JP4594837B2 - 多孔積層体の製造方法 - Google Patents
多孔積層体の製造方法 Download PDFInfo
- Publication number
- JP4594837B2 JP4594837B2 JP2005275134A JP2005275134A JP4594837B2 JP 4594837 B2 JP4594837 B2 JP 4594837B2 JP 2005275134 A JP2005275134 A JP 2005275134A JP 2005275134 A JP2005275134 A JP 2005275134A JP 4594837 B2 JP4594837 B2 JP 4594837B2
- Authority
- JP
- Japan
- Prior art keywords
- porous
- laminate
- intermediate layer
- resin
- filler
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 31
- 238000000034 method Methods 0.000 claims description 94
- -1 polypropylene Polymers 0.000 claims description 91
- 229920005992 thermoplastic resin Polymers 0.000 claims description 68
- 239000000945 filler Substances 0.000 claims description 53
- 239000012530 fluid Substances 0.000 claims description 43
- 229920005989 resin Polymers 0.000 claims description 43
- 239000011347 resin Substances 0.000 claims description 43
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical group O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 claims description 32
- 239000011342 resin composition Substances 0.000 claims description 30
- 239000004743 Polypropylene Substances 0.000 claims description 27
- 239000000203 mixture Substances 0.000 claims description 27
- 230000035699 permeability Effects 0.000 claims description 27
- 229920001155 polypropylene Polymers 0.000 claims description 27
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 claims description 21
- 239000001569 carbon dioxide Substances 0.000 claims description 16
- 229910002092 carbon dioxide Inorganic materials 0.000 claims description 16
- 238000004891 communication Methods 0.000 claims description 11
- 229910052757 nitrogen Inorganic materials 0.000 claims description 8
- 230000008016 vaporization Effects 0.000 claims description 5
- 229920000573 polyethylene Polymers 0.000 description 29
- 239000004698 Polyethylene Substances 0.000 description 28
- 229920000642 polymer Polymers 0.000 description 27
- 229920000181 Ethylene propylene rubber Polymers 0.000 description 20
- TZCXTZWJZNENPQ-UHFFFAOYSA-L barium sulfate Chemical compound [Ba+2].[O-]S([O-])(=O)=O TZCXTZWJZNENPQ-UHFFFAOYSA-L 0.000 description 20
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 19
- 239000005977 Ethylene Substances 0.000 description 19
- 239000007789 gas Substances 0.000 description 16
- 230000008018 melting Effects 0.000 description 15
- 238000002844 melting Methods 0.000 description 15
- 239000004014 plasticizer Substances 0.000 description 15
- 229920001577 copolymer Polymers 0.000 description 14
- 239000003960 organic solvent Substances 0.000 description 14
- 239000002245 particle Substances 0.000 description 14
- 239000000126 substance Substances 0.000 description 14
- 230000000052 comparative effect Effects 0.000 description 13
- 239000011148 porous material Substances 0.000 description 13
- 239000000654 additive Substances 0.000 description 12
- 150000001336 alkenes Chemical class 0.000 description 12
- 150000001875 compounds Chemical class 0.000 description 12
- 238000010438 heat treatment Methods 0.000 description 12
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 description 12
- 230000001965 increasing effect Effects 0.000 description 11
- 125000004805 propylene group Chemical group [H]C([H])([H])C([H])([*:1])C([H])([H])[*:2] 0.000 description 11
- 229920001971 elastomer Polymers 0.000 description 10
- 239000007788 liquid Substances 0.000 description 10
- 238000005259 measurement Methods 0.000 description 10
- 238000002156 mixing Methods 0.000 description 10
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 10
- 230000000996 additive effect Effects 0.000 description 9
- 239000004359 castor oil Substances 0.000 description 9
- 229920001903 high density polyethylene Polymers 0.000 description 9
- 239000004700 high-density polyethylene Substances 0.000 description 9
- 239000000463 material Substances 0.000 description 9
- 230000008569 process Effects 0.000 description 9
- WSSSPWUEQFSQQG-UHFFFAOYSA-N 4-methyl-1-pentene Chemical compound CC(C)CC=C WSSSPWUEQFSQQG-UHFFFAOYSA-N 0.000 description 8
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 8
- GQPLMRYTRLFLPF-UHFFFAOYSA-N Nitrous Oxide Chemical compound [O-][N+]#N GQPLMRYTRLFLPF-UHFFFAOYSA-N 0.000 description 8
- 239000004793 Polystyrene Substances 0.000 description 8
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 8
- 235000019438 castor oil Nutrition 0.000 description 8
- 238000005187 foaming Methods 0.000 description 8
- ZEMPKEQAKRGZGQ-XOQCFJPHSA-N glycerol triricinoleate Natural products CCCCCC[C@@H](O)CC=CCCCCCCCC(=O)OC[C@@H](COC(=O)CCCCCCCC=CC[C@@H](O)CCCCCC)OC(=O)CCCCCCCC=CC[C@H](O)CCCCCC ZEMPKEQAKRGZGQ-XOQCFJPHSA-N 0.000 description 8
- 238000000465 moulding Methods 0.000 description 8
- 239000002904 solvent Substances 0.000 description 8
- 229910052783 alkali metal Inorganic materials 0.000 description 7
- 150000001340 alkali metals Chemical class 0.000 description 7
- 239000011255 nonaqueous electrolyte Substances 0.000 description 7
- 229920002857 polybutadiene Polymers 0.000 description 7
- 229920000728 polyester Polymers 0.000 description 7
- 229920013716 polyethylene resin Polymers 0.000 description 7
- 229920002223 polystyrene Polymers 0.000 description 7
- 239000000243 solution Substances 0.000 description 7
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 7
- 239000004711 α-olefin Substances 0.000 description 7
- VXNZUUAINFGPBY-UHFFFAOYSA-N 1-Butene Chemical compound CCC=C VXNZUUAINFGPBY-UHFFFAOYSA-N 0.000 description 6
- AFFLGGQVNFXPEV-UHFFFAOYSA-N 1-decene Chemical compound CCCCCCCCC=C AFFLGGQVNFXPEV-UHFFFAOYSA-N 0.000 description 6
- LIKMAJRDDDTEIG-UHFFFAOYSA-N 1-hexene Chemical compound CCCCC=C LIKMAJRDDDTEIG-UHFFFAOYSA-N 0.000 description 6
- KWKAKUADMBZCLK-UHFFFAOYSA-N 1-octene Chemical compound CCCCCCC=C KWKAKUADMBZCLK-UHFFFAOYSA-N 0.000 description 6
- XPDWGBQVDMORPB-UHFFFAOYSA-N Fluoroform Chemical compound FC(F)F XPDWGBQVDMORPB-UHFFFAOYSA-N 0.000 description 6
- 239000005062 Polybutadiene Substances 0.000 description 6
- HQQADJVZYDDRJT-UHFFFAOYSA-N ethene;prop-1-ene Chemical group C=C.CC=C HQQADJVZYDDRJT-UHFFFAOYSA-N 0.000 description 6
- 229920001519 homopolymer Polymers 0.000 description 6
- 239000011256 inorganic filler Substances 0.000 description 6
- 229910003475 inorganic filler Inorganic materials 0.000 description 6
- 238000006116 polymerization reaction Methods 0.000 description 6
- 229920005672 polyolefin resin Polymers 0.000 description 6
- 239000005060 rubber Substances 0.000 description 6
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 5
- 229920001400 block copolymer Polymers 0.000 description 5
- 125000004432 carbon atom Chemical group C* 0.000 description 5
- 239000003795 chemical substances by application Substances 0.000 description 5
- 238000013329 compounding Methods 0.000 description 5
- 229920003244 diene elastomer Polymers 0.000 description 5
- 235000014113 dietary fatty acids Nutrition 0.000 description 5
- 229910001873 dinitrogen Inorganic materials 0.000 description 5
- 239000008151 electrolyte solution Substances 0.000 description 5
- 239000000194 fatty acid Substances 0.000 description 5
- 229930195729 fatty acid Natural products 0.000 description 5
- 150000004665 fatty acids Chemical class 0.000 description 5
- VLKZOEOYAKHREP-UHFFFAOYSA-N n-Hexane Chemical compound CCCCCC VLKZOEOYAKHREP-UHFFFAOYSA-N 0.000 description 5
- 239000003921 oil Substances 0.000 description 5
- 235000019198 oils Nutrition 0.000 description 5
- 238000005191 phase separation Methods 0.000 description 5
- 229920002647 polyamide Polymers 0.000 description 5
- BQCIDUSAKPWEOX-UHFFFAOYSA-N 1,1-Difluoroethene Chemical group FC(F)=C BQCIDUSAKPWEOX-UHFFFAOYSA-N 0.000 description 4
- ULQISTXYYBZJSJ-UHFFFAOYSA-N 12-hydroxyoctadecanoic acid Chemical compound CCCCCCC(O)CCCCCCCCCCC(O)=O ULQISTXYYBZJSJ-UHFFFAOYSA-N 0.000 description 4
- OTMSDBZUPAUEDD-UHFFFAOYSA-N Ethane Chemical compound CC OTMSDBZUPAUEDD-UHFFFAOYSA-N 0.000 description 4
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 4
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 4
- KFZMGEQAYNKOFK-UHFFFAOYSA-N Isopropanol Chemical compound CC(C)O KFZMGEQAYNKOFK-UHFFFAOYSA-N 0.000 description 4
- 235000021355 Stearic acid Nutrition 0.000 description 4
- 229910000019 calcium carbonate Inorganic materials 0.000 description 4
- 239000003575 carbonaceous material Substances 0.000 description 4
- 229920006026 co-polymeric resin Polymers 0.000 description 4
- 239000000806 elastomer Substances 0.000 description 4
- 239000003792 electrolyte Substances 0.000 description 4
- 238000001125 extrusion Methods 0.000 description 4
- 239000011737 fluorine Substances 0.000 description 4
- 229910052731 fluorine Inorganic materials 0.000 description 4
- 239000011261 inert gas Substances 0.000 description 4
- 229920001684 low density polyethylene Polymers 0.000 description 4
- 239000004702 low-density polyethylene Substances 0.000 description 4
- 239000000178 monomer Substances 0.000 description 4
- 239000001272 nitrous oxide Substances 0.000 description 4
- GLDOVTGHNKAZLK-UHFFFAOYSA-N octadecan-1-ol Chemical compound CCCCCCCCCCCCCCCCCCO GLDOVTGHNKAZLK-UHFFFAOYSA-N 0.000 description 4
- QIQXTHQIDYTFRH-UHFFFAOYSA-N octadecanoic acid Chemical compound CCCCCCCCCCCCCCCCCC(O)=O QIQXTHQIDYTFRH-UHFFFAOYSA-N 0.000 description 4
- OQCDKBAXFALNLD-UHFFFAOYSA-N octadecanoic acid Natural products CCCCCCCC(C)CCCCCCCCC(O)=O OQCDKBAXFALNLD-UHFFFAOYSA-N 0.000 description 4
- 239000012188 paraffin wax Substances 0.000 description 4
- 239000008188 pellet Substances 0.000 description 4
- 239000004417 polycarbonate Substances 0.000 description 4
- 229920000515 polycarbonate Polymers 0.000 description 4
- 229920001195 polyisoprene Polymers 0.000 description 4
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 4
- 239000004810 polytetrafluoroethylene Substances 0.000 description 4
- 239000000843 powder Substances 0.000 description 4
- 229920005604 random copolymer Polymers 0.000 description 4
- 238000000926 separation method Methods 0.000 description 4
- 239000002002 slurry Substances 0.000 description 4
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 3
- WEVYAHXRMPXWCK-UHFFFAOYSA-N Acetonitrile Chemical compound CC#N WEVYAHXRMPXWCK-UHFFFAOYSA-N 0.000 description 3
- YMWUJEATGCHHMB-UHFFFAOYSA-N Dichloromethane Chemical compound ClCCl YMWUJEATGCHHMB-UHFFFAOYSA-N 0.000 description 3
- 239000004593 Epoxy Substances 0.000 description 3
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 3
- KMTRUDSVKNLOMY-UHFFFAOYSA-N Ethylene carbonate Chemical compound O=C1OCCO1 KMTRUDSVKNLOMY-UHFFFAOYSA-N 0.000 description 3
- WHXSMMKQMYFTQS-UHFFFAOYSA-N Lithium Chemical compound [Li] WHXSMMKQMYFTQS-UHFFFAOYSA-N 0.000 description 3
- HBBGRARXTFLTSG-UHFFFAOYSA-N Lithium ion Chemical compound [Li+] HBBGRARXTFLTSG-UHFFFAOYSA-N 0.000 description 3
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 3
- 230000008901 benefit Effects 0.000 description 3
- 150000007942 carboxylates Chemical class 0.000 description 3
- 239000003054 catalyst Substances 0.000 description 3
- 150000001993 dienes Chemical class 0.000 description 3
- 238000009792 diffusion process Methods 0.000 description 3
- 150000002148 esters Chemical class 0.000 description 3
- 238000001704 evaporation Methods 0.000 description 3
- 230000008020 evaporation Effects 0.000 description 3
- 239000010439 graphite Substances 0.000 description 3
- 229910002804 graphite Inorganic materials 0.000 description 3
- WMIYKQLTONQJES-UHFFFAOYSA-N hexafluoroethane Chemical compound FC(F)(F)C(F)(F)F WMIYKQLTONQJES-UHFFFAOYSA-N 0.000 description 3
- FUZZWVXGSFPDMH-UHFFFAOYSA-N hexanoic acid Chemical compound CCCCCC(O)=O FUZZWVXGSFPDMH-UHFFFAOYSA-N 0.000 description 3
- 238000005470 impregnation Methods 0.000 description 3
- 229920003049 isoprene rubber Polymers 0.000 description 3
- 229940057995 liquid paraffin Drugs 0.000 description 3
- 229910052744 lithium Inorganic materials 0.000 description 3
- 229910001416 lithium ion Inorganic materials 0.000 description 3
- 239000000155 melt Substances 0.000 description 3
- 239000012528 membrane Substances 0.000 description 3
- TVMXDCGIABBOFY-UHFFFAOYSA-N n-Octanol Natural products CCCCCCCC TVMXDCGIABBOFY-UHFFFAOYSA-N 0.000 description 3
- 239000012766 organic filler Substances 0.000 description 3
- 238000004806 packaging method and process Methods 0.000 description 3
- 229920001083 polybutene Polymers 0.000 description 3
- 229920000098 polyolefin Polymers 0.000 description 3
- 238000002360 preparation method Methods 0.000 description 3
- 229920001384 propylene homopolymer Polymers 0.000 description 3
- 150000003839 salts Chemical class 0.000 description 3
- 239000008117 stearic acid Substances 0.000 description 3
- TXEYQDLBPFQVAA-UHFFFAOYSA-N tetrafluoromethane Chemical compound FC(F)(F)F TXEYQDLBPFQVAA-UHFFFAOYSA-N 0.000 description 3
- ZGEGCLOFRBLKSE-UHFFFAOYSA-N 1-Heptene Chemical compound CCCCCC=C ZGEGCLOFRBLKSE-UHFFFAOYSA-N 0.000 description 2
- YBYIRNPNPLQARY-UHFFFAOYSA-N 1H-indene Chemical compound C1=CC=C2CC=CC2=C1 YBYIRNPNPLQARY-UHFFFAOYSA-N 0.000 description 2
- YEJRWHAVMIAJKC-UHFFFAOYSA-N 4-Butyrolactone Chemical compound O=C1CCCO1 YEJRWHAVMIAJKC-UHFFFAOYSA-N 0.000 description 2
- 229920000178 Acrylic resin Polymers 0.000 description 2
- 239000004925 Acrylic resin Substances 0.000 description 2
- XTHFKEDIFFGKHM-UHFFFAOYSA-N Dimethoxyethane Chemical compound COCCOC XTHFKEDIFFGKHM-UHFFFAOYSA-N 0.000 description 2
- 229920002943 EPDM rubber Polymers 0.000 description 2
- OAKJQQAXSVQMHS-UHFFFAOYSA-N Hydrazine Chemical compound NN OAKJQQAXSVQMHS-UHFFFAOYSA-N 0.000 description 2
- TWRXJAOTZQYOKJ-UHFFFAOYSA-L Magnesium chloride Chemical compound [Mg+2].[Cl-].[Cl-] TWRXJAOTZQYOKJ-UHFFFAOYSA-L 0.000 description 2
- CSNNHWWHGAXBCP-UHFFFAOYSA-L Magnesium sulfate Chemical compound [Mg+2].[O-][S+2]([O-])([O-])[O-] CSNNHWWHGAXBCP-UHFFFAOYSA-L 0.000 description 2
- SECXISVLQFMRJM-UHFFFAOYSA-N N-Methylpyrrolidone Chemical compound CN1CCCC1=O SECXISVLQFMRJM-UHFFFAOYSA-N 0.000 description 2
- XYFCBTPGUUZFHI-UHFFFAOYSA-N Phosphine Chemical compound P XYFCBTPGUUZFHI-UHFFFAOYSA-N 0.000 description 2
- 239000004952 Polyamide Substances 0.000 description 2
- 239000004721 Polyphenylene oxide Substances 0.000 description 2
- ZLMJMSJWJFRBEC-UHFFFAOYSA-N Potassium Chemical compound [K] ZLMJMSJWJFRBEC-UHFFFAOYSA-N 0.000 description 2
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- FAPWRFPIFSIZLT-UHFFFAOYSA-M Sodium chloride Chemical compound [Na+].[Cl-] FAPWRFPIFSIZLT-UHFFFAOYSA-M 0.000 description 2
- WYURNTSHIVDZCO-UHFFFAOYSA-N Tetrahydrofuran Chemical compound C1CCOC1 WYURNTSHIVDZCO-UHFFFAOYSA-N 0.000 description 2
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 2
- 239000004699 Ultra-high molecular weight polyethylene Substances 0.000 description 2
- 241000405115 Zela Species 0.000 description 2
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 2
- 239000011354 acetal resin Substances 0.000 description 2
- 230000002378 acidificating effect Effects 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 239000003963 antioxidant agent Substances 0.000 description 2
- AYJRCSIUFZENHW-UHFFFAOYSA-L barium carbonate Chemical compound [Ba+2].[O-]C([O-])=O AYJRCSIUFZENHW-UHFFFAOYSA-L 0.000 description 2
- WTEOIRVLGSZEPR-UHFFFAOYSA-N boron trifluoride Chemical compound FB(F)F WTEOIRVLGSZEPR-UHFFFAOYSA-N 0.000 description 2
- OSGAYBCDTDRGGQ-UHFFFAOYSA-L calcium sulfate Chemical compound [Ca+2].[O-]S([O-])(=O)=O OSGAYBCDTDRGGQ-UHFFFAOYSA-L 0.000 description 2
- 239000002482 conductive additive Substances 0.000 description 2
- DIOQZVSQGTUSAI-UHFFFAOYSA-N decane Chemical compound CCCCCCCCCC DIOQZVSQGTUSAI-UHFFFAOYSA-N 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 2
- GNTDGMZSJNCJKK-UHFFFAOYSA-N divanadium pentaoxide Chemical compound O=[V](=O)O[V](=O)=O GNTDGMZSJNCJKK-UHFFFAOYSA-N 0.000 description 2
- POULHZVOKOAJMA-UHFFFAOYSA-N dodecanoic acid Chemical compound CCCCCCCCCCCC(O)=O POULHZVOKOAJMA-UHFFFAOYSA-N 0.000 description 2
- 238000005530 etching Methods 0.000 description 2
- 150000002170 ethers Chemical class 0.000 description 2
- 238000002474 experimental method Methods 0.000 description 2
- 238000000605 extraction Methods 0.000 description 2
- NBVXSUQYWXRMNV-UHFFFAOYSA-N fluoromethane Chemical compound FC NBVXSUQYWXRMNV-UHFFFAOYSA-N 0.000 description 2
- GAEKPEKOJKCEMS-UHFFFAOYSA-N gamma-valerolactone Chemical compound CC1CCC(=O)O1 GAEKPEKOJKCEMS-UHFFFAOYSA-N 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- 239000008187 granular material Substances 0.000 description 2
- 238000009998 heat setting Methods 0.000 description 2
- IPCSVZSSVZVIGE-UHFFFAOYSA-N hexadecanoic acid Chemical compound CCCCCCCCCCCCCCCC(O)=O IPCSVZSSVZVIGE-UHFFFAOYSA-N 0.000 description 2
- 229920001477 hydrophilic polymer Polymers 0.000 description 2
- WGCNASOHLSPBMP-UHFFFAOYSA-N hydroxyacetaldehyde Natural products OCC=O WGCNASOHLSPBMP-UHFFFAOYSA-N 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 230000010220 ion permeability Effects 0.000 description 2
- 150000002500 ions Chemical class 0.000 description 2
- 239000003350 kerosene Substances 0.000 description 2
- 238000003475 lamination Methods 0.000 description 2
- 244000144972 livestock Species 0.000 description 2
- 230000007257 malfunction Effects 0.000 description 2
- NUJOXMJBOLGQSY-UHFFFAOYSA-N manganese dioxide Chemical compound O=[Mn]=O NUJOXMJBOLGQSY-UHFFFAOYSA-N 0.000 description 2
- 229910044991 metal oxide Inorganic materials 0.000 description 2
- 150000004706 metal oxides Chemical class 0.000 description 2
- 239000002480 mineral oil Substances 0.000 description 2
- 235000010446 mineral oil Nutrition 0.000 description 2
- GOQYKNQRPGWPLP-UHFFFAOYSA-N n-heptadecyl alcohol Natural products CCCCCCCCCCCCCCCCCO GOQYKNQRPGWPLP-UHFFFAOYSA-N 0.000 description 2
- 230000007935 neutral effect Effects 0.000 description 2
- 231100000252 nontoxic Toxicity 0.000 description 2
- 230000003000 nontoxic effect Effects 0.000 description 2
- 239000006259 organic additive Substances 0.000 description 2
- 239000005022 packaging material Substances 0.000 description 2
- YWAKXRMUMFPDSH-UHFFFAOYSA-N pentene Chemical compound CCCC=C YWAKXRMUMFPDSH-UHFFFAOYSA-N 0.000 description 2
- 229920001515 polyalkylene glycol Polymers 0.000 description 2
- 229920006122 polyamide resin Polymers 0.000 description 2
- 229920001707 polybutylene terephthalate Polymers 0.000 description 2
- 229920000570 polyether Polymers 0.000 description 2
- 229920005638 polyethylene monopolymer Polymers 0.000 description 2
- 229920006324 polyoxymethylene Polymers 0.000 description 2
- 239000011118 polyvinyl acetate Substances 0.000 description 2
- 229920002689 polyvinyl acetate Polymers 0.000 description 2
- 239000011591 potassium Substances 0.000 description 2
- 229910052700 potassium Inorganic materials 0.000 description 2
- 238000004886 process control Methods 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- HXJUTPCZVOIRIF-UHFFFAOYSA-N sulfolane Chemical compound O=S1(=O)CCCC1 HXJUTPCZVOIRIF-UHFFFAOYSA-N 0.000 description 2
- 150000003871 sulfonates Chemical class 0.000 description 2
- 239000012756 surface treatment agent Substances 0.000 description 2
- 239000004094 surface-active agent Substances 0.000 description 2
- BFKJFAAPBSQJPD-UHFFFAOYSA-N tetrafluoroethene Chemical group FC(F)=C(F)F BFKJFAAPBSQJPD-UHFFFAOYSA-N 0.000 description 2
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 2
- 150000005691 triesters Chemical class 0.000 description 2
- 229920000785 ultra high molecular weight polyethylene Polymers 0.000 description 2
- 238000005406 washing Methods 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- PRBHEGAFLDMLAL-GQCTYLIASA-N (4e)-hexa-1,4-diene Chemical compound C\C=C\CC=C PRBHEGAFLDMLAL-GQCTYLIASA-N 0.000 description 1
- OJOWICOBYCXEKR-KRXBUXKQSA-N (5e)-5-ethylidenebicyclo[2.2.1]hept-2-ene Chemical compound C1C2C(=C/C)/CC1C=C2 OJOWICOBYCXEKR-KRXBUXKQSA-N 0.000 description 1
- ALSTYHKOOCGGFT-KTKRTIGZSA-N (9Z)-octadecen-1-ol Chemical compound CCCCCCCC\C=C/CCCCCCCCO ALSTYHKOOCGGFT-KTKRTIGZSA-N 0.000 description 1
- WRIDQFICGBMAFQ-UHFFFAOYSA-N (E)-8-Octadecenoic acid Natural products CCCCCCCCCC=CCCCCCCC(O)=O WRIDQFICGBMAFQ-UHFFFAOYSA-N 0.000 description 1
- LVGUZGTVOIAKKC-UHFFFAOYSA-N 1,1,1,2-tetrafluoroethane Chemical compound FCC(F)(F)F LVGUZGTVOIAKKC-UHFFFAOYSA-N 0.000 description 1
- DHKHKXVYLBGOIT-UHFFFAOYSA-N 1,1-Diethoxyethane Chemical compound CCOC(C)OCC DHKHKXVYLBGOIT-UHFFFAOYSA-N 0.000 description 1
- ZZXUZKXVROWEIF-UHFFFAOYSA-N 1,2-butylene carbonate Chemical compound CCC1COC(=O)O1 ZZXUZKXVROWEIF-UHFFFAOYSA-N 0.000 description 1
- WNXJIVFYUVYPPR-UHFFFAOYSA-N 1,3-dioxolane Chemical compound C1COCO1 WNXJIVFYUVYPPR-UHFFFAOYSA-N 0.000 description 1
- VBICKXHEKHSIBG-UHFFFAOYSA-N 1-monostearoylglycerol Chemical compound CCCCCCCCCCCCCCCCCC(=O)OCC(O)CO VBICKXHEKHSIBG-UHFFFAOYSA-N 0.000 description 1
- IGGDKDTUCAWDAN-UHFFFAOYSA-N 1-vinylnaphthalene Chemical compound C1=CC=C2C(C=C)=CC=CC2=C1 IGGDKDTUCAWDAN-UHFFFAOYSA-N 0.000 description 1
- HECLRDQVFMWTQS-RGOKHQFPSA-N 1755-01-7 Chemical compound C1[C@H]2[C@@H]3CC=C[C@@H]3[C@@H]1C=C2 HECLRDQVFMWTQS-RGOKHQFPSA-N 0.000 description 1
- HEWZVZIVELJPQZ-UHFFFAOYSA-N 2,2-dimethoxypropane Chemical compound COC(C)(C)OC HEWZVZIVELJPQZ-UHFFFAOYSA-N 0.000 description 1
- JJGBFZZXKPWGCW-UHFFFAOYSA-N 2,3-bis[8-[3-[(3-pentyloxiran-2-yl)methyl]oxiran-2-yl]octanoyloxy]propyl 8-[3-[(3-pentyloxiran-2-yl)methyl]oxiran-2-yl]octanoate Chemical compound CCCCCC1OC1CC1C(CCCCCCCC(=O)OCC(COC(=O)CCCCCCCC2C(O2)CC2C(O2)CCCCC)OC(=O)CCCCCCCC2C(O2)CC2C(O2)CCCCC)O1 JJGBFZZXKPWGCW-UHFFFAOYSA-N 0.000 description 1
- AFTBJQDQENGCPC-UHFFFAOYSA-N 2,5-ditert-butyl-4-methylphenol Chemical compound CC1=CC(C(C)(C)C)=C(O)C=C1C(C)(C)C AFTBJQDQENGCPC-UHFFFAOYSA-N 0.000 description 1
- SYNPRNNJJLRHTI-UHFFFAOYSA-N 2-(hydroxymethyl)butane-1,4-diol Chemical compound OCCC(CO)CO SYNPRNNJJLRHTI-UHFFFAOYSA-N 0.000 description 1
- ROHFBIREHKPELA-UHFFFAOYSA-N 2-[(3,5-ditert-butyl-4-hydroxyphenyl)methyl]prop-2-enoic acid;methane Chemical compound C.CC(C)(C)C1=CC(CC(=C)C(O)=O)=CC(C(C)(C)C)=C1O.CC(C)(C)C1=CC(CC(=C)C(O)=O)=CC(C(C)(C)C)=C1O.CC(C)(C)C1=CC(CC(=C)C(O)=O)=CC(C(C)(C)C)=C1O.CC(C)(C)C1=CC(CC(=C)C(O)=O)=CC(C(C)(C)C)=C1O ROHFBIREHKPELA-UHFFFAOYSA-N 0.000 description 1
- HVYJSOSGTDINLW-UHFFFAOYSA-N 2-[dimethyl(octadecyl)azaniumyl]acetate Chemical compound CCCCCCCCCCCCCCCCCC[N+](C)(C)CC([O-])=O HVYJSOSGTDINLW-UHFFFAOYSA-N 0.000 description 1
- CYEJMVLDXAUOPN-UHFFFAOYSA-N 2-dodecylphenol Chemical compound CCCCCCCCCCCCC1=CC=CC=C1O CYEJMVLDXAUOPN-UHFFFAOYSA-N 0.000 description 1
- CFEMBVVZPUEPPP-UHFFFAOYSA-N 2-methylbuta-1,3-diene;prop-2-enenitrile Chemical compound C=CC#N.CC(=C)C=C CFEMBVVZPUEPPP-UHFFFAOYSA-N 0.000 description 1
- JWUJQDFVADABEY-UHFFFAOYSA-N 2-methyltetrahydrofuran Chemical compound CC1CCCO1 JWUJQDFVADABEY-UHFFFAOYSA-N 0.000 description 1
- LQJBNNIYVWPHFW-UHFFFAOYSA-N 20:1omega9c fatty acid Natural products CCCCCCCCCCC=CCCCCCCCC(O)=O LQJBNNIYVWPHFW-UHFFFAOYSA-N 0.000 description 1
- JLBJTVDPSNHSKJ-UHFFFAOYSA-N 4-Methylstyrene Chemical compound CC1=CC=C(C=C)C=C1 JLBJTVDPSNHSKJ-UHFFFAOYSA-N 0.000 description 1
- SBUOHGKIOVRDKY-UHFFFAOYSA-N 4-methyl-1,3-dioxolane Chemical compound CC1COCO1 SBUOHGKIOVRDKY-UHFFFAOYSA-N 0.000 description 1
- GZVHEAJQGPRDLQ-UHFFFAOYSA-N 6-phenyl-1,3,5-triazine-2,4-diamine Chemical compound NC1=NC(N)=NC(C=2C=CC=CC=2)=N1 GZVHEAJQGPRDLQ-UHFFFAOYSA-N 0.000 description 1
- QSBYPNXLFMSGKH-UHFFFAOYSA-N 9-Heptadecensaeure Natural products CCCCCCCC=CCCCCCCCC(O)=O QSBYPNXLFMSGKH-UHFFFAOYSA-N 0.000 description 1
- HSFWRNGVRCDJHI-UHFFFAOYSA-N Acetylene Chemical compound C#C HSFWRNGVRCDJHI-UHFFFAOYSA-N 0.000 description 1
- 229910015900 BF3 Inorganic materials 0.000 description 1
- DKPFZGUDAPQIHT-UHFFFAOYSA-N Butyl acetate Natural products CCCCOC(C)=O DKPFZGUDAPQIHT-UHFFFAOYSA-N 0.000 description 1
- UXVMQQNJUSDDNG-UHFFFAOYSA-L Calcium chloride Chemical compound [Cl-].[Cl-].[Ca+2] UXVMQQNJUSDDNG-UHFFFAOYSA-L 0.000 description 1
- 229920000049 Carbon (fiber) Polymers 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- VEXZGXHMUGYJMC-DYCDLGHISA-N Deuterium chloride Chemical compound [2H]Cl VEXZGXHMUGYJMC-DYCDLGHISA-N 0.000 description 1
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 1
- DGAQECJNVWCQMB-PUAWFVPOSA-M Ilexoside XXIX Chemical compound C[C@@H]1CC[C@@]2(CC[C@@]3(C(=CC[C@H]4[C@]3(CC[C@@H]5[C@@]4(CC[C@@H](C5(C)C)OS(=O)(=O)[O-])C)C)[C@@H]2[C@]1(C)O)C)C(=O)O[C@H]6[C@@H]([C@H]([C@@H]([C@H](O6)CO)O)O)O.[Na+] DGAQECJNVWCQMB-PUAWFVPOSA-M 0.000 description 1
- OWYWGLHRNBIFJP-UHFFFAOYSA-N Ipazine Chemical compound CCN(CC)C1=NC(Cl)=NC(NC(C)C)=N1 OWYWGLHRNBIFJP-UHFFFAOYSA-N 0.000 description 1
- VHOQXEIFYTTXJU-UHFFFAOYSA-N Isobutylene-isoprene copolymer Chemical compound CC(C)=C.CC(=C)C=C VHOQXEIFYTTXJU-UHFFFAOYSA-N 0.000 description 1
- 239000005639 Lauric acid Substances 0.000 description 1
- 229910012851 LiCoO 2 Inorganic materials 0.000 description 1
- 229910013870 LiPF 6 Inorganic materials 0.000 description 1
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 1
- 229920000877 Melamine resin Polymers 0.000 description 1
- RJUFJBKOKNCXHH-UHFFFAOYSA-N Methyl propionate Chemical compound CCC(=O)OC RJUFJBKOKNCXHH-UHFFFAOYSA-N 0.000 description 1
- 229920000459 Nitrile rubber Polymers 0.000 description 1
- 229920000571 Nylon 11 Polymers 0.000 description 1
- 229920000299 Nylon 12 Polymers 0.000 description 1
- 229920002292 Nylon 6 Polymers 0.000 description 1
- 229920000305 Nylon 6,10 Polymers 0.000 description 1
- 229920002302 Nylon 6,6 Polymers 0.000 description 1
- 229920000572 Nylon 6/12 Polymers 0.000 description 1
- GWFGDXZQZYMSMJ-UHFFFAOYSA-N Octadecansaeure-heptadecylester Natural products CCCCCCCCCCCCCCCCCOC(=O)CCCCCCCCCCCCCCCCC GWFGDXZQZYMSMJ-UHFFFAOYSA-N 0.000 description 1
- REYJJPSVUYRZGE-UHFFFAOYSA-N Octadecylamine Chemical compound CCCCCCCCCCCCCCCCCCN REYJJPSVUYRZGE-UHFFFAOYSA-N 0.000 description 1
- 239000005642 Oleic acid Substances 0.000 description 1
- ZQPPMHVWECSIRJ-UHFFFAOYSA-N Oleic acid Natural products CCCCCCCCC=CCCCCCCCC(O)=O ZQPPMHVWECSIRJ-UHFFFAOYSA-N 0.000 description 1
- 229940123973 Oxygen scavenger Drugs 0.000 description 1
- CBENFWSGALASAD-UHFFFAOYSA-N Ozone Chemical compound [O-][O+]=O CBENFWSGALASAD-UHFFFAOYSA-N 0.000 description 1
- 239000002033 PVDF binder Substances 0.000 description 1
- 235000021314 Palmitic acid Nutrition 0.000 description 1
- 239000004696 Poly ether ether ketone Substances 0.000 description 1
- 239000004695 Polyether sulfone Substances 0.000 description 1
- 239000004697 Polyetherimide Substances 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- 229920002367 Polyisobutene Polymers 0.000 description 1
- 239000004734 Polyphenylene sulfide Substances 0.000 description 1
- 239000004372 Polyvinyl alcohol Substances 0.000 description 1
- 229910018503 SF6 Inorganic materials 0.000 description 1
- BLRPTPMANUNPDV-UHFFFAOYSA-N Silane Chemical compound [SiH4] BLRPTPMANUNPDV-UHFFFAOYSA-N 0.000 description 1
- BCKXLBQYZLBQEK-KVVVOXFISA-M Sodium oleate Chemical compound [Na+].CCCCCCCC\C=C/CCCCCCCC([O-])=O BCKXLBQYZLBQEK-KVVVOXFISA-M 0.000 description 1
- HVUMOYIDDBPOLL-XWVZOOPGSA-N Sorbitan monostearate Chemical compound CCCCCCCCCCCCCCCCCC(=O)OC[C@@H](O)[C@H]1OC[C@H](O)[C@H]1O HVUMOYIDDBPOLL-XWVZOOPGSA-N 0.000 description 1
- CZMRCDWAGMRECN-UGDNZRGBSA-N Sucrose Chemical compound O[C@H]1[C@H](O)[C@@H](CO)O[C@@]1(CO)O[C@@H]1[C@H](O)[C@@H](O)[C@H](O)[C@@H](CO)O1 CZMRCDWAGMRECN-UGDNZRGBSA-N 0.000 description 1
- 229930006000 Sucrose Natural products 0.000 description 1
- UCKMPCXJQFINFW-UHFFFAOYSA-N Sulphide Chemical compound [S-2] UCKMPCXJQFINFW-UHFFFAOYSA-N 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- WGLPBDUCMAPZCE-UHFFFAOYSA-N Trioxochromium Chemical compound O=[Cr](=O)=O WGLPBDUCMAPZCE-UHFFFAOYSA-N 0.000 description 1
- 229920010741 Ultra High Molecular Weight Polyethylene (UHMWPE) Polymers 0.000 description 1
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 1
- BGYHLZZASRKEJE-UHFFFAOYSA-N [3-[3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoyloxy]-2,2-bis[3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoyloxymethyl]propyl] 3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoate Chemical compound CC(C)(C)C1=C(O)C(C(C)(C)C)=CC(CCC(=O)OCC(COC(=O)CCC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)(COC(=O)CCC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)COC(=O)CCC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)=C1 BGYHLZZASRKEJE-UHFFFAOYSA-N 0.000 description 1
- 239000011358 absorbing material Substances 0.000 description 1
- 238000010306 acid treatment Methods 0.000 description 1
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 1
- 239000011149 active material Substances 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 238000004220 aggregation Methods 0.000 description 1
- 230000002776 aggregation Effects 0.000 description 1
- 230000032683 aging Effects 0.000 description 1
- 150000001298 alcohols Chemical class 0.000 description 1
- 125000002723 alicyclic group Chemical group 0.000 description 1
- 239000003513 alkali Substances 0.000 description 1
- 125000002947 alkylene group Chemical group 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 230000003078 antioxidant effect Effects 0.000 description 1
- 239000002216 antistatic agent Substances 0.000 description 1
- 125000003118 aryl group Chemical group 0.000 description 1
- 239000002585 base Substances 0.000 description 1
- 229910002056 binary alloy Inorganic materials 0.000 description 1
- 238000009739 binding Methods 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 210000001124 body fluid Anatomy 0.000 description 1
- 239000010839 body fluid Substances 0.000 description 1
- RJCQBQGAPKAMLL-UHFFFAOYSA-N bromotrifluoromethane Chemical compound FC(F)(F)Br RJCQBQGAPKAMLL-UHFFFAOYSA-N 0.000 description 1
- 239000004566 building material Substances 0.000 description 1
- QHIWVLPBUQWDMQ-UHFFFAOYSA-N butyl prop-2-enoate;methyl 2-methylprop-2-enoate;prop-2-enoic acid Chemical compound OC(=O)C=C.COC(=O)C(C)=C.CCCCOC(=O)C=C QHIWVLPBUQWDMQ-UHFFFAOYSA-N 0.000 description 1
- 229920005549 butyl rubber Polymers 0.000 description 1
- 229910052793 cadmium Inorganic materials 0.000 description 1
- BDOSMKKIYDKNTQ-UHFFFAOYSA-N cadmium atom Chemical compound [Cd] BDOSMKKIYDKNTQ-UHFFFAOYSA-N 0.000 description 1
- 239000001110 calcium chloride Substances 0.000 description 1
- 229910001628 calcium chloride Inorganic materials 0.000 description 1
- BRPQOXSCLDDYGP-UHFFFAOYSA-N calcium oxide Chemical compound [O-2].[Ca+2] BRPQOXSCLDDYGP-UHFFFAOYSA-N 0.000 description 1
- 239000000292 calcium oxide Substances 0.000 description 1
- ODINCKMPIJJUCX-UHFFFAOYSA-N calcium oxide Inorganic materials [Ca]=O ODINCKMPIJJUCX-UHFFFAOYSA-N 0.000 description 1
- CJZGTCYPCWQAJB-UHFFFAOYSA-L calcium stearate Chemical compound [Ca+2].CCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCC([O-])=O CJZGTCYPCWQAJB-UHFFFAOYSA-L 0.000 description 1
- 239000008116 calcium stearate Substances 0.000 description 1
- 235000013539 calcium stearate Nutrition 0.000 description 1
- 239000004917 carbon fiber Substances 0.000 description 1
- 150000004649 carbonic acid derivatives Chemical class 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 150000001805 chlorine compounds Chemical class 0.000 description 1
- ZIOUHCMXEAFYSA-UHFFFAOYSA-N chlorodifluoroamine Chemical compound FN(F)Cl ZIOUHCMXEAFYSA-UHFFFAOYSA-N 0.000 description 1
- AFYPFACVUDMOHA-UHFFFAOYSA-N chlorotrifluoromethane Chemical compound FC(F)(F)Cl AFYPFACVUDMOHA-UHFFFAOYSA-N 0.000 description 1
- 229910000423 chromium oxide Inorganic materials 0.000 description 1
- 239000004927 clay Substances 0.000 description 1
- 229910052570 clay Inorganic materials 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 239000000571 coke Substances 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 238000000748 compression moulding Methods 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 239000011889 copper foil Substances 0.000 description 1
- 239000011162 core material Substances 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 239000002274 desiccant Substances 0.000 description 1
- 150000005690 diesters Chemical class 0.000 description 1
- IEJIGPNLZYLLBP-UHFFFAOYSA-N dimethyl carbonate Chemical compound COC(=O)OC IEJIGPNLZYLLBP-UHFFFAOYSA-N 0.000 description 1
- XZMJPSTVHZJNLE-UHFFFAOYSA-N dioctadecyl carbonate Chemical compound CCCCCCCCCCCCCCCCCCOC(=O)OCCCCCCCCCCCCCCCCCC XZMJPSTVHZJNLE-UHFFFAOYSA-N 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- SNRUBQQJIBEYMU-UHFFFAOYSA-N dodecane Chemical compound CCCCCCCCCCCC SNRUBQQJIBEYMU-UHFFFAOYSA-N 0.000 description 1
- GVGUFUZHNYFZLC-UHFFFAOYSA-N dodecyl benzenesulfonate;sodium Chemical compound [Na].CCCCCCCCCCCCOS(=O)(=O)C1=CC=CC=C1 GVGUFUZHNYFZLC-UHFFFAOYSA-N 0.000 description 1
- DDXLVDQZPFLQMZ-UHFFFAOYSA-M dodecyl(trimethyl)azanium;chloride Chemical compound [Cl-].CCCCCCCCCCCC[N+](C)(C)C DDXLVDQZPFLQMZ-UHFFFAOYSA-M 0.000 description 1
- JRBPAEWTRLWTQC-UHFFFAOYSA-N dodecylamine Chemical compound CCCCCCCCCCCCN JRBPAEWTRLWTQC-UHFFFAOYSA-N 0.000 description 1
- 238000009820 dry lamination Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 230000002708 enhancing effect Effects 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- RTZKZFJDLAIYFH-UHFFFAOYSA-N ether Substances CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 1
- JBTWLSYIZRCDFO-UHFFFAOYSA-N ethyl methyl carbonate Chemical compound CCOC(=O)OC JBTWLSYIZRCDFO-UHFFFAOYSA-N 0.000 description 1
- 230000001747 exhibiting effect Effects 0.000 description 1
- 239000003925 fat Substances 0.000 description 1
- 235000019197 fats Nutrition 0.000 description 1
- 150000002222 fluorine compounds Chemical class 0.000 description 1
- XUCNUKMRBVNAPB-UHFFFAOYSA-N fluoroethene Chemical compound FC=C XUCNUKMRBVNAPB-UHFFFAOYSA-N 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 235000013305 food Nutrition 0.000 description 1
- 238000001879 gelation Methods 0.000 description 1
- QUZPNFFHZPRKJD-UHFFFAOYSA-N germane Chemical compound [GeH4] QUZPNFFHZPRKJD-UHFFFAOYSA-N 0.000 description 1
- 229910052986 germanium hydride Inorganic materials 0.000 description 1
- 150000002334 glycols Chemical class 0.000 description 1
- 229920000578 graft copolymer Polymers 0.000 description 1
- AHAREKHAZNPPMI-UHFFFAOYSA-N hexa-1,3-diene Chemical compound CCC=CC=C AHAREKHAZNPPMI-UHFFFAOYSA-N 0.000 description 1
- 239000012943 hotmelt Substances 0.000 description 1
- BHEPBYXIRTUNPN-UHFFFAOYSA-N hydridophosphorus(.) (triplet) Chemical compound [PH] BHEPBYXIRTUNPN-UHFFFAOYSA-N 0.000 description 1
- 125000004435 hydrogen atom Chemical group [H]* 0.000 description 1
- IXCSERBJSXMMFS-UHFFFAOYSA-N hydrogen chloride Substances Cl.Cl IXCSERBJSXMMFS-UHFFFAOYSA-N 0.000 description 1
- 229910000041 hydrogen chloride Inorganic materials 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 229910052738 indium Inorganic materials 0.000 description 1
- APFVFJFRJDLVQX-UHFFFAOYSA-N indium atom Chemical compound [In] APFVFJFRJDLVQX-UHFFFAOYSA-N 0.000 description 1
- 239000011810 insulating material Substances 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
- QXJSBBXBKPUZAA-UHFFFAOYSA-N isooleic acid Natural products CCCCCCCC=CCCCCCCCCC(O)=O QXJSBBXBKPUZAA-UHFFFAOYSA-N 0.000 description 1
- 238000004898 kneading Methods 0.000 description 1
- 239000004611 light stabiliser Substances 0.000 description 1
- 229920000092 linear low density polyethylene Polymers 0.000 description 1
- 239000004707 linear low-density polyethylene Substances 0.000 description 1
- 229910000625 lithium cobalt oxide Inorganic materials 0.000 description 1
- 229910002102 lithium manganese oxide Inorganic materials 0.000 description 1
- 229910003002 lithium salt Inorganic materials 0.000 description 1
- 159000000002 lithium salts Chemical class 0.000 description 1
- BFZPBUKRYWOWDV-UHFFFAOYSA-N lithium;oxido(oxo)cobalt Chemical compound [Li+].[O-][Co]=O BFZPBUKRYWOWDV-UHFFFAOYSA-N 0.000 description 1
- VLXXBCXTUVRROQ-UHFFFAOYSA-N lithium;oxido-oxo-(oxomanganiooxy)manganese Chemical compound [Li+].[O-][Mn](=O)O[Mn]=O VLXXBCXTUVRROQ-UHFFFAOYSA-N 0.000 description 1
- URIIGZKXFBNRAU-UHFFFAOYSA-N lithium;oxonickel Chemical compound [Li].[Ni]=O URIIGZKXFBNRAU-UHFFFAOYSA-N 0.000 description 1
- 150000004668 long chain fatty acids Chemical class 0.000 description 1
- 239000011777 magnesium Substances 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- ZLNQQNXFFQJAID-UHFFFAOYSA-L magnesium carbonate Chemical compound [Mg+2].[O-]C([O-])=O ZLNQQNXFFQJAID-UHFFFAOYSA-L 0.000 description 1
- 239000001095 magnesium carbonate Substances 0.000 description 1
- 229910000021 magnesium carbonate Inorganic materials 0.000 description 1
- 229910001629 magnesium chloride Inorganic materials 0.000 description 1
- 239000000395 magnesium oxide Substances 0.000 description 1
- CPLXHLVBOLITMK-UHFFFAOYSA-N magnesium oxide Inorganic materials [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 description 1
- 229910052943 magnesium sulfate Inorganic materials 0.000 description 1
- 235000019341 magnesium sulphate Nutrition 0.000 description 1
- AXZKOIWUVFPNLO-UHFFFAOYSA-N magnesium;oxygen(2-) Chemical compound [O-2].[Mg+2] AXZKOIWUVFPNLO-UHFFFAOYSA-N 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- 239000012567 medical material Substances 0.000 description 1
- 229940127554 medical product Drugs 0.000 description 1
- JDSHMPZPIAZGSV-UHFFFAOYSA-N melamine Chemical compound NC1=NC(N)=NC(N)=N1 JDSHMPZPIAZGSV-UHFFFAOYSA-N 0.000 description 1
- 239000002931 mesocarbon microbead Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229910052976 metal sulfide Inorganic materials 0.000 description 1
- 229940017219 methyl propionate Drugs 0.000 description 1
- 239000010445 mica Substances 0.000 description 1
- 229910052618 mica group Inorganic materials 0.000 description 1
- 239000012982 microporous membrane Substances 0.000 description 1
- 239000011259 mixed solution Substances 0.000 description 1
- CWQXQMHSOZUFJS-UHFFFAOYSA-N molybdenum disulfide Chemical compound S=[Mo]=S CWQXQMHSOZUFJS-UHFFFAOYSA-N 0.000 description 1
- 229910052982 molybdenum disulfide Inorganic materials 0.000 description 1
- 150000005673 monoalkenes Chemical class 0.000 description 1
- RKISUIUJZGSLEV-UHFFFAOYSA-N n-[2-(octadecanoylamino)ethyl]octadecanamide Chemical compound CCCCCCCCCCCCCCCCCC(=O)NCCNC(=O)CCCCCCCCCCCCCCCCC RKISUIUJZGSLEV-UHFFFAOYSA-N 0.000 description 1
- QKCGXXHCELUCKW-UHFFFAOYSA-N n-[4-[4-(dinaphthalen-2-ylamino)phenyl]phenyl]-n-naphthalen-2-ylnaphthalen-2-amine Chemical compound C1=CC=CC2=CC(N(C=3C=CC(=CC=3)C=3C=CC(=CC=3)N(C=3C=C4C=CC=CC4=CC=3)C=3C=C4C=CC=CC4=CC=3)C3=CC4=CC=CC=C4C=C3)=CC=C21 QKCGXXHCELUCKW-UHFFFAOYSA-N 0.000 description 1
- SLZWSYPJQQIDJB-UHFFFAOYSA-N n-[6-(octadecanoylamino)hexyl]octadecanamide Chemical compound CCCCCCCCCCCCCCCCCC(=O)NCCCCCCNC(=O)CCCCCCCCCCCCCCCCC SLZWSYPJQQIDJB-UHFFFAOYSA-N 0.000 description 1
- 229940094933 n-dodecane Drugs 0.000 description 1
- 150000002825 nitriles Chemical class 0.000 description 1
- ZEIYBPGWHWECHV-UHFFFAOYSA-N nitrosyl fluoride Chemical compound FN=O ZEIYBPGWHWECHV-UHFFFAOYSA-N 0.000 description 1
- JFNLZVQOOSMTJK-KNVOCYPGSA-N norbornene Chemical compound C1[C@@H]2CC[C@H]1C=C2 JFNLZVQOOSMTJK-KNVOCYPGSA-N 0.000 description 1
- NKBWPOSQERPBFI-UHFFFAOYSA-N octadecyl octadecanoate Chemical compound CCCCCCCCCCCCCCCCCCOC(=O)CCCCCCCCCCCCCCCCC NKBWPOSQERPBFI-UHFFFAOYSA-N 0.000 description 1
- ZQPPMHVWECSIRJ-KTKRTIGZSA-N oleic acid Chemical compound CCCCCCCC\C=C/CCCCCCCC(O)=O ZQPPMHVWECSIRJ-KTKRTIGZSA-N 0.000 description 1
- 229940055577 oleyl alcohol Drugs 0.000 description 1
- XMLQWXUVTXCDDL-UHFFFAOYSA-N oleyl alcohol Natural products CCCCCCC=CCCCCCCCCCCO XMLQWXUVTXCDDL-UHFFFAOYSA-N 0.000 description 1
- 229920000620 organic polymer Polymers 0.000 description 1
- 238000007500 overflow downdraw method Methods 0.000 description 1
- 230000033116 oxidation-reduction process Effects 0.000 description 1
- 235000019809 paraffin wax Nutrition 0.000 description 1
- GTLACDSXYULKMZ-UHFFFAOYSA-N pentafluoroethane Chemical compound FC(F)C(F)(F)F GTLACDSXYULKMZ-UHFFFAOYSA-N 0.000 description 1
- 235000019271 petrolatum Nutrition 0.000 description 1
- 229910000073 phosphorus hydride Inorganic materials 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 1
- 229920002492 poly(sulfone) Polymers 0.000 description 1
- 150000004291 polyenes Chemical class 0.000 description 1
- 229920006393 polyether sulfone Polymers 0.000 description 1
- 229920002530 polyetherether ketone Polymers 0.000 description 1
- 229920001601 polyetherimide Polymers 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 229920000151 polyglycol Polymers 0.000 description 1
- 239000010695 polyglycol Substances 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 229920000307 polymer substrate Polymers 0.000 description 1
- 239000002685 polymerization catalyst Substances 0.000 description 1
- 230000000379 polymerizing effect Effects 0.000 description 1
- 239000004926 polymethyl methacrylate Substances 0.000 description 1
- 229920000069 polyphenylene sulfide Polymers 0.000 description 1
- 229920005629 polypropylene homopolymer Polymers 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 229920002451 polyvinyl alcohol Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 229920002981 polyvinylidene fluoride Polymers 0.000 description 1
- 239000007774 positive electrode material Substances 0.000 description 1
- CDKWOAFNXLYODN-UHFFFAOYSA-N propyl propane-1-sulfonate Chemical compound CCCOS(=O)(=O)CCC CDKWOAFNXLYODN-UHFFFAOYSA-N 0.000 description 1
- RUOJZAUFBMNUDX-UHFFFAOYSA-N propylene carbonate Chemical compound CC1COC(=O)O1 RUOJZAUFBMNUDX-UHFFFAOYSA-N 0.000 description 1
- 239000002296 pyrolytic carbon Substances 0.000 description 1
- 229910002059 quaternary alloy Inorganic materials 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 238000007712 rapid solidification Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- WBHHMMIMDMUBKC-XLNAKTSKSA-N ricinelaidic acid Chemical compound CCCCCC[C@@H](O)C\C=C\CCCCCCCC(O)=O WBHHMMIMDMUBKC-XLNAKTSKSA-N 0.000 description 1
- 229960003656 ricinoleic acid Drugs 0.000 description 1
- FEUQNCSVHBHROZ-UHFFFAOYSA-N ricinoleic acid Natural products CCCCCCC(O[Si](C)(C)C)CC=CCCCCCCCC(=O)OC FEUQNCSVHBHROZ-UHFFFAOYSA-N 0.000 description 1
- 229920006395 saturated elastomer Polymers 0.000 description 1
- 150000004671 saturated fatty acids Chemical class 0.000 description 1
- 229910000077 silane Inorganic materials 0.000 description 1
- 150000004760 silicates Chemical class 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- ABTOQLMXBSRXSM-UHFFFAOYSA-N silicon tetrafluoride Chemical compound F[Si](F)(F)F ABTOQLMXBSRXSM-UHFFFAOYSA-N 0.000 description 1
- 229920002379 silicone rubber Polymers 0.000 description 1
- 239000004945 silicone rubber Substances 0.000 description 1
- 238000005245 sintering Methods 0.000 description 1
- 239000012748 slip agent Substances 0.000 description 1
- 239000011734 sodium Substances 0.000 description 1
- 229910052708 sodium Inorganic materials 0.000 description 1
- 239000011780 sodium chloride Substances 0.000 description 1
- 229940080264 sodium dodecylbenzenesulfonate Drugs 0.000 description 1
- 239000002195 soluble material Substances 0.000 description 1
- 239000001587 sorbitan monostearate Substances 0.000 description 1
- 235000011076 sorbitan monostearate Nutrition 0.000 description 1
- 229940035048 sorbitan monostearate Drugs 0.000 description 1
- 239000003549 soybean oil Substances 0.000 description 1
- 235000012424 soybean oil Nutrition 0.000 description 1
- 229920003048 styrene butadiene rubber Polymers 0.000 description 1
- 150000003440 styrenes Chemical class 0.000 description 1
- 239000005720 sucrose Substances 0.000 description 1
- BDHFUVZGWQCTTF-UHFFFAOYSA-M sulfonate Chemical compound [O-]S(=O)=O BDHFUVZGWQCTTF-UHFFFAOYSA-M 0.000 description 1
- SFZCNBIFKDRMGX-UHFFFAOYSA-N sulfur hexafluoride Chemical compound FS(F)(F)(F)(F)F SFZCNBIFKDRMGX-UHFFFAOYSA-N 0.000 description 1
- 229960000909 sulfur hexafluoride Drugs 0.000 description 1
- 150000003467 sulfuric acid derivatives Chemical class 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
- 239000000454 talc Substances 0.000 description 1
- 229910052623 talc Inorganic materials 0.000 description 1
- 229920001897 terpolymer Polymers 0.000 description 1
- GFADZIUESKAXAK-UHFFFAOYSA-N tetrafluorohydrazine Chemical compound FN(F)N(F)F GFADZIUESKAXAK-UHFFFAOYSA-N 0.000 description 1
- YLQBMQCUIZJEEH-UHFFFAOYSA-N tetrahydrofuran Natural products C=1C=COC=1 YLQBMQCUIZJEEH-UHFFFAOYSA-N 0.000 description 1
- 239000003017 thermal stabilizer Substances 0.000 description 1
- 229920002725 thermoplastic elastomer Polymers 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
- 229910052718 tin Inorganic materials 0.000 description 1
- XYFCBTPGUUZFHI-FIBGUPNXSA-N trideuteriophosphane Chemical compound [2H]P([2H])[2H] XYFCBTPGUUZFHI-FIBGUPNXSA-N 0.000 description 1
- ZIBGPFATKBEMQZ-UHFFFAOYSA-N triethylene glycol Chemical compound OCCOCCOCCO ZIBGPFATKBEMQZ-UHFFFAOYSA-N 0.000 description 1
- DCXXMTOCNZCJGO-UHFFFAOYSA-N tristearoylglycerol Chemical compound CCCCCCCCCCCCCCCCCC(=O)OCC(OC(=O)CCCCCCCCCCCCCCCCC)COC(=O)CCCCCCCCCCCCCCCCC DCXXMTOCNZCJGO-UHFFFAOYSA-N 0.000 description 1
- 229910021642 ultra pure water Inorganic materials 0.000 description 1
- 239000012498 ultrapure water Substances 0.000 description 1
- 239000006097 ultraviolet radiation absorber Substances 0.000 description 1
- 238000009834 vaporization Methods 0.000 description 1
- 238000004078 waterproofing Methods 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
- 229910052724 xenon Inorganic materials 0.000 description 1
- FHNFHKCVQCLJFQ-UHFFFAOYSA-N xenon atom Chemical compound [Xe] FHNFHKCVQCLJFQ-UHFFFAOYSA-N 0.000 description 1
- 239000011787 zinc oxide Substances 0.000 description 1
Images



Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P20/00—Technologies relating to chemical industry
- Y02P20/50—Improvements relating to the production of bulk chemicals
- Y02P20/54—Improvements relating to the production of bulk chemicals using solvents, e.g. supercritical solvents or ionic liquids
Description
例えば、特開平5−25305号公報(特許文献1)では超高分子量ポリエチレンと溶媒を混練・シート化し、延伸処理したのち溶媒を抽出することにより多孔膜が得られることが提案されている。
当該方法では、段落番号0045等で記載されているように、溶媒の抽出が洗浄用の有機溶媒で洗浄することにより行われるため、有機溶媒が大量に必要となり、環境上で好ましくない。
同じく、特開2004−95550号公報(特許文献3)でもリチウム二次電池用セパレーターとして用いる多孔性フィルムを、熱可塑性樹脂と充填剤とを含む樹脂組成物から成形したシートを少なくとも一軸方向に延伸することにより得ている。
これらの方法により得られる多孔性フィルム又はシートでは、表面に充填剤があることにより適度な凹凸が存在し、フィルムの滑り性が高くなるものの、全層に充填剤が存在していることにより、単位面積あたりの質量(坪量)が大きくなるため、改善の余地がある。
しかし、当該多孔性フィルムの製造において、多孔化は可塑剤の除去により行われており(請求項10〜12等)、特許文献1に記載の発明と同様、可塑剤の除去のために有機溶媒が大量に必要であるので環境への負荷がより少なくなるように改善する余地がある。
一般的に単一ポリマーによる開孔延伸法と呼ばれている当該方法においては、延伸温度や延伸倍率、多段延伸等の延伸条件で好ましい多孔構造を得ることができる条件が非常に狭く(0025欄〜0028欄等)、工業的規模で生産する際の工程管理を考えると好ましくない。
当該方法は細かくて均質な発泡が得られ、また二酸化炭素や窒素等の不活性ガスの亜臨界または超臨界流体を用いれば環境への負荷が極めて少ないという利点がある。
しかしながら、ポリマーの表面付近では急激な圧力の低下等が起きたときに過飽和状態とならず、直ちに拡散・蒸発により表面から気体が放出されるため、発泡を生じない領域、所謂、スキン層が必ず存在する。このために、厚さ方向に連通性を有する微小孔をもつ多孔積層体を作ることは出来なかった。
厚さ方向に連通性を有する微小孔が多数存在する多孔積層体の製造方法であって、
ハードセグメントとソフトセグメントを有する熱可塑性樹脂からなる中間層と、両側最外面に位置する樹脂組成物からなる無孔の両側外層との少なくとも3層からなる積層体を作製する工程と、
得られた積層体に超臨界状態または亜臨界状態の流体を含浸させた後に、該超臨界状態または亜臨界状態から解放して前記流体を気化させることにより前記中間層に前記微小孔を形成して多孔化する工程と、
前記中間層を多孔化した後に前記両側外層に微小孔を形成して多孔化して該微小孔を前記中間層の微小孔と連通させる工程と、
を備えることを特徴とする多孔積層体の製造方法を提供している。
即ち、本発明者らは、まず、亜臨界または超臨界流体を利用して多孔化する研究・実験を行い、種々の検討を加えたが、前記した問題の表面にスキン層が生じることは回避できなかった。
そこで、本発明者らは、亜臨界または超臨界流体を利用して多孔化する層の表面に無孔層を設けて、所謂、蓋をすることにより、中間層と外側表面の無孔層とに連通する微小孔を有する多孔積層体を得ることができることを知見した。
即ち、積層体に亜臨界または超臨界流体を含浸させ、次いで、急激な圧力の低下等を発生させた時に、中間層を外側の無孔層で蓋をしているため、中間層の表面から気体が蒸散することなく、中間層の表面において過飽和状態を作り出すことができ、その結果、中間層に微小孔を作製することに成功した。その後、蓋となる無孔層を公知技術で微小孔を設けて多孔化すると、中間層の微小孔と厚さ方向に連通性を有する微小穴を有する多孔積層体を得ることができた。
ハードセグメントは層の強度を保つ役割をし、ソフトセグメントは亜臨界または超臨界流体を含浸させる役割を有する。ぞれぞれのセグメントが前記役割を確実に果たすためには、ハードセグメントの比率が5〜95質量%であり、ソフトセグメントの比率が95〜5質量%であることが好ましい。ハードセグメントの比率が5質量%未満であると、中間層が柔らかすぎて強度が保てず、また亜臨界または超臨界流体が中間層にとどまることができず脱気してしまい、中間層が多孔化できないおそれがある。一方、ソフトセグメントの比率が5質量%未満であると、亜臨界または超臨界流体の含浸量が少なくなり、十分な連通性を得ることが困難となる。
前記オレフィン系熱可塑性樹脂としては、ハードセグメントとしてポリエチレンまたはポリプロピレンを用い、ソフトセグメントとしてエチレン−プロピレンゴムまたはエチレン−プロピレン−ジエンゴム、水素添加ポリブタジエンまたは水素添加ポリイソプレンを用いたオレフィン系熱可塑性樹脂が挙げられる。
前記スチレン系熱可塑性樹脂としては、ハードセグメントとして、スチレンもしくはメチルスチレンなどのスチレン誘導体、インデンまたはビニルナフタレン等を構成単位として有する重合体、好ましくはポリスチレンを用い、ソフトセグメントとしてポリブタジエンもしくはポリイソプレンなどの共役ジエン系ポリマー、またはエチレン/ブチレン共重合体、エチレン/プロピレン共重合体もしくはポリイソブテンなどのポリオレフィン系エラストマーを用いたスチレン系熱可塑性樹脂が挙げられる。
前記ポリアミド系熱可塑性樹脂としては、ハードセグメントとして、ポリアミド6、ポリアミド66、ポリアミド610、ポリアミド612、ポリアミド11、ポリアミド12等のポリアミドまたはこれらの共重合体を用い、ソフトセグメントとしてポリテトラメチレングリコールやポリ(エチレン/プロピレン)ブロックポリグリコールなどのポリアルキレングリコールなどを用いたポリアミド系熱可塑性樹脂が挙げられる。
オレフィン系熱可塑性樹脂を構成するハードセグメントとしては、
・エチレンの単独重合体樹脂、エチレンを主成分とし炭素数3以上のα−オレフィンを副成分とする共重合体樹脂;
・プロピレンの単独重合体樹脂、プロピレンを主成分としこれとエチレンもしくは炭素数4以上のα−オレフィンとの共重合体樹脂;
・1−ブテンの単独重合体樹脂、1−ブテンを主成分としこれとエチレン、プロピレンもしくは炭素数5以上のα−オレフィンとの共重合体樹脂;
・4−メチル−1−ペンテンの単独重合体樹脂、4−メチル−1−ペンテンを主成分とし、これとエチレン、プロピレン、1−ブテンもしくは炭素数6以上のα−オレフィンとの共重合体樹脂;
・上記樹脂の変性物
が挙げられる。これら2種類以上が混合されていても良い。
ジエン系ゴムとしては、イソプレンゴム、ブタジエンゴム、ブチルゴム、プロピレン−ブタジエンゴム、アクリロニトリル−ブタジエンゴム、アクリロニトリル−イソプレンゴム、スチレン−ブタジエンゴム等が挙げられる。
水素添加ジエン系ゴムは、ジエン系ゴム分子の二重結合の少なくとも一部分に水素原子を付加させてなるものである。
オレフィンエラストマーは、2種類または3種類以上のオレフィンと共重合しうるポリエンを少なくとも1種加えた弾性共重合体であり、オレフィンとしてはエチレンもしくはプロピレン等のα−オレフィン等が使用され、ポリエンとしては1,4−ヘキサジエン、環状ジエン、ノルボルネン等が使用される。好ましいオレフィンエラストマーとしては、例えばエチレン−プロピレン共重合体ゴム、エチレン−プロピレン−ジエンゴム、エチレン−ブタジエン共重合体ゴム等が挙げられる。
ハードセグメントとしてのプロピレン系樹脂にはホモポリマーとコポリマーがあり、更にコポリマーにはランダムコポリマーとブロックコポリマーがある。ホモポリマーはプロピレン単独重合体であり、アイソタクティックないしはシンジオタクティックおよび種々の程度の立体規則性を示すポリプロピレンである。一方、コポリマーとしては、プロピレンを主成分とし、これとエチレン、1−ブテン、1−ペンテン、1−ヘキセン、4−メチル−1−ペンテン、1−ヘプテン、1−オクテンもしくは1−デセン等のα−オレフィンとの共重合体が使用される。この共重合体は、2元系でも3元系でも4元系でもよく、またランダム共重合体でもブロック共重合体であってもよい。
プロピレン系樹脂には、プロピレン系単独重合体よりも融点が低い樹脂を混合することもできる。そのような融点が低い樹脂として、高密度あるいは低密度ポリエチレン等を例示することができ、その配合量は2〜50質量%であることが好ましい。
エチレン−プロピレンゴムとしては、ゴム全体に対するエチレン含有率が7〜80質量%であるエチレン−プロピレンゴムが好ましく、10〜60質量%であるエチレン−プロピレンゴムがより好ましい。
エチレン−プロピレンゴムの含有量またはエチレン−プロピレンゴム中のエチレン含有率を調整することにより中間層を構成する樹脂組成物全体に対するエチレン含有率を5〜95質量%とすることが好ましい。
ソフトセグメントを構成するエチレン−プロピレンゴム等の軟質成分の分散性の観点から、重合型ポリマーを用いる方が好ましい。
同様にプロピレンホモポリマーにエチレンプロピレンゴムやポリエチレン等を二軸押出機等の混練機を使ってブレンドすることにより、好ましいソフトセグメントの含有率をもつオレフィン系熱可塑性樹脂を得ることができる。
これは、両側外層を構成する熱可塑性樹脂と中間層を構成する熱可塑性樹脂とが相溶性を示さないと、亜臨界または超臨界流体を含浸させ、その後、急激な圧力の低下等を発生させても、両側外層と中間層の界面では過飽和状態になりにくく、界面から気体が拡散・蒸発により放出されるため、外層と中間層に連通する孔を形成できなくなる可能性があるからである。
熱可塑性樹脂としてはポリオレフィン樹脂を用いることが好ましい。電池用セパレーターとして使用する場合は、電解液との安定性の観点から特にポリオレフィン樹脂を用いることが好ましい。ポリオレフィン樹脂としては、例えば、エチレン、プロピレン、1−ブテン、1−へキセン、1−オクテンもしくは1−デセン等のモノオレフイン重合体、またはエチレン、プロピレン、1−ブテン、1−ヘキセン、1−オクテンもしくは1−デセンと4−メチル−1−ペンテンもしくは酢酸ビニル等の他のモノマーとの共重合体等を主成分とするものが挙げられる。なかでも、ポリプロピレン、高密度ポリエチレン、低密度ポリエチレン、線状低密度ポリエチレン、ポリブテン、プロピレンエチレンブロック共重合体、プロピレンエチレンランダム共重合体等が好ましい。
ポリエチレンはポリエチレンホモポリマーまたはポリエチレンコポリマーのいずれであっても良いが、ポリエチレンホモポリマーであることが好ましい。前記ポリエチレンコポリマーとしてはα−オレフィンコモノマー含量が2モル%以下のポリエチレンコポリマーが好ましい。なお、前記α−オレフィンコモノマーの種類には特に制限はない。
また、前記ポリエチレンはメルトフローレートが10g/10分以下、好ましくは1g/10分以下である。メルトフローレートが10g/10分より大きいと多孔積層体の強度が低下する場合がある。
ポリエチレンに混合できる熱可塑性樹脂として、具体的にはポリエチレン以外のポリオレフィン樹脂、フッ素樹脂、ポリスチレン、酢酸ビニル樹脂、アクリル樹脂、ポリアミド樹脂、アセタール樹脂またはポリカーボネート等の熱可塑性樹脂が挙げられる。好ましくはポリプロピレン、ポリブテン、プロピレンエチレンブロック共重合体、プロピレンエチレンランダム共重合体等が挙げられる。ポリエチレンに混合できる熱可塑性樹脂は融点が140℃以上であることが好ましい。
このように、ポリエチレンに他の熱可塑性樹脂を混合する場合は、当該他の熱可塑性樹脂の配合量はポリエチレン100質量部に対して、1〜100質量部、好ましくは1〜50質量部としている。
第3工程では、延伸法により両側外層を多孔化することが好ましく、その場合には、樹脂にフィラーを配合しておき、樹脂とフィラーとの界面を剥離させて多孔化している。
無機フィラーとしては、炭酸カルシウム、炭酸マグネシウム、炭酸バリウムなどの炭酸塩;硫酸カルシウム、硫酸マグネシウム、硫酸バリウムなどの硫酸塩;塩化ナトリウム、塩化カルシウム、塩化マグネシウムなどの塩化物;酸化カルシウム、酸化マグネシウム、酸化亜鉛、酸化チタン、シリカなどの酸化物;タルク、クレー、マイカなどのケイ酸塩等が挙げられる。これらの中でも、硫酸バリウムが好ましい。
該有機フィラーとしては、超高分子量ポリエチレン、ポリスチレン、ポリメチルメタクリレート、ポリカーボネート、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリフェニレンサルファイド、ポリスルホン、ポリエーテルスルホン、ポリエーテルエーテルケトン、ポリテトラフルオロエチレン、ポリイミド、ポリエーテルイミド、メラミン、ベンゾグアナミンなどの熱可塑性樹脂および熱硬化性樹脂が挙げられる。これらの中でも、特に架橋させたポリスチレンなどが好ましい。
前記可塑剤としては、エステル化合物、アミド化合物、アルコール化合物、アミン塩、アミン化合物(ただしアミン塩は除く)、エポキシ化合物、エーテル化合物、鉱油、油脂、パラフィンワックス、液状シリコーン、フッ素オイル、液状ポリエーテル類、液状ポリブテン類、液状ポリブタジエン類、長鎖脂肪酸、カルボン酸塩、カルボン酸化合物(ただしカルボン酸塩は除く)、スルホン酸塩、スルホン化合物(ただしスルホン酸塩を除く)、フッ素系化合物等が挙げられる。
具体的にはプラスチック配合剤(株式会社 大成社発行 昭和62年11月30日 第2版発行)P31〜P64、P83、P97〜P100、P154〜P158、P178〜P182、P271〜P275、P283〜294に記載の化合物等が挙げられる。より具体的には、P29〜64の可塑剤の項目に記載され、P49からP50の表4と、P52〜P54の表6に列挙されている可塑剤(TCP,TOP,PS,ESBO等)が使用可能である。また新・界面活性剤入門(三洋化成工業株式会社発行 1992年8月 第3版発行)に挙げられている界面活性剤類の化合物も可塑剤として好適に使用できる。
前記アミド化合物としては、エチレンビスステアリン酸アミドまたはヘキサメチレンビスステアリン酸アミドなどが挙げられる。
前記アルコール化合物としては、ステアリルアルコール、オレイルアルコールまたはドデシルフェノールなどが挙げられる。
前記アミン塩としては、ステアリルジメチルベタインまたはラウリルトリメチルアンモニウムクロリドなどが挙げられる。
前記アミン化合物としては、ジヒドロジエチルステアリルアミンまたはラウリルアミンなどが挙げられる。
前記エポキシ化合物としては、エポキシ大豆油などが挙げられる。
前記エーテル化合物としては、トリエチレングリコールなどが挙げられる。
前記鉱油としては、灯油またはナフテン油などが挙げられる。
前記油脂としては、ひまし油もしくは硬化ひまし油またはこれらの誘導体が挙げられる。
前記脂肪酸としては、ステアリン酸またはカプロン酸などが挙げられる。
前記カルボン酸塩としては、ステアリン酸カルシウムまたはオレイン酸ナトリウムなどが挙げられる。
前記カルボン酸化合物としては、ステアリン酸もしくはオレイン酸、またはこれらのエステル体などの誘導体(ただし塩は除く。)などが挙げられる。
前記スルホン酸塩としては、ドデシルベンゼンスルホン酸ナトリウムなどが挙げられる。
前記スルホン化合物としては、スルホン結合を有する化合物(ただし塩は除く。)であればよく、スルホランまたはジプロピルスルホン酸などが挙げられる。
硬化ひまし油とは、リシノール酸の二重結合部を水素添加し、飽和脂肪酸とした12−ヒドロキシオクタデカン酸を主成分とする脂肪酸混合物とグリセリンとのエステルのことである。このエステルにはモノエステル、ジエステルおよびトリエステルがあるが、これらの単独物であっても、また混合物であってもよい。なかでも、トリエステルを主成分とするものが好ましい。
また、前記脂肪酸混合物に含まれる12−ヒドロキシオクタデカン酸以外の他の脂肪酸としては、炭素数12〜22程度のヘキサデカン酸もしくはオクタデカン酸等が挙げられる。かかる硬化ヒマシ油は、工業的には不乾性油であるヒマシ油に水素添加することにより製造される。
例えば、中間層が組成の異なる複数層から構成されていてもよいし、最外層の一方または両方が組成の異なる複数層から構成されていてもよい。また、中間層の間に最外層と同じ組成を有する無孔層が挟まれている5層構造としていてもよい。その場合、組成の異なる2種類の中間層が積層され、連続してフィラーを含有しない層でもよい。
両側外層に配合するフィラーに関しても同様で、例えば、両側外層がそれぞれ中性と酸性の液体に接触する場合、中性の液体に接触する外層では炭酸カルシウムを配合し、酸性の液体に接触する外層においては硫酸バリウムを配合することができる。
trが0.05より小さければ、最外層の実質的な厚みが極端に薄くなってしまい、結果的に最外表面の多孔構造が極端に不均一になりやすい。また、最外層の厚みが極端に薄いと蓋の役割を果たさない。すなわち、超臨界状態または亜臨界状態の流体を含浸させ、次いで超臨界状態または亜臨界状態から逸脱させたときに、中間層の表面から気体が薄い最外層を通り抜けて拡散・蒸発により放出されるため、中間層に発泡を生じない領域、いわゆるスキン層が生じるおそれがあるので好ましくない。
一方、trが0.95より大きければ、中間層が極端に薄くなってしまい実質的には全層にフィラーを含有している多孔性フィルムと大きく変わらず、特に単位面積あたりの質量(坪量)が大きくなってしまうという問題点が生じる。
まず、各層を構成する成分をヘンシェルミキサー等の粉体混合機や、一軸あるいは二軸混練機もしくはニーダー等の混練機を用いて混合し、一旦造粒してもよい。
両側外層を構成する樹脂組成物または造粒物と、中間層を構成する樹脂組成物または造粒物とを用いて前記積層体を作製する。
積層体の作製方法としては、熱接着法、押出しラミネーション法、ドライラミネーション法、共押出法等が挙げられる。なかでも、Tダイ成形法またはインフレーション成形法による共押出法が特に好適に用いられる。これは、中間層および最外層を別々に製膜してから熱ロールなどで融着させる方法は均一な接着強度で接着させにくく、皺などの欠陥も発生しやすいからである。特にフィルムなどの厚さが薄い場合はこの傾向が顕著であるため、通常は共押出法を用いる。
なかでも好ましい気体としては、二酸化炭素、窒素、亜酸化窒素、エチレン、エタン、テトラフルオロエチレン、パーフルオロエタン、テトラフルオロメタン、トリフルオロメタンおよび1,1−ジフルオロエチレンが挙げられる。
このうち不活性ガスである二酸化炭素と窒素は非可燃性であり非毒性であり、かなりの安価であり、さらに、ほとんどのポリマーに対して非反応性であるという点で特に好ましい。
好ましくは、臨界温度をTc、臨界圧力をPcとすると、温度が0.7Tc以上または/および圧力が0.7Pc以上である状態(但し、温度がTc以上および圧力がPc以上の場合を除く。)である。特に圧力または温度のいずれか一方が臨界圧力または臨界温度を越えていることがより好ましい。
積層体に超臨界状態または亜臨界状態の流体を含浸させる具体的な方法は公知の方法に従って良い。
例えば、積層体をオートクレーブ等の耐圧容器に入れ、上に例示したような流体にして積層体に含浸させる気体状または液体状の物質を封入する。ついで、耐圧容器内の温度または/および圧力を上げて超臨界状態または亜臨界状態をつくる。すなわち、耐圧容器内の温度を0.7Tc以上、好ましくは臨界温度以上に上げるか、または耐圧容器内の圧力を0.7Pc以上、好ましくは臨界圧力以上に上げる。特に、耐圧容器内の温度を臨界温度以上に上げるとともに圧力を臨界圧力以上に上げることがより好ましい。
窒素を使用した場合、窒素の臨界温度が−147℃、臨界圧力が3.40MPaであるから、温度は常温のまま圧力を3MPa以上とすることが好ましい。
亜酸化窒素を使用した場合、亜酸化窒素の臨界温度が36.4℃、臨界圧力が7.24MPaであるから、温度は常温のまま圧力を7MPa以上とすることが好ましい。
エチレンを使用した場合、エチレンの臨界温度が9.2℃、臨界圧力が5.04MPaであるから、温度を10℃以上とし、圧力を5MPa以上とすることが好ましい。
エタンを使用した場合、エタンの臨界温度が32℃、臨界圧力が4.88MPaであるから、温度は常温のまま圧力を4.5MPa以上とすることが好ましい。
このとき温度または圧力は急激に常温または常圧まで戻しても良いし、徐々に下げていっても良い。また、常温以下の温度または常圧以下の圧力にまで一端下げてから、常温または常圧まで戻しても良い。
本発明においては、第2工程で厳密に中間層のみを多孔化することに限定しているわけでなく、中間層に接している層において中間層と接している面およびその近傍で多孔化が起っていても全く問題はない。
無孔層を多孔化する方法としては特に限定されず、例えば、延伸法、相分離法、抽出法、化学処理法、照射エッチング法、発泡法、またはこれらの技術の組み合わせなど公知の方法を用いることができるが、その中でも延伸法が好ましい。
(a)樹脂にフィラーを混合した組成物を用いて最外層を形成させ、延伸することにより樹脂とフィラーの界面を剥離させて微細孔を形成する方法;
(b)最外層を構成する樹脂としてポリエチレン、ポリプロピレン、ポリテトラフルオロエチレン等の結晶化構造を有する樹脂を用い、延伸することにより結晶と非晶の界面を剥離させて微細孔を形成する方法に大別され、その中でも前記(a)の方法が好適である。
延伸温度は特に限定されるものではないが、両側外層を構成する熱可塑性樹脂の融点よりも低い温度、好ましくは融点より30℃以下で延伸することが好ましい。延伸温度が融点に近づきすぎると、最外層の部分での連通性の発現が困難となる。
また、必要に応じて延伸後に融点近傍で熱固定を行ったり、弛緩を行ったりして、熱収縮や寸法安定性等の対策をとってもよい。
前記熱処理は、加熱ロールによる接触加熱、オーブン中での空気中加熱等、公知の任意の方法で行うことができる。また、前述の延伸装置を転用することも可能である。熱処理温度は、中間層および最外層を構成する熱可塑性樹脂の融点未満の任意の温度で行うことができるが、好ましくは100℃以上で前記樹脂の融点未満、より好ましくは110℃以上130℃以下としている。
高分子添加剤を用いた例としては、有機溶媒に対する溶解性が異なる2種のポリマーを用いて上記最外層を形成し、第1,2工程を経て得られた積層体を前記2種のポリマーのうち一方のポリマーのみが溶解する有機溶媒に浸漬して当該一のポリマーを抽出する方法が挙げられる。より具体的にはポリビニルアルコールとポリ酢酸ビニルからなる最外層を形成し、アセトンおよびn−ヘキサンを用いてポリ酢酸ビニルを抽出する方法、ブロックあるいはグラフト共重合体に親水性重合体を含有させて最外層を形成し、水を用いて親水性重合体を除去する方法などが挙げられる。
前記物質としては、例えばステアリルアルコールもしくはセリルアルコールなどの高級脂肪族アルコール、n−デカンもしくはn−ドデカンなどのn−アルカン類、パラフィンワックス、流動パラフィンまたは灯油等が挙げられ、これらはイソプロパノール、エタノール、ヘキサンなどの有機溶媒で抽出できる。または、前記物質としてショ糖や砂糖などの水可溶性物質が挙げられ、これらは水で抽出できるため環境への負担が少ないという利点がある。
前記発泡法としては機械的発泡法、物理的発泡法、化学的発泡法等があり、本発明においてはいずれも用いることができる。
好ましくは1〜5,000秒/100ml、より好ましくは50〜5,000秒/100ml、特に、100〜5,000秒/100mlが好ましい。
なお、透気度はJIS P 8117に準拠して測定している。
空孔率はより好ましくは20〜70%、特に、40〜60%が好ましい。
例えば、おむつや生理用品などの衛生用品に使用する場合、透気度は1〜2,000秒/100mlであることが好ましい。
また、電池用セパレーターとして用いる場合、透気度は1〜500秒/100mlであることが好ましい。
中間層を構成する熱可塑性樹脂におけるソフトセグメントの含有量が多くなれば、超臨界状態または亜臨界状態の流体が含浸しやすくなるから、透気度や空孔率は大きくなる。また、超臨界状態または亜臨界状態の流体を含浸させる時間を長くしたり、超臨界状態または亜臨界状態の流体を含浸させる際の温度または圧力を大きくしたりしても、透気度や空孔率を大きくすることができる。
なかでも、本発明の多孔積層体はフィルム状を呈することが好ましい。即ち、多孔積層体の平均厚みは1〜250μmで、好ましくは10〜200μmであり、より好ましくは50〜150μmである。
なお、平均厚みは、1/1000mmのダイアルゲージにて面内を不特定に5箇所測定し、その平均を算出して得られる値である。
なお、表面の最大高さはJIS B 0601記載の方法に準拠して測定している。
前記坪量を示すためには、本発明の多孔積層体の全質量に対するフィラーの質量の割合、つまり前記積層体全体を100質量部とするとフィラーの含有量が、5〜40質量部、より好ましくは5〜30質量部である。
前記電池用セパレーターとして使用する場合は、透気度を50〜500秒/100mlにすることが好ましく、100〜300秒/100mlがより好ましい。透気度を50秒/100ml未満にすると、電解液保持性が低下して二次電池の容量が低くなったり、サイクル性が低下したりするおそれがある。一方、透気度が500秒/100mlを超えると、イオン伝導性が低くなり十分な電池特性を得ることができない。
また本発明の多孔積層体を電池用セパレーターとして使用する場合、空孔率は30〜70%であることが好ましく、更には35〜65%であることがより好ましい。空孔率が30%未満ではイオン透過性が低く十分な電池性能を得ることが困難である。また空孔率が70%を越えると電池の安全性の観点から好ましくない。
耐熱性は熱収縮率にてその評価を行うことができる。熱収縮率としては0〜25%が好ましいが、更に好ましくは0〜10%である。熱収縮率が25%よりも大きいと多孔積層体の端部にて正極と負極が接触し、短絡してしまうことが懸念される。
中間層の多孔化のために亜臨界または超臨界流体を用い、有機溶媒を大量に使用したりしないので、環境に対する負荷を軽減できる。特に亜臨界または超臨界流体として二酸化炭素や窒素などの無毒な不活性ガスを用いればさらに環境に対する負荷を軽減できる。さらに、本発明の多孔積層体の製造方法は、製造条件の幅が広く、工程管理が行いやすい利点がある。
特に各種電子機器等の電源として利用されるリチウムイオン二次電池等の非水電解液電池用セパレーターとして好適に用いられるものである。
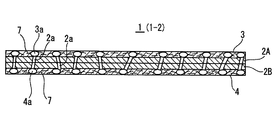
まず、図1〜図3は、それぞれ、後述する本発明の製造方法により製造されたフィルム状の樹脂製の多孔積層体の第1〜第3実施形態を示す。該第1〜第3実施形態の多孔積層体は、積層枚数を相違させた多孔積層体1(1−1、1−2、1−3)からなるが、いずれも後述する同一の製造方法で製造している。
なお、両側外層3、4の樹脂組成物は相違させてもよい。
なお、前記したように、第2、第3実施形態の多孔積層体の製造方法は第1実施形態と同様な下記の工程からなる。
フィラーをポリプロピレンに配合したポリプロピレン樹脂組成物からなる無孔の両側外層3、4の間に、ポリプロピレン樹脂組成物からなる中間層2を配置して積層体を作製する第1工程と、
前記工程で得られた積層体に、超臨界状態または亜臨界状態の流体を含浸させ、次いで該状態から解放して前記流体を気化させることにより中間層を多孔化する第2工程と、
中間層を多孔化した後に、積層体を少なくとも一軸方向に延伸することにより両側外層3、4のフィラーと熱可塑性樹脂との界面を剥離させて、無孔の両側外層3、4を多孔化する第3工程からなる。
エチレン−プロピレンゴムとしては、ゴム全体に対するエチレン含有率が30〜55質量%であるエチレン−プロピレンゴムが特に好ましい。
エチレン−プロピレンゴムの含有量およびエチレン−プロピレンゴム中のエチレン含有率を調整することにより、中間層を構成するポリプロピレン樹脂組成物全体に対するエチレン含有率が5〜70質量%となることが好ましく、5〜50質量%となることがより好ましく、10〜30質量%となることが特に好ましい。
フィラーの含有量は、多孔積層体1の熱可塑性樹脂100質量部に対して50〜300質量部であることが好ましく、50〜150質量部であることがより好ましい。
なお、両側外層3、4は、熱可塑性樹脂とフィラーの組み合わせが同一であっても良いが、必ずしも同一とする必要はない。
まず、両側外層3、4に関しては、熱可塑性樹脂、フィラー、可塑剤をヘンシェルミキサー等の粉体混合機で混合し、一軸あるいは二軸混練機、ニーダー等で加熱混練し、ペレットを形成している。なお、フィラー充填剤の分散状態を考えると、二軸混練機を使用することが更に好ましい。
前記ペレットの水分率は1000ppm以下、好ましくは700ppm以下に制御している。これは、ペレットの水分が1000ppmより大きいとゲル、ピンホールが極度に発生して好ましくないためである。
前述のように調製した両側外層用のペレットと中間層用のポリプロピレン樹脂組成物とを共押出で3層状に積層したフィルムを押出成形する。
より具体的には、多層成形用のインフレーションダイまたはTダイを用いて、150〜250℃、好ましくは190〜220℃の温度条件下で積層する。
より具体的には、二酸化炭素ガスを使用する場合は圧力を7MPa以上、好ましくは20MPa以上に上げている。窒素ガスを使用する場合は圧力を3MPa以上、好ましくは15MPa以上に上げている。
耐圧容器内の温度は常温でよいが、加熱することもできる。
その後、耐圧容器内の圧力または温度を常圧または常温に戻すことにより、含浸された二酸化炭素ガスまたは窒素ガスが気化して、中間層2に微小孔2aが形成されて、多孔化される。耐圧容器内の圧力または温度は漸減させてもよいし、一気に常圧または常温に戻してもよい。
この第2工程では、中間層2が多孔化されるが、両側外層3、4では含浸したガスは外面から解放されて孔は形成されず無孔のままである。よって、この無孔の両側外層3、4は中間層2に対してガスを解放させない「蓋」の役割を果たすこととなる。
第3工程の延伸方法は、縦方向(長手方向)に延伸してから横方向に延伸する逐次二軸延伸が好ましい。延伸倍率としては、面積倍率で4〜25倍、好ましくは9〜16倍とする。延伸温度は40〜80℃であることが好ましい。
第3実施形態の多孔積層体1−3では、2つの中間層2A、2Bに第2工程でそれぞれ微小孔2aが形成でき、その後の第3工程で、中央中間層5および両側外層3、4に微小孔5a、3a、4aが形成され、前記中間層2の微小孔2aと連通する。
また、両側外層3、4はフィラーが配合されたポリプロピレン樹脂組成物なると共に中間層2もポリプロピレン樹脂からなるため、従来のポリエチレン樹脂のみからなる多孔性フィルムより高い耐熱性を発揮することができる。つまり、高温に曝されてもその形状が保持できる。耐熱性の指標として熱収縮率は20%以下とし、好ましくは、15%以下としている。なお、熱収縮率は実施例に記載の方法で測定できる。
さらに、前記多孔積層体1は両側外層3、4にフィラーが配合されているため平滑面とならず微小な凹凸がある粗面として滑り性を高めている。即ち、表面からの最大高さ(Rmax)値が2μm以上、好ましくは5μm以上としている。
本発明の多孔積層体1を電池用セパレーターとして使用する場合は、透気度を50〜500秒/100mlとしている。これは、透気度を50秒/100ml未満にすると、電解液保持性が低下して二次電池の容量が低くなったり、サイクル性が低下したりするおそれがある。一方、透気度が500秒/100mlを超えると、イオン伝導性が低くなり十分な電池特性を得ることができないことによる。好ましくは100〜300秒/100mlである。
また、空孔率は30〜70%としている。これは、空孔率が30%未満ではイオン透過性が低く十分な電池性能を得ることが困難である一方、空孔率が70%を越えると電池の安全性の観点から好ましくないことによる。より好ましくは35〜65%である。
耐熱性は熱収縮率にてその評価を行うことができ、熱収縮率は0〜25%、好ましくは0〜10%としている。これは熱収縮率が25%よりも大きいと多孔積層体の端部にて正極と負極が接触し、短絡してしまうことが懸念されることによる。
正極板21、負極板22の両極をセパレーター10を介して互いに重なるようにして渦巻き状に捲回し、巻き止めテープで外側を止めて捲回体としている。この渦巻き状に巻回する際、セパレーター10は厚さが5〜40μmであることが好ましく、5〜30μmであることがより好ましい。厚みが5μm未満であるとセパレーターが破れやすくなり、40μmを越えると電池用セパレーターとして所定の電池缶に捲回して収納する際、電池面積が小さくなり、ひいては電池容量が小さくなるからである。
なかでも、エチレンカーボネート1質量部に対してメチルエチルカーボネートを2質量部混合した溶媒中に六フッ化リン酸リチウム(LiPF6)を1.4mol/Lの割合で溶解した電解質が好ましい。
負極に炭素材料を用いる場合、炭素材料としてはリチウムイオンをドープ、脱ドープできるものであればよく、例えば黒鉛、熱分解炭素類、コークス類、ガラス状炭素類、有機高分子化合物の焼成体、メソカーボンマイクロビーズ、炭素繊維、活性炭などを用いることができる。
両側外層を構成する樹脂組成物の準備として、高密度ポリエチレン100質量部と硫酸バリウム100質量部をブレンドしてコンパウンドを行った。ついで、該コンパウンドを両最外層とし、中間層のポリプロピレン樹脂組成物としてポリプロピレンにエチレンプロピレンゴムを含有させた熱可塑性樹脂組成物を使用し、層比が外層1/中間層/外層2=25/50/25となるように調整しながら、多層成型用のTダイを用いて200℃の温度下で成形し、2種3層の積層体を得た。
得られた積層体を圧力容器に仕込み、常温下で圧力容器内に不活性ガスである二酸化炭素を封入した。ついで圧力を24MPaまで上げて二酸化炭素を亜臨界状態または超臨界状態とし、この状態を1時間保持して積層体に亜臨界状態または超臨界状態の二酸化炭素を含浸させた。その後、圧力容器のバルブを全開放して容器内の圧力を解放した。
得られた積層体をストレッチャーにて延伸温度70℃で、縦方向(長手方向)に2倍、横方向に2倍の延伸倍率で逐次延伸を行い、その後125℃で熱固定を行い、実施例1の多孔積層体を得た。
両側外層を構成する樹脂組成物および延伸条件を表1に示すように変更した以外は、実施例1と同様に実施例2〜5の多孔積層体を得た。

「7000FP」;高密度ポリエチレン(株式会社プライムポリマー製「HI−ZEX7000FP」、密度;0.954g/cm3、メルトフローレート;0.04g/10分)
「HY430P」;高密度ポリエチレン(日本ポリエチレン株式会社製「ノバテックHY430P」、密度:0.955g/cm3、メルトフローレート:0.8g/10分)
「B55」;硫酸バリウム(堺化学株式会社製「B−55」、平均粒径0.66μm)
「30NC」;硫酸バリウム(堺化学株式会社製「30NC」、平均粒径0.3μm)
「B54」;硫酸バリウム(堺化学株式会社製「B−54」、平均粒径1.2μm)
「HCOP」;硬化ひまし油(豊国製油株式会社製「HCOP」、密度0.88g/cm3)
「ゼラス5013」;ポリプロピレンにエチレンプロピレンゴムを含有させた熱可塑性エラストマー(三菱化学株式会社製「Zelas5013」、密度0.88g/cm3、メルトフローレート0.8g/10分)
比較例1は前記特許文献1の特開平5−25305号公報の実施例1に記載の方法で多孔膜を作製した。
即ち、重量平均分子量が2.0×106の超高分子量ポリエチレン(UHMWPE)20質量%と、重量平均分子量が3.9×105の高密度ポリエチレン(HDPE)66.7質量%と、メルトインデックス(190℃、2.16kg荷重)2.0g/10分の低密度ポリエチレン(LDPE)13.3質量%とを混合した原料樹脂15質量部と、流動パラフィン(64cst/40℃)85質量部とを混合し、ポリエチレン組成物の溶液を調製した。 次に、このポリエチレン組成物の溶液100質量部に、2,5−ジ−t−ブチル−p−クレゾール(「BHT」、住友化学工業(株)製)0.125質量部と、テトラキス〔メチレン−3−(3,5−ジ−t−ブチル−4−ヒドロキシルフェニル)−プロピオネート〕メタン(「イルガノックス1010」、チバガイギー製)0.25質量部とを酸化防止剤として加えた。この混合液を撹拌機付のオートクレーブに充填し、200℃で90分間撹拌して均一な溶液を得た。
この溶液を直径45mmの押出機により、Tダイから押出し、冷却ロールで引取りながらゲル状シートを成形した。
得られたシートを二軸延伸機にセットして、温度115℃、延伸速度0.5m/分で5×5倍に同時二軸延伸を行った。得られた延伸膜を塩化メチレンで洗浄して残留する流動パラフィンを抽出除去した後、100℃で30秒熱セットすることによってポリエチレン微多孔膜を得た。
比較例2は前記特許文献3の特開2004−95550号公報の実施例1に記載の方法で多孔性フィルムを作製した。
高密度ポリエチレン(株式会社プライムポリマー製「HI−ZEX7000FP」、密度;0.956g/cm3、メルトフローレート;0.04g/10分)100質量部、軟質ポリプロピレン(出光石油化学社製「PER R110E」)15.6質量部、硬化ひまし油(豊国製油株式会社製「HY−CASTOR OIL」、分子量938)9.4質量部、硫酸バリウム(堺化学社製「B−55」)187.5質量部をブレンドしてコンパウンドを行った。
次に、得られたコンパウンドを用いて温度210℃でインフレーション成形を行い、原反シートを得た。
次に得られた原反シートを70℃でシートの長手方向(MD)に1.23倍、次いでll5℃て横方向(TD)に2.86倍の逐次延伸を行い、多孔性フィルムを得た。
比較例3は前記特許文献4の特開平11−60792号公報の実施例1に記載の方法で多孔性フィルムを作製した。
粘度平均分子量50万のポリエチレン樹脂8質量部、粘度平均分子量100万のポリエチレン樹脂16質量部(前記両者の混合組成物の粘度平均分子量はおよそ80万となる)、パラフィンワックス(平均分子量389)76質量部、および炭酸カルシウム粒子(平均粒径18μm)20質量部の混合物を、40mmφ二軸押出機を用い押出温度170℃、押出量10kg/hで押出し、インフレーション法で原反フィルムを成形した。
得られた原反フィルムをロール延伸機を用い40℃にて縦方向に2.5倍延伸後、テンタ延伸機を用い110℃の温度にて横方向に8倍延伸した。
得られたフィルムを60℃のイソプロパノール中に浸漬して、パラフィンワックスを抽出除去した。
得られたフィルムをロール延伸機を用い、115℃の温度で熱固定を行った。熱固定に際してはロール速比を調整し、縦方向の延伸倍率が1.2倍となるようにした。
(測定1;厚み)
1/1000mmのダイアルゲージにて、面内を不特定に5箇所測定しその平均を厚みとした。
(測定2;透気度(ガーレ値))
JIS P 8117に準拠して透気度(秒/100ml)を測定した。
(測定3;空孔率)
空孔率は多孔積層体中の空間部分の割合を示す数値である。空孔率の算出方法は、多孔積層体の実質量W1を測定し、樹脂組成物の密度と厚みから空孔率0%の場合の質量W0を計算し、多孔積層体の実質量との差から下記式に基づき空孔率を算出する。
空孔率Pv(%)={(W0−W1)/W0}×100
坪量は単位面積あたりの質量を表す数値である。その測定方法は、多孔積層体を10cm角に切り出し、その質量を測定する。厚みによる依存性が大きいので、今回は25μmあたりの厚みに換算し、この操作を3回繰り返し、その平均を坪量とした。
(測定5;Rmax(表面の凹凸性))
JIS B 0601記載の方法に準拠して多孔積層体の表面の最大高さ(Rmax)値を測定した。
多孔積層体を100mm×200mmに切り出し、150mm角のガラス板に巻き付け、100mm幅の2辺のみを固定する。この際、ガラス板の150mm長さの半分の位置に固定した2辺と平行な向きに印を入れておく。次に、120℃のオーブンの中に2分間放置し、オーブンから取り出した後に、印を入れておいた部分の幅H1を測定する。下記式により得られる熱による収縮率Sを耐熱性の指標とした。
熱収縮率S(%)={(100−H1)/100}×100
(測定7;充填剤含有率)
多孔積層体の質量Waを測定し、るつぼにて高温で樹脂を全量炭化させ、残った充填剤の質量Wbを測定する。
フィラー含有率(%)=(Wb/Wa)×100
比較例2の多孔性フィルムでは、全層に充填剤が存在しているため坪量が大きく、重たくなってしまうことがわかる。また、比較例2の多孔膜は耐熱性にも劣る。
比較例3の多孔性フィルムではポリエチレン樹脂がベースとなっているため、耐熱性が十分ではない。
これら比較例に対し、実施例1〜5の多孔積層体は透気度が480〜4,900秒/100ml、空孔率が42〜55%と確実な透気性を示し、実用に十分適するものである。さらに、表面のみに充填剤が局在しているので、表面の凹凸性を示し、優れた滑り性を発揮できるにもかかわらず、坪量は小さく、軽量化が可能である。そのうえ、中間層にポリプロピレン組成物を用いているので耐熱性が高く、高温にさらされても形状を保持することができる。
2 中間層
3、4 両側外層
2a、3a、4a 微小孔
10 セパレーター
20 非水電解質電池
21 正極板
22 負極板
Claims (4)
- 厚さ方向に連通性を有する微小孔が多数存在する多孔積層体の製造方法であって、
ハードセグメントとソフトセグメントを有する熱可塑性樹脂からなる中間層と、両側最外面に位置する樹脂組成物からなる無孔の両側外層との少なくとも3層からなる積層体を作製する工程と、
得られた積層体に超臨界状態または亜臨界状態の流体を含浸させた後に、該超臨界状態または亜臨界状態から解放して前記流体を気化させることにより前記中間層に前記微小孔を形成して多孔化する工程と、
前記中間層を多孔化した後に前記両側外層に微小孔を形成して多孔化して該微小孔を前記中間層の微小孔と連通させる工程と、
を備えることを特徴とする多孔積層体の製造方法。 - 前記中間層はフィラーを含まないポリプロピレン組成物からなる一方、前記両側外層は少なくともフィラーと熱可塑性樹脂を含有する樹脂組成物からなり、該両側外層は前記超臨界状態または亜臨界状態で含浸させた流体を該状態から解放した時に微小孔は形成されないものとし、前記両側外層の多孔化は積層体を延伸させて前記フィラーと樹脂層との界面を剥離させて微小孔を形成している請求項1に記載の多孔積層体の製造方法。
- 前記超臨界状態または亜臨界状態で含浸させる流体が、二酸化炭素または窒素である請求項1または請求項2に記載の多孔積層体の製造方法。
- 請求項1乃至請求項3のいずれか1項に記載の方法で製造される多孔積層体であって、透気度が1〜10,000秒/100mlであることを特徴とする多孔積層体。
Priority Applications (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005275134A JP4594837B2 (ja) | 2005-09-22 | 2005-09-22 | 多孔積層体の製造方法 |
| PCT/JP2006/318705 WO2007034856A1 (ja) | 2005-09-22 | 2006-09-21 | 多孔積層体の製造方法および多孔積層体 |
| EP20060810365 EP1935621B1 (en) | 2005-09-22 | 2006-09-21 | Process for producing porous laminate and porous laminate |
| KR1020087009636A KR100950189B1 (ko) | 2005-09-22 | 2006-09-21 | 다공 적층체의 제조 방법 및 다공 적층체 |
| CN2006800347294A CN101267934B (zh) | 2005-09-22 | 2006-09-21 | 多孔叠层体的制造方法和多孔叠层体 |
| EP20110003770 EP2357077A1 (en) | 2005-09-22 | 2006-09-21 | Process for procucing porous laminate and porous laminate |
| US12/067,231 US8486555B2 (en) | 2005-09-22 | 2006-09-21 | Method for producing porous laminate and porous laminate |
| US13/213,122 US20110305940A1 (en) | 2005-09-22 | 2011-08-19 | Method for producing porous laminate and porous laminate |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005275134A JP4594837B2 (ja) | 2005-09-22 | 2005-09-22 | 多孔積層体の製造方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010181958A Division JP5039817B2 (ja) | 2010-08-16 | 2010-08-16 | 多孔積層体 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2007083542A JP2007083542A (ja) | 2007-04-05 |
| JP2007083542A5 JP2007083542A5 (ja) | 2008-06-05 |
| JP4594837B2 true JP4594837B2 (ja) | 2010-12-08 |
Family
ID=37971025
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005275134A Active JP4594837B2 (ja) | 2005-09-22 | 2005-09-22 | 多孔積層体の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4594837B2 (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4886257B2 (ja) * | 2005-09-22 | 2012-02-29 | 三菱樹脂株式会社 | 多孔積層体の製造方法および多孔積層体 |
| JP5473041B2 (ja) * | 2007-08-07 | 2014-04-16 | 三菱樹脂株式会社 | 積層多孔性フィルムおよび電池用セパレータ |
| US9453805B2 (en) * | 2010-01-19 | 2016-09-27 | Celgard, Llc | X-ray sensitive battery separators and related methods |
| WO2012060147A1 (ja) * | 2010-11-05 | 2012-05-10 | 東レ株式会社 | 複合多孔質膜及びその製造方法 |
| JP5994354B2 (ja) * | 2011-09-05 | 2016-09-21 | ソニー株式会社 | セパレータおよび非水電解質電池、並びに、電池パック、電子機器、電動車両、蓄電装置および電力システム |
| JP5864981B2 (ja) * | 2011-09-22 | 2016-02-17 | 帝人株式会社 | 非水系二次電池用セパレータ及び非水系二次電池 |
| JP5671508B2 (ja) * | 2012-10-09 | 2015-02-18 | 三菱樹脂株式会社 | 積層多孔性フィルムの製造方法 |
| CA2994247C (en) * | 2015-07-31 | 2023-09-05 | Hanwha Azdel, Inc. | Thermoplastic sheets and articles with variable lofting capacity |
| CN111081944B (zh) * | 2019-12-18 | 2021-04-13 | 江苏厚生新能源科技有限公司 | 多层微孔复合聚烯烃膜及制备方法、锂离子电池和fe赛车 |
| CN114784454A (zh) * | 2022-06-17 | 2022-07-22 | 宁波长阳科技股份有限公司 | 一种高耐温聚烯烃微孔膜及其制备方法 |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08138644A (ja) * | 1994-11-11 | 1996-05-31 | Asahi Chem Ind Co Ltd | 電池セパレータ |
| JPH10330520A (ja) * | 1997-05-29 | 1998-12-15 | Nitto Denko Corp | 積層多孔質フィルムの製造方法 |
| JPH1160791A (ja) * | 1997-08-12 | 1999-03-05 | Mitsubishi Chem Corp | ポリエチレン樹脂製多孔性フィルム及びその製造方法 |
| JPH1160792A (ja) * | 1997-08-12 | 1999-03-05 | Mitsubishi Chem Corp | ポリエチレン樹脂製多孔性フィルム及びその製造方法 |
| JPH11115084A (ja) * | 1997-10-14 | 1999-04-27 | Ube Ind Ltd | 積層多孔質フイルム |
| JPH11170288A (ja) * | 1997-12-10 | 1999-06-29 | Yamaha Corp | 樹脂発泡体の製法 |
| JP2001135295A (ja) * | 1999-11-10 | 2001-05-18 | Ube Ind Ltd | 電池用セパレータ |
| JP2002025531A (ja) * | 2000-07-07 | 2002-01-25 | Ube Ind Ltd | 電池用セパレータ及びそれを用いたリチウム二次電池 |
| JP2004363048A (ja) * | 2003-06-06 | 2004-12-24 | Sony Corp | セパレータ及び非水電解質電池 |
| JP2005171230A (ja) * | 2003-11-05 | 2005-06-30 | Toray Ind Inc | 二軸配向微多孔フィルムおよびその製造方法 |
| JP2005186283A (ja) * | 2003-12-24 | 2005-07-14 | Chubu Electric Power Co Inc | 積層体の製造方法 |
-
2005
- 2005-09-22 JP JP2005275134A patent/JP4594837B2/ja active Active
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08138644A (ja) * | 1994-11-11 | 1996-05-31 | Asahi Chem Ind Co Ltd | 電池セパレータ |
| JPH10330520A (ja) * | 1997-05-29 | 1998-12-15 | Nitto Denko Corp | 積層多孔質フィルムの製造方法 |
| JPH1160791A (ja) * | 1997-08-12 | 1999-03-05 | Mitsubishi Chem Corp | ポリエチレン樹脂製多孔性フィルム及びその製造方法 |
| JPH1160792A (ja) * | 1997-08-12 | 1999-03-05 | Mitsubishi Chem Corp | ポリエチレン樹脂製多孔性フィルム及びその製造方法 |
| JPH11115084A (ja) * | 1997-10-14 | 1999-04-27 | Ube Ind Ltd | 積層多孔質フイルム |
| JPH11170288A (ja) * | 1997-12-10 | 1999-06-29 | Yamaha Corp | 樹脂発泡体の製法 |
| JP2001135295A (ja) * | 1999-11-10 | 2001-05-18 | Ube Ind Ltd | 電池用セパレータ |
| JP2002025531A (ja) * | 2000-07-07 | 2002-01-25 | Ube Ind Ltd | 電池用セパレータ及びそれを用いたリチウム二次電池 |
| JP2004363048A (ja) * | 2003-06-06 | 2004-12-24 | Sony Corp | セパレータ及び非水電解質電池 |
| JP2005171230A (ja) * | 2003-11-05 | 2005-06-30 | Toray Ind Inc | 二軸配向微多孔フィルムおよびその製造方法 |
| JP2005186283A (ja) * | 2003-12-24 | 2005-07-14 | Chubu Electric Power Co Inc | 積層体の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007083542A (ja) | 2007-04-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4546910B2 (ja) | 多孔積層体の製造方法および多孔積層体 | |
| KR100950189B1 (ko) | 다공 적층체의 제조 방법 및 다공 적층체 | |
| JP4594837B2 (ja) | 多孔積層体の製造方法 | |
| JP4886257B2 (ja) | 多孔積層体の製造方法および多孔積層体 | |
| JP4934317B2 (ja) | 多孔体の製造方法および多孔体 | |
| JP5039817B2 (ja) | 多孔積層体 | |
| RU2406612C2 (ru) | Многослойная микропористая полиолефиновая мембрана и сепаратор для аккумуляторной батареи | |
| KR101686409B1 (ko) | 폴리올레핀 다층 미세 다공막 및 전지용 세퍼레이터 | |
| KR102320739B1 (ko) | 폴리올레핀 미세 다공질 막, 전지용 세퍼레이터 및 전지 | |
| EP2561984A1 (en) | Laminated porous film, separator for non-aqueous electrolyte secondary battery, and non-aqueous electrolyte secondary battery | |
| JP5931290B2 (ja) | 積層多孔フィルム、非水電解液二次電池用セパレータ、及び非水電解液二次電池 | |
| JP2008094911A (ja) | 多孔質フィルムおよびその製造方法 | |
| JP4746973B2 (ja) | 多孔体の製造方法および多孔体 | |
| JP2007297583A (ja) | 多孔質フィルム | |
| JP4746974B2 (ja) | 多孔体の製造方法および多孔体 | |
| CN110088181B (zh) | 聚烯烃微多孔膜 | |
| JP5311361B2 (ja) | 多孔性フィルム、電池用セパレータおよび電池 | |
| JP5539604B2 (ja) | 多孔体の製造方法および多孔体 | |
| JP6311585B2 (ja) | 多孔体及びその製造方法 | |
| JP2023551224A (ja) | 分離膜用多孔性基材及びそれを含む電気化学素子用分離膜 | |
| JP5619701B2 (ja) | 多孔体の製造方法 | |
| JP4707334B2 (ja) | 多孔性フィルム、非水電解質電池用セパレーターおよび非水電解質電池 | |
| JP2004010701A (ja) | ポリオレフィン膜 | |
| KR101692412B1 (ko) | 물성이 향상된 폴리올레핀계 필름 및 이를 분리막 기재로 포함하는 전기화학소자 | |
| JP2016093941A (ja) | 積層多孔フィルム、非水電解液二次電池用セパレータ、及び非水電解液二次電池 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080422 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080620 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100615 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100816 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100907 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100917 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130924 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4594837 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |