JP4633181B2 - 射出成形用金型及び複合品の製造方法 - Google Patents
射出成形用金型及び複合品の製造方法 Download PDFInfo
- Publication number
- JP4633181B2 JP4633181B2 JP2009159230A JP2009159230A JP4633181B2 JP 4633181 B2 JP4633181 B2 JP 4633181B2 JP 2009159230 A JP2009159230 A JP 2009159230A JP 2009159230 A JP2009159230 A JP 2009159230A JP 4633181 B2 JP4633181 B2 JP 4633181B2
- Authority
- JP
- Japan
- Prior art keywords
- mold
- metal body
- cavity
- back surface
- resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000002347 injection Methods 0.000 title claims description 24
- 239000007924 injection Substances 0.000 title claims description 24
- 239000002131 composite material Substances 0.000 title claims description 19
- 238000004519 manufacturing process Methods 0.000 title claims description 8
- 239000002184 metal Substances 0.000 claims description 147
- 229920005989 resin Polymers 0.000 claims description 104
- 239000011347 resin Substances 0.000 claims description 104
- 238000000465 moulding Methods 0.000 claims description 15
- 238000001746 injection moulding Methods 0.000 claims description 7
- 238000003825 pressing Methods 0.000 claims description 6
- 230000002093 peripheral effect Effects 0.000 description 25
- 238000000034 method Methods 0.000 description 13
- 239000010410 layer Substances 0.000 description 8
- 239000007769 metal material Substances 0.000 description 6
- 238000005034 decoration Methods 0.000 description 5
- 238000007493 shaping process Methods 0.000 description 5
- 238000004891 communication Methods 0.000 description 3
- 239000012790 adhesive layer Substances 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 238000004381 surface treatment Methods 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 238000007648 laser printing Methods 0.000 description 1
- 239000004973 liquid crystal related substance Substances 0.000 description 1
- 238000010422 painting Methods 0.000 description 1
- 238000007639 printing Methods 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 238000000859 sublimation Methods 0.000 description 1
- 230000008022 sublimation Effects 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14336—Coating a portion of the article, e.g. the edge of the article
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/27—Sprue channels ; Runner channels or runner nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/12—Moulds or cores; Details thereof or accessories therefor with incorporated means for positioning inserts, e.g. labels
- B29C33/14—Moulds or cores; Details thereof or accessories therefor with incorporated means for positioning inserts, e.g. labels against the mould wall
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/46—Means for plasticising or homogenising the moulding material or forcing it into the mould
- B29C45/56—Means for plasticising or homogenising the moulding material or forcing it into the mould using mould parts movable during or after injection, e.g. injection-compression moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/2628—Moulds with mould parts forming holes in or through the moulded article, e.g. for bearing cages
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/46—Means for plasticising or homogenising the moulding material or forcing it into the mould
- B29C45/56—Means for plasticising or homogenising the moulding material or forcing it into the mould using mould parts movable during or after injection, e.g. injection-compression moulding
- B29C45/5675—Means for plasticising or homogenising the moulding material or forcing it into the mould using mould parts movable during or after injection, e.g. injection-compression moulding for making orifices in or through the moulded article
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2705/00—Use of metals, their alloys or their compounds, for preformed parts, e.g. for inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0018—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds having particular optical properties, e.g. fluorescent or phosphorescent
- B29K2995/002—Coloured
Description
また、金属製材料の表面への加飾は、塗装、昇華転写、レーザープリント、ホットスタンプ、シルク印刷等によって行っていた。
そこで、本発明は、金属製材料の表面の加飾と裏面の樹脂部の成形を簡易に行うことができる射出成形用金型及び複合品の製造方法を得ることを目的としている。
また、スライド型を相対移動させることで、先端面が金属体の裏面を押圧する圧力が変化する。したがって、金属体の裏面を押圧する圧力の調整が容易になる。
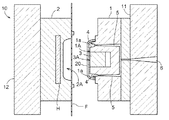
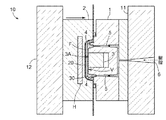
図1〜図3は、いずれも本発明に係る射出成形用金型による複合品の成形工程を示す図である。図4は、図2の要部拡大図である。
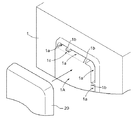
金属体20は全体が平板状であって、周囲には立ち上がり部11が形成されている。金属体20の表面には、加飾層が形成されやすいように予め表面処理がなされているか、加飾層が接着し易いシートが予め貼り付けられる。また、金属体20の裏面には、射出される樹脂が固着し易いように予め接着層が塗布されているか、もしくは化学的処理により接着性の高い層が形成されている。金属製の金属体20の表面処理や表面及び裏面の被覆材は、金属体20の金属と表面に形成される加飾層、裏面に射出され樹脂部を成形する樹脂の各組合せに応じて適合する材質を選択する必要がある。
第1型1は固定盤11に固定され、金属体20が配置される第1キャビティ面1Aが形成されている。第1キャビティ面1Aの周縁部には、金属体20の裏面に凸状の樹脂部30を形成するための凹部1aが形成されている。
第2型2は可動盤12に固定され、金属体の表面に沿った形状を有する第2キャビティ面2Aが形成されており、第1型1及びスライド型3と型締めによって、金属体と第1キャビティ面1Aとの間に樹脂部30に対応したキャビティ空間Vを形成する。また、第2型2には、型締めの際に、第2キャビティ面2Aに沿って加飾フィルムFが配置されるよう構成されている。第1型1の第1キャビティ面1Aへの金属体20の配置が終了した段階で、金属体20と第2型2との間に加飾フィルムFが配置される。当該加飾フィルムFは、例えば、ロール状の長尺フィルムを当該位置に展開配置するものでも良いし、金属体20の外形に合わせてカッティングしたものを配置するものでも良い。加飾フィルムFが転写シートと離型シートとで構成された場合は、転写シートが金属体の表面を加飾する加飾シート40となる。加飾フィルムFそのものが金属体の表面を加飾する加飾シート40であってもよい。その他、第2型2には、その内部に加熱ヒータHを備えている。この加熱ヒータHは、金属体20の表面の加熱が注入される溶融樹脂の熱のみでは不十分な場合に用いられる。
第1型1の第1キャビティ面1Aの内部には、第1型1に対して型締め方向に相対移動可能なスライド型3を備えている。スライド型3が第1キャビティ面1Aに沿う位置に保持されると、注入される溶融樹脂によって金属体20の裏面の全体に樹脂部30が成形される。スライド型3の先端部分3aがキャビティV内に突出し、金属体20の裏面をその先端面3Aが押圧すると、注入される溶融樹脂によって金属体20の裏面の周縁部にのみ樹脂部30が成形される。
第1型1には、溶融樹脂を射出するゲート4が備えられている。ゲート4は、第1キャビティ面1Aに配置された金属体20の裏面に対向するように第1キャビティ面1Aに形成されている。射出される溶融樹脂は、可動盤11の樹脂流路6から第1型1の樹脂流路5を通ってゲート4まで送られる。そして、型締めした状態において、金属体20と第1キャビティ面1Aとの間に形成されるキャビティVに、ゲート4から溶融樹脂を射出する。
図1に示すように、図外のマニピュレータ等を用いて金属体20を第1型1の所定の位置に配置し、第2型2と第1型1に配置された金属体20との間に加飾フィルムFを配置する。第1型1の第1キャビティ面1Aに配置された金属体20は、第1型1またはスライド型3に設けられた吸引孔(不図示)により吸引されて保持される。
金属体20の裏面の全面に樹脂部30を成形するのではなく、例えば周縁部のみに樹脂部30を成形する場合には、図5に示すように、スライド型3の先端部分3aをキャビティV内に突出させ、型締めしたときに先端面3Aを金属体20の裏面に押圧させる。スライド型3の先端部分3aをキャビティV内に突出させた状態で、溶融樹脂を射出すると、先端面3Aが金属体20の裏面を押圧した部分には溶融樹脂が注入されない。したがって、金属体20の周縁部にのみ樹脂部20が成形される。
(1)実施形態1では、金属体20の裏面全体に樹脂部30を成形する場合においても、第1型1にスライド型3を備えた射出成形用金型10を示したが、この場合は、第1型1にスライド型3を備えなくてもよい。ただ、第1型1にスライド型3を備えていると、スライド型3の位置によって金属体20の裏面の樹脂部30を選択でき、多種の複合品Pを容易に製造できる。
1A 第1キャビティ面
1b 周縁当接部
1c 連通部
2 第2型
2A 第2キャビティ面
3 スライド型
3A 先端面
3a 先端部
4 ゲート
10 射出成形用金型
20 金属体
30 樹脂部
40 加飾シート
F 加飾フィルム
H 加熱ヒータ
P 複合品
V キャビティ
Claims (5)
- 金属体の裏面に樹脂部が成形され、その樹脂部の成形と同時に前記金属体の表面が加飾シートにより加飾された複合品の製造に用いることができる射出成形用金型であって、
前記金属体が配置される第1キャビティ面が形成された第1型と、
前記金属体の表面に沿った形状を有する第2キャビティ面が形成され、前記第1型との型締めによって前記金属体と前記第1キャビティ面との間に前記樹脂部に対応したキャビティを形成する第2型と、
前記金属体の裏面に対向するように第1キャビティ面に形成された、前記キャビティに溶融樹脂を射出するゲートとを備えた、射出成形用金型。 - 前記第1型は、前記キャビティ内に突出するとともに、型締めしたときに先端面が前記金属体の裏面を押圧する突出部を含む、請求項1記載の射出成形用金型。
- 前記第1型に対して前記第1型内を型締め方向に相対移動可能であり、先端部分が前記キャビティ内に突出し、型締めしたときに、先端面が前記金属体の裏面を押圧するスライド型を更に備えた、請求項1に記載の射出成形用金型。
- 前記第1型は、前記金属体を配置する位置を決定するとともに、型締めしたときに前記金属体の裏面の周縁を押圧する周縁当接部を含む、請求項1から請求項3のいずれかに記載の射出成形用金型。
- 金属体の裏面に樹脂部が成形され、その樹脂部の成形と同時に前記金属体の表面が加飾シートにより加飾された複合品の製造方法であって、
型締めにより前記樹脂部に対応したキャビティが形成される、第1型と第2型とを有する射出成形用金型が用いられ、
第1型の第1キャビティ面に前記金属体を配置し、第2型の前記金属体の表面に沿った形状を有する第2キャビティ面に前記加飾シートを配置する工程と、
型締めして、前記キャビティを形成するとともに前記金属体の裏面を押圧する工程と、
前記金属体の裏面に向かって前記キャビティに溶融樹脂を射出して、前記樹脂部を前記金属体の裏面に一体的に成形すると同時に、前記金属体の裏面を押圧する圧力と前記溶融樹脂の熱及び圧力とを利用して、前記加飾シートを前記金属体の表面に固着させる工程とを備えた、複合品の製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009159230A JP4633181B2 (ja) | 2009-07-03 | 2009-07-03 | 射出成形用金型及び複合品の製造方法 |
| PCT/JP2010/059861 WO2011001809A1 (ja) | 2009-07-03 | 2010-06-10 | 射出成形用金型及び複合品の製造方法 |
| CN201080029664.0A CN102470588B (zh) | 2009-07-03 | 2010-06-10 | 复合品的制造方法 |
| KR1020117027911A KR101218912B1 (ko) | 2009-07-03 | 2010-06-10 | 사출성형용 금형 및 복합품의 제조방법 |
| TW099121768A TWI533993B (zh) | 2009-07-03 | 2010-07-02 | 射出成形用金屬模具及合成品之製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009159230A JP4633181B2 (ja) | 2009-07-03 | 2009-07-03 | 射出成形用金型及び複合品の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011011505A JP2011011505A (ja) | 2011-01-20 |
| JP4633181B2 true JP4633181B2 (ja) | 2011-02-16 |
Family
ID=43410888
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009159230A Expired - Fee Related JP4633181B2 (ja) | 2009-07-03 | 2009-07-03 | 射出成形用金型及び複合品の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JP4633181B2 (ja) |
| KR (1) | KR101218912B1 (ja) |
| CN (1) | CN102470588B (ja) |
| TW (1) | TWI533993B (ja) |
| WO (1) | WO2011001809A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011104962A (ja) * | 2009-11-20 | 2011-06-02 | Nissha Printing Co Ltd | 射出成形用金型及び複合品の製造方法 |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5457134B2 (ja) * | 2009-10-22 | 2014-04-02 | 吉田テクノワークス株式会社 | プレス成形と同時に熱転写する方法 |
| JP5313302B2 (ja) * | 2011-06-29 | 2013-10-09 | 日本写真印刷株式会社 | 転写加飾品の製造方法、転写加飾装置及び転写加飾品 |
| TW201313484A (zh) * | 2011-09-27 | 2013-04-01 | Ichia Tech Inc | 金屬殼體具有塑膠機構之複合件 |
| JP5784547B2 (ja) * | 2012-06-05 | 2015-09-24 | 株式会社東海理化電機製作所 | 転写成形体 |
| JP5914803B2 (ja) * | 2013-03-07 | 2016-05-11 | パナソニックIpマネジメント株式会社 | インモールド成形方法、及びインモールド成形装置 |
| KR20150077821A (ko) * | 2013-12-30 | 2015-07-08 | 현대자동차주식회사 | 자동차용 내장재 부품 성형 장치 및 방법, 이에 의해 제조되는 내장재 부품 |
| JP6536104B2 (ja) * | 2014-06-05 | 2019-07-03 | 中西金属工業株式会社 | 円環状インサート成形品の製造方法 |
| JP6720976B2 (ja) * | 2015-09-09 | 2020-07-08 | コニカミノルタ株式会社 | 成形金型及びそれを用いる板状部品の製造方法 |
| KR101972027B1 (ko) * | 2017-12-22 | 2019-04-24 | (주)에스더블유솔루션 | 메탈릭 사출용 금형장치 및 이를 이용한 메탈릭 사출 방법 |
| US20210078222A1 (en) * | 2018-05-24 | 2021-03-18 | Nissan Motor Co., Ltd. | Method of forming component using metal-resin composite and mold for forming said component |
| JP7213725B2 (ja) * | 2019-03-08 | 2023-01-27 | 東海興業株式会社 | 射出成形品成形用の金型装置、射出成形品の製造方法 |
| WO2020240245A1 (ja) | 2019-05-24 | 2020-12-03 | 日産自動車株式会社 | 複合体用成形型 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6370199U (ja) * | 1986-10-24 | 1988-05-11 | ||
| JPH02249642A (ja) * | 1989-03-23 | 1990-10-05 | Dainippon Printing Co Ltd | 木目成形品、木目成形品の製造方法及び木目成形品成形用シート |
| JPH03232303A (ja) * | 1989-11-09 | 1991-10-16 | Mitsui Petrochem Ind Ltd | パラボラアンテナ反射板およびその製造方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0127159B1 (en) * | 1983-05-25 | 1991-09-04 | Showa Denko Kabushiki Kaisha | Method of manufacturing container covers |
| JPH0294847A (ja) * | 1988-09-30 | 1990-04-05 | Toshiba Corp | 故障ステーション検出方法 |
| JP3514560B2 (ja) * | 1995-09-29 | 2004-03-31 | 日本写真印刷株式会社 | 2色成形同時絵付け品とその製造方法 |
| JP2004174925A (ja) * | 2002-11-27 | 2004-06-24 | Fujimori Kogyo Co Ltd | 成形品の製造方法、成形品、および成形金型 |
| MX2007010932A (es) * | 2005-03-10 | 2007-10-15 | Nissha Printing | Metodo para la fabricacion de una cubierta para aparato electronico. |
| JP2007176108A (ja) * | 2005-12-28 | 2007-07-12 | Sharp Corp | 電子機器のキャビネットをインサート成形する方法及び皮革製カバーによって覆われたキャビネットを有する電子機器 |
| JP5435901B2 (ja) * | 2008-06-28 | 2014-03-05 | 日本写真印刷株式会社 | 宝石をインサートした樹脂成形品の製造方法 |
-
2009
- 2009-07-03 JP JP2009159230A patent/JP4633181B2/ja not_active Expired - Fee Related
-
2010
- 2010-06-10 KR KR1020117027911A patent/KR101218912B1/ko not_active IP Right Cessation
- 2010-06-10 CN CN201080029664.0A patent/CN102470588B/zh not_active Expired - Fee Related
- 2010-06-10 WO PCT/JP2010/059861 patent/WO2011001809A1/ja active Application Filing
- 2010-07-02 TW TW099121768A patent/TWI533993B/zh not_active IP Right Cessation
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6370199U (ja) * | 1986-10-24 | 1988-05-11 | ||
| JPH02249642A (ja) * | 1989-03-23 | 1990-10-05 | Dainippon Printing Co Ltd | 木目成形品、木目成形品の製造方法及び木目成形品成形用シート |
| JPH03232303A (ja) * | 1989-11-09 | 1991-10-16 | Mitsui Petrochem Ind Ltd | パラボラアンテナ反射板およびその製造方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011104962A (ja) * | 2009-11-20 | 2011-06-02 | Nissha Printing Co Ltd | 射出成形用金型及び複合品の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| TW201111152A (en) | 2011-04-01 |
| KR20120005528A (ko) | 2012-01-16 |
| TWI533993B (zh) | 2016-05-21 |
| WO2011001809A1 (ja) | 2011-01-06 |
| CN102470588B (zh) | 2014-03-12 |
| JP2011011505A (ja) | 2011-01-20 |
| CN102470588A (zh) | 2012-05-23 |
| KR101218912B1 (ko) | 2013-01-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4633181B2 (ja) | 射出成形用金型及び複合品の製造方法 | |
| JP5528781B2 (ja) | 射出成形用金型及び複合品の製造方法 | |
| JP6752857B2 (ja) | 自動車用レーダーセンサのためのカバー | |
| CN103097100A (zh) | 生产模制件的方法和模制件 | |
| JP6844766B2 (ja) | 加飾樹脂製品の製造方法 | |
| JP5790513B2 (ja) | 加飾成形品の製造方法 | |
| JP6376035B2 (ja) | 加飾成形品の製造方法 | |
| JP6475129B2 (ja) | 加飾成形品の製造方法 | |
| JP5662673B2 (ja) | 複合品の製造方法 | |
| CN102834274B (zh) | 转印装饰品的制造方法、转印装饰装置以及转印装饰品 | |
| WO2012105665A1 (ja) | テキスタイル/樹脂積層構造ハウジング及びその製造装置 | |
| JP5061975B2 (ja) | 加飾樹脂成形品の製造方法及び加飾樹脂成形品 | |
| JP2008149702A (ja) | 薄膜を有する成形品の製造方法 | |
| KR100717711B1 (ko) | 장식용 필름층을 갖는 사출성형품의 제작 방법 | |
| JP5313302B2 (ja) | 転写加飾品の製造方法、転写加飾装置及び転写加飾品 | |
| KR101317646B1 (ko) | 열가소성 합성수지와 핫 멜트로 이루어지는 성형 부품의 제조방법 | |
| JPH10156870A (ja) | 射出成形同時絵付装置及び方法 | |
| JP5779446B2 (ja) | 転写加飾用金型及び転写加飾装置 | |
| JP5705807B2 (ja) | 加飾成形品の製造方法 | |
| JP2012254546A (ja) | フィルム加工工法 | |
| JP2018001432A (ja) | 凸凹模様を付加した立体的な形状の樹脂成形品とその製造方法 | |
| JP2014213486A (ja) | インモールド成形用金型とインモールド成形方法 | |
| JP2017213758A (ja) | 樹脂成形品の製造方法及び金型 | |
| JP2005297301A (ja) | 内装品の真空成形方法及び真空成形機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20101109 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20101116 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4633181 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131126 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131126 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |