JP4635561B2 - ロール金型の製造方法及びロール金型 - Google Patents
ロール金型の製造方法及びロール金型 Download PDFInfo
- Publication number
- JP4635561B2 JP4635561B2 JP2004315755A JP2004315755A JP4635561B2 JP 4635561 B2 JP4635561 B2 JP 4635561B2 JP 2004315755 A JP2004315755 A JP 2004315755A JP 2004315755 A JP2004315755 A JP 2004315755A JP 4635561 B2 JP4635561 B2 JP 4635561B2
- Authority
- JP
- Japan
- Prior art keywords
- roll
- master
- mold
- rectangular film
- plating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Landscapes
- Diffracting Gratings Or Hologram Optical Elements (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
Description
基板表面に微細な凹凸形状を形成する工程と、
可撓性を有する矩形状フィルムの表面に、微細な凹凸形状を転写する工程と、
矩形状フィルムの転写面を内側に向けて撓ませ、該矩形状フィルムをロール型治具の内周面に固定する工程と、
ロール型治具により円筒形状に保持された矩形状フィルムの内周面にめっき処理を施す工程と、
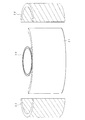
めっき処理により形成され、外周表面に微細な凹凸を有するシームレスの円筒形状のめっき部分を矩形状フィルムから分離する工程と、
めっき部分をロール型母材の外周に嵌め込む工程と
を備え、
めっき処理の工程では、
ニッケル玉を詰めた円筒カゴをアノード電極とし、
ロール型治具により円筒形状に保持された矩形状フィルム及びロール型治具を円周方向に回転させながらめっき処理を施す
ロール金型の製造方法である(請求項1)。
さらに、前記めっき部分のロール型母材への嵌めこみは、焼き嵌めにより行うことが好ましい。
外周表面に微細な凹凸を有するシームレスの金属円筒が、ロール型母材の外周に嵌め合わされることにより構成され、
金属円筒が、
基板表面に微細な凹凸形状を形成し、
可撓性を有する矩形状フィルムの表面に、微細な凹凸形状を転写し、
矩形状フィルムの転写面を内側に向けて撓ませ、該矩形状フィルムをロール型治具の内周面に固定し、
ロール型治具により円筒形状に保持された矩形状フィルムの内周面にめっき処理を施すことにより形成されためっき部分を矩形状フィルムから分離することにより形成され、
めっき処理が、
ニッケル玉を詰めた円筒カゴをアノード電極とし、
ロール型治具により円筒形状に保持された矩形状フィルム及びロール型治具を円周方向に回転させながら施される
ロール金型である(請求項5)。
本発明のロール金型によれば、金型表面がシームレスであるために、シートを加工した際にバリの発生がなく、大面積のシートを作製できる。また、金属円筒をロール型母材へ焼き嵌めすると、両者は固着した状態となるため、ロール金型使用時に金属円筒はスリップすることはなく、シート上に凹凸を寸法精度よく形成することが可能となる。
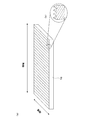
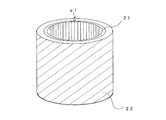
(S1)基板表面を加工して微細な凹凸を形成して、マスター原盤10とする(図1)。マスター原盤10の縦幅方向は最終的にロール金型の幅方向となり、横幅方向はロール金型の円周方向となる。
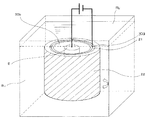
図6に示すロール型治具22に装着されたマザー原盤21を、無電解めっき浴B1の無電解めっき液m1中に浸漬させ、無電解めっき処理を行い、マザー原盤21の内周面上に無電解めっき層30aを形成する。このとき、マザー原盤21及びロール型治具22を回転させながらめっき処理を行うと、無電解めっき液m1が攪拌され反応面に対して絶えず新鮮な無電解めっき液m1が供給されるため好ましい。無電解めっき層30aの膜厚は、少なくともマザー原盤21内周面の凹凸を埋める程度の膜厚であることが好ましい。
無電解めっき処理が終了したマザー原盤21及びロール型治具22を、電気めっき浴B2の電気めっき液m2中に浸漬させ、マザー原盤21の内周面の無電解めっき層30aをカソード電極とし、マザー原盤21の円筒中央にアノード電極を配置して電気めっき処理を行い、マザー原盤21の内周面の無電解めっき層30a上に電気めっき層30bを形成する。電気めっき層30bの膜厚は、少なくともめっき部分単体での取り扱いが可能な程度の強度をもつような膜厚であることが好ましい。
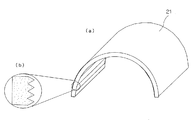
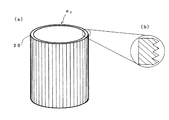
サン原盤30は、外周表面に微細な凹凸を有するシームレスの金属円筒であり(図10)、その凹凸形状は、MMS(マスター・マザー・サン)プロセスで転写されてきた凹凸の形状である。例えば、プリズムシート加工用であれば円筒外周方向の断面形状は三角形状の溝あるいは突起が連続して配列されたもの(図10(b))であり、円筒長手方向にこの断面形状の三角柱が規則的に配置されたものとなる(図10(a))。
このとき、本発明のロール金型40によれば、金型表面がシームレスであるために、シートS1を加工した際にバリの発生がなく、大面積のシートを作製することができる。また、サン原盤30、ロール型母材MR両者は固着状態であるため、押出成形加工時にサン原盤30はスリップすることはなく、シート上に凹凸を寸法精度よく形成することが可能となる。
本発明のロール金型を次の手順で作製した。
(S11)以下の条件で基板を加工してマスター原盤10を作製した。
・基板:Niめっきが施され、その表面が鏡面に仕上げられたステンレス基板(厚さ20mm、横幅1.6m、縦幅1m)
・凹凸加工機:先端部分の頂角が90度の二等辺三角形であり、加工方向に対して逃げ角を設けたV字溝加工用のダイヤモンドバイトを用いた精密切削加工機
・加工方法:基板の鏡面に対して、ダイヤモンドバイトが深さ30μmまで彫るように設定し、横平均ピッチ50μm、平均深さ30μmのV字溝を縦幅方向にスライド加工により隙間なく形成した。
前処理されたロール型冶具22に装着されたマザー原盤21を、塩化ニッケル、コハク酸ナトリウム、ホスフィン酸ナトリウムなどを含むNi−Pの無電解めっき液m1を満たした無電解めっき浴B1に5分間浸漬させた(図7)。このとき、該無電解めっき液m1は、pH7.1、液温50℃に管理し、該マザー原盤21はロール型冶具22と共に回転するようにし、攪拌により反応面に対して絶えず新しいめっき液が供給されるようにしてめっきを行った。この時のめっき層30aの膜厚は、100nmとした。
ついで、pH4.0、液温50℃に管理されたスルファミン酸ニッケル、界面活性剤を含む電気めっき液m2を満たしたNiめっきB2に、ロール型冶具22に装着されたマザー原盤21を浸漬させカソード電極につないだ。一方、Ni玉を詰めたφ300mm×1mの円筒かごをアノード電極Eとし、該マザー原盤21の凹凸面から一定距離となるよう冶具を用いて配置した。ついでロール型冶具22とともにマザー原盤21を回転させながら、循環ポンプによりめっき液m2を撹拌し、剥がれなどが起きないように電流レベルを徐々に上げながら通電しマザー原盤21内面のめっき層30a上にめっきを行った(図8)。この時のめっき層30bの膜厚は300uμmとした。
比較例としてのロール金型を次の手順で作製した。
(S21)実施例と同じ条件で基板を加工してマスター原盤10を作製した。
これに対して比較例のロール金型で作製した光学シートでは、マザー原盤の継ぎ目が光学シートの加工面に凸形状のバリとして発生しており、裏面から光を当てておもて面から目視観察すると前記バリの部分が目立ち、まわりの部分とは光の放射状態が異なることが認められた。すなわち、その部分を含めた大面積の光学シートとしては使用できないことが確認された。
Claims (8)
- 基板表面に微細な凹凸形状を形成する工程と、
可撓性を有する矩形状フィルムの表面に、前記微細な凹凸形状を転写する工程と、
前記矩形状フィルムの転写面を内側に向けて撓ませ、該矩形状フィルムをロール型治具の内周面に固定する工程と、
前記ロール型治具により円筒形状に保持された前記矩形状フィルムの内周面にめっき処理を施す工程と、
前記めっき処理により形成され、外周表面に微細な凹凸を有するシームレスの円筒形状のめっき部分を前記矩形状フィルムから分離する工程と、
前記めっき部分をロール型母材の外周に嵌め込む工程と
を備え、
前記めっき処理の工程では、
ニッケル玉を詰めた円筒カゴをアノード電極とし、
前記ロール型治具により円筒形状に保持された前記矩形状フィルム及び前記ロール型治具を円周方向に回転させながらめっき処理を施す
ロール金型の製造方法。 - 前記固定の工程では、
矩形状フィルムの突き合わされる2辺の端部における凹凸の高さが揃うようにされる
請求項1に記載のロール金型の製造方法。 - 前記めっき処理の工程では、
最初に無電解めっき処理を施し、ついで電気めっき処理を施す
請求項1または2に記載のロール金型の製造方法。 - 前記嵌め込みの工程では、
前記めっき部分の前記ロール型母材への嵌め込みを焼き嵌めにより行う
請求項1〜3のいずれか1項に記載のロール金型の製造方法。 - 外周表面に微細な凹凸を有するシームレスの金属円筒が、ロール型母材の外周に嵌め合わされることにより構成され、
前記金属円筒が、
基板表面に微細な凹凸形状を形成し、
可撓性を有する矩形状フィルムの表面に、前記微細な凹凸形状を転写し、
前記矩形状フィルムの転写面を内側に向けて撓ませ、該矩形状フィルムをロール型治具の内周面に固定し、
前記ロール型治具により円筒形状に保持された前記矩形状フィルムの内周面にめっき処理を施すことにより形成されためっき部分を前記矩形状フィルムから分離することにより形成され、
前記めっき処理が、
ニッケル玉を詰めた円筒カゴをアノード電極とし、
前記ロール型治具により円筒形状に保持された前記矩形状フィルム及び前記ロール型治具を円周方向に回転させながら施される
ロール金型。 - 前記矩形状フィルムが、突き合わされる2辺の端部における凹凸の高さが揃うようにしてロール型治具の内周面に固定される
請求項5に記載のロール金型。 - 前記めっき処理において、最初に無電解めっき処理が施され、ついで電気めっき処理が施される
請求項5または6に記載のロール金型。 - 前記金属円筒の前記ロール型母材への嵌め込みが、焼き嵌めにより行われる
請求項5〜7のいずれか1項に記載のロール金型。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004315755A JP4635561B2 (ja) | 2004-10-29 | 2004-10-29 | ロール金型の製造方法及びロール金型 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004315755A JP4635561B2 (ja) | 2004-10-29 | 2004-10-29 | ロール金型の製造方法及びロール金型 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006123393A JP2006123393A (ja) | 2006-05-18 |
| JP4635561B2 true JP4635561B2 (ja) | 2011-02-23 |
Family
ID=36718584
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004315755A Expired - Fee Related JP4635561B2 (ja) | 2004-10-29 | 2004-10-29 | ロール金型の製造方法及びロール金型 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4635561B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106814415B (zh) * | 2016-12-22 | 2019-02-19 | 河南三阳光电有限公司 | 裸眼3d光栅模具的制作方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS56169036A (en) * | 1980-05-31 | 1981-12-25 | Dainippon Printing Co Ltd | Manufacture of embossing roll |
| JPH046640A (ja) * | 1990-04-24 | 1992-01-10 | Canon Inc | スタンパー |
| JPH0516230A (ja) * | 1990-10-19 | 1993-01-26 | Canon Inc | 成形ロール及びその製造方法、光記録媒体用基板シートの製造装置 |
| JPH07314567A (ja) * | 1994-05-25 | 1995-12-05 | Toppan Printing Co Ltd | フレネルレンズシートの製造方法 |
| JP2000108753A (ja) * | 1998-10-07 | 2000-04-18 | Aron Kasei Co Ltd | カーペットマット及びカーペットマット製造用ロール |
| JP2003103318A (ja) * | 2001-09-26 | 2003-04-08 | Takao Nishifuji | 凹凸付与装置のバックアップロール |
| JP4743373B2 (ja) * | 2001-08-21 | 2011-08-10 | 株式会社クラレ | 樹脂シートの製造方法 |
-
2004
- 2004-10-29 JP JP2004315755A patent/JP4635561B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006123393A (ja) | 2006-05-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TW201234054A (en) | Microlens sheet and manufacturing method thereof | |
| WO2011105206A1 (ja) | 型および型の製造方法ならびに反射防止膜の製造方法 | |
| JP5427225B2 (ja) | 印刷用樹脂原版の製造方法 | |
| CN103415381B (zh) | 模具、模具的制造方法、以及纳米压印膜的制造方法 | |
| JP4635561B2 (ja) | ロール金型の製造方法及びロール金型 | |
| JP4604696B2 (ja) | フィルム導光板とその製造方法 | |
| JP2000153543A (ja) | 光学部品の成形方法 | |
| JP4635569B2 (ja) | ロール金型の製造方法及びロール金型 | |
| JP2010005866A (ja) | 転写ロール及び転写装置 | |
| JP2005144698A (ja) | 凹凸状シートの製造方法及び製造装置 | |
| JP2011131595A (ja) | エンボス加工装置、その製造方法及び導光板のエンボス成形方法 | |
| US8510951B2 (en) | Method for producing a lens pattern on roll | |
| TWI247934B (en) | Manufacturing method of a reflector and manufacturing method of liquid crystal display having the reflector | |
| KR100614039B1 (ko) | 정밀한 광학적인 특성을 지닌 큐브코너형의 플라스틱재귀반사시트를 연속적으로 제조할 수 있는 엠보싱 벨트의제조방법 | |
| KR100495977B1 (ko) | 높은 광학적 특성을 갖는 정밀 미세형상의 엠보싱 벨트의제조방법 | |
| JP2004351838A (ja) | マイクロレンズアレイ用複製型の製造方法 | |
| JP2001310340A (ja) | ロール成形型 | |
| JP2016065967A (ja) | 光学部材用版の製造方法、光学部材用ロール版の製造方法 | |
| JP2005205683A (ja) | 樹脂基板およびその製造方法 | |
| JP2010127329A (ja) | エンボスロールの製造方法およびエンボスロール | |
| CN110714211A (zh) | 一种制造微角锥阵列结构工作模带的装置及其制造方法 | |
| JP2010184425A (ja) | スクリーン成形型の製造方法、スクリーン成形型およびスクリーンの製造方法 | |
| JP2020181174A (ja) | 光学結像装置の製造方法 | |
| JP2009220504A (ja) | 樹脂フィルム成形ロール及びその製造方法及び樹脂フィルム成形用ロール・ツー・ロール装置 | |
| JP2010127328A (ja) | エンボスロールの製造方法およびエンボスロール |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20071018 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20090907 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20091119 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100806 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100817 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101005 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20101026 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20101108 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131203 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131203 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |