JP4323717B2 - 注入済みアンプル - Google Patents
注入済みアンプル Download PDFInfo
- Publication number
- JP4323717B2 JP4323717B2 JP2000512582A JP2000512582A JP4323717B2 JP 4323717 B2 JP4323717 B2 JP 4323717B2 JP 2000512582 A JP2000512582 A JP 2000512582A JP 2000512582 A JP2000512582 A JP 2000512582A JP 4323717 B2 JP4323717 B2 JP 4323717B2
- Authority
- JP
- Japan
- Prior art keywords
- barrel
- ampoule
- sealer
- opening
- edge
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 239000003708 ampul Substances 0.000 title claims description 197
- 239000000463 material Substances 0.000 claims description 35
- 238000007789 sealing Methods 0.000 claims description 22
- 230000007246 mechanism Effects 0.000 claims description 21
- 230000008859 change Effects 0.000 claims description 3
- 238000004519 manufacturing process Methods 0.000 description 42
- 238000000034 method Methods 0.000 description 35
- 238000004108 freeze drying Methods 0.000 description 22
- 238000002347 injection Methods 0.000 description 22
- 239000007924 injection Substances 0.000 description 22
- 230000008569 process Effects 0.000 description 21
- 230000008901 benefit Effects 0.000 description 19
- 239000007789 gas Substances 0.000 description 18
- 238000013461 design Methods 0.000 description 17
- 238000003780 insertion Methods 0.000 description 13
- 230000037431 insertion Effects 0.000 description 13
- 239000011521 glass Substances 0.000 description 11
- 230000001954 sterilising effect Effects 0.000 description 10
- 239000007788 liquid Substances 0.000 description 9
- 239000000047 product Substances 0.000 description 9
- 239000000243 solution Substances 0.000 description 9
- 238000004659 sterilization and disinfection Methods 0.000 description 9
- 238000002156 mixing Methods 0.000 description 8
- 239000003814 drug Substances 0.000 description 7
- 238000010438 heat treatment Methods 0.000 description 7
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 7
- 229940079593 drug Drugs 0.000 description 6
- 230000006378 damage Effects 0.000 description 5
- 230000035515 penetration Effects 0.000 description 5
- 239000007787 solid Substances 0.000 description 5
- 239000002904 solvent Substances 0.000 description 5
- 238000004140 cleaning Methods 0.000 description 4
- 230000009977 dual effect Effects 0.000 description 4
- 238000007667 floating Methods 0.000 description 4
- 239000000203 mixture Substances 0.000 description 4
- 239000000843 powder Substances 0.000 description 4
- 210000002159 anterior chamber Anatomy 0.000 description 3
- 238000011109 contamination Methods 0.000 description 3
- 230000003111 delayed effect Effects 0.000 description 3
- 239000013013 elastic material Substances 0.000 description 3
- 239000012530 fluid Substances 0.000 description 3
- 239000008176 lyophilized powder Substances 0.000 description 3
- 238000002844 melting Methods 0.000 description 3
- 230000008018 melting Effects 0.000 description 3
- 210000003739 neck Anatomy 0.000 description 3
- 239000002245 particle Substances 0.000 description 3
- 230000000149 penetrating effect Effects 0.000 description 3
- 238000003825 pressing Methods 0.000 description 3
- 125000006850 spacer group Chemical group 0.000 description 3
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- 230000004323 axial length Effects 0.000 description 2
- 230000009286 beneficial effect Effects 0.000 description 2
- 210000001124 body fluid Anatomy 0.000 description 2
- 239000000969 carrier Substances 0.000 description 2
- 238000013329 compounding Methods 0.000 description 2
- 238000007906 compression Methods 0.000 description 2
- 230000006835 compression Effects 0.000 description 2
- 238000007599 discharging Methods 0.000 description 2
- 238000009472 formulation Methods 0.000 description 2
- 229940088597 hormone Drugs 0.000 description 2
- 239000005556 hormone Substances 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 238000001802 infusion Methods 0.000 description 2
- 230000014759 maintenance of location Effects 0.000 description 2
- 229940094443 oxytocics prostaglandins Drugs 0.000 description 2
- 230000036961 partial effect Effects 0.000 description 2
- 238000005192 partition Methods 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- 150000003180 prostaglandins Chemical class 0.000 description 2
- 230000000284 resting effect Effects 0.000 description 2
- 230000000717 retained effect Effects 0.000 description 2
- 230000002441 reversible effect Effects 0.000 description 2
- 241001634822 Biston Species 0.000 description 1
- 102000018997 Growth Hormone Human genes 0.000 description 1
- 108010051696 Growth Hormone Proteins 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 230000006978 adaptation Effects 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- 239000010839 body fluid Substances 0.000 description 1
- 239000002775 capsule Substances 0.000 description 1
- FFGPTBGBLSHEPO-UHFFFAOYSA-N carbamazepine Chemical compound C1=CC2=CC=CC=C2N(C(=O)N)C2=CC=CC=C21 FFGPTBGBLSHEPO-UHFFFAOYSA-N 0.000 description 1
- 229910002092 carbon dioxide Inorganic materials 0.000 description 1
- 239000001569 carbon dioxide Substances 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 230000000295 complement effect Effects 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 239000012611 container material Substances 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000006731 degradation reaction Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000012377 drug delivery Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 239000000839 emulsion Substances 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000013020 final formulation Substances 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- 239000000122 growth hormone Substances 0.000 description 1
- 230000017525 heat dissipation Effects 0.000 description 1
- 238000011065 in-situ storage Methods 0.000 description 1
- 230000036512 infertility Effects 0.000 description 1
- 238000012966 insertion method Methods 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 150000002605 large molecules Chemical class 0.000 description 1
- 238000012792 lyophilization process Methods 0.000 description 1
- 238000005297 material degradation process Methods 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 239000012528 membrane Substances 0.000 description 1
- 239000012768 molten material Substances 0.000 description 1
- 239000005445 natural material Substances 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 239000002243 precursor Substances 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 230000002829 reductive effect Effects 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 238000005475 siliconizing Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 239000013589 supplement Substances 0.000 description 1
- 239000000725 suspension Substances 0.000 description 1
- 238000013022 venting Methods 0.000 description 1
- 238000005303 weighing Methods 0.000 description 1
Images

















Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M5/00—Devices for bringing media into the body in a subcutaneous, intra-vascular or intramuscular way; Accessories therefor, e.g. filling or cleaning devices, arm-rests
- A61M5/178—Syringes
- A61M5/28—Syringe ampoules or carpules, i.e. ampoules or carpules provided with a needle
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61J—CONTAINERS SPECIALLY ADAPTED FOR MEDICAL OR PHARMACEUTICAL PURPOSES; DEVICES OR METHODS SPECIALLY ADAPTED FOR BRINGING PHARMACEUTICAL PRODUCTS INTO PARTICULAR PHYSICAL OR ADMINISTERING FORMS; DEVICES FOR ADMINISTERING FOOD OR MEDICINES ORALLY; BABY COMFORTERS; DEVICES FOR RECEIVING SPITTLE
- A61J1/00—Containers specially adapted for medical or pharmaceutical purposes
- A61J1/05—Containers specially adapted for medical or pharmaceutical purposes for collecting, storing or administering blood, plasma or medical fluids ; Infusion or perfusion containers
- A61J1/06—Ampoules or carpules
- A61J1/062—Carpules
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M5/00—Devices for bringing media into the body in a subcutaneous, intra-vascular or intramuscular way; Accessories therefor, e.g. filling or cleaning devices, arm-rests
- A61M5/178—Syringes
- A61M5/24—Ampoule syringes, i.e. syringes with needle for use in combination with replaceable ampoules or carpules, e.g. automatic
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M5/00—Devices for bringing media into the body in a subcutaneous, intra-vascular or intramuscular way; Accessories therefor, e.g. filling or cleaning devices, arm-rests
- A61M5/008—Racks for supporting syringes or needles
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M5/00—Devices for bringing media into the body in a subcutaneous, intra-vascular or intramuscular way; Accessories therefor, e.g. filling or cleaning devices, arm-rests
- A61M5/178—Syringes
- A61M5/24—Ampoule syringes, i.e. syringes with needle for use in combination with replaceable ampoules or carpules, e.g. automatic
- A61M5/2448—Ampoule syringes, i.e. syringes with needle for use in combination with replaceable ampoules or carpules, e.g. automatic comprising means for injection of two or more media, e.g. by mixing
Landscapes
- Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Hematology (AREA)
- Vascular Medicine (AREA)
- Engineering & Computer Science (AREA)
- Anesthesiology (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Pharmacology & Pharmacy (AREA)
- Medical Preparation Storing Or Oral Administration Devices (AREA)
- Infusion, Injection, And Reservoir Apparatuses (AREA)
Description
(技術分野)
本発明は注射器型のアンプルであって、a)前端部と後端部とを有し、両者の間で軸を定めるバレルであって、前記前端部と後端部の間においてほぼ一定の断面を有し、少なくとも前記前端部が開口部で終わるバレルと、b)前記前端部に取り付けられ、前記開口部をシールするシーラと、c)前記バレル内において移動可能に、シール状態で配置された少なくとも1つのピストンと、そして、d)前記バレルの少なくとも一部に沿って延びるスリーブであって、前部と後部とを有し、前記前部が前記シーラに接続されているスリーブと、を有しているアンプルに関する。本発明は更に、注入済みアンプルの製造方法と製造手段とに関する。
【0002】
(背景技術)
各種内容物を予め注入したアンプルが、色々な用途に製造されている。本発明は、主としてこの種の製品に関するものであり、特に需要の多いものに対して適用することに関する。代表的な例としては、薬用の、もしくは薬剤応用の注入済みアンプルであり、これらには、無欠陥、シール性、無菌、純度、量、強度などの厳格な要求が付与されるのがごく一般である。前記アンプルは、シールされたガラス瓶など、単純で破壊可能なアンプルである。より精巧なアンプルが、更なる要求を喚起している。たとえば、注射器型のアンプルでは、ピストンの摩擦とシール、及び前端部のオプションのシールを規制することが、追加して考慮されている。2重室もしくは多重室を有する形式では、これら室間の開放を可能とするシールや、混合のための機構、もしくは信頼性のある段階的な投与につき、要求が追加される。本発明は、もっと一般的な有用性をも備えてはいるが、これらの要求度の高い適用に関して主に説明するものとする。
【0003】
製品品質と誤差についての各要求は、それに相当する製造上の問題を惹起させる。一般に、中間でのコントロールのために、多くの要素と工程ステップとが要求される。ガラス、ゴム、アルミニウムの微粒子が、それぞれアンプル、シール、キャップから分離すると、これらの要素が汚染源となる。初期のステップと最終ステップのいくつかの例外を除いて、ほとんどのステップは、無塵の、更には無菌の領域で行なわれなければならない。無菌環境で作業員に作業させることは煩わしく、完全に機械化された代替方法は関連するステップや要素が増えたときには複雑となる。要素をまとめて取扱うことは簡単だが、要素の損傷、破壊、材料洩れなどの問題を増す傾向にある。他方、個々の取扱いとすれば機械を複雑化させ、効率を低下させる。多要素のためのカセットやキャリヤを使用することは、両極端間でのトレードオフに過ぎない。アンプルに冷凍乾燥された化合物を入れるときは、アンプルの閉鎖などのいくつかのステップで使用される装置に関して、閉鎖された冷凍乾燥室内で実施すること、例えば蒸気の搬入や均一な熱交換などを提供できること、加えられる温度や圧力の変化に耐えられること、などの更なる制約が加えられる。注射器型のアンプルでは、一般には開口部が主としてピストンとニードルとの取り付けに適用され、温度と圧力との変化は挿入されたピストンを移動させることになるので、内部へのアクセスには限度がある。多室アンプルになると更なる工程が追加され、回転や双方からのアクセスが必要となり、例えばバイパス構造や複雑な取扱いが必要とされる。
【0004】
典型的な2重室注射器、及び注入済みの同注射器の自動化された製法が、Neue Varpackung,1988年第3巻、50‐52頁; Drugs made in Germany、30巻、136−140頁(1987年); Pharm. Ind.46,Nr.10(1984年)1045‐1048頁、そしてPharm. Ind.46,Nr.3(1984年)317‐318頁に開示されている。この注射器型のアンプルは、針を取り付けるための前側のボトル型の開口部と、2つのピストンと、前室内の凍結乾燥された粉末と後室の復元液とを混合するための外部形式のバイパスを有する2重室装置である。開示された工程は、注射器バレルを洗浄してシリコン処理するステップと、キャリアトレイ内へ多重バレルを挿入するステップと、殺菌のステップと、バレル後端部を通して中間ピストンを導入するステップと、前記トレイを上下反転するステップと、前側開口部を通して粉末溶液を導入するステップと、乾燥粉末に冷凍乾燥するステップと、冷凍乾燥室内にある間に前側開口部を閉鎖するステップと、トレイを反転するステップと、バレル後端部を通して復元液を導入するステップと、後側ビストンを挿入するステップと、トレイから製品を取り出すステップと、そして最終コントロールと梱包のステップと、の主要ステップを含んでいる。この公知の工程は、上述したような一般的な問題のほとんどを表している。特定の製品の工程に対しては、例えば、特別の閉鎖システムが必要とされたり、トレイ内の外部バイパス構造上に載置されたバレルを保持することなど、高度な制約が加わる。
【0005】
従来技術による装置の一般的な問題は、組み合わせた製造や構造の簡素化に対して僅かな考慮しかされていない点にある。米国特許明細書第5,435,076号は、アンプル本体の取り付けや保持構造に対する要求を低減させ、生産を促進させる特性を有する2重室注射器構造を開示している。開示された実施態様では、中央のバレルが前側開口部からバレルの後端部まで延びるスリーブに囲まれ、これによって、余分な全ての取り付け構造をバレル自身に設けるものとしている。前記開口部において、前記スリーブは、シーラをシール位置に止める働きをし、個別のキャップの必要性をなくしている。後端部において、手持ち用の保持部、プランジャもしくは投与機構が、前記スリーブ部に取り付けることができる。バレルの単純さにも拘わらず、シーラとスリーブとは、もし必要であれば単一の閉鎖要素として一体にすることができ、単純な軸方向の移動のシールを可能にし、これは凍結乾燥室においても同様である。製造工程で使用されている時には前記スリーブが中央のバレルを保護することもでき、例えば、損傷を受けた時には、バレルの破片が他の製品や工場に飛散するのを留め、もしくは制限する。更には、一段と自動化された工程による製造に適用するなどの改善の余地を含んでいる。
【0006】
したがって、注入済みアンプルの製造についての高い要求に応えるため、よりよく適合できるアンプル構造と、アンプル注入工程、並びに装置に対するニーズが引き続き存在している。
【0007】
(発明が解決しようとする技術的課題)
本発明の主な目的は、よりよく要求に応え、上述の問題を回避するアンプルの構造、製造方法、及び製造装置のシステムを提供することにある。より具体的な目標は、全ての要素が従来技術によるものに比べて簡素化されたシステムを提供することにある。他の目的は、生産の多様性に容易に適合できるシステムを提供することにある。更に他の目的は、高度に自動化された製造にも適合するシステムを提供することにある。更なる目的は、凍結乾燥ステップを含む使用に適したシステムを提供することにある。更なる目的は、注射器型のアンプル、特に2重もしくは多重室を有するアンプルを製造するに適したシステムを提供することにある。更に他の目的は、改善された信頼性、不備が少なく再生産が可能な結果を生む生産を可能にするシステムを提供することにある。
【0008】
(その解決方法)
これらの目標は、添付された特許請求の範囲に記載された特徴により達成することができる。
【0009】
本発明は、既に改善された上述の中央のバレル回りにスリーブを備えた注射器型の装置に使用することが可能である。本発明によれば、このような装置は、前側開口部における径を、全体の径とほぼ同じにしたバレルを使用することにより、例えば平坦なシリンダの使用が可能になり、更に簡素化される。このデザインは、前側開口部を通して行う注入作業を更に促進させるが、特に、ピストンを後側開口部からばかりでなく前記前側開口部からも挿入でき、必要な製造ステップを削減するために使用することができ、より多くの工程を同じ側から行うことで装置デザインの改善につながる。このデザインは、前側開口部用のシーラもしくはストッパを、バレルの径に至るまで、更にはそれを越えて延ばことを容易にする。製品においては、この特性はシーラをより正しく中央に位置付けし、外部スリーブのバッファとなり、製造においては、同じ特性がバレル径に設けられた装置の中空部内にシーラを保持して留めることを可能にし、これによって、シーラ操作ためのスリーブの使用をなくすることに使用でき、例えばバレルからスリーブへの距離などについてスリーブのデザインの自由度を高め、少なくとも無菌領域からスリーブを取り除くことができ、バレルアンプルの中間工程での独立した検査を可能にする。バレルの呼び内径および外径の間に全ての材料を留めるエッジ材料からなる、丸みを持った前側開口部のエッジを備えたバレルの使用は、更にこれらの利点を増加させる。この特性は、バレルのまとめた、もしくは個別での取扱いにおいて、例えばより高い精密さ、損傷及び微粒子飛散などに対する大幅なリスクの低減など、一般的な利点を提供する。シーラとストッパは、機械的手段によって、より容易に、転倒リスクが無く前記開口部に取り付けが可能となり、シーラの操作用としてのスリーブが無いので、前記ストッパは、精巧さの度合を低減でき、バレル内に空洞を形成する部分をより少なくできる。本発明は又、注入済みアンプルの製造に大幅な利点を及ぼすアンプル・キャリヤを提供する。このキャリアは、ほとんどの製造ステップで使用することができ、ばらでの取り扱いと、それに伴うアンプルの損傷のリスクを低減する。前記キャリヤは、各アンプルに1つもしくはそれ以上の溝を提供する。溝は、キャリヤボデー内の空洞として形成され、ほぼアンプルを囲み、既存のスリーブと同様な保護と汚染の制限を提供する。前記空洞は、凍結乾燥工程において特に重要である均一な熱伝導と放熱の遮蔽の助けとなることが見出された。もし必要であれば、前記空洞がかなりの長さにわたってアンプルを半径方向に保持するよう形成することができ、この構造は、例えばスペーサなどを使用することによって異なる長さもしくは幅のアンプルを収納することができ、このため価値ある有能性を提供している。特定のアンプル形状に限定されてはいないが、この構造は上述した一般的な円筒形状のアンプルと特に有利にも協働することができる。アンプルよりも長く形成された溝は、アンプルよりも上の位置にはあるが同心のシーラを浮遊状態ながらも保護して保持し、後に個々に中心に位置合わせされ、軸方向にガイドされて閉鎖位置へ移動するようにシーラを保持すること対して使用が可能であり、シーラを通して第1の蒸気の通過を可能にし、後にその場で粉末室を閉鎖できることから、このオプションは特に凍結乾燥では有用である。上述のような円筒状バレル型のアンプルと、ややオーバサイズのシーラとが使用されるときは、アンプルの溝内への導入をキャリヤのシーラのシート側から、追加のガイド構造を設けることなく行うことを維持し、これらの利点を享受することができる。前記溝の内部に延びる上部及び下部ロック面は、アンプルの軸方向の動きを抑制するために使用される。少なくともアンプルの高さ分だけ面を分離することにより、アンプルを両面の間に位置することが可能になる。この特性の第1の利点は、アンプルの端末が軸方向の固定部として利用され、例えばフランジ、凹み、ボトルネック開口部、バイパス構造などの中間構造を不要とし、これによってキャリヤをほとんど純粋なアンプルデザインに適合可能とすることである。更なる利点は、例えば挿入、注入、ピストンの導入、シール、及び取り出しなどの製造中にアンプルに付加される全ての力が、有利にも軸方向に吸収され、アンプルの損傷と工場の汚染のリスクを大幅に低減する。解放可能なロックは更に、注入やアンプルの重量測定など、直接の製造のステップばかりでなく間接ステップにおいても、作業ステップの溝両側からのアクセスを可能にし、特に多重アンプル型や多室型アンプル用の工場において、反転可能なキャリヤの構成と共に使用する場合の使用時においては、かなりの柔軟性を提供する。移動可能なロック面は、各溝に固定された停止面によって補完することができ、逆向き圧縮や過度な力に対するリスクを更に低減し、正確な寸法誤差や支持が保証されない時などには有利である。
【0010】
(発明の詳細な説明)
本発明にかかる更なる目的と利点は、以下の詳細説明から明らかとなる。
【0011】
導入部で述べたように、ここに述べる注射器は、医療領域やそれ以外において、例えば、化学製品、合成剤、もしくはこれらの混合など、いかなる形式の調合剤に対しても、どのような容器であっても、そしてどのような目的に対しても使用することができる。概略述べた理由により、デザインの制約が他のほとんどの適用に比較してより厳格である薬剤投入装置に関連してシステムを説明することが特別の価値を有する。
【0012】
本発明の基本原理は、アンプル装置もしくはシステムに広く使用することができる。本発明の原理を、例えば後に注入する、あるいは混合もしくは調合室に使用される空のアンプルの製造に使用することが可能ではあるが、本発明は、予め注入されたアンプル、及び注入ステップを含むアンプルの製造方法に使用することが好ましい。注入済みの材料、もしくはアンプルに後に注入される材料の性質は、特に重要ではなく、気体、液体、固体が含まれるものと理解すべきである。前記材料は、例えば粉末、ケーキ、もしくはタブレットなどであっても良い。前記材料は、液体などの流体であっても良く、エマルジョンや懸濁液などの液体として特性を示す材料を含む。前記材料は、固体が溶融する時や溶液が乾燥する時などの変化する状態であっても良く、これは製造時や、最終調合、もしくは使用直前の混合ステップで生ずるものであっても良い。薬剤内容物の性質は、広義の医薬と理解すべきもので、自然物質から、予め注入され、もしくは容器内に吸引される体液までを含むが、通常、薬剤は工場で調合される。本発明は、高い剪断力などの機械的応力の下で起こる性質悪化や劣化の感受性の高い材料に関する特有の問題を解消する助けとなりうる。高い分子量の化合物がこの種のタイプに当たり、例えば高い分子量のホルモンには、成長ホルモンもしくはプロスタグランジンがある。本発明は又、製造時もしくは投与直前の調合段階で凍結乾燥ステップを必要とする薬剤に関連した特有の問題を解決する助けとなることができ、典型的には、これは2つもしくはそれ以上の成分を混合することで、これらは全てが液体であっても、もしくは例えばホルモンやプロスタグランジンなどの溶媒に凍結乾燥された粉末が溶解されることとなる固体を含んでいても良い。
【0013】
アンプル
前記「アンプル」は、広義に解釈すべきもので、一般に容器部分と、前記容器部分の内部にアクセスするための少なくとも1つの開口部とを含んでいる。他に表示がない限り、前記開口部は、開口部の面に直交しかつ開口部の面内に中心を有するアンプルの軸であって、流れの観点からは、前記開口部全体を通る仮想流れの中に中心を持ち、かつこれと平行するアンプルの軸を定めるものとする。容器内部からの前記開口部へ抜ける前記軸に沿った方向と、前記開口部を通って前記容器内部に至る前記軸に沿った方向とは、それぞれ前方向、及び後方向と呼ぶものとする。2つもしくはそれ以上の開口部があるときには、前記の少なくとも1つの開口部すなわち参照開口部は、工程中にシールされる開口部でなければならず、もしアンプルがこのようにシールすべき2つもしくはそれ以上の開口部を備えているならば、前記参照開口部は、注入済みの材料がアンプル内部から通過することが意図されている最終使用されるべき開口部でなければならない。アンプルの最前端から最後端までの距離は、アンプル高さもしくは長さと呼ぶ。他に注記ない限り、位置もしくは方向に関する説明は前記の関係によって表示される。
【0014】
前記容器は、アンプル使用中に容器の内容物が、例えば患者への薬剤を投与する際などに容器内部から外部環境へ向けて通過するとか、あるいは体液を吸引する場合、もしくは容器内の注入、混合、溶解などの調合ステップの間などの際に、内部へ向けて通過する少なくとも1つの開口部を有している。いくつかの開口部を持つこともあり、特にチューブ状の容器においては、前側及び後側の開口部となる。製造及び投与のいずれもにおいても同一の開口部を使用することができ、もしくは、例えば注入をした後にシールする1つの開口部と、解放可能なシールで閉鎖することができる他の開口部を通して投与するなどの異なる開口部を使用することもできる。
【0015】
前記開口部の物理的な構造は、使用目的に適合していなければならない。注射器型のアンプルのプランジャ端末は、ピストンの挿入が可能な開口部や、おそらくは手持ち用保持部、プランジャ、もしくは投与機構へつながる端末構造が必要となるだろう。他の端末は、ガラス瓶の開口部のように閉鎖もしくはシールの必要があるだろう。この目的のため、ある種の閉鎖手段のための物理的な付属物、例えば補完的な形状をした閉鎖部と協働する突出部もしくは凹み部が配置される。これらの構造は、開口部内部、外部、もしくは両方に配置することができる。ねじや差し込み方式も考えられるが、ほぼ回転運動を必要としない、容器と閉鎖部分との間の単純な軸方向の相対変位による係合を可能とする構造を使用することが好ましい。そのような構造には、連続的な、もしくは中断された開口部周囲の外周部フランジ、溝、アンダーカットなどがあり、一般的なオリフィスフランジ、ネック、ショルダ部分を有するボトル型のものが含まれる。例えば閉鎖部を開放位置に保ち、ガス交換を可能にすることを助けるために軸方向に移動した位置と、閉鎖された位置とを可能にする、このようないくつかの構造が使用可能であるが、後に説明する他の構成が、好ましくはこの目的のために使用可能である。後に説明する同様な理由から、上述のような構造を有さない単純なチューブ形状の開口部を使用する利点もあり、これは、挿入された単純なプラグ、もしくはストッパ形式のシール、もしくは他の形式の閉鎖部、例えば平坦な接触する形式のシーラを上述のスリーブ構造と共に使用すること、などにより閉鎖が可能である。一般用語でのアンプルは、各種の開口部構造と、各種の閉鎖構造とに適合が可能であることは明らかであり、この中には、恒久的なシールのためのキャップ付き、もしくはキャップなしの弾力シーラや、貫通可能な構成が含まれる。
【0016】
前記容器部分は、各種チユーブ、器、柔軟性のあるバッグ、ガラス瓶、カプセル、カートリッジ、カープール(carpoule)、注射器ボデーなど、幾つもの形式を採ることができる。少なくとも開口部が、好ましくは全体が硬質であるたとえばガラス瓶、硬質チューブ、注射器ボデーなどの容器を使用することは有利である。更に、ほぼ対称的な、例えばボトルボデー、円筒形の容器など、少なくとも部分的に対称軸の回りに一定の断面を持つ対称形の容器を使うことがやや有利であり、好ましくは、前記開口部の軸と容器の軸とはほぼ平行で、もっとも好ましくはほぼ同軸である。更に好ましくは、容器と開口部とを同じ断面形状にすることであり、円筒に例示されるように前端から後端に至るまでほぼ均一な形状の長尺アンプルとし、ガラス瓶のような閉鎖された後端を持っていても、あるいは持っていなくてもよい。プラスチックや好ましくはガラスなどの通常の容器材料が使用するにふさわしい材料となる。容器は、外部ケースほか、閉鎖、取り付け、保護などのための他の複数部分を含む一体型、もしくは組み合わせ型の構造とすることができ、他に注記がない限り、「容器」にはどのような補助部品も含むものと解釈すべきである。
【0017】
アンプルは単純なボトル、ガラス瓶、もしくはバッグであって良いが、本発明では、更に進歩したアンプル形式に関して特に有利であり、好ましくはそのアンプル形式は更に精巧で通常はカートリッジ形式であり、投与システムの注射器型のアンプル部となり、多室カートリッジとなった場合には更に精巧なものとなる。本目的とするカートリッジは、一般にカートリッジの軸を定める前部と後部とを有するバレルと、前部に構成された調合のための出口と、後部に設けられた少なくとも1つの移動可能な壁であって、その壁の移動が前記出口に向けた移動すなわち出口を通過する放出の準備となるものとを含んでいる。バレルの形状と移動可能な壁とはお互いに整合したものである。前記バレルは、前部と後部との間でほぼ一定の内部断面を有し、同様に一定のバレル軸を有し、これによって一般的なチューブ形式のバレルとなるが、もっとも好ましいことは、前記断面が円形であり、したがってほぼ円筒状のバレルとなることである。前記移動可能な壁は、好ましくは形状が一定で、しかしながらできれば弾性体でボデーがバレルの内部表面をシールし、好ましくはピストン形式である。
【0018】
2重室もしくは多重室のカートリッジ形式は、例えば投与前に2つもしくはそれ以上の材料や前駆物質などを混合する際に必要とされる調合用として知られている形式である。前記材料は、1つもしくはそれ以上の異なる既知デザインからなる中間壁によって仕切られ、これらの壁はバレルをいくつかの部屋に仕切り、カートリッジ軸に沿って平行に配置されることもあるが、一般的には、軸に沿って積み重ねられた関係にある。前記材料の一体化は、たとえば、カートリッジ前側を貫通させるピンや針の導入、後側の移動可能壁を貫通するもしくは移動可能壁でのピンや針の導入、もしくはカートリッジ内部にある手段(WO93/02720参照)など、前記中間壁の破壊、貫通、もしくはバルブ構造の開放によって発生する。他の既知デザインでは、前記中間壁もしくは壁がプランジャ形式で、各室間の導通は、後部の移動可能壁の移動により後部室の内容物を前部室に流れ込むことを可能にする1つもしくはいくつかの拡大された断面や、円周状に配置された溝とランド部との繰り返し部分が設けられた内部壁を有するバイパス領域に、前記プランジャを移動させることによって達成される(米国特許第4,968,299及びWO95/11051参照)。後者のバイパスの形式では、アンプルのデザインをほぼ一定の断面とすることが好ましい。前記各室には、気体、液体、もしくは固体を詰めることが可能である。一般には、少なくとも1つの液体が存在する。最も一般的な医薬への適用では、2つの部屋のみが設けられ、典型的には1つの液体と1つの固体を含み、後者は混合工程において溶解され、復元される。
【0019】
業界で一般化されているように、上述のカートリッジすなわち注射器は、投与導管への接合ができるようになっている。前記投与導管は、注入用溝、もしくはチューブやカテーテル、針やカニューレ、もしくは液体ジェットやガス推進の粒子ガンなどによる針なしシステムなど、どのような実施手段であっても良い。前記の導管は、例えば、開口可能か貫通可能なシールなどに接続するなど、好ましくはアンプル開口部を介して容器内部に接続可能である。
【0020】
好ましい注射器型アンプル
本発明にかかるシステムには、上述のような全てのアンプル形式のものに対して有用な製造方法と手段を包含しているが、本システムは、特別の価値を有するアンプル形式を含んでいる。導入部で述べたように、好ましい注射器型は、a)前端部と後端部とを有し、両者の間で軸を定めるバレルであって、前記前端部と後端部の間においてほぼ一定の断面を有し、少なくとも前記前端部が開口部で終わるバレルと、b)前記前端部に取り付けられ、前記開口部をシールするシーラと、c)前記バレル内において移動可能に、シール状態で配置された少なくとも1つのピストンと、そして、d)前記バレルの少なくとも一部に沿って延びるスリーブであって、前部と後部とを有し、前記前部が前記シーラに接続されているスリーブと、を有している。
【0021】
このような装置においては、ほぼ断面を一定にするとの要求は、例えば前端部又は後端部における取り付け構造や、中間バイパス構造などの僅かな変更であっても例外ではならず、これらの変更はできるだけ小さくすることが望ましく、例えば最大から最少に至る径の差が2mm以下、好ましくは1mm以下で、更に好ましくは0.5mm以下とし、最も好ましいのはほぼゼロにすることである。ここで使用される「径」とは、円形の断面形状に限定して解釈すべきものではなく、一般に、非円形の形状においては、外周上の径方向の2点間を意味する。但し、前記バレルの断面はほぼ円形で、前記バレルがほぼ円筒状となることが好ましい。前記バレルは、2重室もしくは多重室を有し、少なくとも1つのバイパス構造を有していることが有利である。先に例示したバイパス構造の内、例えば内部構成や例示したような複数のランドと溝とが配置された構造など、バレルの外径にほとんど影響されないような構造を使用することが好ましい。同様に、バレルの断面領域は、前部から後部の間をほぼ一定とすることが好ましく、断面変化はバレルを不必要に大きくするか不必要に弱くする。したがって、付属構造、通路、バイパスの切り欠きなどは避けるか最小限にし、たとえば断面領域の変化は、軸長さに沿ってどこにおいても20%以下とし、好ましくは10%以下、最も好ましくは5%以下とすることである。
【0022】
前記開口部は前記バレルとほぼ同じ断面形状とし、開口部がバレルと連続し、もしくはバレルの末端となることが好ましく、開口部のエッジがほぼバレル軸に直交するバレルの断面に相当するようにする。開口部は、バレル全体を通しての上述の一定の断面の領域の部分として含まれていることが好ましい。このエッジの全体形状は、単に端末を形成するだけではなく、例えば、軸の断面で見た場合に、その目的に適った形状に形作られている。破損のリスク、粒子の飛散、切り傷、ストッパ障害などがないように、一般に端末部をスムースな形状とすることが通常である。このような丸みのある形状は、前記内側、外側、もしくはその両方のエッジ断面にとって好ましく、これは研削によって形成可能ではあるが、溶融可能な材料を加熱することにより形成することが好ましい。しかしながら溶融するときには、溶融された材料を前記の軸方向の断面で見た場合に概略水滴型に収縮させ、最大の水滴の径が加熱前の材料の厚みを越え、水滴状の一部が半円よりも大きくなることがある。このエッジを本バレルに適用した場合には、前記エッジがバレルの内側に延びるか、及び/又はバレルの外側へ突出することがある。例えば均一なバレル外部を維持し取り扱いを容易にするため、ほぼ全てのエッジ材料をバレル外径の内側に納めるようにすることが好ましい。同様に、ほぼ全てのエッジ材料をバレルの内径の外側に保つことが好ましく、これによって例えば注入やピストンもしくはシーラの挿入などの製造時における開口部のアクセスを容易にする。それは又、前記開口部の中に入り込むどの部分に対しても、楔角度や長さの要求度合を軽減させてシーラのデザインを容易にし、それが更には、シール係合を容易にし、シールされた室内でのデッドスペースや遮蔽スペースを低減させる。蒸気の水滴形状は、前記のエッジの曲線が、半円もしくはそれよりも若干少な目のものとなることが好ましい。スムーズで幅狭のエッジの好ましい製造方法は、バレル粗材の所望のエッジ形状周囲を加熱し、過熱されたエッジが熱いうちに、できれば加熱継続している間に軸方向に引っ張ることによって2つに分離することである。この加熱は、火炎などによる従来手段によっても可能ではあるが、加熱領域を最も狭くして最良の全体的な制御ができるレーザ、特にガラスに対して二酸化炭素レーザとすること、もしくは前記加熱手段の組み合わせとすることが好ましい。この加熱及び引張り分離方法は他の応用分野で知られており、例えばWHO86/05172号、米国特許第4682003号、DE4444547号に開示されている。前記開口部構造は、例えば凍結乾燥時などで外部環境とのガス交換を可能にする開口部付近の内部表面に設けられた切り欠きや通路、あるいは部分的に挿入されたシーラなど、他の構造によっても提供することができるが、他の方法や他の手段を使用し、例えば簡略化のためや最良のシール特性を得るように開口部に近いバレル部分をほぼ均一形状にすることが好ましい。上記考慮は、例えば注射器型のアンプルの開口部などの少なくとも一時的に閉鎖もしくはシールされる開口部の側、すなわち調合排出のための側において適用されることが好ましいが、通常は後部ピストンを作動させるために使用される後部開口部に対しても使用することができる。
【0023】
前記前側開口部をシールするために使用されるシーラは、上述のどのような一般的性質を備えたものであってもよい。それは、バレル内部との間で流体導通するための開口部が既設されたもの、及び/又は既に設けられている導管もしくはその取り付ける手段を有するものでもよい。しかしながら、後の開放もしくは導管の取り付けを可能とする完全なシールができるシーラを使用することが好ましく、貫通を可能にするどのようなシーラであってもよい。更に、非シール位置からの単純な軸方向の移動により、開口部との間でシール接触するシーラを使用することが好ましい。前記シーラは、開口部のエッジに対向する軸方向の圧力によりシールを提供する種類のもの、例えば前記エッジに対応する平坦部もしくはフランジ部を有するものであればよいが、しかし開口部に侵入して半径方向の接触により、すなわちバレル内部に対する圧力によりシールを提供するストッパ形式のシールであることが好ましく、可能であれば、そして好ましくは、前記エッジと軸方向の接触をするフランジ部を組み合わせる。バレルに侵入する部分は、ほぼ円筒状で、従来方式のように中心部に空洞、切り欠き、もしくは凹み部を有し、柔軟性を高め、針もしくは他の尖った部材の貫通長さを抑制する。好ましくは、前記の侵入するストッパ部は、開口部に挿入される時には、前記ストッパの下部の縁を軸に対して半径方向に適当にガイドする助けをするための楔形状とすることができる。この楔形状の部分はストッパ侵入部分の最下端に限定され、軸とストッパ下部表面との間の角度は必要なガイドに関してはできるだけ大きくし、デッドスペースを回避することが好ましい。例えば平坦型、フランジ型、及び/又はストッパ型などのシーラ形式の選択とは別個に、少なくともこれ以降「フランジ」部と呼ぶシーラの一部は、半径方向、すなわち取り付け時には軸と垂直方向に、前記バレルの外径よりも大きな延長部を持っている。少なくとも開口部においてはバレル外径よりも大きく、特に開口部で半径方向へのアクセスを可能にし、少なくとも前記開口部において有利にもスリーブと協働する。前記シーラのフランジ部は更に、バレルが前記の例示のように全体が均一でない場合には、その最大径よりも大きいことが好ましく、フランジ径をバレル/シーラ・ユニットでの最大径とし、これによって上述の利点を促進させる。このような延長部は、バレルに接触することなく、バレルの外形と同じ径の溝内でシーラを摩擦もしくは他の方法で保持されることを可能にし、これは、バレル上での溝内の休止位置からバレル開口部と接触するシール位置へのシーラの自動押し付けを容易にする。このような径の溝は、シーラの休止位置を通過するバレルの移動もしくは挿入を許容する。もし溝の径がバレルの最大径よりも遥かに大きければ、シーラのフランジは、溝径よりも大きいものであることが好ましい。開口部においてバレルの径に対して「より大い」延長の程度は、その最大径もしくは溝のそれぞれが上述の目的に適合することができること、及び所望の保持強度と、シーラの弾性や材料などに依存して決まる。例えば、シーラを溝内に留めるには、その径は、前記方法のステップにおいて機能的に十分な摩擦を提供することができ、しかし、シールステップにおいては、軸方向の動きを規制するものであってはならない。延長部の程度は、典型的には言及の径よりも少なくとも0.05mm、好ましくは少なくとも0.1、最も好ましくは0.2mmほど大きい。更に、言及した径に対して10mmよりも小さく、好ましくは5mmよりも小さく、最も好ましくは2mmより小さい。前記フランジは、その周縁部に沿った少なくともいずれかにおいて、例えば少なくとも半径方向に対向する2つの位置間において、上述の延長部を有していれば十分であるが、より好ましくは3つもしくはそれ以上の点において、好ましくは最良の中心位置決め可能なように周縁部の回りに対称的に分布され、最も好ましくは、ほぼ全ての外周部にわたって存在することである。そのようなオーバサイズのフランジが開口部に挿入されるには、十分な収縮性がいるが、シール位置においてはバレルの外側で、最も好ましくは前記開口部のエッジと接触する意図で設けられる平坦部で位置決めされるように前記フランジがデザインされることが好ましい。開口部のエッジから離れた位置にあるシール部分は重要ではない。しかしながら、この軸方向に離れた端部は、スリーブがロック位置にあるときには、シーラが開口部から軸方向に移動することを防止するためにスリーブと協働する目的と矛盾しないことが望ましく、そしてシーラが配置された時にはスリーブが前記ロック位置に嵌るように軸方向後方への移動を許可するという目的にも矛盾しないことが好ましい。これらの目的のために、前記シーラは、例えばスリーブのフランジが位置決めできるような平坦な縁形状の接触表面など、スリーブ部分と境界を接することができる少なくとも軸に対して直角の表面要素を備えた接触表面を有することが好ましい。それ以外に関しては、シーラの遠隔端はどのような従来形状であってもよく、たとえば中央部分は貫通の対象として好ましくは必要な貫通長さを抑制するために凹状のボウル形状とする。上述のシーラは、好ましくは一般のゴムや弾性材料などの弾性のある材料とする。所望するならば取り付け可能ではあるが、一般には弾性シーラを留めるためのキャップでシーラを補う必要がなく、上述のスリーブが好ましくはこの役割を果す。
【0024】
前記アンプルは、たとえば材料をバレル内に吸引する、及び/又は、バレル内容物をバレルから放出するなど、内容物に対してポンプ作用を行う軸方向に移動可能な少なくと1つのピストンをバレル内に収納しており、特に後者の場合は、注入済み注射器に対するものである。多重室の場合には、後部ピストンとバレル前側開口部との間にある主室を、前室と後室に区分する追加のピストンが存在する。この場合には、例えば混合や溶融などのために、バレルに沿った中間位置に設けられて例えば後室から前室へのオーバフローを可能にしたり、あるいは開口部付近に設けられて、前室の内容物の第1の放出と、前記中間ピストンをバイパスして後室の内容物をその後放出したりする、上述のようなバイパスが設けられることがある。これら構造を追加することで、3つもしくはそれ以上の室を構成することができる。このピストンは、シーラと同様な弾性材料による従来の形式のものであってよく、一般には円筒状の形状である。
【0025】
前記スリーブ部分は、前記バレルの前端部と後端部とを結ぶいかなる構造をも含む広義に理解すべきである。前記スリーブの主要目的は、バレルに対するシーラの前方への移動を阻止することで、この目的のためスリーブは、バレルに対する少なくとも前方への動きが止まるよう、一方ではシーラを捕捉し、他方ではバレルに取り付けられている。好ましくは、前記のバレルへの取り付けはバレルの後部で行なわれ、これは例えば、接着により横方向にすることでも、あるいはバレルのフランジや凹み部などの特有な固定構造によっても達成されるが、バレルの後端部をスリーブの前方移動のストップ表面として使用することによりスリーブがバレルに取り付けられることが好ましく、この原理によれば固定構造を持たない単純なチューブ形式のバレルの使用が可能となる。前記取り付けは、例えばスリーブと一体か、もしくはスリーブに取り付けられた、前記後側エッジと接触するためにスリーブの主要部から半径方向内側に延びる、例えばスリーブの後側フランジ、後側のプレート、スリーブの後部が取り付けられるプランジャの手持ち部、などの構造によって達成することができる。同様に、スリーブの前端部では、シーラを横方向の手段で保持することもできるが、好ましくは上述のように、スリーブのフランジがスリーブの主軸部から半径方向内側に延びているスリーブフランジの後表面などのような、シーラの前表面とスリーブの後方に向けられた表面との間の接触によって軸方向に保持することが好ましい。これらの好ましい構成では、スリーブとバレルとの間の力は、全てバレルとスリーブの主要部分における軸方向の力となることは明らかである。前記スリーブの主要部、すなわち、バレルの外側で前端部から後端部まで延びる部分は、例えば、単一のロッドもしくはアーム、籠型の構造でバレルの周囲に配置された2つもしくはそれ以上のアーム、もしくは1つもしくはいくつかのチューブ部材など、どのようなスペーサ構造であってもよい。しかしながら、保護の理由から、スリーブは、バレルの全体をほぼ囲うよう、例えばほぼチューブ形状のように取り囲むように延びることが好ましい。スリーブは、単一の内部構造とすることもできるが、組立てを考慮して、例えば別個の前部と後部を有するもの、もしくはバレルの前端部及び後端部と協働する2つのフランジ付きチューブ部分とし、両者を中間位置で合体するような、少なくとも2部品とすることが好ましい。例えば、投与装置内での手作業、もしくは機械化・自動化された作動と操作用に、好ましくは、固定構造、ガイド構造、プランジャ及び手持ち部構造、投与機構、及び針取り付け構造、などの補助構造は、バレルよりもむしろスリーブに構成され、一体化されたバレル/スリーブ・カートリッジ形式のユニットとすることが好ましい。半径方向においてはスリーブがバレルと接することはあるが、両者の間には、公差や安全の理由から間隙が保たれることが一般には好ましい。実際の距離は、例えば外部バイパスなどのバレル構造にもよるが、長さ方向にほぼ均一な断面である好ましいバレルにおいては、例えば2mm以下、好ましくは1mm以下、最も好ましくは0.5mm以下と、できれば小さ目にとどめる。先に説明したような半径方向にやや大き目のシーラは、バレルに対するスリーブの軸合わせ、ガイド、バッファへの追加の利点を与える。
【0026】
上述の注射器型のアンプル構造は、極めて単純で均一な形状を可能にすることに加え、広い前側開口部を持っていることは、製造上有益な利点となる。この特性は、例えば、ピストンをバレルの後端部からではなく前側開口部から導入することに使用することができ、これによって、例えばピストンの挿入、注入とシール、などのいくつかの工程ステップを同一のバレル側から行なうことに利用することができ、多重室のアンプルではこれを繰り返すことができ、例えば、機械設計を容易にし、反転のステップを無くし、バレルの他端部を混合、注入や他の注入操作のために用いることができる。上述の追加特性を組み合わせることにより、既に述べたような他の製造上の利点が得られる。
【0027】
アンプル・キャリヤ
本発明によれば、注入済みアンプルの製造と品質の促進及び向上のため、アンプル・キャリヤが提供される。前記キャリヤは、上述のいかなるアンプル形式であっても使用可能ではあるが、上述の好ましい特性を有するアンプルを使用することに利益がある。一般にキャリヤは、a)アンプルのための1つもしくはいくつかのシートを備え、前記シートは、b)アンプルの軸方向の挿入と、半径方向の保持を提供する。
【0028】
ここで言う「キャリヤ」は、少なくとも1つ、好ましくはいくつかのアンプルを搬送し、製造工場においてはユニットとして取扱いに適した装置を意味するものと理解すべきである。キャリヤは一体とすることもできるが、好ましくは一体としての取扱いができる詳細部の集合体とする。キャリヤは、例えば、機械的な保持、回転、搬送に適した詳細部などの工程での取扱いを容易にするもの、更には組付け、分解、洗浄を容易にする手段など、キャリヤに関連する予備的な特性を備えている。キャリヤの「上部」と「下部」側は、それぞれキャリヤにアンプルが挿入された時にはアンプルの前端部及び口端部に相当する。
【0029】
前記キャリヤは、搬送される各アンプル毎に少なくとも1つの「シート」、すなわち1つ好ましくはいくつかのシートを含み、前記シートは、たとえば、個々の保持や取り扱い手段など、個々のアンプルのために適合するキャリヤのいかなる詳細部をも含むものと理解されるべきである。しかしながら好ましくは、各シートは、1つのアンプルのみに適用される。
【0030】
前記シートはアンプルのための少なくとも1つの「溝」を有し、これは、アンプルの軸方向の挿入と移動は許容し、半径方向には規制するようないかなる特性でもよいものと理解されるべきである。前記溝は、例えば、軸に沿って離れた位置でアンプルの半径方向の支持を提供する1つもしくはいくつかのプレートや他の間隙構造を含む。しかしながら好ましくは、溝は、アンプルをかなりの長さで、好ましくはその全長に亘ってとり囲む一種の部屋である「空洞部」からなる。この空洞部は、例えばキャリヤの一体ボデー部品の「中空部」として形成することができる。
【0031】
前記シートは更に、1つもしくはそれ以上の「ロック」を有し、これは、アンプルを軸方向に保持するいかなる構造をも意味する。ロックは、例えばアンプルの中間部など、いずれかの部位を掴み、軸方向両側への動きを規制する。しかしながら好ましくは、ロックはアンプルの端部で停止面として作用し、これによってアンプルの一方向への移動を規制する。好ましくは、前記溝の両端に1つづつの、2つのロックが設けられ、少なくともアンプルの高さだけ離れることが好ましく、更に離れることも可能である。更に好ましくは、少なくとも1つ、好ましく全てのロックが、アクセス及びアンプルの挿入、取り出しができるように開放可能に構成されている。
【0032】
前記シートは、更に、工具のガイド構造、シーラの座、ガスの排出通路などの予備詳細部を備えていてもよい。
【0033】
構造的に、前記キャリヤは中間ボデー部品として構成され、アンプルのほとんどの高さと溝長さ、例えば上部ロックと予備詳細部品を備える上端部、下部ロックと必要であれば予備詳細部品を備える下端部とを含んでいる。前記ボデー部品の高さは、処理されるアンプルの長さに合わせることであっても良い。前記ボデー部品は、たとえば穴のある2つもしくはそれ以上のプレートなどの構造物のフレーム形式とすることができ、溝を形成し、前記フレームを囲むため前記プレートはスペーサ、それに可能であれば壁で分離されている。このような開放構造は、軽量とすることができ、各種アンプル長さに対応することができる。しかしながら、前記ボデー部品は、単一構造、更には一体とすることが好ましく、それにより前記溝は、例えば少なくともキャリヤボデー部分の上部及び下部で少なくとも部分的に開放した中空部である長い空洞として形成することが好ましい。このような一体構造が、アンプルを囲う空洞の構成を容易にし、これは導入部で述べた理由に対して有利であり、好ましくは前記空洞は少なくともアンプル長さと同じ高さを有する。
【0034】
一般には、前記溝長さは、少なくともアンプル長さに対応したものとし、例えばキャリヤを取り扱い中にアンプルの一端が露出しないようにすることが好ましいが、例えばシーラをシール位置に押圧するための準備として、好ましくは凍結乾燥を可能にするために、前記溝は、アンプル開口部に対してシーラをシールしない位置に少なくとも保持し、更に好ましくは包むために、特にその上端においてより長いことが好ましい。知られているように、蒸気通路がシーラもしくはアンプル内に配置されている時には、前記シーラ位置は前記開口部に対して部分的に挿入された位置にあっても良いが、好ましくは、シーラ位置は更に前方で、単に前記開口部のエッジに載置されているだけであり、最も好ましくは、シーラの位置は、更に前方の浮遊した位置においてアンプルの開口部と接触することがない位置であり、例えば、単純なアンプル及びシーラ構造であってもガス導通を可能にすることであって、これはシーラを保持する前記溝を使用することにより容易に達成される。アンプル支持点における溝の幅は、好ましくはアンプル最大幅とほぼ同じであり、ある程度の追加の余裕と公差とを許容する。同様に、溝の断面形状は、好ましくはアンプルの断面形状とほぼ一致することであり、例えば外部バイパスがあるときにはその突出構造の溝を許容するようある程度の変形を設けても良い。前記溝は、少なくともアンプル高さに沿ってほぼ均一な断面とすることが好ましく、前記断面形状すなわち外周は、閉鎖ループを形成する。前記溝がアンプル長さよりも長い時には、追加の溝長さもほぼ同じ幅と形状とを有し、アンプルの軸方向の移動を可能にする。したがって、シーラは前記溝に嵌ることによって溝に保持されることはできるが、シーラは溝壁に対して摩擦によって保持されることが好ましく、そのため上述のようにシーラを好ましくはオーバサイズとする。
【0035】
アンプルの軸方向の動きを規制し、アンプル端部に作用する上述したロックは、アンプルが入っている前記溝部分内に、アンプルの端末部を支持することができる程度に延びる表面を設けている。前記ロックは更に、例えばその上部もしくは下部で、もしくは前記溝の上端又は下端で、キャリヤに取り付けられていなければならない。前記取り付けは、ロックがキャリヤの一体部品である時には恒久的なものとすることができるが、そうでなければ、キャリヤに恒久的に取り付けられる。恒久的なロックは、例えばアンプルが他方の端部から挿入され、取り出されるときには使用可能であり、全ての製造のステップが一方の端末から実施でき、キャリヤを上下反転させる必要がないときにはこれで十分である。解放可能なロックは、恒久的なロックとしても使用可能であるが、より柔軟性があり、アンプルを嵌め込む側の溝をロックするのに使用可能であり、そのようなロックが2つ使用されていれば、溝の両側ともアンプルの製造ステップ、挿入、及び/又は取り出しのためにアクセス可能となる。解放可能なロックは、例えば完全な取り外しを可能にしたり、もしくはヒンジ回転による開放とするなど、どのような形式の取り付け具によっても取り付けることができる。解放可能なロックは、複数の各アンプル溝に対する個々に解放可能な構造としてデザインすることもできるが、たとえばプレートやグリッドにより、いくつかの、好ましくは全ての溝をロックするのに使用する単一のロック構造とすることが好ましく、そのキャリヤへの取り付けは、前記いくつかの溝の全てをロックする。前記載置表面の正確な性質には各種ありうる。前記ロック表面を例えば板や複数のストッパ形式の構造などにより、取り付けられている溝端末を完全に閉鎖することでもよいが、その表面は、前記溝の開口部の一部のみをカバーするものとし、これによってロックがされている時でもアンプルにアクセスできるようにすることが好ましい。前記ロックは、部分的に溝を覆い、覆われていない部分からツールを挿入してアンプルをロックから遠ざけるように上げたり押したりできるようにすることが好ましい。ボトル形式のアンプルの場合には、覆われていない殆ど全ての部分から実施することができるが、例えば円筒状のバレルなどのチューブ型のアンプルでは、例えば、溝端末の径方向に渡したバー、もしくはバレルのエッジの一部のみを覆うフランジを使用する形式のロック表面の使用などにより、少なくとも端末の一部を露出させる必要がある。アンプルがロックされた位置にバレルの前側もしくは後側の開口部を有する場合には、前記開口部へのアクセス可能であり、好ましくは例えばピストンやシーラの挿入のために完全にアクセスが可能であり、このためにはロックがエッジもしくはその一部のみを覆っていることが必要がある。
【0036】
前記シートは、溝の上端部で、例えばピストン挿入、注入、浮遊シーラの挿入、凍結乾燥、最終シールなどの作業が行なわれている間、アンプルを載置するための少なくとも1つのロックを、例えば溝の下部溝端末に備えることが好ましい。更に、上端部にも、たとえば上端部での作業を完了した後、アンプルの固定や、キャリヤの上下反転、後室への注入や後部ピストンの挿入などの作業に際して、これらの下端部での作業を可能にするようにロックを設けることが好ましい。
【0037】
ロック構造の他にも、例示したような作業のために個別のツールが使用可能であり、例えば従来の圧縮ピンがピストン、シーラ、アンプル自身の挿入もしくは移動に、又、注入ノズルが注入作業に、それぞれ使用可能である。そのような各溝に対する個々のツール部品は、共通操作のために圧力均等手段と一緒に、又はこれをつけずに、共通の支持部の上に配置することができる。しかしながら、少なくとも1つの製造ステップに対して前記ロックを設けることが望ましい。このため、前記ロック構造は、この溝の端末部で他の補助詳細部品と組み合わせることができる。上述したように、シーラをアンプル開口部に保持する構成とすることは利益があり、これは後に開口部に嵌るように押し込められる。ここで、前記嵌め込みのために押圧されたときに、前記ロックがシーラの上端を保持するように構成することが可能になる。更には、同じ構造が、シーラを押圧して嵌め込んだ後には、前記溝をロックする作用を果たすために使用されることが好ましい。このロック構造による押し込み移動は、例えばキャリヤボデーへの凹み部などでガイドすることができ、この凹み部は更に、アンプルを損傷させることなく、シール作用のために必要な前記構造の後方向への移動を制限する働きをし、しかも前記凹み部は更に、凍結乾燥もしくは殺菌ステップにおいて蒸気の溝としても使用が可能である。代替として、シーラの嵌め込みが下部ロックを使用してアンプルを下方からシーラに向けて押しつけるよう構成された時には、同様なガイド構造を下端部に設けることができ、この時には、前記シーラは上部ロックもしくはプレートを使用することによって静止させることができる。前記のような組み合わせて使用する目的で、前記ロックは、上述と同じツールデザインとすることもできるが、両目的に適った形態にすることが望ましい。尖った、もしくは狭いエッジ部を溝の端部に向け、したがって幅広部分を軸方向に向けて、半径方向に同じ列のいくつかの溝にまたがって取り付けられた長い「ナイフ」もしくは硬い帯の形態をしたロック構造は、前記組み合わせた目的に適したものであり、特に、溝への部分的なアクセスを維持し、長い凹み部内での軸方向のガイドを容易にするもので、この凹み部は、キャリヤの表面に沿った好ましくは各溝に設けられ、オプションとして排気通路と、できればキャリヤボデー中に埋め込まれた簡単な解放及び固定具などとを組み合わされている。このようなロック構造のガイドのための凹み部は、両側への移動の制約やガス溝などのいくつかの目的に適合できるものの、各目的に対して個別の凹み部とすることもでき、例えば長い凹み部をロック構造用とし、他の凹み部を、例えば平行に、もしくは前記の凹み部に対して直角方向などの角度を設けて走る穴もしくは長い凹み部とすることもできる。
【0038】
使用方法
前記キャリヤを使用する方法は、上述の構成の説明、各特性及び例示した操作ステップからも明らかである。上述の特性によって示される有用性と柔軟性は、、従来の工程においても、本発明にかかる改善に基づくものにおいても、実施される多くの製造スキームを可能にする。一般に、使用する好ましい方法は、アンプルを溝に嵌め込み、前記アンプル内に材料を注入し、シーラで前記アンプルの開口部をシールし、そしてアンプルを前記溝から取り出すステップを含んでいる。
【0039】
本発明の利点は、キャリヤの両側から多くのステップを実施できることにある。例えばアンプルをその端部で支持できるということは、アンプルをキャリヤの一端、好ましくは上側の直立した端部から嵌め込むことを可能にし、好ましくはアンプルもしくはキャリヤを回転させることなく、同じ端部から注入を実施することを可能にする。シーラを同一の端末から嵌め込むことが可能であり、オプションとして同じ側から凍結乾燥のステップを実施することができ、同一の溝の端部側から押しつけることによって実際のシールのステップを実施することができ、必要であれば、前記アンプル挿入のステップを逆にしてアンプルの取り出しができる。これらのステップで、例えばボトル、ガラス瓶、もしくは単室注射器などの単一室型のアンプルへの注入作業を完結させることができる。補助的な、もしくは追加のステップのためには、キャリヤの他方の側、並びに溝の端部が更に利用可能である。例えば、注入済みの2重室もしくは多重室装置を製造する場合には、各室の区分壁を取り付ける前に、2つの室を作るための中間ピストンがまず挿入される。この作業は、もしアンプルが前記のような好ましい構造であれば、単一室装置について説明したと同様に、前側すなわち上端部から行なうことができ、バレルデザインの場合には他方の側から行うことができる。前記第1室への注入作業が終了した後、その側へ好ましくはロックがされて、前側シールのアンプルは上下反転することができ、そして、同様な注入作業を実施することができ、注射器型のアンプルの場合には後部ピストンを挿入することで作業を完了することができる。この異なる端部からの注入工程は、製造過程において2つの材料の接触をごく少量であっても避ける必要がある場合、もしくは、例えば凍結乾燥や殺菌ステップの間における圧力関知液など、第2の材料が第1のステップの間には存在が許されないような場合などにおいて、特別の価値を生ずる。このような制約がなければ、本発明は、いくつかの部屋に同じ側からの注入を可能とし、同様に両方の端部からの注入も可能であり、この特性は、注入済み多室アンプルの製造に有利である。
【0040】
前記キャリヤを、アンプル内部と外部環境との間でガス交換を行うことを含む工程に使用することは、とりわけアンプルを保護し、ガス溝を確保することが可能となることから、有利である。更に本発明を熱伝導を含む方法のステップに使用することは、とりわけキャリヤの良好な熱伝導と熱を均一化する性質とから、適している。更には、本発明を圧力変化が絡む工程に関連して使用することは、とりわけ前記ガス通路が必要な圧力適合を可能にし、また、注入の柔軟性によって、例えば圧力の変化によって移動し、膨張し、もしくは収縮する圧力関知型の材料や、一定の圧力下もしくは温度条件で劣化する材料などの導入を遅らせることができることから、適している。薬剤に関連するこれら問題を含む典型的な製造ステップは、殺菌と凍結乾燥である。
【0041】
好ましい使用方法は、バレルなどのチューブ型のアンプルを通して一端から他端へガスを通過させる時であり、少なくとも部分的にアンプル端部を露呈するようなキャリヤのオプションによってより促進される。これらのステップでは、キャリヤの溝には、例えばシーラなどの、さえぎるものがほぼないことが望ましい。洗浄や乾燥などのあらゆる目的のためにガスがアンプル内を通過することがあるが、好ましい応用は、アンプルのガス殺菌である。ガスは化学的に作用することもできるが、加熱ガス循環を伴う殺菌炉などにおいて、上述のキャリヤの熱伝導の利点を利用して加熱ガスを使用することが好ましい。
【0042】
本発明の他の利点は、アンプルの開口部の上に、シーラを浮遊状態で休止させるオプションであり、その理由は、例えばシーラとアンプルとの間の単純な軸方向の移動によってガイドされ保護されたシーラの係合を容易にするからであり、又、シーラの休止位置への導入とアンプル開口部内への係合との間の工程を実施することを可能にするからである。このことから、以上のような作業がからむ工程、すなわち一般的にシーラ休止位置からシールに至るステップに関連して本発明を使用することが有利である。典型的な例は凍結乾燥ステップであって、ここではシーラを休止位置において挿入が可能であり、凍結‐乾燥はシーラが係合した後に実施可能であるが、この最後のステップは、シールの単純な軸方向の移動で済むことから、凍結乾燥室の内部で容易に実施することができる。
【0043】
更には、弾力性のシーラを用いてシールする工程に対して前記キャリヤを使用することが好ましく、その理由は、そのようなシーラはわずかな圧縮力によって摩擦により容易に休止位置に留めることができるからであり、そして、そのようなシーラは単独で、ほとんどの製造工程において十分な少なくとも予備的なシールを果たすことができるからであり、そして、アンプルがキャリヤから解放される段階の後のステップまでキャップを被せることを遅らせることができるからである。前述の通り、好ましいキャップの形式は、例えば工程中の独立したどのステップの後でも被せることができる、前側から後側まで延びたスリーブ型である。
【0044】
前記キャリヤは、上述のどの利点も、製造工場の特性に左右されることなく達成するよう使用することが可能である。例えば前記キャリヤは、各種ステップにおいて、アンプルの手作業を促進する。しかし、前記キャリアは、取扱い、搬送、作業がそのようにデザインされた機械により実施される自動化、機械化された工場レイアウトにおいて使用することが有利であり、そこにおいては、前記キャリアの簡易さ、柔軟さが最大限に活用される。
【0045】
本発明のシステムの方法ステップにしたがって製造された製品は、上述のような利点を有していることから、これらは本権利にかかるシステムの一部となる。
【0046】
(発明を実施するための最良の形態)
図1は、上述した米国特許第5,435,076号明細書に開示された一般的な形式の外部スリーブを有する2重室カートリッジを示しており、参考として本明細書に含めるものとする。この図は、シーラとスリーブとが軸方向に移動してバレル開口部とのシール関係に至る前であり、凍結乾燥のステップが始まる前の部品間の関係を示す。注射器のバレル1は、前方開口部にネック2を有する。バレル1内には、ピストン3がバイパス4の後側まで挿入され、バレルを前室5と後室6とに区切っている。バレル1は、バレルとほぼ同じ長さを有するスリーブ7に囲まれている。スリーブの前端部8はバレルのネック2と対応しており、更に部分9にまで延びて、針のホルダを取り付ける外部ねじを有し、内向きのフランジ10で末端となる。部分9の内部には、外向きのフランジ12を持つストッパ11が配置されている。スリーブの内向きのフランジ10とストッパの外向きのフランジ12とは、スリーブに対してストッパが前方へ移動する動きを阻止する相互関係にある。前記ストッパは更に、バレルにシール状態で入り込むよう設計されたほぼ円筒状の部分13と、その内部の空洞14とを備えており、針が貫通するための薄い膜15を形成している。スリーブとバレルとの間には間隙16が設けられ、凍結乾燥時の間に蒸気が開口部から後部へ逃げられるようにしている。取り付け手段17が、スリーブの後部に設けられ、作動手段との接続と、スリーブをバレル端末の後側に固定することを可能にする。前室5は、当初は溶液18が注入され、後に凍結乾燥されて乾燥状態となる。バレルの開口部は、その後スリーブ7とストッパ11とを軸方向後側へ移動することによって閉じられる。最終的には(図示せず)溶剤が後室6に満たされ、後部ピストンが後室6を閉鎖するように挿入され、作動機構がこのカートリッジ・ユニットの後端に取り付けられる。
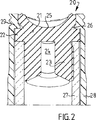
【0047】
図2は、カートリッジの前端部の好ましい代替デザインを示しており、このカートリッジの他の部分は、図1に示すものと同様であってもよい。全体を20で表示されたこのカートリッジは、フランジ22と、バレル開口部に挿入されるほぼ円筒状の部分23と、前記円筒状部分内の空洞24と、ボウル形状の上部表面25と、フランジ22の前側に凹み部26とを備えたストッパ型シーラ21を有する。前記カートリッジは更に、ほぼ円筒状のバレル27と、ストッパの前端からバレルの後端まで延び、前記ストッパフランジ22及び凹み部26と協働する内向きのフランジ29を備えたスリーブ28を有する。前記ストッパの円筒状部分23は前記バレル27の前端部に挿入されており、この前端部の開口部は、円筒状のバレル27の単なる端末であって本図では平坦なエッジを形成している。ストッパのフランジ22はバレル27の平坦な開口部上に載っているが、円筒状のバレルよりも大きな径を備えているのでバレルの外径を越えて半径方向に延びており、少なくとも部分的にバレル27とスリーブ28の間の間隙内に延びている。更には図示のように、前記フランジは、それ自身よりも前にあるどのストッパ構造よりも大きな径を有しているため、前記フランジは保持表面の軸方向後向きの動きを規制することができる。スリーブ28の内向きのフランジ29は、ストッパのフランジ22に対して前記のような規制のための保持表面を形成するようにデザインされており、この内向きのフランジ29は、前記スリーブの後向きの移動によってスリーブのフランジ22に接し、その後にストッパが前記開口部に挿入されることは明らかである。ストッパの凹み部26は、内向きのフランジ29の最も内側の膨らみ部と共に、ストッパ21に対してスリーブ28の後向きの移動を阻止する僅かなスナップ式のロック機構を作っている。ストッパの上部表面25のボウル形状は空洞24と共に、例えば針などがストッパの中央部分を抜ける際に必要な貫通長さを更に抑制している。カートリッジ28の後部(図示せず)は、図1と同様な設計が可能であり、すなわち、バレルを前室と後室とに区分する中間ピストンと、バイパスの配置と、後部ピストンと、そして可能であれば後部ピストンの作動機構の構造と一体化されるスリーブをバレル後端に固定するものとが設けられる。本発明にかかる原理によれば、このデザインは凍結乾燥のステップで使用されることが好ましく、ここではストッパのフランジ22は前記バレル開口部の上に摩擦によって保持されている。これはスリーブがなくとも実施することを可能としており、従来技術では必要とされた蒸気の導管となるバレル27とスリーブ28との間隙を、他の要因を考慮して形成することが可能となる。
【0048】
図3Aから3Dは、本発明に関連して説明した各種開口部のエッジ形状を、単一アンプル壁の軸方向断面により概略示したものである。図3Aにおいて、エッジは矩形断面であり、アンプル壁の直線的な末端を形成する。この尖った形状は、破砕成形法以外には容易に製造することができず、またストッパ挿入、安全性、強度の観点からも最良とはいえない。図3Bは、断面が水滴形状したエッジを示しており、アンプル軸に対する横方向の水滴部の寸法がアンプル壁厚さよりも大きく、エッジ材料が壁の呼び径の内側と外側とに延びる。水滴形状は、例えば製造過程のガラス切断や縁落としの時などに端末材料を部分的に溶融した後の収縮によってしばしば形成される。このような丸みのある形状は有利ではあるが、このアンプルの壁の呼び厚さの外側にある水滴部の材料は、上述の理由に沿うものではない。図3Cは、丸みはあるがそれが断面の一方向のみ、図では左側、にある好ましいエッジ形状を示しており、アンプルの壁の呼び表面の半径方向外側には材料は見当たらない。膨らんだ部分の材料がない壁の表面を、上述の解決したい問題がどちら側にあるかによって、アンプルの外側にも内側にも設けることができる。図3Dは、丸みのあるほぼ半円形の形状をしており、両側に対して壁の呼び厚さを越えて延びる材料がない、更に好ましいエッジ形状を示している。このデザインによって、上述の全ての問題を回避することができる。この利点は、ほぼ円筒状のアンプルである場合、及び前記開口部が円筒部の内径とほぼ同じ径であるときに、最も有利である。この好ましいエッジ形状は、アンプルの前端部にある開口部の回りに好ましくは使用されるが、バレル形式の後部開口部など、他のアンプル開口部においても、良好に使用することができる。図において、エッジ領域の直下にある壁の呼び表面が破線で示されている。
【0049】
図4は、注入済み2重室注射器型カートリッジの好ましい工程手順の主要ステップ概略を示している。無菌領域で行なわれるいくつかのステップは、破線40で示している。第1のステップ41で、注射器のバレルが洗浄され、シリコン処理される。この処理がされたバレルは、無菌炉42へ搬送され、その出口からは無菌領域に入る。ピストン装着ステップ43で、前室と後室の境界を定める中間ピストンがバレルに挿入される。注入ステップ44で、凍結乾燥される溶液が前室に注入され、この溶液は、ステップ45で凍結乾燥される。次の46で、バレル前端部が凍結乾燥室内にあるままでシールされる。ステップ47で前記凍結乾燥粉末の溶媒が後室に注入される。ステップ48で後部ピストンがバレル後端部に挿入され、前記溶媒を後室に閉じ込める。バレル内の調合剤はここで周囲からシールされ、注入済みバレルは無菌領域から出ることができる。最終組立てステップ49で、シーラキャップ、後部作動手段などの更なる要素が、好ましくは上述の中間要素としてのスリーブを使用することによって追加される。特に中間ピストンや後部ピストン、更には溶液、溶媒などのバレル内に注入される全ての材料が、無菌状態で無菌領域40内に堰を通して導入されることは明らかである。
【0050】
上述の工程において、無菌領域40内で実施されるステップ43から48の全ておいて、本発明にかかるアンプル・キャリヤが使用されることが好ましい。本キャリヤの有用性から、ステップ42の無菌炉においてもキャリヤが使用されることが可能であり、また好ましく、更に洗浄及びシリコン処理ステップ41においてもばらや気泡内で扱うことができるものの、前記キャリヤを使用することが可能である。一般には、組立てステップ49を行う前に、前記キャリヤからアンプルを取り出すことが好ましい。一般には、ステップ46と47の間で、アンプルをキャリヤごと上下反転することが好ましく、そしてこれがキャリヤからアンプルを取り出すまでの唯一の反転とすることが好ましい。アンプルが上述の好ましい注射器型であるときには、46までのすべてのステップは、キャリヤの上側から実施されることが好ましい。スリーブの取り付けは、無菌領域外のステップ49まで遅らせることが好ましく、これにより前記無菌領域へ搬送する要素を抑制することができる。本発明によれば、シーラを、蒸気の逃げを許容するキャリヤの休止位置内に設けることができ、また好ましく、これはステップ44と45の間で行なわれることが好ましい。ステップ46におけるその場でのシールは、設けられたシーラを休止位置から軸方向に動かし、バレルの前側開口部とシール接合させることが好ましい。
【0051】
図5Aから5Eは、本発明にかかるアンプル・キャリヤの断面、拡大の各図を示す。図5Fは、やや拡大したキャリヤボデーの斜視図を示す。ほぼ矩形状のキャリヤボデー50は、好ましくはアルミニウムのブロックから作られた一体部品で、上面すなわち前面51と、下面すなわち背面52とを有する。29行、18列の間に多数のアンプル溝53が形成され、261の溝が設けられている。図5Eから最もよく分かるように、前記溝は、キャリヤボデー50の中空部531からなり、この中空部は内壁532と最上部233とにより境界が定められ、アンプルとシーラとの取り付けが容易なように若干円錐状をしている。前記ボデーの上部51には、29の直線上の切り欠き部54が設けられ、その各々は、図5Bと5Dからも明らかなように、一部の溝深さだけ、同一行にある全ての溝の上部を貫通している。切り欠き部54は、後に図6に関係して説明するが、上部ロック機構のガイド構造として機能し、さらに、シーラを休止位置からシール位置へと移動する道具としても使用される。同様に、18の直線状の蒸気導管切り欠き部55がボデー上部51に設けられており、各切り欠き部は、図5Bと5Dから最もよく分かるように、前記一部の溝深さだけ、同一列にある全ての溝の上部を貫通している。これらの蒸気導管の切り欠き部55は、シーラが溝上部の休止位置に挿入された時の追加の蒸気逃げ溝の役割を果たす。図5Dと5Eから最もよく分かるように、各溝53のブロックの下部52に、中空部表面532から半径方向内側に延びるショルダ56の形状の下部ロックが設けられており、アンプルの外周部が載置されるようになっている。図5Cから最もよく分かるように、前記ガイド切り欠き部54は、キャリヤボデーの長い方の側面の一方を側面スリット57において下側まで延び、また溝58は、同一側面に沿って前記側面スリットに対して横方向に延びている。長手方向の凹み部59は、機械化された製造工場でキャリヤを取扱う目的で設けられている。使用時には、アンプルは前記ボデーの上部側51から前記溝に嵌めることができ、下部ロック表面56に載置される。シーラは同じボデーの側から前記溝の切り欠き部54もしくは55内の休止位置に挿入可能であり、第1の軸方向位置で上部ロックにより抜止めがされ、後に、前記上部ロックをより深い第2の位置に移動することによりシールが可能になる。
【0052】
図6Aから6Cは、図5のアンプル・キャリヤのための上部ロック機構60の平面図、及び側面図を示し、図5Fとほぼ同一の縮尺である。図6Dは、1つの行の複数の溝に対する個々のロック61を示す。図6Dから最もよく分かるように、各々の行ロックは、ほぼL字状の帯をしており、長い直線状のロック部62と短いヒンジ部63とを有する。前記行ロックは更に、いくつかの行ロック61を平行に結合するための端末穴64、64’と、軸がヒンジ穴65に取り付けられたときに、ヒンジ部63に沿ってある程度の移動が可能なヒンジ長穴65とを備えている。カーブ部分66の径は、穴65に最も接近した位置を中心としており、前記カーブは、ヒンジ部63の直線部分69につながっている。図6A,6B,6Cから最もよく分るように、穴64,64’をそれぞれ貫通したロッド67、67’で平行に保持された29の行ロック61により、一括式のロック機構が形成されている。ヒンジの軸68が、全ての行ロック61のヒンジ長穴65を貫通している。
【0053】
図5のキャリヤボデーと一体にされる時には、前記行ロック61の各ヒンジ部63が対応する側面スリット57に位置決めされるよう、ヒンジ軸68が樋状溝58に嵌り、好ましくは抜け止めがさめる。各行ロック61の直線ロック部62が前記キャリヤボデ−50の上側51にある対応するガイド切り欠き部54に嵌ると、全体のロック機構60は、延長されたヒンジ穴65が許容する範囲内において、溝53に対して軸方向に移動可能である。特に、この動きは、ロック機構が最上部の位置を占めることによって、ガイド切り欠き部54にガイドされたままでアンプルの開口部上にストッパが載置された状態の位置を画定することを可能にし、最下部の位置への移動によって、シーラを押し込んでアンプル開口部とのシール関係を作る。最上部の位置において、ヒンジ軸68は、ヒンジ部63のカーブ66によって中心が定まり、カーブ66は側面スリット57の下部と協働して(図5D参照)ロック機構60をヒンジ軸68を中心にしてキャリヤボデー上側51から離れる方向に回転させる。最下部の位置においては、ヒンジ部63の直線部分69は側面スリット57の下部と協働し、ロック機構60が、ヒンジ軸68の回りに回転することを阻止しており、好ましくはこの位置でロック機構を解放可能に固定する手段(図示せず)が設けられる。
【0054】
図7は、本発明にかかる他の実施の形態のアンプル・キャリヤボデー70の上側の平面図を示す。このキャリヤボデーは、全体的には図5の実施の形態と同じ特性を有するが、若干異なる溝のレイアウトを有する。溝71は、10行と10の列73に構成され、前記列がやや小さ目のスペースであるため、結果としてほぼ矩形状のレイアウトとなる。各行と列との中間には、単なる穴74を設けたもう1つの行と列とが割り込み、主にキャリヤ重量を軽減させ、特に熱ガスを使用する殺菌における熱交換工程のステップにおいて接触表面を増加させている。溝71は、図5Eを参照して説明したものと同様の特性を有する。前記キャリヤボデー70の上部表面は、図6と同様の上部ロックと押し込み機構との組合わせのためのガイド切り欠き部75を備えている。前記キャリヤボデーは又、凍結乾燥の間の蒸気抜きを提供する横方向の通気切り欠き部76を有する。切り欠き部75と76とは、溝の軸方向長さの一部にのみ浸透する。穴77は、機械化された工場でのキャリヤ取扱いの補助構造である。この実施の形態では、上部ロック機構のためのヒンジは設けられていない。その代わりに、10個の直線状の行ロック用バンドが一体にされた簡単なグリッドが形成される。図5と6の実施の形態のように、このグリッドは、シーラの休止位置において行ロックするようガイド切り欠き部75内に位置決めされることができ、後に軸方向の動きによってシーラをアンプル開口部と係合させる。しかしながら、前記グリッドは、例えば注入工程のステップで穴71が開放されるように、穴74を通過する追加の切り欠き部78に位置決めすることもでき、それでも前記グリッドは、キャリヤボデーの上部表面の境界内に留まっている。前記グリッドを各位置に留めるために固定手段(図示せず)を設けることができる。
【0055】
本発明は、上述の実施の形態に限定されるものではなく、特許請求の範囲の範疇において変化させることができる。
【図面の簡単な説明】
【図1】 従来技術による外部スリーブを有する形式の2重室カートリッジを示す。
【図2】 本発明にかかる代替のカートリッジのデザインの前端部を示す。
【図3】 図3Aから3Dは、単一バレル壁の断面により、本発明に関連して説明した各種開口部のエッジ形状の概略を示す。
【図4】 注入済み2重室カートリッジ製造工程の主要ステップの概略を示す。
【図5】 図5Aから5Fは、本発明にかかるアンプル・キャリヤの平面図、短い側の側面図、長い側の側面図、断面図、部分拡大図、斜視図を示す。
【図6】 図6Aから6Cは、図5に示すアンプル・キャリヤの上部ロック機構の平面図、側面図を示す。
【図7】 他の溝配置を有する代替アンプル・キャリヤの平面図を示す。
【符号の説明】
1.バレル、3.ピストン、4.バイパス、5.前室、6.後室、7.スリーブ、10.フランジ、11.ストッパ、12.フランジ、18.溶液、20.カートリッジ、21.シーラ、27.バレル、28.スリーブ、50.キャリヤボデー、53.溝。
Claims (21)
- a)前端部と後端部とを有し、両者の間で軸を定めるバレル(27)であって、少なくとも前記前端部が開口部で終わるバレル(27)と、
b)前記前端部に取り付けられ、前記開口部をシールするシーラ(21)と、
c)前記バレル(27)内において移動可能に、シール状態で配置された少なくとも1つのピストンと、そして、
d)前記バレル(27)の少なくとも一部に沿って延びるスリーブ(28)であって、前部と後部とを有し、前記前部が前記シーラ(21)に接続されているスリーブ(28)と、を有する注射器型のアンプル(20)において、
前記バレル(27)が、前記開口部を取り巻くエッジで終わる前端部を有し、前記エッジが前記バレルの外周とほぼ等しい外周を有し、
前記バレル(27)が前記前端部と後端部の間においてほぼ一定の断面を有し、これによってピストンを前記バレルの前端の開口部と後端部の開口部のいずれからも挿入を可能にし、
前記バレル(27)が、2重室もしくは多重室形式であって、少なくとも1つのバイパス機構を備え、
前記シーラ(21)が、少なくともいずれかの位置で、前記前端部の外径と前記バレルの外径の外側まで延びていることを特徴とするアンプル。 - 前記バレル(27)がほぼ円筒状で、前記エッジと前記バレルの外周がほぼ円形であることを特徴とする、請求項1のアンプル。
- 外径の最大値と最小値を測定したとき、もしくは一般に外周の対称位置の間の最大値と最小値を測定したとき、前記バレルの断面が一定、もしくはその変化が2mm以下、好ましくは1mm以下、最も好ましくは0.5mm以下であることを特徴とする、請求項1のアンプル。
- 前記バイパス機構が、前記バレルのほぼ全周に配置されたピストンがシールしない領域であることを特徴とする、請求項1に記載のアンプル。
- 前記バレル(27)が、後側開口部を取り巻くエッジで終わる後端部を有し、前記後側のエッジが、前記バレルの外周とほぼ等しい外周を有することを特徴とする、請求項1のアンプル。
- 前記エッジが、丸みを帯びていることを特徴とする、請求項1又は5のアンプル。
- 前記エッジのほぼ全ての材料が、前記バレルの外周よりも内側にあることを特徴とする、請求項1又は5に記載のアンプル。
- 前記エッジのほぼ全ての材料が、前記バレルの内周よりも外側にあることを特徴とする、請求項1又は5に記載のアンプル。
- 前記シーラ(21)が、前記開口部に侵入して前記バレルの内側表面と半径方向に接する部分(23)を有していることを特徴とする、請求項1のアンプル。
- 前記シーラ(21)が、前記開口部における前記バレルの周囲よりも大きい、及び/又は前記バレルの最大周囲よりも大きいフランジの延び部(22)を有していることを特徴とする、請求項1のアンプル。
- 前記延び部(22)が、少なくとも0.05mm、好ましくは0.1mm、最も好ましくは少なくとも0.2mmだけ大きく、しかし、10mmよりは小さく、好ましくは5mmよりは小さく、最も好ましくは2mmよりも小さいことを特徴とする、請求項10のアンプル。
- 前記フランジが、前記延び部(22)をほぼその周囲全体に有することを特徴とする、請求項11のアンプル。
- 前記シーラ(21)が弾性体であることを特徴とする、請求項1のアンプル。
- 前記スリーブ(28)が、前記バレル(27)に取り付けられていることを特徴とする、請求項1のアンプル。
- 前記の取り付けが、前記バレルの前記後部でされていることを特徴とする、請求項14のアンプル。
- 前記取り付けが、バレル後端部の後側で半径方向内側に延びる少なくとも1つの構造からなることを特徴とする、請求項15のアンプル。
- 前記スリーブの前部が、シーラの前側で半径方向内側に延びる少なくとも1つの構造により前記シーラ(21)に取り付けられていることを特徴とする、請求項1のアンプル。
- 前記スリーブ(28)が、固定構造、ガイド構造、プランジャ及び手持ち構造、投与機構構造、針取り付け構造、及びこれらの組み合わせからなる群から選択された構造などの補助構造を備えていることを特徴とする、請求項1のアンプル。
- 前記バレルが、丸みのあるエッジを有し、
前記開口しているバレルの前記エッジに近い部分の周囲であって、バレルの外側の前記周囲よりも内側に、及び/又は前記バレルの内側の前記周囲よりも外側に、ほぼ全てのエッジ材料があることを特徴とする、請求項1のアンプル。 - 前記バレルの後端部が、上述と同様な材料分布を有する丸みのあるエッジで周囲を囲われた後側開口部を有することを特徴とする、請求項19のアンプル。
- 少なくとも1つの開口部が、シーラ(21)を備えていることを特徴とする、請求項20のアンプル。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SE9703425A SE9703425D0 (sv) | 1997-09-23 | 1997-09-23 | Prefilled ampooules and manufacture thereof |
| SE9703425-0 | 1997-09-23 | ||
| PCT/SE1998/001692 WO1999015215A1 (en) | 1997-09-23 | 1998-09-22 | Prefilled ampoules and manufacture thereof |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007235411A Division JP2007319718A (ja) | 1997-09-23 | 2007-09-11 | 注入済みアンプルとその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2001517497A JP2001517497A (ja) | 2001-10-09 |
| JP4323717B2 true JP4323717B2 (ja) | 2009-09-02 |
Family
ID=20408339
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000512582A Expired - Lifetime JP4323717B2 (ja) | 1997-09-23 | 1998-09-22 | 注入済みアンプル |
| JP2007235411A Pending JP2007319718A (ja) | 1997-09-23 | 2007-09-11 | 注入済みアンプルとその製造方法 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007235411A Pending JP2007319718A (ja) | 1997-09-23 | 2007-09-11 | 注入済みアンプルとその製造方法 |
Country Status (17)
| Country | Link |
|---|---|
| US (3) | US6290680B1 (ja) |
| EP (1) | EP1019120B1 (ja) |
| JP (2) | JP4323717B2 (ja) |
| KR (2) | KR100545415B1 (ja) |
| CN (2) | CN1935280A (ja) |
| AU (2) | AU738005B2 (ja) |
| BR (2) | BR9816191B1 (ja) |
| CA (2) | CA2591106A1 (ja) |
| ES (1) | ES2594587T3 (ja) |
| HU (1) | HU223451B1 (ja) |
| IL (1) | IL135029A0 (ja) |
| NO (1) | NO20001488L (ja) |
| PL (3) | PL190718B1 (ja) |
| RU (1) | RU2197279C2 (ja) |
| SE (1) | SE9703425D0 (ja) |
| TW (1) | TW403666B (ja) |
| WO (1) | WO1999015215A1 (ja) |
Families Citing this family (67)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6569115B1 (en) | 1997-08-28 | 2003-05-27 | Mdc Investment Holdings, Inc. | Pre-filled retractable needle injection device |
| US8226598B2 (en) | 1999-09-24 | 2012-07-24 | Tolmar Therapeutics, Inc. | Coupling syringe system and methods for obtaining a mixed composition |
| US20020055708A1 (en) * | 1999-09-24 | 2002-05-09 | Peterson Kenneth R. | Coupling syringe system and methods for obtaining a mixed composition |
| US6626870B1 (en) * | 2000-03-27 | 2003-09-30 | Artix Laboratories, Inc. | Stoppering method to maintain sterility |
| US6566144B1 (en) | 2000-03-27 | 2003-05-20 | Atrix Laboratories | Cover plate for use in lyophilization |
| US7621887B2 (en) * | 2000-10-10 | 2009-11-24 | Meridian Medical Technologies, Inc. | Wet/dry automatic injector assembly |
| US7235063B2 (en) * | 2001-08-21 | 2007-06-26 | D'antonio Consultants International, Inc. | Hypodermic injection system |
| KR20040029015A (ko) * | 2001-08-31 | 2004-04-03 | 노보 노르디스크 에이/에스 | 액체 인슐린용 카트리지 |
| RU2237495C1 (ru) * | 2003-03-20 | 2004-10-10 | Мамаев Геннадий Викторович | Многокамерный шприц |
| WO2004096113A2 (en) * | 2003-04-28 | 2004-11-11 | Medical Instill Technologies, Inc. | Container with valve assembly for filling and dispensing substances, and apparatus and method for filling |
| DE10345338B4 (de) * | 2003-09-21 | 2015-08-06 | Inova Pharma Systems Gmbh | Verfahren und Vorrichtung zum kontrollierten Befüllen |
| US6997910B2 (en) * | 2004-05-03 | 2006-02-14 | Infusive Technologies, Llc | Multi-chamber, sequential dose dispensing syringe |
| US7998106B2 (en) | 2004-05-03 | 2011-08-16 | Thorne Jr Gale H | Safety dispensing system for hazardous substances |
| WO2006058435A2 (en) * | 2004-12-03 | 2006-06-08 | Duoject Medical Systems Inc. | Cartridge, device and method for pharmaceutical storage, mixing and delivery |
| ITMI20051826A1 (it) * | 2005-09-29 | 2007-03-30 | Novachem S A | Kit per la somministrazione parenterale di medicamenti |
| CN100493649C (zh) * | 2006-01-06 | 2009-06-03 | 威海洁瑞医用制品有限公司 | 静脉留置针止血密封塞及其生产方法 |
| EP2013113B1 (en) | 2006-04-24 | 2018-03-21 | Medical Instill Technologies, Inc. | Needle penetrable and resealable lyophilization device and related method |
| DE102007023198A1 (de) * | 2007-05-18 | 2008-11-20 | Boehringer Ingelheim Pharma Gmbh & Co. Kg | Magazin für zylindrische Gefässe |
| EP2187787A4 (en) * | 2007-09-11 | 2013-04-17 | Labcon North America | HOLDER FOR CENTRIFUGE TUBES |
| JP5677846B2 (ja) | 2007-09-27 | 2015-02-25 | ベクトン・ディキンソン・アンド・カンパニーBecton, Dickinson And Company | 粉末薬物および液体薬物用のカートリッジ |
| WO2009143492A1 (en) * | 2008-05-23 | 2009-11-26 | Statek Corporation | Piezoelectric resonator |
| DE102008030268B3 (de) * | 2008-06-19 | 2010-02-04 | Arzneimittel Gmbh Apotheker Vetter & Co. Ravensburg | Verfahren zum Befüllen von Doppelkammersystemen in vorsterilisierbaren Trägersystemen und vorsterilisierbares Trägersystem |
| DE102008030267B3 (de) | 2008-06-19 | 2010-01-28 | Arzneimittel Gmbh Apotheker Vetter & Co. Ravensburg | Verfahren zum Befüllen von Doppelkammersystemen in vorsterilisierbaren Trägersystemen und vorsterilisierbares Trägersystem |
| JP5393074B2 (ja) * | 2008-07-31 | 2014-01-22 | 株式会社吉野工業所 | アンプル |
| CN102438652B (zh) | 2008-11-12 | 2014-08-13 | 米迪缪尼有限公司 | 抗体制剂 |
| JP5762413B2 (ja) * | 2009-08-28 | 2015-08-12 | サノフィ−アベンティス・ドイチュラント・ゲゼルシャフト・ミット・ベシュレンクテル・ハフツング | 事前に充填されたシリンジを製造するための組立体キット |
| JP2013517081A (ja) * | 2010-01-19 | 2013-05-16 | ケンブリッジ・エンタープライズ・リミテッド | 装置及び方法 |
| DE102010011207A1 (de) | 2010-03-09 | 2011-09-15 | B. Braun Melsungen Ag | Vorrichtung zum Schneiden von im Verbund vorliegenden miteinander verbundenen Kunststofferzeugnissen für den medizinischen Bereich |
| WO2012022734A2 (en) | 2010-08-16 | 2012-02-23 | Medimmune Limited | Anti-icam-1 antibodies and methods of use |
| FR2967655B1 (fr) * | 2010-11-24 | 2014-03-14 | Biocorp Rech Et Dev | Dispositif de bouchage d'un recipient, recipient equipe d'un tel dispositif et procede de fermeture d'un lot de tels recipients |
| DE102011015112A1 (de) * | 2011-03-21 | 2012-09-27 | Vetter Pharma-Fertigung GmbH & Co. KG | Behälter, Haltevorrichtung, Haltesystem und Injektionshilfe |
| WO2013158273A1 (en) | 2012-04-20 | 2013-10-24 | Abbvie Inc. | Methods to modulate c-terminal lysine variant distribution |
| WO2013176754A1 (en) | 2012-05-24 | 2013-11-28 | Abbvie Inc. | Novel purification of antibodies using hydrophobic interaction chromatography |
| TW202244057A (zh) | 2012-12-03 | 2022-11-16 | 美商諾維生物製藥有限公司 | 新穎縮肽及其用途 |
| WO2014159554A1 (en) | 2013-03-14 | 2014-10-02 | Abbvie Inc. | Low acidic species compositions and methods for producing the same using displacement chromatography |
| CA2926301A1 (en) | 2013-03-14 | 2014-10-02 | Abbvie Inc. | Low acidic species compositions and methods for producing and using the same |
| JP6357228B2 (ja) | 2013-07-10 | 2018-07-11 | マトリックス バイオロジー インスティテュート | 高い弾性を有するヒアルロナンの組成物およびその使用 |
| ITRM20130457A1 (it) * | 2013-08-05 | 2015-02-06 | Orofino Pharmaceuticals Group Srl | Prodotto intermedio per la realizzazione di siringhe o cartucce a doppia camera pre-riempite e procedimento di produzione di detto prodotto intermedio |
| CN105517604B (zh) * | 2013-09-06 | 2019-11-08 | 泰尔茂株式会社 | 注射器用外筒、预灌装注射器以及注塑成型用模具 |
| WO2015050959A1 (en) | 2013-10-01 | 2015-04-09 | Yale University | Anti-kit antibodies and methods of use thereof |
| WO2016004197A1 (en) | 2014-07-03 | 2016-01-07 | Abbvie Inc. | Methods for modulating protein glycosylation profiles of recombinant protein therapeutics using cobalt |
| WO2016007764A1 (en) | 2014-07-09 | 2016-01-14 | Abbvie Inc. | Methods for modulating the glycosylation profile of recombinant proteins using non-commonly used sugars |
| CN106795043B (zh) | 2014-08-08 | 2019-07-23 | 康宁股份有限公司 | 用于在处理期间保持玻璃制品的储盒设备 |
| MX386260B (es) | 2014-08-11 | 2025-03-18 | Corning Inc | Aparatos de almacen para soportar articulos de vidrio durante procesamiento. |
| WO2016094387A2 (en) | 2014-12-08 | 2016-06-16 | Genentech, Inc. | Versatile syringe platform |
| EP3240765B1 (en) | 2014-12-08 | 2019-03-06 | Corning Incorporated | Apparatus for holding and retaining glass articles |
| CN107207123B (zh) | 2015-01-23 | 2019-08-30 | 康宁股份有限公司 | 用于保持和保留玻璃制品的设备 |
| WO2016144773A1 (en) | 2015-03-06 | 2016-09-15 | Abbvie Inc. | Arabinosylated glycoproteins |
| CN107530489B (zh) | 2015-04-17 | 2020-07-28 | 肖特凯沙私人有限公司 | 用于密封盒的支撑结构、运输或包装容器以及过程 |
| EP3294681B1 (en) | 2015-05-11 | 2021-08-25 | Corning Incorporated | Apparatuses and methods for holding, retaining, and/or processing glassware articles |
| HUE068774T2 (hu) | 2015-09-24 | 2025-01-28 | Matrix Biology Inst | Magas elaszticitású hialuronán készítmények és azok alkalmazásai |
| WO2017147003A1 (en) | 2016-02-26 | 2017-08-31 | Novobiotic Pharmaceuticals, Llc | Novel macrocyclic antibiotics and uses thereof |
| EP3437621A4 (en) * | 2016-03-31 | 2019-10-09 | Terumo Kabushiki Kaisha | SYRINGE HOLDING MEMBER, SYRINGE ASSEMBLY BODY, AND METHOD OF ASSEMBLING SYRINGE ASSEMBLY BODY |
| TWI746569B (zh) | 2016-06-08 | 2021-11-21 | 瑞士商瑞健醫療股份有限公司 | 計量器具、注射裝置、及其應用 |
| WO2018096149A1 (de) | 2016-11-28 | 2018-05-31 | Idorsia Pharmaceuticals Ltd | Vorrichtung zur abgabe einer substanz |
| US20200001011A1 (en) * | 2017-03-13 | 2020-01-02 | Namics Corporation | Prefilled syringe and preservation method for resin composite |
| FI3600456T3 (fi) | 2017-03-27 | 2023-10-26 | Regeneron Pharma | Sterilointimenetelmä |
| CA3057987A1 (en) | 2017-04-04 | 2018-10-11 | Novobiotic Pharmaceuticals, Llc | Novel depsipeptides and uses thereof |
| US11867461B2 (en) * | 2017-05-02 | 2024-01-09 | Pipeskin, Llc | Automated drying and curing chamber |
| IL318292A (en) | 2017-12-13 | 2025-03-01 | Regeneron Pharma | Devices and methods for administering precise doses |
| EP3536362A1 (de) * | 2018-03-05 | 2019-09-11 | Weibel CDS AG | Vorrichtung zum halten von stopfen über einer öffnung eines gefässes |
| JP2022535558A (ja) | 2019-06-05 | 2022-08-09 | リジェネロン・ファーマシューティカルズ・インコーポレイテッド | 正確な容量送達のための装置 |
| US11054185B1 (en) | 2020-02-24 | 2021-07-06 | Lyophilization Technology, Inc. | Apparatus for lyophilization of products contained in product delivery units |
| KR102154125B1 (ko) | 2020-03-27 | 2020-09-09 | (주)딥셀라이트 | 앰플 주사기 |
| US11957790B1 (en) | 2022-01-31 | 2024-04-16 | Thomas John Harkins, JR. | Combination lyophilization and dispensing syringe assembly and methods of using same |
| US11723870B1 (en) * | 2022-01-31 | 2023-08-15 | Thomas John Harkins, JR. | Assembly, apparatus and method for lyophilization |
| KR102576573B1 (ko) | 2022-11-10 | 2023-09-08 | 문주이 | 앰플 주사기 |
Family Cites Families (38)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US581847A (en) * | 1897-05-04 | Cartridge-loading implement | ||
| US3731453A (en) | 1971-01-26 | 1973-05-08 | D Porteous | Method for preparing syringe type vials of hydrocolloid impression material |
| US3834526A (en) * | 1972-03-13 | 1974-09-10 | Corning Glass Works | Container and partioning system for tubular objects |
| US3810469A (en) | 1972-05-24 | 1974-05-14 | Ampoules Inc | Multiple compartment hypodermic devices |
| US4036309A (en) * | 1975-06-09 | 1977-07-19 | Anatoly Mikhailovich Petreev | Double-piston rock drill |
| US4039309A (en) | 1976-07-28 | 1977-08-02 | Bell Telephone Laboratories, Incorporated | Method and apparatus for breaking optical fibers |
| US4142633A (en) * | 1976-08-11 | 1979-03-06 | Mpl, Inc. | Packaging system for syringe dispensers |
| NL180634C (nl) | 1977-12-23 | 1987-04-01 | Duphar Int Res | Injectiespuit alsmede naaldhouder hiervoor. |
| FR2539302B1 (fr) * | 1983-01-17 | 1986-03-14 | Brunet Jean Louis | Seringue a usage medical |
| FR2556214B1 (fr) * | 1983-12-08 | 1986-08-14 | Merieux Inst | Procede de preparation en serie de seringues auto-injectables contenant un medicament lyophilise et dispositif de mise en oeuvre de ce procede |
| DE3507498A1 (de) | 1985-03-02 | 1986-09-04 | Sorg-GmbH & Co KG, 8770 Lohr | Verfahren und vorrichtung zum herstellen von hohlglaesern mit einem glatten, abgerundeten rand |
| JPS61229487A (ja) | 1985-04-03 | 1986-10-13 | Sasaki Glass Kk | レ−ザビ−ムによるガラス切断方法 |
| CH666870A5 (fr) * | 1986-04-10 | 1988-08-31 | Cosmonor Sa | Dispositif de conditionnement de substances liquides ou liquides et solides. |
| DE3613489A1 (de) | 1986-04-22 | 1987-11-05 | Helmut Vetter | Vorrichtung zur handhabung von fertigspritzen |
| JPS6316837A (ja) * | 1986-07-08 | 1988-01-23 | Nippon Kokan Kk <Nkk> | 溶湯注入ノズル |
| JPS63170761A (ja) * | 1987-01-08 | 1988-07-14 | Mitsubishi Electric Corp | 電子計算機の入出力制御装置 |
| IL86799A (en) | 1987-07-02 | 1993-03-15 | Kabi Pharmacia Ab | Method and device for injection |
| US4865090A (en) * | 1988-04-29 | 1989-09-12 | Beckman Instruments, Inc. | Vial holder |
| DE3819095A1 (de) | 1988-06-04 | 1989-12-07 | Ruchozki Manfred Dipl Ing Fh | Fuell- und verschliessmaschine fuer einwegspritzen |
| DE3924830A1 (de) | 1989-07-27 | 1991-02-07 | Vetter & Co Apotheker | Spritzenzylinder fuer medizinische zwecke |
| DE4021836C1 (ja) | 1990-07-09 | 1991-05-02 | Arzneimittel Gmbh Apotheker Vetter & Co Ravensburg, 7980 Ravensburg, De | |
| US5360410A (en) | 1991-01-16 | 1994-11-01 | Senetek Plc | Safety syringe for mixing two-component medicaments |
| FR2672868B1 (fr) * | 1991-02-15 | 1993-06-04 | Pasteur Merieux Serums Vacc | Procede de conditionnement de vaccins lyophilises en seringue et bouchon pour sa mise en óoeuvre. |
| FR2693369A3 (fr) | 1992-04-17 | 1994-01-14 | Cabezon Georges | Dispositif mural permettant le stockage des prélèvements biologiques. |
| SE9201248D0 (sv) | 1992-04-21 | 1992-04-21 | Kabi Pharmacia Ab | Injection cartridge |
| SE9201247D0 (sv) | 1992-04-21 | 1992-04-21 | Kabi Pharmacia Ab | Injection device |
| JP3172005B2 (ja) * | 1992-11-27 | 2001-06-04 | 株式会社大協精工 | 注射器兼容器 |
| CA2131042A1 (en) * | 1993-09-29 | 1995-03-30 | Mark A. Stiehl | Holder for cartridge-needle unit |
| SE9303453D0 (sv) | 1993-10-20 | 1993-10-20 | Kabi Pharmacia Ab | Injection cartridge |
| JP3243914B2 (ja) * | 1993-11-19 | 2002-01-07 | 澁谷工業株式会社 | 密封容器の残存気泡溶解方法 |
| US5498243A (en) * | 1995-01-31 | 1996-03-12 | Unique Management Enterprises, Inc. | Apparatus for shielding a syringe needle |
| DE4444547C2 (de) | 1994-12-14 | 1997-02-27 | Schott Rohrglas Gmbh | Verfahren zum wärmeweichen Trennen von dünnwandigen Glasrohren oder -platten |
| US5810885A (en) * | 1994-12-28 | 1998-09-22 | Omrix Biopharm Sa | Device for applying one or several fluids |
| US5590782A (en) * | 1995-04-17 | 1997-01-07 | Habley Medical Technology Corporation | Vial holder assembly |
| IT1275428B (it) | 1995-05-16 | 1997-08-07 | Bracco Spa | Processo per la produzione di siringhe preriempite prive di bolle di gas residuo |
| EP0902694B1 (en) * | 1995-08-22 | 2003-05-07 | MDC Investment Holdings, Inc. | Pre-filled retractable needle injection ampoules |
| DE19609199A1 (de) * | 1996-03-09 | 1997-09-11 | Vetter & Co Apotheker | Verfahren zur Bearbeitung von Werkstücken aus festen Materialien sowie Vorrichtung zur Durchführung des Verfahrens |
| US5911253A (en) * | 1998-03-09 | 1999-06-15 | Webb; James Elmer | Container and liquid dispensing apparatus and method of application thereof |
-
1997
- 1997-09-23 SE SE9703425A patent/SE9703425D0/xx unknown
-
1998
- 1998-09-22 CN CNA2006100547945A patent/CN1935280A/zh active Pending
- 1998-09-22 WO PCT/SE1998/001692 patent/WO1999015215A1/en active Application Filing
- 1998-09-22 RU RU2000110128/14A patent/RU2197279C2/ru not_active IP Right Cessation
- 1998-09-22 EP EP98945713.0A patent/EP1019120B1/en not_active Expired - Lifetime
- 1998-09-22 PL PL98372064A patent/PL190718B1/pl not_active IP Right Cessation
- 1998-09-22 BR BRPI9816191-1A patent/BR9816191B1/pt not_active IP Right Cessation
- 1998-09-22 PL PL98339489A patent/PL190427B1/pl not_active IP Right Cessation
- 1998-09-22 CN CNB988094371A patent/CN1254281C/zh not_active Expired - Fee Related
- 1998-09-22 TW TW087115783A patent/TW403666B/zh not_active IP Right Cessation
- 1998-09-22 ES ES98945713.0T patent/ES2594587T3/es not_active Expired - Lifetime
- 1998-09-22 JP JP2000512582A patent/JP4323717B2/ja not_active Expired - Lifetime
- 1998-09-22 AU AU92893/98A patent/AU738005B2/en not_active Ceased
- 1998-09-22 KR KR1020007003001A patent/KR100545415B1/ko not_active Expired - Fee Related
- 1998-09-22 US US09/158,273 patent/US6290680B1/en not_active Expired - Lifetime
- 1998-09-22 KR KR1020057011918A patent/KR100567471B1/ko not_active Expired - Fee Related
- 1998-09-22 CA CA002591106A patent/CA2591106A1/en not_active Abandoned
- 1998-09-22 IL IL13502998A patent/IL135029A0/xx not_active IP Right Cessation
- 1998-09-22 CA CA002304549A patent/CA2304549C/en not_active Expired - Lifetime
- 1998-09-22 BR BR9815372-2A patent/BR9815372A/pt not_active IP Right Cessation
- 1998-09-22 HU HU0004930A patent/HU223451B1/hu not_active IP Right Cessation
- 1998-09-22 PL PL98372063A patent/PL190717B1/pl not_active IP Right Cessation
-
2000
- 2000-03-22 NO NO20001488A patent/NO20001488L/no not_active Application Discontinuation
-
2001
- 2001-02-16 US US09/785,831 patent/US6807797B2/en not_active Expired - Lifetime
- 2001-12-05 AU AU97097/01A patent/AU766989B2/en not_active Ceased
-
2004
- 2004-09-03 US US10/934,174 patent/US20050028489A1/en not_active Abandoned
-
2007
- 2007-09-11 JP JP2007235411A patent/JP2007319718A/ja active Pending
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4323717B2 (ja) | 注入済みアンプル | |
| RU2258537C2 (ru) | Устройство для приготовления терапевтической суспензии или дисперсной системы и способ упаковки | |
| AU2002240070B2 (en) | Reconstitution device and method of use | |
| JP2009504523A (ja) | バイパスを備えていないデュアルチャンバ型容器 | |
| JPS62253069A (ja) | 物質取扱い装置と方法 | |
| JP2004520111A (ja) | 医療使用の液体または粉末を包装し且つ移すためのアンプル | |
| AU2001249497A1 (en) | Stoppering method to maintain sterility | |
| US9918901B2 (en) | Device for packaging, storing, and extemporaneously preparing a plurality of active principles | |
| AU2003255202B2 (en) | Prefilled ampoules and manufacture thereof | |
| JPH0928798A (ja) | 注射器兼容器 | |
| AU2005202758B2 (en) | Device for reconstituting a therapeutic solution, suspension or dispersion | |
| HK1101035A (en) | Prefilled ampoules and manufacture thereof | |
| AU2006225269A1 (en) | Prefilled ampoules and manufacture thereof | |
| JPH0928797A (ja) | 注射器兼容器 | |
| JPH04126545U (ja) | 個別密封容器に収容した薬剤の無菌保持混合装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050915 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070522 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20070822 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20070829 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070911 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20071113 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20080131 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20080207 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080312 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20081007 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20090106 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20090114 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20090120 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20090127 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090407 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090507 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090605 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120612 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120612 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130612 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |