JP4710285B2 - ロール状粘着ラベル - Google Patents
ロール状粘着ラベル Download PDFInfo
- Publication number
- JP4710285B2 JP4710285B2 JP2004266680A JP2004266680A JP4710285B2 JP 4710285 B2 JP4710285 B2 JP 4710285B2 JP 2004266680 A JP2004266680 A JP 2004266680A JP 2004266680 A JP2004266680 A JP 2004266680A JP 4710285 B2 JP4710285 B2 JP 4710285B2
- Authority
- JP
- Japan
- Prior art keywords
- heat
- shrinkable
- sensitive adhesive
- pressure
- adhesive label
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 239000000853 adhesive Substances 0.000 title claims description 54
- 230000001070 adhesive effect Effects 0.000 title claims description 54
- 239000004820 Pressure-sensitive adhesive Substances 0.000 claims description 74
- 239000002313 adhesive film Substances 0.000 claims description 22
- 238000000034 method Methods 0.000 claims description 21
- 238000004519 manufacturing process Methods 0.000 claims description 11
- 239000000758 substrate Substances 0.000 claims description 11
- 238000004804 winding Methods 0.000 claims description 4
- 238000010030 laminating Methods 0.000 claims description 2
- 238000004080 punching Methods 0.000 claims description 2
- 229920006257 Heat-shrinkable film Polymers 0.000 claims 1
- 238000003892 spreading Methods 0.000 claims 1
- 239000010410 layer Substances 0.000 description 33
- 239000011248 coating agent Substances 0.000 description 22
- 229920005989 resin Polymers 0.000 description 22
- 239000011347 resin Substances 0.000 description 22
- 238000000576 coating method Methods 0.000 description 12
- -1 polyethylene Polymers 0.000 description 12
- 229920000098 polyolefin Polymers 0.000 description 9
- 238000003851 corona treatment Methods 0.000 description 8
- 230000008707 rearrangement Effects 0.000 description 8
- 238000012545 processing Methods 0.000 description 7
- XEKOWRVHYACXOJ-UHFFFAOYSA-N Ethyl acetate Chemical compound CCOC(C)=O XEKOWRVHYACXOJ-UHFFFAOYSA-N 0.000 description 6
- KFZMGEQAYNKOFK-UHFFFAOYSA-N Isopropanol Chemical compound CC(C)O KFZMGEQAYNKOFK-UHFFFAOYSA-N 0.000 description 6
- 239000004698 Polyethylene Substances 0.000 description 6
- 239000003795 chemical substances by application Substances 0.000 description 6
- 229920000573 polyethylene Polymers 0.000 description 6
- 229920000139 polyethylene terephthalate Polymers 0.000 description 6
- 239000005020 polyethylene terephthalate Substances 0.000 description 6
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 5
- 230000008602 contraction Effects 0.000 description 5
- 238000001035 drying Methods 0.000 description 5
- 229920005990 polystyrene resin Polymers 0.000 description 5
- 239000000126 substance Substances 0.000 description 5
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 5
- OZAIFHULBGXAKX-UHFFFAOYSA-N 2-(2-cyanopropan-2-yldiazenyl)-2-methylpropanenitrile Chemical compound N#CC(C)(C)N=NC(C)(C)C#N OZAIFHULBGXAKX-UHFFFAOYSA-N 0.000 description 4
- 239000004743 Polypropylene Substances 0.000 description 4
- 239000004793 Polystyrene Substances 0.000 description 4
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 4
- 239000002612 dispersion medium Substances 0.000 description 4
- 229920000092 linear low density polyethylene Polymers 0.000 description 4
- 239000004707 linear low-density polyethylene Substances 0.000 description 4
- 239000004800 polyvinyl chloride Substances 0.000 description 4
- 229920000915 polyvinyl chloride Polymers 0.000 description 4
- 239000007787 solid Substances 0.000 description 4
- 230000037303 wrinkles Effects 0.000 description 4
- 238000010586 diagram Methods 0.000 description 3
- 239000005038 ethylene vinyl acetate Substances 0.000 description 3
- 239000011086 glassine Substances 0.000 description 3
- 229920001684 low density polyethylene Polymers 0.000 description 3
- 239000004702 low-density polyethylene Substances 0.000 description 3
- 229920003023 plastic Polymers 0.000 description 3
- 239000004033 plastic Substances 0.000 description 3
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 3
- 229920001155 polypropylene Polymers 0.000 description 3
- 238000002360 preparation method Methods 0.000 description 3
- RSWGJHLUYNHPMX-UHFFFAOYSA-N Abietic-Saeure Natural products C12CCC(C(C)C)=CC2=CCC2C1(C)CCCC2(C)C(O)=O RSWGJHLUYNHPMX-UHFFFAOYSA-N 0.000 description 2
- 229920000178 Acrylic resin Polymers 0.000 description 2
- 239000004925 Acrylic resin Substances 0.000 description 2
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- KHPCPRHQVVSZAH-HUOMCSJISA-N Rosin Natural products O(C/C=C/c1ccccc1)[C@H]1[C@H](O)[C@@H](O)[C@@H](O)[C@@H](CO)O1 KHPCPRHQVVSZAH-HUOMCSJISA-N 0.000 description 2
- 235000010724 Wisteria floribunda Nutrition 0.000 description 2
- 229920006243 acrylic copolymer Polymers 0.000 description 2
- 239000012790 adhesive layer Substances 0.000 description 2
- 239000002981 blocking agent Substances 0.000 description 2
- 230000000052 comparative effect Effects 0.000 description 2
- 150000001875 compounds Chemical class 0.000 description 2
- 229920001971 elastomer Polymers 0.000 description 2
- 150000002148 esters Chemical class 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 239000000123 paper Substances 0.000 description 2
- 229920000747 poly(lactic acid) Polymers 0.000 description 2
- 229920009537 polybutylene succinate adipate Polymers 0.000 description 2
- 229920006267 polyester film Polymers 0.000 description 2
- 239000004626 polylactic acid Substances 0.000 description 2
- 229920001296 polysiloxane Polymers 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 238000007665 sagging Methods 0.000 description 2
- 239000000377 silicon dioxide Substances 0.000 description 2
- 239000000243 solution Substances 0.000 description 2
- KHPCPRHQVVSZAH-UHFFFAOYSA-N trans-cinnamyl beta-D-glucopyranoside Natural products OC1C(O)C(O)C(CO)OC1OCC=CC1=CC=CC=C1 KHPCPRHQVVSZAH-UHFFFAOYSA-N 0.000 description 2
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N 2-Propenoic acid Natural products OC(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- OMIGHNLMNHATMP-UHFFFAOYSA-N 2-hydroxyethyl prop-2-enoate Chemical compound OCCOC(=O)C=C OMIGHNLMNHATMP-UHFFFAOYSA-N 0.000 description 1
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 1
- 239000000020 Nitrocellulose Substances 0.000 description 1
- 239000004372 Polyvinyl alcohol Substances 0.000 description 1
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 1
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 1
- 239000003522 acrylic cement Substances 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 239000002216 antistatic agent Substances 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- CQEYYJKEWSMYFG-UHFFFAOYSA-N butyl acrylate Chemical compound CCCCOC(=O)C=C CQEYYJKEWSMYFG-UHFFFAOYSA-N 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 239000004927 clay Substances 0.000 description 1
- 239000011247 coating layer Substances 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 239000003431 cross linking reagent Substances 0.000 description 1
- 229910001873 dinitrogen Inorganic materials 0.000 description 1
- 239000000839 emulsion Substances 0.000 description 1
- 239000003889 eye drop Substances 0.000 description 1
- 229940012356 eye drops Drugs 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 239000003112 inhibitor Substances 0.000 description 1
- 239000012948 isocyanate Substances 0.000 description 1
- 150000002513 isocyanates Chemical class 0.000 description 1
- 238000002372 labelling Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- 239000012046 mixed solvent Substances 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 239000007923 nasal drop Substances 0.000 description 1
- 229940100662 nasal drops Drugs 0.000 description 1
- 229920001220 nitrocellulos Polymers 0.000 description 1
- 239000006259 organic additive Substances 0.000 description 1
- 239000003973 paint Substances 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 229920002961 polybutylene succinate Polymers 0.000 description 1
- 239000004631 polybutylene succinate Substances 0.000 description 1
- 239000004630 polybutylene succinate adipate Substances 0.000 description 1
- 239000002685 polymerization catalyst Substances 0.000 description 1
- 229920005749 polyurethane resin Polymers 0.000 description 1
- 229920002451 polyvinyl alcohol Polymers 0.000 description 1
- 239000011342 resin composition Substances 0.000 description 1
- 239000013464 silicone adhesive Substances 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 239000002344 surface layer Substances 0.000 description 1
- 238000003786 synthesis reaction Methods 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 239000006097 ultraviolet radiation absorber Substances 0.000 description 1
Images



Landscapes
- Adhesive Tapes (AREA)
Description
前記熱収縮性粘着ラベルが、幅方向に主収縮方向を有する熱収縮性基材フィルムの一方の面に粘着剤層を設けた粘着ラベルであり、
前記熱収縮性粘着ラベルの繰り出し方向と主収縮方向が一致するように、前記長尺状の剥離ライナーの剥離処理を施した面上に貼付されたことを特徴とするロール状粘着ラベルを提供するものである。
長尺状の剥離ライナーの剥離処理を施した面上に前記熱収縮性粘着ラベルの繰り出し方向と主収縮方向を一致させて貼付し、前記剥離ライナーをロール状に巻き取ることにより、前記剥離ライナー上に複数の前記熱収縮性粘着ラベルが貼付されたロール状粘着ラベルを製造し、
前記ロール状粘着ラベルから前記熱収縮性粘着ラベルを繰り出すことにより、被着体に前記熱収縮性粘着ラベルを貼付する熱収縮性粘着ラベルの貼付方法を提供するものである。
インキ受理性樹脂としてアクリル樹脂(綜研化学社製「サーモラックEF−32」)を30部、分散媒としてエタノールとイソプロピルアルコールの4:1混合溶剤を65部、ブロッキング防止剤として合成シリカ(富士シリシア化学社製「サイリシア350」)を5部添加し、合計100部の配合液を調整した。ペイントコンディショナーを使用して配合液を20分間分散し、固形分35%のアンカーコート剤を得た。
[幅方向熱収縮性基材フィルムA]東洋紡績製「スペースクリーンS5630」(PET)60μmを使用し、片面に600μN/cmのコロナ処理を行った上に(1)で作製したアンカーコート剤をグラビアコーターにて塗工し、乾燥後塗工量1.5g/m2のアンカーコート層を設けた熱収縮性ポリエステルフィルムAを得た。
[粘着剤主剤A]攪拌機、寒流冷却器、温度計、滴下漏斗および窒素ガス導入口を備えた反応容器に、n−ブチルアクリレート92.9部、酢酸ビニル5部、アクリル酸2部、2−ヒドロキシエチルアクリレート0.1部と重合触媒としてアゾビスイソブチロニトリル(AIBN)0.2部を酢酸エチル100部に溶解し、80℃で8時間重合して、質量平均分子量70万のアクリル共重合体溶液を得た。次に、前記アクリル共重合体溶液の固形分100部に対して特殊ロジンエステル系粘着付与樹脂(荒川化学工業社製「スーパーエステルA100」)を15部およびロジンエステル系粘着付与樹脂(荒川化学工業社製「ペンセルD135」)を5部添加し、酢酸エチルを加えて均一に混合して固形分45%の粘着剤主剤Aを得た。
[粘着剤a]上記粘着剤主剤A100部に、イソシアネート系架橋剤(大日本インキ化学工業社製「バーノックNC−40」)を1.7部添加し、15分間攪拌して粘着剤aを得た。
表面にシリコーン化合物の剥離層を形成した、厚さ80μmのポリエチレンラミネートグラシン紙の剥離ライナーに、粘着剤aを塗工して80℃で90秒間乾燥し乾燥重量20g/m2の粘着剤層を形成した。熱収縮性基材フィルムA〜Eに粘着剤aをそれぞれ貼り合わせ、各種粘着フィルムを得た。尚、熱収縮性基材フィルムB〜Eについては、アンカーコート層を有しない面に380μN/cmのコロナ処理を行った上で粘着剤と貼り合わせることにより作製した。
(5)で作製した各種粘着フィルムを、三條機械製作所社製凸版輪転印刷機「P20」にセットし、印刷および打ち抜き加工をおこなって粘着ラベルを作製した。
不二レーベル社製エアブロー式オートラベラー「F208PX−A」に(6)で作製したA〜Eの基材フィルムの各種粘着ラベルをセットする。続けて、貼り替え用として別に準備した剥離ライナーをオートラベラーで繰り出したラベルの貼付位置で直交するように置き、東伸社製リワインダー「QWR rewinder」にてロール状に巻き取れるようにセットする。オートラベラーから粘着ラベルを1枚ずつ剥離しながら、直交した貼り替え用の剥離ライナーにラベルを順次移動貼付させることで、剥離ライナーに対して90°回転した状態で再配置した貼付用粘着ラベルを作製した。
23℃・50%RHの環境で、JIS K7130に規定の方法(A法)で測定した。厚さ計(テスター産業社製フィルム用厚さ測定機「TH−102」)を使用し、熱収縮性基材フィルムの幅方向に等間隔で9箇所の厚さを測定し、左右の端部各2箇所(計4箇所)、中央部3箇所の各平均値をそれぞれの厚さとした。
流れ方向、幅方向ともに50mmの試験片を準備する。90℃の温水、または50℃の温水に10秒間浸せきし、下記の式により収縮率を求めた。ここで、プラス値は収縮、マイナス値は伸長をあらわす。
収縮率(%)=(50mm−浸せき後の長さ(mm))÷50mm×100
ロール状に巻いた粘着フィルムを繰り出して、長方形状(幅37mm、長さ65mm)に打ち抜き、不要部分を除去してラベルを作製した。オートラベラー(不二レーベル社製「F208PX−RUD」)を使用して、直径19mm、高さ35mmのポリエチレン製筒状容器100本の胴部の所定位置にラベルを一枚ずつ連続して貼付し、オートラベラー性を以下の基準で評価した。
○:所定位置に全て貼付できた。
△:所定位置から1〜5枚のラベルずれが発生した。
×:所定位置から6枚以上のラベルずれが発生した。
(5)で各種粘着フィルムを作製した際の貼り合わせ性を以下の基準で評価した。この時、塗工基材には幅600mm、厚さ80μmのポリエチレンラミネートグラシン紙の剥離ライナーを、貼り合わせ基材には同幅の熱収縮性基材フィルムA〜Eを使用した。塗工基材張力100N、貼り合わせ基材張力50Nに設定し、金属ロールとゴムロールから成るラミネート装置にて、圧力0.2MPa、速度30m/分にて連続的に圧着して粘着フィルムを作製した。
○:貼り合わせによりシワは発生しない。
×:貼り合わせによりシワが発生した。
2.コロナ処理層
3.熱収縮性基材フィルム
4.粘着剤層
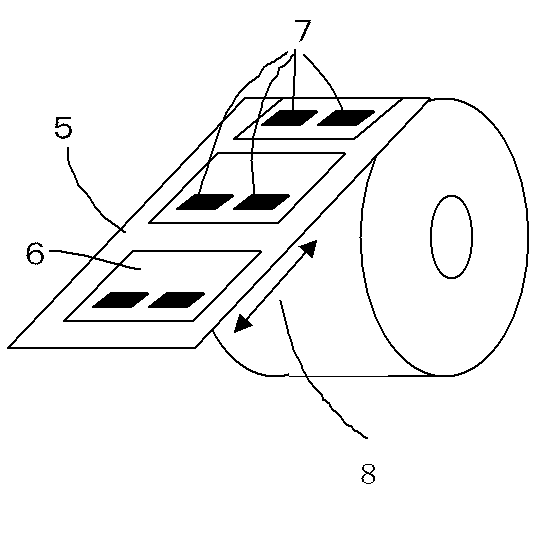
5.剥離ライナー
6.粘着フィルム層
7.インキ
8.主収縮方向
Claims (3)
- 幅方向に延伸され、当該幅方向に主収縮方向を有する熱収縮性基材フィルムと、粘着剤を塗工した剥離ライナーとを貼り合わせて巻き取ることにより、ロールの繰り出し方向と前記熱収縮性基材フィルムの主収縮方向とが直交したロール状の粘着フィルムを得る工程、
前記粘着フィルムの熱収縮性基材フィルムの表面にインキを展色し、インキ展色層から熱収縮フィルムを経て粘着剤までの積層部分をラベル形状に打ち抜き、不要部分を除去して熱収縮性粘着ラベルを得る工程、
打ち抜かれた熱収縮性粘着ラベルを剥離ライナーから剥離し、剥離した熱収縮性粘着ラベルを、長尺状の剥離ライナーの剥離処理を施した面上に、熱収縮性粘着ラベルの繰り出し方向と主収縮方向を一致させて貼付し、剥離ライナーをロール状に巻き取ることにより、剥離ライナー上に前記熱収縮性粘着ラベルが貼付されたロール状粘着ラベルを得る工程、を有することを特徴とするロール状粘着ラベルの製造方法。 - 前記熱収縮性基材フィルムの幅方向の延伸が、テンター式延伸機による延伸である請求項1に記載のロール状粘着ラベルの製造方法。
- 前記熱収縮性基材フィルムの厚さが40〜80μmである請求項1又は2に記載のロール状粘着ラベルの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004266680A JP4710285B2 (ja) | 2004-09-14 | 2004-09-14 | ロール状粘着ラベル |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004266680A JP4710285B2 (ja) | 2004-09-14 | 2004-09-14 | ロール状粘着ラベル |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006084525A JP2006084525A (ja) | 2006-03-30 |
| JP4710285B2 true JP4710285B2 (ja) | 2011-06-29 |
Family
ID=36163122
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004266680A Expired - Lifetime JP4710285B2 (ja) | 2004-09-14 | 2004-09-14 | ロール状粘着ラベル |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4710285B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007094247A (ja) * | 2005-09-30 | 2007-04-12 | Asahi Printing Co Ltd | タックシュリンクラベル |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01289990A (ja) * | 1988-05-17 | 1989-11-21 | Nippon Carbide Ind Co Inc | 熱収縮性粘着ラベル |
| JPH0459875U (ja) * | 1990-09-27 | 1992-05-22 | ||
| JPH0543182U (ja) * | 1991-08-31 | 1993-06-11 | 株式会社堤製作所 | 易剥離性ラベル |
| JPH0571874U (ja) * | 1991-04-17 | 1993-09-28 | 株式会社タカラ | 多機能型ラベル |
| JPH08337227A (ja) * | 1995-06-13 | 1996-12-24 | Osaka Sealing Insatsu Kk | シールラベルおよびシールラベル連続体 |
| JP2001288283A (ja) * | 2000-02-02 | 2001-10-16 | Toyobo Co Ltd | 熱収縮性ポリエステル系フィルム |
| JP2003049131A (ja) * | 2001-08-03 | 2003-02-21 | Dainippon Ink & Chem Inc | 熱収縮性粘着フィルム |
-
2004
- 2004-09-14 JP JP2004266680A patent/JP4710285B2/ja not_active Expired - Lifetime
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01289990A (ja) * | 1988-05-17 | 1989-11-21 | Nippon Carbide Ind Co Inc | 熱収縮性粘着ラベル |
| JPH0459875U (ja) * | 1990-09-27 | 1992-05-22 | ||
| JPH0571874U (ja) * | 1991-04-17 | 1993-09-28 | 株式会社タカラ | 多機能型ラベル |
| JPH0543182U (ja) * | 1991-08-31 | 1993-06-11 | 株式会社堤製作所 | 易剥離性ラベル |
| JPH08337227A (ja) * | 1995-06-13 | 1996-12-24 | Osaka Sealing Insatsu Kk | シールラベルおよびシールラベル連続体 |
| JP2001288283A (ja) * | 2000-02-02 | 2001-10-16 | Toyobo Co Ltd | 熱収縮性ポリエステル系フィルム |
| JP2003049131A (ja) * | 2001-08-03 | 2003-02-21 | Dainippon Ink & Chem Inc | 熱収縮性粘着フィルム |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006084525A (ja) | 2006-03-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4909266B2 (ja) | 電池外装用ラベル | |
| US20120082821A1 (en) | Adhesive label and method of producing the same | |
| JP7312577B2 (ja) | 剥離コーティングを有する二軸延伸ポリエステルフィルム及びその製造方法ならびにその使用 | |
| JP3707858B2 (ja) | 感圧粘着ラベル | |
| JP4578307B2 (ja) | 感熱ラベル | |
| JP4710285B2 (ja) | ロール状粘着ラベル | |
| JP2006335795A (ja) | 粘着フィルム及びそれを用いた粘着ラベル | |
| JP2006169285A (ja) | 熱収縮性粘着フィルム | |
| JP4748934B2 (ja) | 電池外装用ラベル | |
| JP5055673B2 (ja) | 熱収縮性粘着フィルム | |
| JP7290714B2 (ja) | 包装フィルム及びパウチ容器 | |
| JP2016186037A (ja) | 加熱剥離型粘着シート及び該シートを備えたラベル | |
| JP3707885B2 (ja) | 感圧粘着ラベル | |
| JP4880993B2 (ja) | 感熱ラベルおよびラベル付き容器 | |
| JP2005041891A (ja) | 熱収縮性粘着フィルム及び該フィルムに被覆された柔軟性容器 | |
| JP2005281561A (ja) | 粘着フィルム及びそれを用いたラベル類 | |
| JP2005037593A (ja) | 柔軟性容器用粘着ラベル及び該ラベルを貼着した柔軟性容器 | |
| JP4412897B2 (ja) | 貼り替え防止用ラベル | |
| JP2005239948A (ja) | 粘着フィルム及びそれを用いたラベル類 | |
| JP2000273403A (ja) | 感熱発色テープ | |
| JP4570354B2 (ja) | 感熱ラベル | |
| JP2017016151A (ja) | 易引裂き性ラベル | |
| JP2003036029A (ja) | 糊残りのない感熱性粘着ラベルおよびこれを用いた容器 | |
| JPH11300898A (ja) | ラベル用紙 | |
| JP2024101452A (ja) | ライナーレスシート |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070903 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100405 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100624 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100802 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101209 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101224 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110222 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110307 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4710285 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |