JP4518059B2 - シリンダブロックの加工用治具及び加工方法 - Google Patents
シリンダブロックの加工用治具及び加工方法 Download PDFInfo
- Publication number
- JP4518059B2 JP4518059B2 JP2006275458A JP2006275458A JP4518059B2 JP 4518059 B2 JP4518059 B2 JP 4518059B2 JP 2006275458 A JP2006275458 A JP 2006275458A JP 2006275458 A JP2006275458 A JP 2006275458A JP 4518059 B2 JP4518059 B2 JP 4518059B2
- Authority
- JP
- Japan
- Prior art keywords
- cylinder
- bore
- cylinder block
- dummy head
- head
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q3/00—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine
- B23Q3/02—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine for mounting on a work-table, tool-slide, or analogous part
- B23Q3/06—Work-clamping means
- B23Q3/062—Work-clamping means adapted for holding workpieces having a special form or being made from a special material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B33/00—Honing machines or devices; Accessories therefor
- B24B33/02—Honing machines or devices; Accessories therefor designed for working internal surfaces of revolution, e.g. of cylindrical or conical shapes
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Geometry (AREA)
- Cylinder Crankcases Of Internal Combustion Engines (AREA)
- Drilling And Boring (AREA)
Description
すなわち、シリンダブロックのシリンダボアに対しては、所定の真円度を出すためにホーニング加工等の仕上げ加工が行われる。かかるシリンダボアに対する仕上げ加工の後、シリンダブロックにシリンダヘッドが組み付けられる。シリンダブロックに対するシリンダヘッドの組付けに際しては、ボルト等の締結具(ヘッドボルト)が用いられる。つまり、ヘッドボルトが、シリンダヘッドを貫通するとともにシリンダブロックに設けられるボルト穴に螺挿されることにより、シリンダヘッドがシリンダブロックに対して締結固定される。このヘッドボルトによってシリンダブロックに作用する締付け力(締結力)は、シリンダブロックに変形を生じさせ、シリンダボアの変形(ボア変形)つまりシリンダボアの真円度の低下につながる。
つまり、実際の製品として組み付けられるシリンダヘッドとは異なる加工用治具としてのダミーヘッドが、ボルト等の締結具(例えばヘッドボルト)によってシリンダヘッドと同様にしてシリンダブロックに組み付けられることにより、シリンダヘッドが組み付けられた状態と同様の状態とされたシリンダブロックに対し、そのシリンダボアに対する仕上げ加工が行われる。
これにより、シリンダブロックに対して規定の締付け力が付与された状態、つまりシリンダボアに対して締付け力による変形が付与された状態でシリンダボアに対する仕上げ加工が行われ、その仕上げ加工後にシリンダヘッドが組み付けられることにより、シリンダヘッド組付け時の締付け力によって生じるボア変形が防止される。
特許文献1においては、ダミーヘッドにおける、シリンダブロックのシリンダボア周縁に対応する部分に、シリンダブロックに向けて突出するビード部を設けるとともに、このビード部の外周側に凹部を設ける構成が開示されている。かかる構成において、ダミーヘッドをシリンダブロックにボルト締結によって取り付ける際に、ダミーヘッドが前記ビード部及び凹部の作用で弾性変形することで、その取付時の力を吸収する。これにより、ガスケット等を用いることなくシリンダボアの変形を容易に得ることができ、シリンダボアの仕上げ加工を低コストで高精度に行うことができる旨記載されている。
また、特許文献2においては、ダミーヘッドのシリンダブロックとの合わせ面に一体的に取り付けられるシムの形状を工夫すること等により、ダミーヘッドをシリンダブロックに組み付けたときの変形と、シリンダヘッドをシリンダブロックに組み付けたときの変形とをより近い状態にし、シリンダヘッドを組み付けたときのシリンダボアの精度を向上させている。
また、ボルトによる締付け力を必要以上に大きくすることにより、ボルト締結部におけるシリンダブロックの雌ねじ部分(ボルト穴)が損傷するおそれがある。
また、シリンダブロックに組み付けることでボア周縁部に作用させるボア荷重に分布を持たせることができ、そのボア荷重を成行きではなく意図的にコントロールすることが可能となる。これにより、シリンダブロックに組み付けることにより生じさせるボア変形を、熱変形を含むエンジン実働時のボア変形により忠実に対応させることが可能となる。
また、多数のシリンダブロックに対する加工に際してシリンダブロックに対する組付け及び取外しが繰り返されることで、突起の接触面に、ボア周縁部における圧痕の原因となる、摩耗等による表面の荒れ(凹凸)が生じた場合であっても、突起の部分を交換することが可能となる。
また、ダミーヘッド本体をシリンダブロックに組み付けることでボア周縁部に作用させるボア荷重に分布を持たせることができ、そのボア荷重を成行きではなく意図的にコントロールすることが可能となる。これにより、ダミーヘッド本体を組み付けることにより生じさせるボア変形を、熱変形を含むエンジン実働時のボア変形により忠実に対応させることが可能となる。
本発明に係るシリンダブロックの加工方法は、図1及び図2に示すように、シリンダブロック2のシリンダヘッド取付面(以下単に「ヘッド取付面」という。)4に、ダミーヘッド本体10を備えるシリンダブロックの加工用治具としてのダミーヘッド1をボルト締結によって組み付けることにより、シリンダブロック2が有するシリンダボア3を変形させた状態で、シリンダボア3に対する仕上げ加工を行うものである。
そして、ダミーヘッド本体10を、シリンダブロック2よりも剛性の高い構成とし、ヘッド取付面4と、ダミーヘッド本体10のシリンダブロック2に対する取付面11との間に、ヘッド取付面4におけるシリンダボア3の周縁部に接触する接触面21を有する突起部材を介在させる。
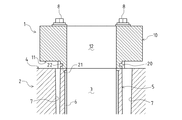
図1及び図2に示すように、本発明に係るシリンダブロックの加工用治具としてのダミーヘッド1は、シリンダブロック2が有するシリンダボア3に対する仕上げ加工に際し、シリンダブロック2のヘッド取付面4にボルト締結によって組み付けられることにより、シリンダボア3を変形させるダミーヘッド本体10を備える。
なお、図2に示す断面図は、シリンダブロック2の短手方向のシリンダボア3直径近傍位置における断面図であってダミーヘッド1とシリンダブロック2との接合部を示す。また、以下の説明においては、ダミーヘッド1について、シリンダブロック2に組み付けられる側を「下」とし、その反対側を「上」とする。
図2に示すように、シリンダボア3は、シリンダブロック2において各シリンダボア3に対応するように略筒状に形成されるシリンダ部5の内周面側に、筒状のシリンダライナ6が、鋳ぐるみあるいは圧入等によって内装されることで形成される。つまり、シリンダライナ6の内周面がシリンダボア3を形成し、前記ピストンの摺動面となる。なお、本実施形態では、シリンダボア3は、シリンダライナ6が用いられて形成される構成であるが、シリンダブロック2の構造体に対して直接形成される構成であってもよい。
ダミーヘッド本体10は、ダミーヘッド1がシリンダブロック2に組み付けられた状態で各シリンダボア3に対応する位置に、シリンダボア3に対する仕上げ加工を許容するための貫通孔となる孔部12を有する。つまり、ダミーヘッド1がシリンダブロック2に組み付けられた状態で、シリンダボア3とダミーヘッド本体10の孔部12とが連通した状態となり、この孔部12を介してシリンダボア3に対する仕上げ加工が行われる。
本実施形態では、前記のとおりシリンダブロック2は一列に並ぶ四個のシリンダボア3を有するため、ダミーヘッド本体10は、それらのシリンダボア3に対応する配置で四個の孔部12を有する。
ボルト挿通孔13は、ダミーヘッド本体10において、シリンダブロック2のヘッド取付面4に設けられるボルト穴に対応する位置に設けられる。本実施形態では、シリンダブロック2のヘッド取付面4に設けられるボルト穴は、各シリンダボア3の周囲において略等間隔で四個設けられるとともに、隣接するシリンダボア3間においては二個のボルト穴が共用されて計十個設けられ、これらのボルト穴に対応するように、ダミーヘッド1のボルト挿通孔13が設けられる(図3等参照)。
つまり、本実施形態においては、前記のとおりヘッド取付面4とダミーヘッド本体10の取付面11との間に介在する突起部材が、ダミーヘッド本体10に設けられる突起20としてダミーヘッド本体10と一体的に構成されている。
突起20の下面(シリンダブロック2に対する取付け側面)が、ヘッド取付面4におけるシリンダボア3の周縁部(以下「ボア周縁部」とする。)に接触する接触面21となる。
ここで、シリンダブロック2におけるボア周縁部とは、その範囲(接触面21との接触範囲)や形状(接触面21との接触部分の形状)等は特に限定されるものではないが、本実施形態では、ヘッド取付面4においてシリンダボア3の開口端から径方向外側へ略一定距離まで広がった部分であり、隣り合うシリンダボア3の間で連続する。したがって、ボア周縁部に接触する接触面21の形状は、四つの環状部分が一列に連続した(接続された)形状となる(図5参照)。そして、本実施形態では、シリンダブロック2のデッキ構造上、ボア周縁部はシリンダボア3を形成するシリンダ部5の上面(ヘッド取付面4側の面)部分となる。
ダミーヘッド本体10がシリンダブロック2よりも剛性の高い構成とされるに際しては、ダミーヘッド本体10が、シリンダブロック2よりも剛性の高い材料により構成される。シリンダブロック2よりも剛性の高い材料としては、シリンダブロック2を構成する材料よりもヤング率や剛性率等の弾性率が大きい材料等が用いられる。例えば、シリンダブロック2の材料がアルミニウム合金であるのに対し、ダミーヘッド本体10を構成する材料としては、鋳鉄等の鉄合金を含む鉄が用いられる。つまりこの場合、アルミニウム製のシリンダブロック2に対してダミーヘッド本体10が鉄製となる。また、ダミーヘッド本体10の板厚を厚くする等のように、その立体的形状の面(構造面)からも剛性が高められる。
つまり、ダミーヘッド本体10の剛性が、その材料面や構造面から高められることにより、ダミーヘッド1において少なくともダミーヘッド本体10が、シリンダブロック2よりも剛性の高い構成とされる。
つまり、ダミーヘッド本体10の剛性を高めてそのボルト締結による変形量を減らすことで、ヘッドボルト8によるボルト軸力を効率的にシリンダブロック2側に伝達できる。したがって、ダミーヘッド1における少なくともダミーヘッド本体10の部分は、前記のとおりヘッドボルト8によるボルト軸力を効率的に伝達できるようにシリンダブロック2よりも十分に高い剛性を有する構成とされる。また、ダミーヘッド1における突起20の接触面21が接触するシリンダブロック2側の面を、ボア周縁部に限定することで、ダミーヘッド1を組み付けることによりシリンダブロック2にかかる総荷重を全てボア荷重として用いることができる。
ダミーヘッド1のシリンダブロック2に対する組付け時のヘッドボルト8によるボルト軸力を、実際のシリンダヘッド及びガスケットのシリンダブロック2に対する組付け時(実ヘッド組付け時)のボルト軸力と同等とした場合、シリンダブロック2に作用するボア荷重は、(1/実ヘッド組付け時のボア荷重分担率)倍となる。
言い換えると、本発明に係るダミーヘッド1を用いることにより、ダミーヘッド1を組み付ける際のボルト軸力を、実際のシリンダヘッド及びガスケットを組み付けるためのボルト軸力よりも大きくすることなく、ダミーヘッド1を組み付けることでシリンダブロック2に作用するボア荷重を(1/実ヘッド組付け時のボア荷重分担率)倍に向上することが可能となる。
すなわち、ピストンにはシリンダボア3に対して摺接するピストンリングが装着されるところ、ボア変形に関し、真円からの歪みが大きいと、真円から大径に変形する部分(拡径する部分)ではピストンリングによるシール性が低下し、浸出によるオイル消費やブローバイガスの増大を招くこととなる。こうした状況は、ピストンリングの張力(拡がろうとする力)を大きくし(高張力化し)、シリンダボアの大径に変化する部分でもピストンリングによる最低限の押付け力が確保できるようにすることで避けることができる。しかし、ピストンリングの高張力化は、シリンダボア3における全体的なフリクションの増大を招く。そこで、前記のとおり、シリンダボア3の真円度の向上を図ることができることにより、シリンダボア3におけるピストンの摺動にともなうフリクションを低減させることができる。
接触面21のボア周縁部に対する接触を部分的なものとする場合、ボア周縁部に対して所望の部位にのみ局所的にボア荷重を作用させることができる。これにより、熱変形を含むエンジン実働時のボア変形のように、より複雑な変形に対応することが可能となる。
こうしたボア周縁部に残る圧痕については、シリンダボア3の仕上げ加工後にボア周縁部の表面を加工することで対応できると考えられるが、これは加工工程の増加につながる。
すなわち、例えば、シリンダブロック2においてボア周縁部(シリンダ部5の上面部分)が同一平面状に形成される場合、これに対応して突起20の接触面21が同一平面状に形成される。そして、ダミーヘッド1がシリンダブロック2に組み付けられた状態で、突起20の接触面21がボア周縁部に対して部分的ではなく全面で接触するように構成される。
に接触させることにより、ダミーヘッド1をシリンダブロック2に組み付けることによっ
てエンジン実働時のボア変形を体現させるためにボア周縁部に作用させるボア荷重が増加
することによっても、ボア周縁部において局所的な高面圧部分が生じることを防止するこ
とができ、ボア周縁部に圧痕が残ることを防止することができる。
また、本実施形態では、くびれ部22は、突起20においてその突出方向(上下方向)略中央部に設けられ、突起20が図2等に示す断面視で、突起20に外周溝が形成されることで横凹部の形状を有するが、くびれ部22がダミーヘッド本体10の取付面11に対して直接的に設けられ、突起20が前記と同様の断面視でL字形状となる構成であってもよい。
つまり、くびれ部22についてシリンダボア3の径方向にくびれた部分とは、突起20の外周側から肉薄とされる場合だけでなく、例えば内周溝が形成されること等により、突起20の内周側から肉薄とされる場合も含む。
そして、くびれ部22を有する突起20について、くびれ部22の寸法を調整することにより、突起20の剛性を調整する。
すなわち、くびれ部22は、突起20において他の部分に対して薄肉部分となり剛性が低い部分となる。そこで、前記くびれ部22の寸法を調整することにより、突起20全体としての剛性を調整する。
なお、図7は、図2に示す断面図と同様の方向及び位置における断面図であってダミーヘッド1とシリンダブロック2との接合部の径方向一側の拡大図を示す。
これにより、ダミーヘッド1をシリンダブロック2に組み付けることにより生じさせるボア変形を、熱変形を含むエンジン実働時のボア変形により忠実に対応させることが可能となる。
このため、ボア変形の熱変形を、ダミーヘッド1を組み付けることによってより忠実に体現するためには、ダミーヘッド1とシリンダブロック2のボア周縁部との接触部の面圧や、ダミーヘッド1のせん断方向(孔部12の径方向)の剛性を部位に応じて異なるものにし、成行きではなく意図的にボア荷重(ボア周縁部に作用する荷重)をコントロールすることが必要となる。
そこで、前述のとおり、突起20にくびれ部22を設け、突起20の剛性を部位ごとに変化させることで調整することにより、ボア周縁部における面圧等をコントロールすることが可能となる。
すなわち、例えば、エンジン実働時に比較的高温となって熱負荷が高くなり熱変形によるボア変形量が比較的多くなる中央部のシリンダボア3、つまり直列四気筒のエンジンを構成する本実施形態のシリンダブロック2においては中央二つのシリンダボア3に対応するボア周縁部に作用するボア荷重が大きくなるように、くびれ部22の寸法を変化させる。つまりこの場合、シリンダブロック2におけるシリンダボア3ごとに、その対応する部分のくびれ部22の寸法を変化させて異なるものとし、突起20の剛性を調整する。
また、各シリンダボア3のボア周縁部に作用するボア荷重を周方向で変化させるように、くびれ部22の寸法を変化させることが考えられる。つまりこの場合、突起20における各シリンダボア3に対応する部分においてくびれ部22の寸法を周方向に変化させて異なるものとし、突起20の剛性を調整する。
本シミュレーションは、突起20における各シリンダボア3に対応する部分においてくびれ部22の寸法を周方向で同一とした場合であって、くびれ部22の肉厚寸法d1(図7参照)の寸法を変化させた場合における、あるシリンダボア3についてのボア変形の変化を示すものである。
具体的には、図8(a)に示す肉厚寸法d1の寸法値L1は、くびれ部22が比較的肉薄(突起20の他の部分の1/4程度の肉厚)の場合であり、同図(c)に示す同寸法の寸法値L3は、くびれ部22が比較的肉厚(突起20の他の部分の3/4程度の肉厚)の場合であり、同図(b)に示す同寸法の寸法値L2は、くびれ部22が寸法値L1と寸法値L3の中間程度の肉厚(突起20の他の部分の略半分の肉厚)の場合である。
つまり、図8(A)はくびれ部22の肉厚寸法d1の値を寸法値L1とした場合のボア変形、同図(B)は同じく寸法値L2とした場合のボア変形、同図(C)は同じく寸法値L3とした場合のボア変形のCAE計算結果例を示す。なお、図8(A)〜(C)の各図における上下はシリンダボア3の上下に対応し、同各図に示すボア変形は、説明の便宜のためその変形を誇張して示してある。また、同各図における縞模様は、シリンダボア3の内面の変位量を示すものであり、中央部から外側にかけてその変位量が多くなる。
この場合、同図(A)に示すように、シリンダボア3は、その上部が窄まるような変形(シリンダ部5の上部が内側に倒れ込むような変形)をともなう(図中、点線部分参照)。また、シリンダボア3の下部は外側に膨らむような変形をともなう。
この場合、同図(B)に示すように、シリンダボア3の上部の変形が、くびれ部22の肉厚寸法d1が寸法値L1の場合と比べて比較的緩やかとなる(図中、点線部分参照)。つまりこの場合、シリンダボア3は、その上部の変形はわずかであって下部のみが前記の場合(図8(A)参照)と同様に外側に膨らむような変形をともなう。
この場合、同図(C)に示すように、シリンダボア3は、その上部が拡がるような変形(シリンダ部5の上部が外側に倒れるような変形)をともなう(図中、点線部分参照)。また、シリンダボア3の下部は、前記各場合(図8(A)、(B)参照)と同様に外側に膨らむような変形をともなう。
また、シリンダボア3の上部は、その上方に燃焼室が形成されることから比較的高温となる部分でありエンジン実働時において変形しやすい部分となる。
したがって、くびれ部22の肉厚寸法d1を調整することは、ダミーヘッド1を組み付けることによるボア変形を、熱変形を含むエンジン実働時におけるボア変形に効果的に対応させることにつながる。
具体的には、例えば、鋳造による一体成型や削り出し等により、ダミーヘッド1において突起20がダミーヘッド本体と一体的に構成される。
そこで、前記のとおり突起20がダミーヘッド本体10と一体的であることにより、ダミーヘッド1が突起20を含め一体の構造物となるので、ダミーヘッド1のヘッド取付面4に対する載置等の作業の簡略化が図れ作業性が向上する。
また、突起20がダミーヘッド本体10と一体的であることにより、ダミーヘッド1の搬送やヘッド取付面4に対する載置が容易となり、シリンダブロック2の加工工程の自動化に適したものとなる。
この場合、例えば図7に示すニ点鎖線が分離位置とされ、突起20がダミーヘッド本体10に対して別部材により構成される。
なお、突起20がダミーヘッド本体10に対して別部材により構成される場合であっても、別部材の突起20がボルト等の締結具が用いられてダミーヘッド本体10に対して固着されること等により、前述したような突起20のダミーヘッド本体10に対する一体的な構成が実現される。
すなわち、突起20において、その剛性に影響する部位、つまりボア変形に対して直接的に影響する部位はくびれ部22である。このため、接触面21が摩耗限界に達した際は、その表面に加工を施して接触面21の表面を剥くにより、突起20の作用によるボア変形に影響することなく、ダミーヘッド1の再度の使用が可能となる。
2 シリンダブロック
3 シリンダボア
4 ヘッド取付面(シリンダヘッド取付面)
10 ダミーヘッド本体
11 取付面
20 突起(突起部材)
21 接触面
22 くびれ部
Claims (6)
- シリンダブロックが有するシリンダボアに対する仕上げ加工に際し、シリンダブロックのシリンダヘッド取付面にボルト締結によって組み付けられることにより、前記シリンダボアを変形させるダミーヘッド本体を備えるシリンダブロックの加工用治具であって、
前記ダミーヘッド本体のシリンダブロックに対する取付面側に、前記シリンダヘッド取付面における前記シリンダボアの周縁部に接触する接触面を有する突起を設け、
少なくとも前記ダミーヘッド本体を、シリンダブロックよりも剛性の高い構成とし、
前記突起は、前記接触面に対して前記シリンダボアの径方向にくびれた部分でありそのくびれた部分の寸法の調整により該突起の剛性が調整されるくびれ部を有する、
ことを特徴とするシリンダブロックの加工用治具。 - 前記突起は、前記接触面を介して前記シリンダボアの周縁部に対して全面的に接触することを特徴とする請求項1に記載のシリンダブロックの加工用治具。
- 前記突起を、前記ダミーヘッド本体に対して別部材として構成したことを特徴とする請求項1または請求項2に記載のシリンダブロックの加工用治具。
- シリンダブロックのシリンダヘッド取付面に、ダミーヘッド本体をボルト締結によって組み付けることにより、シリンダブロックが有するシリンダボアを変形させた状態で、該シリンダボアに対する仕上げ加工を行うシリンダブロックの加工方法であって、
前記ダミーヘッド本体を、シリンダブロックよりも剛性の高い構成とし、
前記シリンダヘッド取付面と、前記ダミーヘッド本体のシリンダブロックに対する取付面との間に、前記シリンダヘッド取付面における前記シリンダボアの周縁部に接触する接触面を有する突起部材を介在させ、
前記突起部材に、前記接触面に対して前記シリンダボアの径方向にくびれた部分となるくびれ部を設け、該くびれ部の寸法を調整することにより、該突起部材の剛性を調整する、
ことを特徴とするシリンダブロックの加工方法。 - 前記突起部材を、前記接触面を介して前記シリンダボアの周縁部に対して全面的に接触させることを特徴とする請求項4に記載のシリンダブロックの加工方法。
- 前記突起部材を、前記ダミーヘッド本体と一体的に構成することを特徴とする請求項4または請求項5に記載のシリンダブロックの加工方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006275458A JP4518059B2 (ja) | 2006-10-06 | 2006-10-06 | シリンダブロックの加工用治具及び加工方法 |
| US12/443,610 US8033534B2 (en) | 2006-10-06 | 2007-10-03 | Jig and method for processing cylinder block |
| EP07829532A EP2072184B1 (en) | 2006-10-06 | 2007-10-03 | Jig and method for processing cylinder block |
| PCT/JP2007/069794 WO2008044719A1 (fr) | 2006-10-06 | 2007-10-03 | Gabarit et procédé permettant de traiter un bloc-cylindre |
| CN2007800366938A CN101522369B (zh) | 2006-10-06 | 2007-10-03 | 汽缸体的加工用夹具及加工方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006275458A JP4518059B2 (ja) | 2006-10-06 | 2006-10-06 | シリンダブロックの加工用治具及び加工方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008095547A JP2008095547A (ja) | 2008-04-24 |
| JP4518059B2 true JP4518059B2 (ja) | 2010-08-04 |
Family
ID=39282909
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006275458A Expired - Fee Related JP4518059B2 (ja) | 2006-10-06 | 2006-10-06 | シリンダブロックの加工用治具及び加工方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US8033534B2 (ja) |
| EP (1) | EP2072184B1 (ja) |
| JP (1) | JP4518059B2 (ja) |
| CN (1) | CN101522369B (ja) |
| WO (1) | WO2008044719A1 (ja) |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4553018B2 (ja) * | 2007-02-22 | 2010-09-29 | トヨタ自動車株式会社 | シリンダブロックの加工方法、加工用治具、およびシリンダブロック |
| CN101879618B (zh) * | 2010-06-13 | 2012-05-09 | 镇江中船设备有限公司 | 一种专用镗孔设备 |
| CN101913089B (zh) * | 2010-07-07 | 2012-05-30 | 铜陵精远线模有限责任公司 | 可方便定心的涂漆模具夹具 |
| JP2012057481A (ja) * | 2010-09-06 | 2012-03-22 | Honda Motor Co Ltd | シリンダブロックの加工用治具および加工方法 |
| JP5807750B2 (ja) * | 2012-01-05 | 2015-11-10 | トヨタ自動車株式会社 | 締付装置及び締付方法 |
| JP5866264B2 (ja) * | 2012-08-02 | 2016-02-17 | 本田技研工業株式会社 | シリンダブロックの加工用冶具及びシリンダブロックの製造方法 |
| CN102785095B (zh) * | 2012-08-08 | 2016-06-15 | 重庆百吉四兴压铸有限公司 | 摩托车发动机箱体曲轴孔与凸轮轴孔的定位装置 |
| DE102016205754A1 (de) * | 2016-04-07 | 2017-10-12 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren zur Herstellung eines Motorblocks eines Verbrennungsmotors |
| CN108317250B (zh) * | 2018-02-05 | 2021-03-02 | 华域三电汽车空调有限公司 | 一种缸体及其加工方法 |
| US10835919B2 (en) | 2018-07-26 | 2020-11-17 | Samsung Electronics Co., Ltd. | Spin chuck jig and method of lifting spin chuck using the same |
| CN109483336A (zh) * | 2018-10-17 | 2019-03-19 | 嘉兴学院 | 具有压力智能控制的薄壁缸套用研磨头及控制系统 |
| CN112983670A (zh) * | 2021-02-08 | 2021-06-18 | 重庆长安汽车股份有限公司 | 一种模拟缸盖及缸孔加工工艺 |
| CN115383615A (zh) * | 2022-08-31 | 2022-11-25 | 东风商用车有限公司 | 一种湿式缸套模拟加工工艺方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000052228A (ja) * | 1998-08-10 | 2000-02-22 | Suzuki Motor Corp | シリンダブロックのボア加工用治具 |
| JP2004036511A (ja) * | 2002-07-04 | 2004-02-05 | Toyota Motor Corp | 内燃機関のシリンダブロック及びその加工方法 |
| JP2004243514A (ja) * | 2003-01-24 | 2004-09-02 | Nissan Motor Co Ltd | シリンダブロックの加工用治具および加工方法 |
| JP2005199378A (ja) * | 2004-01-14 | 2005-07-28 | Toyota Motor Corp | シリンダボア内周面のホーニング加工方法、及びシリンダボア内周面のホーニング加工装置 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS56134169A (en) * | 1980-03-24 | 1981-10-20 | Nissan Motor Co Ltd | Working of cylinder bore for internal combustion engine |
| JPS597448A (ja) * | 1982-07-05 | 1984-01-14 | Mazda Motor Corp | エンジンのシリンダ加工方法 |
| JPS62287965A (ja) * | 1986-06-02 | 1987-12-14 | Mazda Motor Corp | エンジン用シリンダの加工方法 |
| JPH08209384A (ja) * | 1995-02-02 | 1996-08-13 | Yamaha Motor Co Ltd | 表面処理装置 |
-
2006
- 2006-10-06 JP JP2006275458A patent/JP4518059B2/ja not_active Expired - Fee Related
-
2007
- 2007-10-03 CN CN2007800366938A patent/CN101522369B/zh not_active Expired - Fee Related
- 2007-10-03 WO PCT/JP2007/069794 patent/WO2008044719A1/ja active Application Filing
- 2007-10-03 EP EP07829532A patent/EP2072184B1/en not_active Ceased
- 2007-10-03 US US12/443,610 patent/US8033534B2/en not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000052228A (ja) * | 1998-08-10 | 2000-02-22 | Suzuki Motor Corp | シリンダブロックのボア加工用治具 |
| JP2004036511A (ja) * | 2002-07-04 | 2004-02-05 | Toyota Motor Corp | 内燃機関のシリンダブロック及びその加工方法 |
| JP2004243514A (ja) * | 2003-01-24 | 2004-09-02 | Nissan Motor Co Ltd | シリンダブロックの加工用治具および加工方法 |
| JP2005199378A (ja) * | 2004-01-14 | 2005-07-28 | Toyota Motor Corp | シリンダボア内周面のホーニング加工方法、及びシリンダボア内周面のホーニング加工装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008095547A (ja) | 2008-04-24 |
| CN101522369A (zh) | 2009-09-02 |
| EP2072184B1 (en) | 2013-02-27 |
| EP2072184A1 (en) | 2009-06-24 |
| US20100072687A1 (en) | 2010-03-25 |
| EP2072184A4 (en) | 2012-04-11 |
| CN101522369B (zh) | 2010-12-08 |
| WO2008044719A1 (fr) | 2008-04-17 |
| US8033534B2 (en) | 2011-10-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4518059B2 (ja) | シリンダブロックの加工用治具及び加工方法 | |
| US6283480B1 (en) | Metal gasket | |
| JP4548440B2 (ja) | シリンダブロックの加工用治具および加工方法 | |
| JP4591393B2 (ja) | シリンダブロック製造方法、及びシリンダブロック | |
| JP5529654B2 (ja) | シリンダブロック加工用ダミーヘッド | |
| JP4474924B2 (ja) | シリンダブロックの加工用治具および加工方法 | |
| JP4577234B2 (ja) | シリンダブロック製造方法、及びシリンダブロック | |
| JP4138657B2 (ja) | 軸受 | |
| JP5416495B2 (ja) | シリンダブロックの加工方法 | |
| EP0950807B1 (en) | Metal gasket | |
| JP2003322256A (ja) | メタルガスケット | |
| JP4285203B2 (ja) | シリンダブロック | |
| JP2006312905A (ja) | シリンダブロック及び同シリンダブロックの組み立て方法 | |
| JPH0626575A (ja) | 金属ガスケット | |
| JP2005155713A (ja) | 金属ガスケット | |
| JP2008298053A (ja) | シリンダブロックの加工方法及び加工用治具 | |
| JP2511334Y2 (ja) | シリンダライナ― | |
| JP2012057481A (ja) | シリンダブロックの加工用治具および加工方法 | |
| JP4258980B2 (ja) | エンジンのシール構造 | |
| JP2005164039A (ja) | 肉厚部分を備えている鋼板を含むガスケット | |
| JP5932213B2 (ja) | シリンダヘッドガスケットの製造方法 | |
| JPH0526100A (ja) | 水冷式内燃機関 | |
| JP2010019225A (ja) | シリンダブロック | |
| JP5863102B2 (ja) | シリンダブロックのボア加工方法及びこれに用いられるダミーヘッドユニット | |
| JPH1193763A (ja) | エンジンのシール構造 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100302 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100401 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100427 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100510 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130528 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130528 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |