JP4582450B2 - 真空成膜装置の搬送機構 - Google Patents
真空成膜装置の搬送機構 Download PDFInfo
- Publication number
- JP4582450B2 JP4582450B2 JP2005047734A JP2005047734A JP4582450B2 JP 4582450 B2 JP4582450 B2 JP 4582450B2 JP 2005047734 A JP2005047734 A JP 2005047734A JP 2005047734 A JP2005047734 A JP 2005047734A JP 4582450 B2 JP4582450 B2 JP 4582450B2
- Authority
- JP
- Japan
- Prior art keywords
- vacuum
- atmosphere
- transport
- carrier
- tray
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images














Landscapes
- Container, Conveyance, Adherence, Positioning, Of Wafer (AREA)
- Physical Vapour Deposition (AREA)
Description
(従来例1)
このような真空成膜装置の搬送機構は、マグネットカップリングを機械的に解除し、かつ復帰させて、搬送ローラを搬送位置と退避位置との間で往復させることを可能にする。また、複数本の回転軸の真空側回転軸部をブラケットで束ねることにより、複数個の搬送ローラを同時に移動させることができる。
このような真空成膜装置の搬送機構は、両側壁の搬送ローラを退避位置として搬送ローラ間の間隔を広げることができ、基板の移し換えに際して、キャリアを支障なく上昇または下降させることができる。
真空側回転軸部に取り付けられた搬送ローラをキャリアやトレイの搬送位置から退避位置へ移動させることができる。
また各実施例においては、ガラス基板に成膜する場合の搬送機構を示したが、真空下において熱処理やプラズマエッチング等の処理を行う場合の搬送機構としても適用することが可能である。
また各実施例においては、ガラス基板に成膜する真空成膜装置における基板の搬送機構を示したが、基板はガラス以外のもの、例えば半導体基板や、ステンレス板等の金属板、プラスチック板であってもよい。
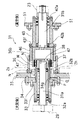
10・・・真空成膜装置、 23・・・搬送ローラ、 28・・・プーリ、
31・・・回転軸、 31a・・・大気側回転軸、 31b・・・真空側回転軸、
32a・・・軸受、 32b・・・軸受、 33・・・軸受ケーシング、
34・・・フランジ、 35・・・取付板、 36・・・スリーブ、
37・・・磁性部材、 38 ・・・真空隔壁、 42a・・・軸受、
42b・・・軸受 、 43・・・軸受ケーシング、 46・・・スリーブ、
47・・・磁性部材、 50・・・退避機構、 51・・・ブラケット、
52・・・磁気シール部、 53・・・連結ロッド、 54・・・作動板、
55・・・エアシリンダ、 60・・・キャリア・トレイ昇降機構 、
61・・・昇降軸、 70・・・ガラス基板昇降機構 、 71・・・昇降軸
73 昇降ピン、
C・・・キャリア、 G・・・ガラス基板、 M・・・永久磁石、
N・・・永久磁石、 Tc・・・仕込トレイ、 To・・・取出トレイ
Claims (3)
- 平板状の基板の搬送方向に沿って見た真空成膜装置の両側の側壁に前記搬送方向に沿って各々設けられ、大気側回転軸部と真空側回転軸部とからなる複数の回転軸と、
前記真空側回転軸部の端部各々に取り付けられた複数の搬送ローラと、
前記大気側回転軸部各々を同期して回転させるための回転駆動機構と、
前記真空側回転軸部各々を回転可能に支持するブラケットと、前記側壁の大気側に設置され前記ブラケットを移動させるためのエアシリンダとを有し、前記複数の搬送ローラで大気側と前記真空成膜装置との間で基板を搬入し搬出するトレイ、または、前記真空成膜装置内での前記基板の搬送に使用されるキャリアの下面を支持する搬送位置と、前記複数の搬送ローラを前記搬送位置から前記側壁側へ退避させた退避位置との間で、前記真空側回転軸部各々を軸心に沿って前記大気側回転軸部に対して同時に往復移動させる退避機構と、
前記大気側回転軸部各々に取り付けられた円筒状の第1の永久磁石と、前記真空側回転軸部各々に取り付けられた円筒状の第2の永久磁石と、前記第1の永久磁石と前記第2の永久磁石との間に配置され両側の前記側壁各々に気密に取り付けられた真空隔壁とを有し、前記搬送位置で前記第1の永久磁石が前記第2の永久磁石と対向することにより、前記大気側回転軸部とともに前記真空側回転軸部を回転させることで前記キャリアまたは前記トレイを搬送するマグネットカップリングと、
前記複数の搬送ローラが前記退避位置へ退避したときに、前記キャリア又は前記トレイを前記搬送ローラに対して昇降させる第1の昇降機構と、
を備えた真空成膜装置の搬送機構。 - 前記キャリア又は前記トレイに対して前記基板を昇降させる第2の昇降機構をさらに具備し、
前記第2の昇降機構は、前記第1の昇降機構に支持された前記キャリアと、前記搬送位置にある前記複数の搬送ローラに支持された前記トレイとの間で、前記基板を移載する請求項1に記載の真空成膜装置の搬送機構。 - 前記大気側回転軸部各々は、前記搬送位置と前記退避位置との間で前記第2の永久磁石と対向する円筒状の第3の永久磁石をそれぞれ有する請求項1に記載の真空成膜装置の搬送機構。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005047734A JP4582450B2 (ja) | 2005-02-23 | 2005-02-23 | 真空成膜装置の搬送機構 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005047734A JP4582450B2 (ja) | 2005-02-23 | 2005-02-23 | 真空成膜装置の搬送機構 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2006237161A JP2006237161A (ja) | 2006-09-07 |
| JP2006237161A5 JP2006237161A5 (ja) | 2008-03-06 |
| JP4582450B2 true JP4582450B2 (ja) | 2010-11-17 |
Family
ID=37044502
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005047734A Active JP4582450B2 (ja) | 2005-02-23 | 2005-02-23 | 真空成膜装置の搬送機構 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4582450B2 (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE502006004376D1 (de) * | 2006-06-22 | 2009-09-10 | Applied Materials Gmbh & Co Kg | Vakuumbeschichtungsanlage |
| JP5081516B2 (ja) | 2007-07-12 | 2012-11-28 | 株式会社ジャパンディスプレイイースト | 蒸着方法および蒸着装置 |
| KR101055862B1 (ko) * | 2009-03-23 | 2011-08-09 | 주식회사 테라세미콘 | 인라인 열처리 장치 |
| DE102010031252A1 (de) * | 2010-07-12 | 2012-01-12 | Von Ardenne Anlagentechnik Gmbh | Substratbehandlungseinrichtung |
| DE102010031245B4 (de) | 2010-07-12 | 2013-04-11 | Von Ardenne Anlagentechnik Gmbh | Substratbehandlungsanlage |
| DE102011116136B4 (de) * | 2011-10-15 | 2021-05-12 | Onejoon Gmbh | Anlage zur Behandlung von Werkstücken |
| DE102014017451A1 (de) * | 2014-11-26 | 2016-06-02 | Eisenmann Se | Anlage zum Behandeln eines Guts |
| TWI613314B (zh) * | 2015-03-31 | 2018-02-01 | Kabushiki Kaisha Kobe Seiko Sho (Kobe Steel, Ltd.) | 成膜裝置及成膜裝置的分隔壁構造體 |
| JP6909196B2 (ja) * | 2018-10-10 | 2021-07-28 | 株式会社ヒラノK&E | 成膜装置 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59200863A (ja) * | 1983-04-27 | 1984-11-14 | Hitachi Ltd | 回転導入駆動装置 |
| JPS6127484U (ja) * | 1984-07-21 | 1986-02-19 | 金則 西村 | 無段変速装置 |
| JPH04156266A (ja) * | 1990-10-19 | 1992-05-28 | Ishikawajima Harima Heavy Ind Co Ltd | 非接触型トルク伝達装置 |
| JPH05248453A (ja) * | 1991-09-30 | 1993-09-24 | Xerox Corp | 調整可能な滑りトルクを備えた磁気クラッチ |
| JPH09279341A (ja) * | 1996-04-17 | 1997-10-28 | Anelva Corp | トレイ搬送式インライン成膜装置 |
| JP2003301857A (ja) * | 2002-04-10 | 2003-10-24 | Canon Inc | 画像形成装置 |
| JP2004243473A (ja) * | 2003-02-14 | 2004-09-02 | Fuji Photo Film Co Ltd | スリッタ装置及び該スリッタ装置を使用した磁気記録媒体の製造方法 |
-
2005
- 2005-02-23 JP JP2005047734A patent/JP4582450B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59200863A (ja) * | 1983-04-27 | 1984-11-14 | Hitachi Ltd | 回転導入駆動装置 |
| JPS6127484U (ja) * | 1984-07-21 | 1986-02-19 | 金則 西村 | 無段変速装置 |
| JPH04156266A (ja) * | 1990-10-19 | 1992-05-28 | Ishikawajima Harima Heavy Ind Co Ltd | 非接触型トルク伝達装置 |
| JPH05248453A (ja) * | 1991-09-30 | 1993-09-24 | Xerox Corp | 調整可能な滑りトルクを備えた磁気クラッチ |
| JPH09279341A (ja) * | 1996-04-17 | 1997-10-28 | Anelva Corp | トレイ搬送式インライン成膜装置 |
| JP2003301857A (ja) * | 2002-04-10 | 2003-10-24 | Canon Inc | 画像形成装置 |
| JP2004243473A (ja) * | 2003-02-14 | 2004-09-02 | Fuji Photo Film Co Ltd | スリッタ装置及び該スリッタ装置を使用した磁気記録媒体の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006237161A (ja) | 2006-09-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4582450B2 (ja) | 真空成膜装置の搬送機構 | |
| JP6602457B2 (ja) | 減圧システム内でマスクデバイスを取り扱う方法、マスクハンドリング装置、及び減圧システム | |
| KR101181503B1 (ko) | 콘베이어 및 성막 장치와 그 보수관리 방법 | |
| JP6231078B2 (ja) | 真空プロセスのためのシステム構成 | |
| US6206176B1 (en) | Substrate transfer shuttle having a magnetic drive | |
| KR101756992B1 (ko) | 증착 마스크, 증착 장치, 박막 형성 방법 | |
| JP4549697B2 (ja) | 成膜装置及び成膜方法 | |
| JP2008004898A (ja) | 基板搬送装置、基板搬送方法および基板処理システム | |
| TWI611998B (zh) | 製造基板所用的晶圓承載板與光罩配置 | |
| US20130133571A1 (en) | Film forming apparatus | |
| TWI232242B (en) | Substrate processing apparatus and processing method | |
| JP2002517055A (ja) | 基板取扱いおよび処理システムと方法 | |
| JP2010077487A (ja) | 有機elデバイス製造装置及び同製造方法並び成膜装置及び成膜方法 | |
| TW200903691A (en) | Arrangement for moving a carrier in a chamber, in particular a vacuum chamber | |
| TW514972B (en) | Vacuum processing apparatus | |
| JP2007019216A (ja) | 基板の搬送ロボット | |
| WO2019050507A1 (en) | METHODS OF MANIPULATING A MASKING DEVICE, APPARATUS FOR EXCHANGING A MASKING DEVICE, MASK EXCHANGING CHAMBER, AND VACUUM SYSTEM | |
| JP2014036159A (ja) | 被処理体の搬送機構および真空処理装置 | |
| JP2014070242A (ja) | 真空蒸着装置及び真空蒸着方法 | |
| JP2012054013A (ja) | 有機elデバイス製造装置及び製造方法 | |
| WO2019228611A1 (en) | Methods of handling masks in a vacuum system, and vacuum system | |
| JP2001077172A (ja) | 基板の処理装置、基板の搬送体、並びに電子部品の製造方法 | |
| JP2002270670A (ja) | 真空処理装置 | |
| JP2019040947A (ja) | 基板処理装置及び基板搬送方法 | |
| JPH0330320A (ja) | 気相化学反応生成装置のロードロック機構 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20071110 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080122 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080122 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100325 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100525 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100726 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100817 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100819 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4582450 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130910 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |