JP4312140B2 - 通気性シートの製造方法及び吸収性物品の製造方法 - Google Patents
通気性シートの製造方法及び吸収性物品の製造方法 Download PDFInfo
- Publication number
- JP4312140B2 JP4312140B2 JP2004290697A JP2004290697A JP4312140B2 JP 4312140 B2 JP4312140 B2 JP 4312140B2 JP 2004290697 A JP2004290697 A JP 2004290697A JP 2004290697 A JP2004290697 A JP 2004290697A JP 4312140 B2 JP4312140 B2 JP 4312140B2
- Authority
- JP
- Japan
- Prior art keywords
- sheet
- hot melt
- ink
- printing
- melt adhesive
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J3/00—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed
- B41J3/407—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed for marking on special material
- B41J3/4078—Printing on textile
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers
- A61F13/514—Backsheet, i.e. the impermeable cover or layer furthest from the skin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/17—Ink jet characterised by ink handling
- B41J2/175—Ink supply systems ; Circuit parts therefor
- B41J2/17593—Supplying ink in a solid state
Description
本発明の製造目的物である通気性シートは、繊維状シートに印刷模様が施されたものである。図1は、本発明の通気性シートの製造方法の一実施形態の工程概略説明図である。本実施形態においては、先ず、ロール状に巻かれた繊維状シート1を繰り出し、該繊維状シート1の一方の面にホットメルト接着剤を塗布する。これにより、該繊維状シート1の一方の面に接着剤層(塗布部分)3が形成される。ホットメルト接着剤の塗布は、接着剤塗布装置2を用いて行われる。
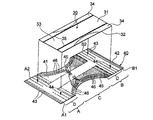
図3は、本実施形態の製造目的物である吸収性物品(パンツ型の使い捨ておむつ)の背側部側からの斜視図、図4は、該吸収性物品の展開状態を示す分解斜視図である。
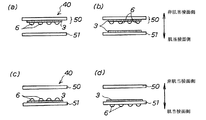
尚、図5(b)及び図5(c)では、説明容易のため、印刷模様23の図示を省略している。
例えば、インクジェット印刷後、そのインク付着部分(印刷模様)に、比較的少量のホットメルト接着剤を塗布(オーバーコート)することができる。最も好ましい形態としては、図6(c)におけるインク6の上にホットメルト接着剤をオーバーコートすることであり、このようにすることで、インクの定着性が高まり、繊維状シート同士の接着性が高まる。
また、印刷模様近辺部分のみに、流れ方向に対して間欠的にホットメルト接着剤を塗布すると、柔軟な外装となる点で好ましい。
Claims (7)
- 印刷模様が施された通気性シートの製造方法であって、繊維状シートの一方の面にホットメルト接着剤を塗布した後、塗布された該ホットメルト接着剤の温度が40℃以上である間に、該ホットメルト接着剤の塗布部分に又は該繊維状シートの他方の面における該塗布部分と対向する部分に、前記印刷模様をインクジェット印刷により施す通気性シートの製造方法。
- 前記インクジェット印刷の印刷速度が100m/分以上であることを特徴とする請求項1記載の通気性シートの製造方法。
- 吸収性本体と、該吸収性本体の非肌当接面側に位置する外装体とを具備する吸収性物品の製造方法であって、
繊維状シートの一方の面にホットメルト接着剤を塗布した後、該ホットメルト接着剤の塗布部分に又は該繊維状シートの他方の面における該塗布部分と対向する部分に、前記印刷模様をインクジェット印刷により施す工程と、
前記印刷模様を施された前記繊維状シートを、施された該印刷模様が外部に露出しないように前記吸収性本体に前記外装体として配置する工程とを有する吸収性物品の製造方法。 - 前記外装体は、前記印刷模様を施された前記繊維状シートと別の前記繊維状シートとを貼り合わせて形成されている請求項3記載の吸収性物品の製造方法。
- 前記外装体の最外層の肌当接面側に前記ホットメルト接着剤の塗布部分が形成され、該塗布部分に前記印刷模様が施されている請求項3又は4記載の吸収性物品の製造方法。
- 前記外装体の最外層に隣接する層の非肌当接面側に前記ホットメルト接着剤の塗布部分が形成され、該塗布部分に前記印刷模様が施されている請求項3又は4記載の吸収性物品の製造方法。
- 前記外装体の最外層に隣接する層の非肌当接面側に前記ホットメルト接着剤の塗布部分が形成され、該層の肌当接面側における該塗布部分と対向する部分に前記印刷模様が施されている請求項3又は4記載の吸収性物品の製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004290697A JP4312140B2 (ja) | 2004-10-01 | 2004-10-01 | 通気性シートの製造方法及び吸収性物品の製造方法 |
| CNB2005100992224A CN100534781C (zh) | 2004-10-01 | 2005-09-09 | 透气性片材的制造方法以及吸收性物品的制造方法 |
| US11/229,613 US7992994B2 (en) | 2004-10-01 | 2005-09-20 | Process of producing breathable sheet and process of producing absorbent article |
| DE602005004851T DE602005004851T2 (de) | 2004-10-01 | 2005-09-27 | Verfahren zum Herstellen einer atmungsaktiven Schicht und eines absorbierenden Artikels, der diese Schicht umfasst |
| EP05021010A EP1642557B1 (en) | 2004-10-01 | 2005-09-27 | Process of producing breathable sheet and producing an absorbent article comprising the breathable sheet |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004290697A JP4312140B2 (ja) | 2004-10-01 | 2004-10-01 | 通気性シートの製造方法及び吸収性物品の製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2006103068A JP2006103068A (ja) | 2006-04-20 |
| JP2006103068A5 JP2006103068A5 (ja) | 2006-10-05 |
| JP4312140B2 true JP4312140B2 (ja) | 2009-08-12 |
Family
ID=35447727
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004290697A Expired - Fee Related JP4312140B2 (ja) | 2004-10-01 | 2004-10-01 | 通気性シートの製造方法及び吸収性物品の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US7992994B2 (ja) |
| EP (1) | EP1642557B1 (ja) |
| JP (1) | JP4312140B2 (ja) |
| CN (1) | CN100534781C (ja) |
| DE (1) | DE602005004851T2 (ja) |
Families Citing this family (49)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ATE322975T1 (de) | 2001-09-19 | 2006-04-15 | Procter & Gamble | Farbbedruckte mehrschichtstruktur, ein damit hergestellter absorbierender artikel und verfahren zu deren herstellung |
| US20070239126A1 (en) * | 2006-04-11 | 2007-10-11 | Kimberly-Clark Worldwide, Inc. | Absorbent article printed using digital printing technology and a method of printing |
| US8780936B2 (en) * | 2006-05-22 | 2014-07-15 | Qualcomm Incorporated | Signal acquisition for wireless communication systems |
| KR101390131B1 (ko) | 2006-07-31 | 2014-04-28 | 다이오 페이퍼 코퍼레이션 | 종이 기저귀 |
| RU2423094C2 (ru) * | 2006-07-31 | 2011-07-10 | Дайо Пейпер Корпорейшн | Одноразовый подгузник типа трусов |
| US8748691B2 (en) * | 2006-10-16 | 2014-06-10 | The Procter & Gamble Company | Three-dimensional printed article |
| US20080221543A1 (en) * | 2007-03-06 | 2008-09-11 | Todd Wilkes | Disposable absorbent product having a graphic indicator |
| US8262633B2 (en) * | 2008-08-08 | 2012-09-11 | The Procter And Gamble Company | Absorbent article having a multi-component visual signal |
| US20110050764A1 (en) * | 2009-08-26 | 2011-03-03 | Henryk Birecki | Hard imaging device and method thereof |
| US20110146900A1 (en) * | 2009-12-18 | 2011-06-23 | Marcille Faye Ruman | Manufacture And Assembly Of Absorbent Articles With Multiple Printed Components |
| JP5486290B2 (ja) * | 2009-12-22 | 2014-05-07 | 花王株式会社 | 吸収性物品 |
| JP5337688B2 (ja) * | 2009-12-28 | 2013-11-06 | ユニ・チャーム株式会社 | 使い捨ておむつの製造方法 |
| US20110162989A1 (en) | 2010-01-06 | 2011-07-07 | Ducker Paul M | Ultra thin laminate with particulates in dense packages |
| US9549858B2 (en) * | 2010-01-06 | 2017-01-24 | Ching-Yun Morris Yang | Ultra-thin absorbent article |
| JP5569036B2 (ja) * | 2010-02-26 | 2014-08-13 | セイコーエプソン株式会社 | インクジェット捺染方法 |
| JP5569035B2 (ja) * | 2010-02-26 | 2014-08-13 | セイコーエプソン株式会社 | インクジェット捺染方法 |
| JP5928679B2 (ja) * | 2011-07-14 | 2016-06-01 | セイコーエプソン株式会社 | インクジェット捺染装置及び捺染物の製造方法 |
| JP5181049B2 (ja) * | 2011-08-10 | 2013-04-10 | 大王製紙株式会社 | 吸収性物品の製造装置及び製造方法 |
| WO2013032896A1 (en) | 2011-08-26 | 2013-03-07 | Taylor Corporation | Absorbent articles having variable data thereon and systems and methods for printing such articles |
| MX2014002660A (es) * | 2011-10-05 | 2014-04-14 | Sca Hygiene Prod Ab | Metodo de aplicacion de elementos estructurales a un articulo absorbente. |
| US8950327B2 (en) | 2011-12-07 | 2015-02-10 | Lingraph | Method of printing onto a substrate |
| EP4338719A2 (en) * | 2012-05-15 | 2024-03-20 | The Procter & Gamble Company | Absorbent articles with uniform graphics |
| JP5730825B2 (ja) * | 2012-07-13 | 2015-06-10 | 富士フイルム株式会社 | 塗布装置およびインクジェット記録装置 |
| US8876279B2 (en) * | 2012-08-31 | 2014-11-04 | The Procter & Gamble Company | Process and apparatus for printing assembled absorbent articles with custom graphics |
| KR101416474B1 (ko) * | 2012-09-04 | 2014-08-06 | 피에스케이 주식회사 | 도광판 제조 장치 및 방법 |
| US9004675B2 (en) | 2013-04-04 | 2015-04-14 | Nike, Inc. | Image correction with 3D printing |
| US9492336B2 (en) | 2013-10-18 | 2016-11-15 | The Procter & Gamble Company | Absorbent article having a composite web with visual signal thereon |
| JP5914566B2 (ja) * | 2014-04-28 | 2016-05-11 | ユニ・チャーム株式会社 | 複合シート製造方法、及び、複合シート製造装置 |
| CN104002549B (zh) * | 2014-05-26 | 2017-07-18 | 杭州新余宏机械有限公司 | 卫生巾上图案的在线印刷装置及在线印刷方法 |
| JP5951867B2 (ja) * | 2014-09-29 | 2016-07-13 | 花王株式会社 | 吸収性物品の検査方法 |
| JP5830630B1 (ja) * | 2014-11-28 | 2015-12-09 | ユニ・チャーム株式会社 | シート製造方法及び乾燥方法 |
| JP5842081B1 (ja) * | 2014-11-28 | 2016-01-13 | ユニ・チャーム株式会社 | シート部材の製造方法、及び、シート部材製造装置 |
| JP5866485B1 (ja) * | 2014-11-28 | 2016-02-17 | ユニ・チャーム株式会社 | 複合シート製造方法、及び、複合シート製造装置 |
| CN104532485A (zh) * | 2014-12-10 | 2015-04-22 | 弘博纤维材料科技(昆山)有限公司 | 一种彩纹双组份的复合非织造布及其制造方法 |
| WO2016093035A1 (ja) * | 2014-12-12 | 2016-06-16 | 山田 菊夫 | 使い捨て衣類 |
| WO2016092708A1 (ja) * | 2014-12-12 | 2016-06-16 | 山田 菊夫 | 使い捨て衣類及び吸収体 |
| MX2017010827A (es) * | 2015-05-12 | 2018-01-25 | Yamada Kikuo | Tela de base para producto textil desechable y producto textil desechable que la usa. |
| JP3222578U (ja) * | 2015-05-27 | 2019-08-08 | ユニ・チャーム株式会社 | 使い捨ておむつ |
| JP2016221255A (ja) * | 2015-05-27 | 2016-12-28 | ユニ・チャーム株式会社 | 使い捨ておむつ |
| TWI743042B (zh) * | 2015-07-28 | 2021-10-21 | 山田菊夫 | 拋棄式衣物 |
| JPWO2017026018A1 (ja) * | 2015-08-07 | 2017-08-10 | 山田 菊夫 | 使い捨て下半身用衣料の製造方法 |
| US20170056255A1 (en) * | 2015-08-26 | 2017-03-02 | The Procter & Gamble Company | Absorbent article with signals |
| JP2017046750A (ja) * | 2015-08-31 | 2017-03-09 | 王子ホールディングス株式会社 | 吸収性物品 |
| WO2017082206A1 (ja) * | 2015-11-12 | 2017-05-18 | 山田菊夫 | 使い捨てボトム衣類 |
| CN108289776A (zh) | 2015-11-30 | 2018-07-17 | 宝洁公司 | 带有着色顶片的吸收制品 |
| JP2016221236A (ja) * | 2015-12-17 | 2016-12-28 | ユニ・チャーム株式会社 | 使い捨ておむつ |
| CN205649589U (zh) * | 2016-01-12 | 2016-10-19 | 山田菊夫 | 一次性物品 |
| MX2020011129A (es) * | 2018-04-30 | 2020-11-11 | Kimberly Clark Co | Articulo absorbente. |
| JP7252433B2 (ja) * | 2019-10-15 | 2023-04-05 | 株式会社瑞光 | 使い捨て着用物品の製造における印刷方法 |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB8517318D0 (en) | 1985-07-09 | 1985-08-14 | Willett Int Ltd | Coding of absorbent materials |
| CA2049571C (en) * | 1990-10-19 | 2004-01-13 | Kent D. Vincent | High definition thermal ink-jet printer |
| EP0624682B1 (en) * | 1993-05-10 | 2002-02-13 | Canon Kabushiki Kaisha | Printing cloth, production process thereof, textile printing process using the cloth and ink-jet printing apparatus |
| US5458590A (en) * | 1993-12-20 | 1995-10-17 | Kimberly-Clark Corporation | Ink-printed, low basis weight nonwoven fibrous webs and method |
| US6824839B1 (en) * | 1995-08-25 | 2004-11-30 | Avery Dennison Corporation | Water-activated polymers and adhesive image transfer technique |
| US5793398A (en) | 1995-11-29 | 1998-08-11 | Levi Strauss & Co. | Hot melt ink jet shademarking system for use with automatic fabric spreading apparatus |
| WO1998043821A1 (en) | 1997-03-31 | 1998-10-08 | Kimberly-Clark Worldwide, Inc. | Two-layer printable material |
| JP3592044B2 (ja) * | 1997-08-01 | 2004-11-24 | キヤノン株式会社 | インクジェット用熱接着媒体、熱接着方法、熱接着体並びにインクジェット用熱接着媒体の製造方法 |
| JP2000000266A (ja) | 1998-06-16 | 2000-01-07 | Oji Paper Co Ltd | 吸収性着用物品の印刷方法及び印刷を施された吸収性着用物品 |
| DE60008614T2 (de) * | 1999-04-14 | 2005-02-10 | Hewlett-Packard Co. (N.D.Ges.D.Staates Delaware), Palo Alto | Druck glänzender Medien |
| US20030048343A1 (en) * | 2001-08-30 | 2003-03-13 | Anderson Brian L. | Process for preparing a laminated ink jet print |
| US7303651B2 (en) * | 2001-11-08 | 2007-12-04 | Oji Paper Co., Ltd. | Ink jet recording paper |
| JP4382364B2 (ja) * | 2002-04-24 | 2009-12-09 | 株式会社東芝 | 液体インク |
| US7824029B2 (en) * | 2002-05-10 | 2010-11-02 | L-1 Secure Credentialing, Inc. | Identification card printer-assembler for over the counter card issuing |
| JP2004175052A (ja) * | 2002-11-29 | 2004-06-24 | Sony Corp | インクジェット被記録媒体、インクジェット画像形成方法及び印画物 |
| US6857737B2 (en) * | 2002-12-23 | 2005-02-22 | 3M Innovative Properties Company | UV ink printed graphic article |
| US6957884B2 (en) * | 2002-12-27 | 2005-10-25 | Kinberly-Clark Worldwide, Inc. | High-speed inkjet printing for vibrant and crockfast graphics on web materials or end-products |
| JP3954549B2 (ja) * | 2003-09-03 | 2007-08-08 | 株式会社リブドゥコーポレーション | パンツ型使い捨ておむつ |
| US7718844B2 (en) * | 2004-06-30 | 2010-05-18 | Kimberly-Clark Worldwide, Inc. | Absorbent article having an interior graphic |
-
2004
- 2004-10-01 JP JP2004290697A patent/JP4312140B2/ja not_active Expired - Fee Related
-
2005
- 2005-09-09 CN CNB2005100992224A patent/CN100534781C/zh not_active Expired - Fee Related
- 2005-09-20 US US11/229,613 patent/US7992994B2/en not_active Expired - Fee Related
- 2005-09-27 EP EP05021010A patent/EP1642557B1/en not_active Expired - Fee Related
- 2005-09-27 DE DE602005004851T patent/DE602005004851T2/de active Active
Also Published As
| Publication number | Publication date |
|---|---|
| EP1642557B1 (en) | 2008-02-20 |
| JP2006103068A (ja) | 2006-04-20 |
| DE602005004851D1 (de) | 2008-04-03 |
| US7992994B2 (en) | 2011-08-09 |
| CN1754690A (zh) | 2006-04-05 |
| US20060070701A1 (en) | 2006-04-06 |
| EP1642557A1 (en) | 2006-04-05 |
| DE602005004851T2 (de) | 2008-06-12 |
| CN100534781C (zh) | 2009-09-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4312140B2 (ja) | 通気性シートの製造方法及び吸収性物品の製造方法 | |
| CN103180143B (zh) | 生产复合多层印刷吸收制品的方法 | |
| JP4523860B2 (ja) | 吸収性物品 | |
| JP5102504B2 (ja) | 吸収性物品 | |
| JP2021007749A (ja) | プリント部材及びその製造方法 | |
| WO2005023160A1 (ja) | パンツ型使い捨ておむつ及びその製造方法 | |
| CN103168123A (zh) | 生产多层印刷吸收制品的方法 | |
| KR101724173B1 (ko) | 균일한 외관을 위한 흡수용품 성분의 조화 | |
| KR20110008281A (ko) | 흡수성 물품 및 흡수성 물품의 제조 방법 | |
| JP2019080672A (ja) | 吸収性物品 | |
| CN103298438A (zh) | 用于吸收产品的紧固装置 | |
| JP7252433B2 (ja) | 使い捨て着用物品の製造における印刷方法 | |
| JP5799191B1 (ja) | 複合シートの製造装置、及び、複合シートの製造方法 | |
| JP4805393B2 (ja) | 吸収性物品の製造装置及び製造方法 | |
| JP5978405B1 (ja) | 吸収性物品の製造方法、及び、吸収性物品の製造装置 | |
| TW201733540A (zh) | 吸收性物品的製造方法 | |
| JP5181049B2 (ja) | 吸収性物品の製造装置及び製造方法 | |
| JP4805395B2 (ja) | 吸収性物品の製造装置及び製造方法 | |
| JP4342614B2 (ja) | 吸収性着用物品 | |
| JP4516297B2 (ja) | 吸収性物品およびその製造方法 | |
| JP5842081B1 (ja) | シート部材の製造方法、及び、シート部材製造装置 | |
| JP7304130B2 (ja) | 吸収性物品 | |
| JP2002011045A (ja) | 吸収性物品の製造方法 | |
| JP2008200169A (ja) | 接着剤の塗布方法及び吸収性物品の製造方法 | |
| WO2011122625A1 (ja) | 吸収性物品の製造装置及び製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060823 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060823 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090129 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090203 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090306 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090512 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090512 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120522 Year of fee payment: 3 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 4312140 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120522 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130522 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140522 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |