JP4611684B2 - コイル巻線方法及びコイル巻線装置 - Google Patents
コイル巻線方法及びコイル巻線装置 Download PDFInfo
- Publication number
- JP4611684B2 JP4611684B2 JP2004235365A JP2004235365A JP4611684B2 JP 4611684 B2 JP4611684 B2 JP 4611684B2 JP 2004235365 A JP2004235365 A JP 2004235365A JP 2004235365 A JP2004235365 A JP 2004235365A JP 4611684 B2 JP4611684 B2 JP 4611684B2
- Authority
- JP
- Japan
- Prior art keywords
- wound
- winding
- coil
- nozzle
- axis
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images











Landscapes
- Manufacture Of Motors, Generators (AREA)
Description
しかし、この種のフライヤ回転型のコイル巻線方法にあっては、コイル巻線中にワイヤのよじれが発生し、巻枠に巻線されたコイルの半径方向の厚みがそのよじれ分だけ大きくなるため、コイル挿入治具の同一円周上に植設された多数対のブレード間へのコイル挿入に無理がかかってワイヤ切断のおそれがあると共に、ワイヤの整列巻きが損なわれてワイヤの占積率低下につながるおそれもあった。
この発明は上記の点に鑑みてなされたものであり、巻枠の高速回転が可能で端末線の本数を減少させ渡り線の長さを短くし得て、且つ、帯状に並列した複数本のワイヤのよじれを防止することができるコイル巻線方法を提供することを目的とする。
上記第2の被巻線部材を、上記第1の被巻線部材からその回転軸線(X1)と直交する方向に離間し、且つ少なくともその回転軸線(X1)に沿う巻線長だけ上記ノズルの移動方向にずれた位置に配置して、上記第1の被巻線部材だけをその回転軸線(X1)の回りに回転させてその第1の被巻線部材に第1のコイルを巻線した後、
上記第2の被巻線部材をその回転軸線(X2)に直交する方向に移動させて上記第1の被巻線部材に連結させ、さらにその第1の被巻線部材と共に移動させて第2の被巻線部材の回転軸線(X2)を上記第1の被巻線部材の移動前の回転軸線(X1)の位置に移行させ、その第2の被巻線部材をその回転軸線(X2)の回りに上記第1の被巻線部材と一体的に回転させて、その第2の被巻線部材に第2のコイルを巻線することを特徴とする。
そして、上記第1の被巻線部材の回転軸線(X1)が上記軸腺(X)の位置にあり、上記第2の被巻線部材が第1の被巻線部材からその回転軸線(X1)と直交する方向に離間した位置にある状態で、上記第1の被巻線部材だけを上記回転母体によって上記回転軸線(X1)の回りに回転させながら上記ノズルを上記移動方向へ移動させることによって、そのノズルから供給される複数本のワイヤによって上記第1の被巻線部材に第1のコイルを巻線し、
上記第2の被巻線部材を上記軸線(X)と直交する方向に移動させて上記第1の被巻線部材に連結させ、その第2の被巻線部材の回転軸(X2)を上記軸線(X)の位置に移行させた状態で、その第2の被巻線部材を上記回転母体によって上記回転軸(X2)の回りに上記第1の被巻線部材と一体的に回転させながら上記ノズルを上記移動方向へさらに移動させることによって、そのノズルから供給される複数本のワイヤによって上記第2の被巻線部材に第2のコイルを連続して巻線し得るように構成したことを特徴とする。
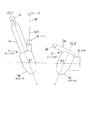
このコイル巻線装置において、上記第1の被巻線部材が、巻枠本体と、上記ノズルから供給される複数本のワイヤの巻き始め線を把持するグリッパと、その巻き始め線の長さを設定する巻き始め線ガイドとを一体に設けた第1の巻枠であり、上記第2の被巻線部材が、巻枠本体と、上記ワイヤの渡り線の長さを設定するガイドピンと、上記第2の巻枠が第1の巻枠と一体となって回転するときにその一対の巻枠の回転バランスをとるための重錘とを一体に設けた第2の巻枠であるのが好ましい。
この発明によるコイル巻線方法を実施するためのコイル巻線装置は、帯状に並列した複数本のワイヤを供給しながら所定方向に移動するノズル、ノズルの移動方向にそれぞれ平行な回転軸線を有し、単独あるいは一体的に回転する第1の被巻線部材及び第2の被巻線部材、及び第1,第2の被巻線部材をその回転軸線の回りに回転させたり、その回転軸線方向に移動させたりする駆動手段等から構成されている。
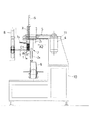
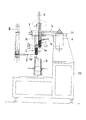
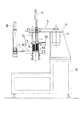
図1は、上記第1の被巻線部材及び上記第2の被巻線部材が第1の巻枠及び第2の巻枠からなる実施例のコイル巻線装置と、巻線されたコイルを受け取ってモータの固定子スロットに挿入するコイル挿入装置との概略構成を模式的に示す正面図である。
基台10の上部に水平状態に設けられた基板11には、図で垂直方向の回転軸線X1,X2を有する第1の巻枠1及び第2の巻枠2が水平方向(図で左右方向)に移動可能に設けられている。また、基板11の図で左側には移動した第1の巻枠1及び第2の巻枠2をそれぞれ回転させる回転母体3が回転自在に設けてあり、回転駆動モータ4によりタイミングベルト5を介してノズル7の移動方向に平行な軸線Xの回りに往復回転可能に駆動される。そして、第2の巻枠2の巻線部は第1の巻枠1の巻線部に対して、少なくとも第1の巻枠1の回転軸線X1に沿う巻線長だけノズル7の移動方向(図では下方)にずらせて配設されており、第1の巻枠1は巻枠上下動モータ6により上下動する。
このような構成からなるコイル巻線装置の図で下方には、基台10に設けられ図示しない駆動手段により、垂直方向に昇降可能であり、巻線しようとするモータの極数に応じてインデックス回転可能な周知のコイル挿入治具9が設けてある。
同様にして、第3,第4の一対のコイルを連続巻線してコイル挿入治具9に挿入し、所定極数の対のコイルがすべて巻線されてコイル挿入治具9に挿入された後、図示しない固定子のスロットに挿入される。
さらに、第2の巻枠2に重錘2cを付加することにより、第2の巻枠2が第1の巻枠1と一体的に回転したときのバランスをとることができ、高速巻線が可能になる。なお、この実施例において、第1,第2の巻枠1,2は随時交換することができ、第1,第2の巻枠1,2に代えて固定子のコアを形成する第1,第2のコアに直接巻線することも可能である。
2:第2の巻枠(第2の被巻線部材) 2a:巻枠本体 2c:重錘
3:回転母体 7:ノズル 9:コイル挿入治具 10:基台 11:基板
21:第1のコア(第1の被巻線部材) 22:第2のコア(第2の被巻線部材)
W:ワイヤ W1:巻き始め線 W2:渡り線 W3:巻き終わり線
Claims (5)
- 帯状に並列した複数本のワイヤを、該ワイヤに直交する方向に移動可能なノズルから供給し、該ノズルの移動方向に平行な回転軸線の回りに回転する第1の被巻線部材及び第2の被巻線部材に順次連続して巻線するコイル巻線方法であって、
前記第2の被巻線部材を、前記第1の被巻線部材からその回転軸線(X1)と直交する方向に離間し、且つ少なくとも該回転軸線(X1)に沿う巻線長だけ前記ノズルの移動方向にずれた位置に配置して、前記第1の被巻線部材だけを前記回転軸線(X1)の回りに回転させて該第1の被巻線部材に第1のコイルを巻線した後、
前記第2の被巻線部材をその回転軸線(X2)に直交する方向に移動させて前記第1の被巻線部材に連結させ、さらに該第1の被巻線部材と共に移動させて該第2の被巻線部材の回転軸線(X2)を前記第1の被巻線部材の移動前の回転軸線(X1)の位置に移行させ、該第2の被巻線部材を前記回転軸線(X2)の回りに前記第1の被巻線部材と一体的に回転させて、該第2の被巻線部材に第2のコイルを巻線することを特徴とするコイル巻線方法。 - 前記第1の被巻線部材及び前記第2の被巻線部材は、それぞれ、第1の巻枠及び第2の巻枠である請求項1記載のコイル巻線方法。
- 請求項2記載のコイル巻線方法において、前記第2の巻枠に重錘を付加して前記第1の巻枠と一体的に回転するときのバランスを保つようにしたコイル巻線方法。
- 帯状に並列した複数本のワイヤを供給し、該ワイヤの供給方向に直交する方向に移動可能なノズルと、該ノズルの移動方向に平行な軸腺(X)の回りに回転駆動される回転母体と、それぞれ前記軸線(X)と平行な回転軸線(X1,X2)を有する第1の被巻線部材及び第2の被巻線部材とを備え、
前記第1の被巻線部材及び第2の被巻線部材はそれぞれ前記軸線(X)と直交する方向に移動可能であって、前記第2の被巻線部材は、前記第1の被巻線部材に対して少なくとも該第1の被巻線部材の前記回転軸線(X1)の方向に沿う巻線長だけ前記ノズルの移動方向にずれた位置に配置されており、
前記第1の被巻線部材の回転軸線(X1)が前記軸腺(X)の位置にあり、前記第2の被巻線部材が前記第1の被巻線部材からその回転軸線(X1)と直交する方向に離間した位置にある状態で、前記第1の被巻線部材だけを前記回転母体によって前記回転軸線(X1)の回りに回転させながら前記ノズルを前記移動方向へ移動させることによって、該ノズルから供給される複数本のワイヤによって該第1の被巻線部材に第1のコイルを巻線し、
前記第2の被巻線部材を前記軸線(X)と直交する方向に移動させて前記第1の被巻線部材に連結させ、該第2の被巻線部材の回転軸(X2)を前記軸線(X)の位置に移行させた状態で、該第2の被巻線部材を前記回転母体によって前記回転軸(X2)の回りに前記第1の被巻線部材と一体的に回転させながら前記ノズルを前記移動方向へさらに移動させることによって、該ノズルから供給される複数本のワイヤによって該第2の被巻線部材に第2のコイルを連続して巻線し得るように構成したことを特徴とするコイル巻線装置。 - 前記第1の被巻線部材が、巻枠本体と、前記ノズルから供給される複数本のワイヤの巻き始め線を把持するグリッパと、該巻き始め線の長さを設定する巻き始め線ガイドとを一体に設けた第1の巻枠であり、
前記第2の被巻線部材が、巻枠本体と、前記ワイヤの渡り線の長さを設定するガイドピンと、前記第2の巻枠が前記第1の巻枠と一体となって回転するときにその一対の巻枠の回転バランスをとるための重錘とを一体に設けた第2の巻枠である請求項4記載のコイル巻線装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004235365A JP4611684B2 (ja) | 2004-08-12 | 2004-08-12 | コイル巻線方法及びコイル巻線装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004235365A JP4611684B2 (ja) | 2004-08-12 | 2004-08-12 | コイル巻線方法及びコイル巻線装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006054967A JP2006054967A (ja) | 2006-02-23 |
| JP4611684B2 true JP4611684B2 (ja) | 2011-01-12 |
Family
ID=36032050
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004235365A Expired - Lifetime JP4611684B2 (ja) | 2004-08-12 | 2004-08-12 | コイル巻線方法及びコイル巻線装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4611684B2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5312157B2 (ja) * | 2009-04-03 | 2013-10-09 | 三工機器株式会社 | コイル巻線方法及びコイル巻線装置 |
| JP5661831B2 (ja) * | 2013-02-26 | 2015-01-28 | ファナック株式会社 | ワイヤのよじれがないコイルをステータに挿入する巻線挿入機 |
| KR102021662B1 (ko) * | 2017-09-19 | 2019-09-16 | 김동섭 | 모터 고정자용 다열정렬 권선장치 및 이를 이용한 권선방법 |
| JP7536627B2 (ja) | 2020-12-14 | 2024-08-20 | Nittoku株式会社 | 巻線装置及び巻線方法 |
| KR102664482B1 (ko) * | 2021-10-15 | 2024-05-14 | 주식회사 야호텍 | 블레이드의 위치가 조정된 인서트 툴 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0530060Y2 (ja) * | 1988-09-05 | 1993-07-30 | ||
| JPH11289723A (ja) * | 1998-04-03 | 1999-10-19 | Hitachi Ltd | 回転電機の固定子の製造装置及び製造方法 |
| JP4382182B2 (ja) * | 1999-01-14 | 2009-12-09 | 三工機器株式会社 | 巻線方法及び巻線装置 |
| JP4530493B2 (ja) * | 2000-06-26 | 2010-08-25 | 株式会社東郷製作所 | 回転機用コイルユニットの製造方法 |
| JP4085698B2 (ja) * | 2002-05-30 | 2008-05-14 | 日産自動車株式会社 | 巻線方法および巻線装置 |
| EP1528657B1 (en) * | 2002-08-08 | 2015-02-11 | Aisin Aw Co., Ltd. | Coil forming method and coil forming device |
-
2004
- 2004-08-12 JP JP2004235365A patent/JP4611684B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006054967A (ja) | 2006-02-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3618245B1 (en) | Method and device for inserting insulating sleeves into wiring slots of flat wire motor stator | |
| US7770286B2 (en) | Manufacturing method for a winding assembly of a rotary electrical machine | |
| US5864940A (en) | Method for producing a winding of a stator coil | |
| CN101989777B (zh) | 电机及电机的制造方法 | |
| CN111615781B (zh) | 制造用于电机的连续条形绕组的方法 | |
| CN112703665A (zh) | 用于为电机的绕组提供发卡型元件的方法 | |
| JP4611684B2 (ja) | コイル巻線方法及びコイル巻線装置 | |
| JP5312157B2 (ja) | コイル巻線方法及びコイル巻線装置 | |
| JP5942236B1 (ja) | コイルユニット配列装置 | |
| JP2005102402A (ja) | ステータ製造装置 | |
| CN100413185C (zh) | 线圈形成插入装置以及线圈形成插入方法 | |
| KR20190032093A (ko) | 모터 고정자용 다열정렬 권선장치 및 이를 이용한 권선방법 | |
| KR102636432B1 (ko) | 모터 코일의 와이어 정렬 장치 | |
| JPH1198779A (ja) | 巻線機におけるワイヤのよじれ防止装置 | |
| KR102310393B1 (ko) | 모터 고정자용 동시권선장치 및 이를 이용한 권선방법 | |
| GB2437716A (en) | Method of forming single-layer coils | |
| JP5768305B1 (ja) | 固定子の製造方法および装置 | |
| JP4084083B2 (ja) | ステータコアの巻線方法及びその装置 | |
| JP4456053B2 (ja) | コイルの巻線システム及び巻線方法 | |
| JP2003333809A5 (ja) | ||
| JP2004282941A (ja) | 巻線装置 | |
| CN216122145U (zh) | 一种罩极电机定子绕线装置 | |
| JP4158973B2 (ja) | ステータコアの巻線方法及びその装置 | |
| EP1111760A2 (en) | Apparatus and methods for winding dynamo-electric machine stators with parallel wires | |
| JP3621079B2 (ja) | 多極電機子の巻線方法及び巻線装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070412 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100218 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100223 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100426 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20101012 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20101014 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131022 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4611684 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |