演算部41とを有している。
そして、このような制御ユニット40は、上記各サーボモータ14,18,34,38の駆動や、上記基板認識カメラ31および吸着位置認識カメラ32による撮像動作等をあらかじめ定められた実装プログラムに基づいて制御することにより、上記移載ヘッド4にチップ部品6の吸着や搬送等の一連の動作を実行させるとともに、その動作前や動作中において、上記基板認識カメラ31による基板Pの撮像や、吸着位置認識カメラ32によるチップ部品6の撮像等を実行させるように構成されている。
また、制御ユニット40は、上記移載ヘッド4および吸着位置認識カメラ32を駆動する駆動機構での温度上昇を、上記各サーボモータ(18,38等)に取り付けられた温度センサ(18b,38b等)の検出値に基づいてチェックするとともに、そのチェックの結果上記移載ヘッド4または吸着位置認識カメラ32の座標系が所定量変化したと予想される所定のタイミングで、上記各座標系の変化を調べるように構成されている。具体的に、制御ユニット40は、上記移載ヘッド4に取り付けられた基板認識カメラ31と、上記部品認識カメラ32とにより、部品供給部5のウェハステージ10に付された上記位置認識マークM1,M2を撮像してその位置を認識することにより、上記移載ヘッド4および吸着位置認識カメラ32の座標系の変化を調べるように構成されている。そして、その変化後の各座標系の相関関係に基づいて、上記移載ヘッド4が部品供給部5内のチップ部品6にアクセスする際の移動量が補正されるようになっている。
ここで、上記駆動機構での温度上昇による上記移載ヘッド4および吸着位置認識カメラ32の座標系の変化を調べるための具体的手法について説明する。なお、この説明の前提として、上記位置検出手段(18a,38a等)により検出される移載ヘッド4および吸着位置認識カメラ32の制御上の座標は、上記温度センサ(18a,38a等)による検出温度が所定の基準温度にあるときに互いに一致するように設定されているものとする。
上記移載ヘッド4および吸着位置認識カメラ32を駆動する駆動機構の温度がある程度上昇すると、これらの駆動機構を構成する上記ボールねじ軸(19,39等)が伸びることにより、上記位置検出手段(18a,38a等)により検出される移載ヘッド4および吸着位置認識カメラ32の制御上の座標がそれぞれ変化する。そして、この状態で基板認識カメラ31および吸着位置認識カメラ32により上記位置認識マークM1,M2の位置を認識すると、各マークM1,M2の座標は、基準温度時の座標とは異なる位置にあるものとして認識される。
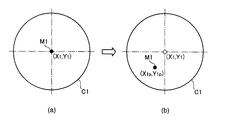
例えば、基準温度時に、移載ヘッド4を、平面視で基板認識カメラ31と位置認識マークM1とが一致するような位置まで移動させた場合において、このときの基板認識カメラ31の制御上の座標、つまり、位置検出手段34a,38aの検出値に基づく基板認識カメラ31の座標が(X1,Y1)であったとする。この場合、図3(a)に示すように、基板認識カメラ31の撮像視野C1の中心に上記位置認識マークM1が認識され、当該マークM1は、上記基板認識カメラ31の制御上の座標(X1,Y1)に存在するものとして認識される。
一方、駆動機構の温度が上昇している状態(温間時)において、基板認識カメラ31を、位置検出手段34a,38aにより位置検出しながら上記と同じ座標(X1,Y1)に移動させたとする。ところが、この状態では、基板認識カメラ31(および移載ヘッド4)の制御上の座標がボールねじ軸15,19の熱伸びによりずれているため、基板認識カメラ31は、実際には上記位置認識マークM1から所定距離ずれた位置に移動する。このため、位置認識マークM1は、図3(b)に示すように、基板認識カメラ31の撮像視野C1の中心(制御上の座標ではここが(X1,Y1)になる)から所定距離ずれた座標(X1P,Y1P)にあるものとして認識される。
同様に、上記基板認識カメラ31によりもう一方の位置認識マークM2を認識した場合を図4(a)(b)に示す。本図に示すように、位置認識マークM2は、基準温度時には座標(X2,Y2)にあるものとして認識されるが、駆動機構の温度が上昇する温間時には、そこから所定距離離れた(X2P,Y2P)にあるものとして認識される。
このように、駆動機構の温度が上昇して移載ヘッド4の座標系がずれた状態で、基板認識カメラ31により上記位置認識マークM1,M2の位置を認識すると、これら各マークM1,M2は、基準温度時の座標(X1,Y1)(X2,Y2)から所定距離ずれた座標(X1P,Y1P)(X2P,Y2P)に存在するものとして認識される。そして、制御ユニット40は、この事象を利用して、上記移載ヘッド4の座標系の変化を調べるように構成されている。すなわち、制御ユニット40は、駆動機構での温度上昇幅がある程度大きくなったときに、その温間時における位置認識マークM1,M2の座標(X1P,Y1P)(X2P,Y2P)を基板認識カメラ31によって認識し、これらの座標と、上記位置認識マークM1,M2の基準温度時の座標(X1,Y1)(X2,Y2)との間のずれに基づいて、上記移載ヘッド4の座標系の変化を調べるように構成されている。
以上のことは、吸着位置認識カメラ32の座標系の変化を調べる場合も同様である。すなわち、吸着位置認識カメラ32の座標系の変化は、図5および図6に示すように、同カメラ32により認識された位置認識マークM1,M2の温間時の座標(X1S,Y1S)(X2S,Y2S)と、両者の基準温度時の座標(X1,Y1)(X2,Y2)とのずれに基づいて、調べることができる。なお、基準温度時においては、上述したように、吸着位置認識カメラ32の座標系と上記移載ヘッド4(および基板認識カメラ31)の座標系とが一致していることから、図5(a)および図6(a)に示すように、吸着位置認識カメラ32により認識される基準温度時の位置認識マークM1,M2の座標は、上記基板認識カメラ31による場合の座標(X1,Y1)(X2,Y2)と同一である。また、図5および図6においてC2は、吸着位置認識カメラ32の撮像視野を表している。
次に、上記制御ユニット40による制御に基づき部品実装装置1が行う実装動作の具体的内容について、図7および図8のフローチャートに基づき説明する。
図7に示すように、基板Pの実装が開始されると、制御ユニット40は、その記憶部44から適当な生産プログラムを読み込むとともに(ステップS1)、基板Pの生産枚数を記憶するカウンタのカウント値Cをリセット(C=0)する制御を実行する(ステップS3)。
次いで、制御ユニット40は、現時点が、後述するステップS7で行われる座標変化認識制御を行うべきタイミング(座標変化認識タイミング)にあるか否かを判定する(ステップS5)。具体的に、図7のフローチャートでは、温度センサ(18b,38b等)による各サーボモータ(18,38等)の検出温度の変化、すなわち、装置起動時もしくは前回行われた座標変化認識制御の実行時から比較した各サーボモータの温度変化ΔTが、所定の閾値Taに達したときに、上記座標変化認識タイミングになったと判定される。なお、当実施形態では、複数のサーボモータ14,18,34,38のうちのいずれかで上記のような温度変化が見られれば、座標変化認識タイミングになったと判定されるものとする。
上記ステップS5でYESと判定されて現時点が座標変化認識タイミングにあることが確認された場合、制御ユニット40は、次のステップS7に移行して、上記移載ヘッド4および吸着位置認識カメラ32の座標系の変化を認識する座標変化認識制御を実行する。
図8は、この座標変化認識制御の具体的内容を示すサブルーチンである。このサブルーチンがスタートすると、制御ユニット40は、まず、部品供給部5のウェハステージ10に付された上記位置認識マークM1,M2の上方へ基板認識カメラ31を順次移動させるとともに(ステップS41)、この基板認識カメラ31により上記各マークM1,M2を撮像する制御を実行する(ステップS43)。具体的には、第1X軸サーボモータ18および第1Y軸サーボモータ14を作動させて基板認識カメラ31を移載ヘッド4とともにX,Y軸の各方向に移動させるとともに、その移動量を、上記各サーボモータ18,14に設けられた位置検出手段18a,14aの検出値に基づいて検出することにより、基準温度時において座標(X1,Y1)(X2,Y2)にある上記位置認識マークM1,M2を目指して基板認識カメラ31を順次移動させ、そこで各マークM1,M2の撮像を行う。
次いで、制御ユニット40は、上記ステップS43で得られた基板認識カメラ31による位置認識マークM1,M2の撮像データから、これら各マークM1,M2の座標を取得して記憶部44に記憶させる制御を実行する(ステップS45)。例えば、図3および図4に示したように、基準温度時において座標(X1,Y1)(X2,Y2)にある上記位置認識マークM1,M2の上方に基板認識カメラ31が移動する際に、この基板認識カメラ31が、ボールねじ軸15,19の熱伸びにより上記座標からずれた位置に移動することにより、見かけ上、上記各マークM1,M2が座標(X1P,Y1P)(X2P,Y2P)にあるものとして認識された場合、この座標(X1P,Y1P)(X2P,Y2P)が、上記各マークM1,M2の座標として取得されることになる。
このようにして基板認識カメラ31により位置認識マークM1,M2の座標を取得する処理が完了すると、制御ユニット40は、次に、吸着位置認識カメラ32に対して上記と同様の処理を行うべく、上記と同じ位置認識マークM1,M2の上方へ吸着位置認識カメラ32を順次移動させるとともに(ステップS47)、この吸着位置認識カメラ32により上記各マークM1,M2を撮像する制御を実行する(ステップS49)。具体的には、第2X軸サーボモータ38および第2Y軸サーボモータ34を作動させて吸着位置認識カメラ32をX,Y軸の各方向に移動させるとともに、その移動量を、上記各モータ38,34に設けられた位置検出手段38a,34aの検出値に基づいて検出することにより、上記位置認識マークM1,M2を目指して吸着位置認識カメラ32を移動させ、そこで各マークM1,M2の撮像を行う。
次いで、制御ユニット40は、上記ステップS49で得られた吸着位置認識カメラ32による位置認識マークM1,M2の撮像データから、これら各マークM1,M2の座標(見かけ上の座標)を取得して記憶部44に記憶させる制御を実行する(ステップS51)。例えば、図5および図6に示したように、基準温度時において座標(X1,Y1)(X2,Y2)にある上記位置認識マークM1,M2の上方に吸着位置認識カメラ32が移動する際に、この吸着位置認識カメラ32が、ボールねじ軸35,39の熱伸びにより上記座標からずれた位置に移動することにより、見かけ上、上記各マークM1,M2が座標(X1S,Y1S)(X2S,Y2S)にあるものとして認識された場合、この座標(X1S,Y1S)(X2S,Y2S)が、上記各マークM1,M2の座標として取得されることになる。
以上のようにして基板認識カメラ31および吸着位置認識カメラ32によりそれぞれ位置認識マークM1,M2の座標を取得する処理が完了すると、制御ユニット40は、上記移載ヘッド4および吸着位置認識カメラ32の座標系の変化に関する各種パラメータを算出して記憶部44に記憶させる制御を実行する(ステップS53)。次に、このパラメータを演算する具体的な手順を、以下の〔1〕〜〔4〕に沿って説明する。
〔1〕まず、移載ヘッド4の座標系の変化に関するパラメータ(第1パラメータ)を求める事前計算として、下記ベクトルaおよびA1を算出する。すなわち、図9に示すように、位置認識マークM1,M2の基準温度時の座標(X1,Y1)(X2,Y2)どうしを結んでなるマーク間ベクトルa(ax,ay)を算出するとともに、上記ステップS45で取得された位置認識マークM1,M2の座標、つまり、移載ヘッド4の温間時の座標系に基づく各マークM1,M2の座標(X1P,Y1P)(X2P,Y2P)を用いて、これら両座標を結んでなるマーク間ベクトルA1(A1x,A1y)を算出する。ここで、ベクトルa(ax,ay)=(X2−X1,Y2−Y1)、ベクトルA1(A1x,A1y)=(X2P−X1P,Y2P−Y1P)である。
〔2〕上記〔1〕で求められた各ベクトルa(ax,ay),A1(A1x,A1y)を用いて、下式(1)(2)により、移載ヘッド4の座標系に関するスケーリング定数α1、および座標回転角度θ1を算出する。
ここで、スケーリング定数α1は、移載ヘッド4の温間時の座標系に基づくマーク間距離が、基準温度時の距離に比べてどれだけ変化したかを表しており、温間時の座標系の縮尺変化率を表わしている。また、座標回転角度θ1は、温間時の座標系の角度変化を表す
ものである。
〔3〕次に、吸着位置認識カメラ32の座標系の変化に関するパラメータ(第2パラメータ)を求める。そのため、まず、図10に示すように、上記〔1〕で算出された基準温度時のマーク間ベクトルa(ax,ay)とともに、下記ベクトルA2を算出する。すなわち、上記ステップS51で取得された位置認識マークM1,M2の座標、つまり、吸着位置認識カメラ32の温間時の座標系に基づく各マークM1,M2の座標(X1S,Y1S)(X2S,Y2S)を用いて、これら両座標を結んでなるマーク間ベクトルA2(A2x,A2y)を算出する。ここで、ベクトルA2(A2x,A2y)=(X2S−X1S,Y2S−Y1S)である。
〔4〕上記〔3〕で求められた各ベクトルa(ax,ay),A2(A2x,A2y)を用いて、下式(3)(4)により、吸着位置認識カメラ32の座標系に関するスケーリング定数α2、および座標回転角度θ2を算出する。
再び図3のメインフローに戻って説明を行う。上記ステップS5でNOと判定されて現時点が座標変化認識タイミングでないことが確認された場合、もしくは、上記ステップS5でYESと判定されて次のステップS7での座標変化認識制御が完了した場合、制御ユニット40は、コンベア3を作動させて基板Pを図1に示される実装作業位置まで搬入する制御を実行する(ステップS9)。
次いで、制御ユニット40は、基板認識カメラ31を移載ヘッド4とともに基板Pの上方に移動させ、この基板Pの上面に付された位置認識用のフィデューシャルマークを上記基板認識カメラ31で撮像することにより、上記実装作業位置に位置決めされた基板Pの位置を認識する制御を実行する(ステップS11)。
次いで、制御ユニット40は、吸着位置認識カメラ32を、部品供給部5のウェハステージ10の上方に移動させ、このウェハステージ10上のウェハ7に含まれる多数のチップ部品6,6…のうち、吸着する予定のチップ部品6を上記吸着位置認識カメラ32で撮像することにより、そのチップ部品6の位置を認識する制御を実行する(ステップS13)。すなわち、このステップS13では、吸着する予定のチップ部品6が吸着位置認識カメラ32で撮像され、その撮像データに基づき特定されるチップ部品6の位置が、当該チップ部品6を吸着する上記移載ヘッド4の移動目標地点として認識される。
このようにして吸着すべきチップ部品6の位置が認識されると、制御ユニット40は、移載ヘッド4が上記チップ部品6の上方まで移動するのに必要な移動量を、上記移載ヘッド4および吸着位置認識カメラ32の座標系の熱伸びによる変化、つまり上記ステップS53で算出された各種パラメータ(α1やθ1等)により表わされる上記各座標系の変化を考慮して決定するとともに、(ステップS14)、その決定された移動量に基づいて、上記移載ヘッド4をチップ部品6の上方に移動させる制御を実行する(ステップS15)。
すなわち、当実施形態の部品実装装置1では、チップ部品6の位置が、移載ヘッド4(および基板認識カメラ31)とは独立して移動可能な吸着位置認識カメラ32により認識されるため、上記移載ヘッド4および吸着位置認識カメラ32の座標系の熱伸びによる変化を考慮して移載ヘッド4を移動させないと、この移載ヘッド4のノズルユニット30が、上記チップ部品6の上方に正確に到達しないおそれがある。そこで、移載ヘッド4をチップ部品6の上方へ移動させる際には、上記のような座標系の変化を考慮して移動量を決定する。より具体的には、以下の〔a〕〜〔c〕の手順により、移載ヘッド4の移動量を決定する。
〔a〕上記吸着位置認識カメラ32により認識されたチップ部品6の座標、つまり、同カメラ32の温間時の座標系に基づくチップ部品6の座標(第1部品座標)が(Xt2,Yt2)であるとすると、この部品座標(Xt2,Yt2)を、上記吸着位置認識カメラ32の座標系に関するスケーリング定数α2および座標回転角度θ2を用いた下式(5)により、基準温度時の座標系に基づく座標(Xt0,Yt0)に変換する。
〔b〕上記〔a〕で求めた基準温度時の座標系に基づく部品座標(Xt0,Yt0)を、上記移載ヘッド4の座標系に関するスケーリング定数α1および座標回転角度θ1を用いた下式(6)により、移載ヘッド4の温間時の座標系に基づく部品座標(第2部品座標)(Xt1,Yt1)に変換する。
〔c〕そして、上記〔b〕で求められた移載ヘッド4の温間時の座標系に基づく部品座標(Xt1,Yt1)を、移載ヘッド4の移動目標地点として再設定し、その目標地点に移載ヘッド4が到達するようにその移動量を補正した上で、上記移載ヘッド4を移動させる。
このように、上記〔a〕〜〔c〕の処理では、温間時に吸着位置認識カメラ32により認識された部品座標が、吸着位置認識カメラ32および移載ヘッド4の座標系の相関関係に基づいて、温間時の移載ヘッド4の座標系に基づく部品座標に変換され、その変換後の部品座標に移載ヘッド4が到達するように、移載ヘッド4の移動量が補正されるようになっている。これにより、熱伸びによる座標系の変化にかかわらず、移載ヘッド4のノズルユニット30が、吸着すべきチップ部品6の上方に正確に移動できるようになる。
上記のようにして移載ヘッド4が吸着位置に移動すると、制御ユニット40は、上記移載ヘッド4の本体部からノズルユニット30を下降させる等により、このノズルユニット30にチップ部品6を吸着させる制御を実行する(ステップS17)。なお、当実施形態では、移載ヘッド4に3つのノズルユニット30が設けられているため、これら各ノズルユニット30にそれぞれチップ部品6を吸着させることにより、最大3つのチップ部品6を移載ヘッド4により吸着することが可能である。
次いで、制御ユニット40は、移載ヘッド4を基板P上の実装箇所の上方に移動させるとともに(ステップS19)、上記移載ヘッド4のノズルユニット30を下降させる等により、このノズルユニット30の下端部に吸着された上記チップ部品6を基板Pに実装する制御を実行する(ステップS21)。このとき、移載ヘッド4の3つのノズルユニット30にそれぞれチップ部品6が吸着されている場合、移載ヘッド4は、その各ノズルユニット30を基板P上の各実装箇所に順次移動させてチップ部品6を実装する。また、このとき、ノズルユニット30により吸着されたチップ部品6を下から撮像することが可能な不図示の部品認識カメラが基台2に設けられている場合には、チップ部品6を基板Pに実装する前に、各ノズルユニット30に対するチップ部品6の吸着位置のずれ(吸着ずれ)が上記部品認識カメラで認識され、吸着ずれが存在する場合には、そのずれの分だけ、基板Pに対する各ノズルユニット30の移動量が補正される。
なお、上記のようにしてチップ部品6を基板Pに実装する場合において、その実装箇所の正確な位置は、上記ステップS11で基板認識カメラ31により認識された基板Pの位置に基づいて決定される。このとき、基板認識カメラ31(および移載ヘッド4)の座標系が図3や図4に示したように熱伸びによる影響で変化している場合でも、基板Pに対するチップ部品6の実装動作が、上記基板認識カメラ31と一体に移動する移載ヘッド4、つまり、基板認識カメラ31と同一量だけ変化した座標系を有する移載ヘッド4によって行われることから、部品実装時において上記のような座標系の変化は問題とならず、チップ部品6の実装は適正に行われる。
上記ステップS21での移載ヘッド4によるチップ部品6の実装動作が完了すると、制御ユニット40は、基板Pに実装すべき全てのチップ部品6が実装されたか否かを判定し(ステップS23)、ここでNOと判定されて実装すべきチップ部品6が未だに残っていることが確認された場合には、そのチップ部品6を基板Pに実装すべく、上記ステップS13に戻ってそれ以降の処理を同様に繰り返す。
一方、上記ステップS23でYESと判定されて基板Pに実装すべき全てのチップ部品6が実装されたことが確認された場合には、コンベア3を作動させて基板Pを装置外に搬出するとともに(ステップS25)、基板Pの生産枚数を記憶するカウンタのカウント値Cをインクリメント(C=C+1)する制御を実行し(ステップS27)、さらにその値が生産予定枚数Ntよりも小さいか否かを判定する(ステップS29)。そして、ここでYESと判定されて現状の累積生産枚数が生産予定枚数Ntに達していないことが確認された場合には、上記ステップS5以降の処理に戻り、新たな基板Pに対し上記と同様の実装処理を実行する。一方、上記ステップS29でNOと判定されて現状の累積生産枚数が生産予定枚数Ntに達したことが確認された場合、生産は終了する。
上記のように部品供給部5から供給されたチップ部品6を移動可能な移載ヘッド4により吸着して搬送し、所定距離離れた基板Pに実装(載置)する部品実装装置1において、上記移載ヘッド4と独立して移動可能で、かつ上記移載ヘッド4が上記部品供給部5からチップ部品6を吸着する前にそのチップ部品6を撮像する吸着位置認識カメラ32と、上記移載ヘッド4や吸着位置認識カメラ32等の動作を統括的に制御するとともに、部品吸着時に、上記吸着位置認識カメラ32によりあらかじめ撮像されたチップ部品6の撮像データに基づいて、上記移載ヘッド4をそのチップ部品6の位置へ移動させる制御ユニット40とを設け、この制御ユニット40による制御の下、上記移載ヘッド4および吸着位置認識カメラ32を駆動する駆動機構に対する熱的影響によりその座標系が所定量変化したと予想される所定のタイミングで、上記移載ヘッド4および吸着位置認識カメラ32の座標系の変化を調べ、その変化後の各座標系の相関関係に基づいて、上記移載ヘッドが上記部品供給部内の部品にアクセスする際の移動量を補正するようにした上記第1実施形態の構成によれば、移載ヘッド4と独立して移動可能な吸着位置認識カメラ32により吸着位置の認識を効率よく行いながら、これら移載ヘッド4および吸着位置認識カメラ32の座標系の熱影響変化に起因した部品吸着ミスの発生を効果的に防止できるという利点がある。
すなわち、上記構成では、移載ヘッド4と独立して移動可能な吸着位置認識カメラ32により、上記移載ヘッド4が部品供給部5から吸着する予定のチップ部品6が撮像されるように構成されているため、当該チップ部品6(吸着予定部品)を撮像してその位置を認識する動作を、前に吸着されたチップ部品6が移載ヘッド4により搬送されて基板Pに実装されている間に効率よく行うことができ、タクトタイムを短縮して基板Pの生産効率を効果的に向上させることができる。
しかも、上記移載ヘッド4および吸着位置認識カメラ32を駆動する駆動機構に対する熱的影響に起因した両者の座標系の変化が所定のタイミングで調べられ、その変化後の各座標系の相関関係に基づいて、上記移載ヘッド4が上記部品供給部5内のチップ部品6にアクセスする際の移動量が補正されるように構成されているため、上記移載ヘッド4および吸着位置認識カメラ32の座標系が熱的影響により変化した場合でも、上記移載ヘッド4に対する上記チップ部品6の相対位置を正確に把握してそのチップ部品6の位置へ移載ヘッド4を正確に移動させることができ、当該移載ヘッド4にチップ部品6の吸着動作を適正かつ確実に行わせることができる。したがって、上記のように移載ヘッド4と独立した吸着位置認識カメラ32を用いて吸着位置の認識を効率よく行いながら、上記移載ヘッド4および吸着位置認識カメラ32の座標系の熱影響変化に起因した部品吸着ミスの発生を効果的に防止できるという利点がある。
特に、上記第1実施形態では、移載ヘッド4に、基板Pの位置を認識するための基板認識カメラ31を一体に設けるとともに、上記制御ユニット40による制御に基づき、上記部品供給部5に付された共通の位置認識マークM1,M2の上方に上記基板認識カメラ31および吸着位置認識カメラ32を移動させ、これら各カメラ31,32により撮像された上記位置認識マークM1,M2の撮像データに基づいて、上記移載ヘッド4および吸着位置認識カメラ32の座標系の変化を調べるようにしたため、共通の位置認識マークM1,M2を各カメラ31,32で撮像するだけの簡単な構成で、上記各座標系の変化を効率よく調べられるという利点がある。
また、上記第1実施形態では、上記移載ヘッド4および吸着位置認識カメラ32の座標系の変化に関するパラメータ(α1やθ1等)を算出するとともに、そのパラメータを用いた座標変換により、上記吸着位置認識カメラ32により認識された部品座標を、上記移載ヘッド4の変化後の座標系に基づく部品座標に変換し、その変換後の部品座標を、上記移載ヘッド4が上記部品供給部5内のチップ部品6にアクセスする際の目標地点として再設定するという処理が、上記制御ユニット40により実行されるように構成されているため、上記パラメータを用いた座標変換により、吸着すべきチップ部品6の位置を移載ヘッド4に対し正確に特定することができ、上記移載ヘッド4によるチップ部品6の吸着精度をより効果的に向上させることができるという利点がある。
また、上記第1実施形態では、移載ヘッド4および吸着位置認識カメラ32を駆動するサーボモータ(18,38等)に、その温度を検出する温度センサ(18b,38b等)が設けられ、この温度センサ(18b,38b等)による検出温度の上昇幅が所定値に達した場合に、上記制御ユニット40が上記移載ヘッド4および吸着位置認識カメラ32の座標系の変化を調べるように構成されているため、上記移載ヘッド4および吸着位置認識カメラ32の座標系が熱的影響により変化するのを上記サーボモータ(18,38等)の温度に基づき適正に検知することができ、その検知結果に応じて、上記各座標系の変化を調べる処理を適正に実行できるという利点がある。
また、上記第1実施形態では、部品供給部5が、ダイシングされたウェハ7からなる多数のチップ部品6,6…の集合体を供給するウェハ用フィーダとして構成されているため、密集したチップ部品6,6…の中から所望のチップ部品6を取り出すのにより高い吸着精度が要求されるが、移載ヘッド4および吸着位置認識カメラ32の座標系の変化を考慮してチップ部品6を吸着するようにした当実施形態の構成によれば、上記のように高い吸着精度が要求される状況下でも、適正に所望のチップ部品6を吸着できるという利点がある。
なお、上記第1実施形態では、部品供給部5に2つの位置認識マークM1,M2を付して、これら2つのマークM1,M2を上記基板認識カメラ31および吸着位置認識カメラ32で撮像することにより、上記移載ヘッド4および吸着位置認識カメラ32の座標系の変化を調べるようにしたが、これらの各座標系に、熱伸びが生じても位置が変化しない不動点が存在する場合には(例えばサーボモータ18,38等の直近の座標がこのような不動点になり得る)、この不動点を1つの基準として座標系の変化を調べることも可能である。すなわち、上記のような不動点が存在する場合には、部品供給部5に1つの位置認識マークを付すだけで、この単一の位置認識マークと、上記不動点とをそれぞれ基準として、上記各座標系の変化を調べることができる。
もちろん、上記2つの位置認識マークM1,M2以外に、さらに別の位置認識マークを付すことで、3点以上のマークを基準に上記座標系の変化を調べるようにしてもよい。このようにすれば、座標系の変化に関するより詳細なパラメータを算出することができ、座標系の変化をより精密に調べることができる。
また、上記第1実施形態では、移載ヘッド4および吸着位置認識カメラ32を駆動するサーボモータ(18,38等)に、その温度を検知する温度センサ(18b,38b等)を設けたが、同様の温度センサをボールねじ軸(19,39等)に設け、このボールねじ軸に設けられた温度センサにより、上記移載ヘッド4および吸着位置認識カメラ32を駆動する駆動機構の温度上昇を検知するようにしてもよい。
また、上記第1実施形態では、部品を供給する部品供給部5が、ダイシングされたウェハ7からなる多数のチップ部品6,6…の集合体を供給するウェハ用フィーダである場合について説明したが、例えば図11に示す部品実装装置100のように、部品供給部105が、トレイフィーダ107やテープフィーダ108により構成されている場合にも、本発明の構成を好適に適用することができる。具体的に、この図11の例では、部品供給部105が、パッケージ化された複数の電子部品106(例えばセラミック製のケーシング等に収容されてパッケージ化された集積回路部品や、トランジスタ、コンデンサ等)をトレイ109上に載置した状態で供給するトレイフィーダ107と、間欠的に繰り出し可能に設けられた多数列のテープ108aの内部に比較的小型のチップ部品等(図示省略)を収容した状態で供給するテープフィーダ108とによって構成されている。なお、図11では、トレイフィーダ107およびテープフィーダ108からなる部品供給部105を除いたその他の構成については、上記第1実施形態と同様である。
そして、図11の部品実装装置100では、上記トレイフィーダ107およびテープフィーダ108からそれぞれ供給される部品の位置が、移載ヘッド4(および基板認識カメラ31)と独立して移動可能な吸着位置認識カメラ32によりそれぞれ認識され、その位置に基づいて上記移載ヘッド4が各フィーダ107,108から部品を吸着するように構成されている。また、上記トレイフィーダ107およびテープフィーダ108には、上記移載ヘッド4および吸着位置認識カメラ32の座標系の変化を調べるための基準マークと
して、位置認識マークM1,M2がそれぞれ付されている。
また、上記第1実施形態では、部品供給部5のウェハステージ10に付された共通の位置認識マークM1,M2の上方に上記基板認識カメラ31および吸着位置認識カメラ32を移動させ、これら各カメラ31,32により撮像された上記位置認識マークM1,M2の撮像データに基づいて、上記移載ヘッド4および吸着位置認識カメラ32の座標系の変化を調べるようにしたが、例えば図11の二点鎖線に示すように、移載ヘッド4に吸着された部品を下から撮像してその吸着状態を認識する部品認識カメラ110が基台2上に設置されている場合には、この部品認識カメラ110を利用して上記座標系の変化を調べるようにしてもよい。すなわち、移載ヘッド4もしくは基板認識カメラ31の下面と、吸着位置認識カメラ32の下面とにそれぞれマークを付して、このマークを上記部品認識カメラ110で撮像することにより、上記移載ヘッド4および吸着位置認識カメラ32の座標系の変化を調べるようにしてもよい。この場合でも、両者の座標系の変化を上記第1実施形態と同様に適正に調べることができ、部品の吸着動作を正確に行わせることができる。また、上記構成では、移載ヘッド4に吸着された部品の吸着状態を調べる部品認識カメラ110を利用して、各カメラ31,32に付されたマークを撮像するようにしたため、新たなカメラを設ける必要がなく、装置のコストアップを効果的に抑制することができる。
また、上記第1実施形態とは別の態様として、例えば以下のような制御を行うことによっても、移載ヘッド4および吸着位置認識カメラ32の座標系の熱影響変化に起因した部品吸着ミスの発生を効果的に防止することができる。
すなわち、所定のタイミングで、基板認識カメラ31により位置認識マークM1,M2が撮像されてその位置が認識された場合に、それによって得られた各マークM1,M2の座標が、図3(b)および図4(b)に示すように、基準温度時の座標から所定量ずれていたとすると、以後は、そのずれ量がゼロになるように、移載ヘッド4駆動用の制御データを修正する。具体的には、上記各マークM1,M2に基板認識カメラ31を移動させる際に、その制御上の目標地点を上記ずれ量の分だけシフトすることにより、カメラの撮像視野C1の中心が上記各マークM1,M2に一致するように移載ヘッド4を移動させる。そして、このような補正を、移載ヘッド4が他の目標地点に移動する際にも行う。例えば、移載ヘッド4を上記各マークM1,M2の間にある1つのチップ部品6の位置に移動させる場合、その移動量の補正値は、上記のようにして求められた各マークM1,M2への移動時の補正値を元に、線形補間によって求めることができる。
同様に、吸着位置認識カメラ32により上記位置認識マークM1,M2を撮像してその位置を認識するとともに、それによって得られた座標と基準温度時の座標との間のずれ(図5(b)および図6(b)参照)に基づいて、吸着位置認識カメラ32駆動用の制御データを修正する。
以上のような手法によれば、移載ヘッド4および吸着位置認識カメラ32を所定の目標地点に移動させる際に、両者の座標系の熱影響変化がキャンセルされる方向に移動量が補正されるため、上記移載ヘッド4および吸着位置認識カメラ32を上記目標地点に正確に到達させることが可能になる。したがって、以後は、吸着位置認識カメラ32により吸着予定部品の位置を認識し、その吸着位置に移載ヘッド4を移動させた場合に、移載ヘッド4を上記吸着位置に正確に到達させることができる。
(実施形態2)
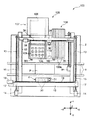
上記第1実施形態では、部品供給部5から供給された部品(チップ部品6)を移載ヘッド4により搬送して基板Pに実装する部品実装装置1に、本発明の構成を適用した例について説明したが、本発明の構成は、このような部品実装装置1に限らず、部品を部品供給部から取り出して搬送する部品移載装置の部類であれば広く適用することが可能であり、例えば、図12に示される部品試験装置200に好適に適用することが可能である。以下では、このような部品試験装置200について簡単に説明する。
図12に示すように、部品試験装置200の基台201上には、検査対象となる複数の部品206をトレイ208上に載置した状態で供給するトレイフィーダからなる部品供給部205と、この部品供給部205から搬送されてきた部品206に対し導通チェック等の所定の検査処理を施す複数の(図例では3つの)検査ソケット210(本発明にかかる載置部に相当)と、この検査ソケット210による検査結果が良とされた部品206を収容する良品トレイ211と、検査結果が不良とされた部品206を収容する不良品トレイ212とが配設されている。
また、基台201上には、上記部品供給部5、良品・不良品トレイ211,212、および検査ソケット210の上方にわたってX,Y軸の各方向に移動可能な移載ヘッド204が設けられている。この移載ヘッド204は、上記部品供給部205から供給された部品206を3つのノズルユニット213の下端部に吸着して上記検査ソケット210まで搬送するとともに、この検査ソケット210で各部品206に対し所定の検査処理が施されている間、各部品206を上記検査ソケット210に装着された状態に保持した後、そこでの検査結果に応じて、上記検査ソケット210から各部品206を上記良品・不良品トレイ211,212のいずれかに搬送するように構成されている。なお、移載ヘッド204は、上記第1実施形態における移載ヘッド4と同様に、サーボモータやボールねじ軸等からなる駆動機構により駆動されるが、図12ではその駆動機構の図示を省略している。
上記移載ヘッド204には、上記検査ソケット210を撮像するための検査ソケット用カメラ214(本発明にかかる第1の撮像手段に相当)が取り付けられている。この検査ソケット用カメラ214は、部品試験装置200が起動されたとき等の所定のタイミングで、上記移載ヘッド204と一体に各検査ソケット210の上方まで移動してこれを撮像することにより、上記3つの検査ソケット210の正確な位置を特定するように構成されている。
一方、上記部品供給部205の上方には、そのトレイ208上に載置された各部品206を撮像するための吸着位置認識カメラ215が設けられている。この吸着位置認識カメラ215は、上記移載ヘッド204用の駆動機構とは別の駆動機構により駆動されることにより、上記移載ヘッド204と独立してX,Y軸の各方向に移動し得るように構成されている。そして、このような吸着位置認識カメラ215は、上記部品供給部205内の部品206が移載ヘッド204により吸着される前の所定のタイミングで、上記部品供給部205内の部品206を撮像してその正確な位置を特定するように構成されている。
また、上記移載ヘッド204および吸着位置認識カメラ215を駆動する駆動機構には、図外の温度センサが設けられており、この温度センサにより、上記駆動機構での温度上昇がチェックされるようになっている。さらに、上記部品供給部5の左右両側辺部には、上記第1実施形態と同様の位置認識マークM1,M2が付されている。
以上のように構成された部品試験装置200では、その各部の動作を統括的に制御する図外の制御ユニットによる制御に基づき、上記温度センサの温度がある程度上昇して上記移載ヘッド204および吸着位置認識カメラ215の座標系が所定量変化したと予想される所定のタイミングで、上記検査ソケット用カメラ214および吸着位置認識カメラ215がそれぞれ上記位置認識マークM1,M2の上方に移動してこれを撮像し、その撮像データに基づいて、移載ヘッド204および吸着位置認識カメラ215の座標系の変化が調べられるように構成されている。そして、その変化後の各座標系の相関関係に基づいて、上記移載ヘッド204が上記部品供給部205内の部品206にアクセスする際の移動量が補正されるようになっている。なお、これらの処理の具体的な内容については上記第1実施形態と同様であるため、その詳細な説明は省略する。
上記のように部品供給部205から供給された部品206を移動可能な移載ヘッド204により吸着して搬送し、所定距離離れた検査ソケット210に装着する部品試験装置200において、上記移載ヘッド204と独立して移動可能で、かつ上記移載ヘッド204が上記部品供給部205から部品206を吸着する前にその部品206を撮像する吸着位置認識カメラ215を設けるとともに、上記移載ヘッド204や吸着位置認識カメラ215等の各部の動作を制御する制御ユニットによる制御の下、上記移載ヘッド204および吸着位置認識カメラ32を駆動する駆動機構に対する熱的影響によりその座標系が所定量変化したと予想される所定のタイミングで、上記移載ヘッド4および吸着位置認識カメラ32の座標系の変化を調べ、その変化後の各座標系の相関関係に基づいて、上記移載ヘッドが上記部品供給部内の部品にアクセスする際の移動量を補正するようにした上記第2実施形態の構成によれば、移載ヘッド204と独立して移動可能な吸着位置認識カメラ215により吸着位置の認識を効率よく行いながら、これら移載ヘッド204および吸着位置認識カメラ215の座標系の熱影響変化に起因した部品吸着ミスの発生を効果的に防止できるという利点がある。
すなわち、上記構成では、移載ヘッド204とは独立して移動可能な吸着位置認識カメラ215により、上記移載ヘッド204が部品供給部205から吸着する予定の部品206が撮像されるように構成されているため、当該部品206(吸着予定部品)を撮像してその位置を認識する動作を、前に吸着された部品206が移載ヘッド204により検査ソケット210や良品・不良品トレイ211,212へと搬送されている間に効率よく行うことができ、タクトタイムを短縮して部品206の検査効率を効果的に向上させることができる。
しかも、上記移載ヘッド204および吸着位置認識カメラ215を駆動する駆動機構に対する熱的影響に起因した両者の座標系の変化が所定のタイミングで調べられ、その変化後の各座標系の相関関係に基づいて、上記移載ヘッド204が上記部品供給部205内の部品206にアクセスする際の移動量が補正されるように構成されているため、上記移載ヘッド4および吸着位置認識カメラ32の座標系が熱的影響により変化した場合でも、上記移載ヘッド204に対する上記部品206の相対位置を正確に把握してその部品206の位置へ移載ヘッド204を正確に移動させることができ、当該移載ヘッド204に部品206の吸着動作を適正かつ確実に行わせることができる。したがって、上記のように移載ヘッド204と独立した吸着位置認識カメラ215を用いて吸着位置の認識を効率よく行いながら、上記移載ヘッド204および吸着位置認識カメラ215の座標系の熱影響変化に起因した部品吸着ミスの発生を効果的に防止できるという利点がある。
なお、上記第2実施形態では、部品供給部205が、複数の部品206をトレイ208上に載置した状態で供給するトレイフィーダである場合について説明したが、この部品供給部205が、上記第1実施形態と同様のウェハ用フィーダである場合にも、本発明の構成を好適に適用することが可能である。
また、以上説明したような第1および第2の実施形態では、部品移載装置の一種としての部品実装装置1や部品試験装置200に本発明の構成を適用した例について説明したが、本発明の構成は、さらに他の種類の部品移載装置に適用することも可能である。このような他の種類の部品移載装置としては、例えば、トレイフィーダ等からなる部品供給部から供給された部品を移載ヘッドにより吸着して搬送し、別のトレイに移し変える部品ソーティング装置等を挙げることができる。