JP4086793B2 - 直巻きサンプル整経機 - Google Patents
直巻きサンプル整経機 Download PDFInfo
- Publication number
- JP4086793B2 JP4086793B2 JP2004031023A JP2004031023A JP4086793B2 JP 4086793 B2 JP4086793 B2 JP 4086793B2 JP 2004031023 A JP2004031023 A JP 2004031023A JP 2004031023 A JP2004031023 A JP 2004031023A JP 4086793 B2 JP4086793 B2 JP 4086793B2
- Authority
- JP
- Japan
- Prior art keywords
- yarn
- warping
- winding
- section
- guide
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000004804 winding Methods 0.000 title claims description 178
- 238000009941 weaving Methods 0.000 claims description 10
- 230000002093 peripheral effect Effects 0.000 claims description 8
- 238000000034 method Methods 0.000 claims description 7
- 239000002184 metal Substances 0.000 description 8
- 229910052751 metal Inorganic materials 0.000 description 8
- 239000000725 suspension Substances 0.000 description 6
- 238000006243 chemical reaction Methods 0.000 description 5
- 238000009434 installation Methods 0.000 description 5
- 230000007246 mechanism Effects 0.000 description 5
- 230000007704 transition Effects 0.000 description 5
- 238000010586 diagram Methods 0.000 description 3
- 230000004044 response Effects 0.000 description 3
- 238000006073 displacement reaction Methods 0.000 description 2
- 150000002739 metals Chemical class 0.000 description 2
- 229910000897 Babbitt (metal) Inorganic materials 0.000 description 1
- 241000282326 Felis catus Species 0.000 description 1
- 230000032683 aging Effects 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
Images




















Classifications
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02H—WARPING, BEAMING OR LEASING
- D02H3/00—Warping machines
- D02H3/04—Sample warpers
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Warping, Beaming, Or Leasing (AREA)
- Unwinding Of Filamentary Materials (AREA)
- Mechanical Engineering (AREA)
Description
及び糸配列順の整経データによって複数本のヤーンガイドを使用して各セクションが複数の糸層を有する複数のセクションからなる複本数同時整経を行うにあたり、各ヤーンガイドが整経糸ピッチR(R=整経幅÷整経総本数)分の間隔を有して糸配列順に糸の巻き付けを行うことによって第1セクションの第1周目の糸層を作成し、さらに各ヤーンガイドがヤーンガイド1回転当たり糸の直径の1/2倍以上のピッチP分変位しながら糸巻き付けを行うとともに糸の巻き付けが予め設定した整経長(巻回数)に達すると該ヤーンガイドが糸巻き付け開始位置に復帰するように動作させることによって第1セクションの残りの第2周目以降の糸層を作成し、このようにしてn(n≧1)層の糸層を有する第1セクションの整列巻き整経を行い、前記糸巻き付け手段が次セクションの整経本数に応じて距離Z(Z=整経幅÷整経総本数×同時整経本数)分だけ連続的又は間欠的に順次移動し、各セクションにおいて上述した第1セクションの整列巻き整経と同様の手順で整列巻き整経を行うことができる。
及び糸配列順の整経データによって複数本のヤーンガイドを使用して各セクションが複数の糸層を有する複数のセクションからなる複本数同時整経を行うにあたり、各ヤーンガイドの糸巻き付け位置を同一として糸配列順に糸を巻き付けることによって第1セクションの第1周目の糸層を作成し、さらに各ヤーンガイドがヤーンガイド1回転当たり糸の直径dの1/2倍以上のピッチPA(PA≧d/2)分変位しながら糸巻き付けを行うとともに糸の巻き付けが予め設定した整経長(巻回数)に達すると該ヤーンガイドが糸巻き付け開始位置に復帰するように動作させることによって第1セクションの残りの第2周目以降の糸層を作成し、このようにしてn(n≧1)層の糸層を有する第1セクションの整列巻き整経を行い、前記糸巻き付け手段が次セクションの整経本数に応じて距離Z(Z=整経幅÷整経総本数×同時整経本数)分だけ連続的又は間欠的に順次移動し、各セクションにおいて上述した第1セクションの整列巻き整経と同様の手順で整列巻き整経を行うことができる。
及び糸配列順の整経データによって複数本のヤーンガイドを使用して各セクションが複数の糸層を有する複数のセクションからなる複本数同時整経を行うにあたり、各ヤーンガイドが整経糸ピッチRA(RA≧rA(rA=直前に巻き付けられた糸の半径+巻き付けられる糸の半径))分の間隔を有して糸配列順に糸の巻き付けを行うことによって第1セクションの第1周目の糸層を作成し、さらに各ヤーンガイドがヤーンガイド1回転当たり整経糸ピッチRAの1/2倍以上のピッチPR(PR≧RA/2)分変位しながら糸巻き付けを行うとともに糸の巻き付けが予め設定した整経長(巻回数)に達すると該ヤーンガイドが糸巻き付け開始位置に復帰するように動作させることによって第1セクションの残りの第2周目以降の糸層を作成し、このようにしてn(n≧1)層の糸層を有する第1セクションの整列巻き整経を行い、前記糸巻き付け手段が次セクションの整経本数に応じて距離Z(Z=整経幅÷整経総本数×同時整経本数)分だけ連続的又は間欠的に順次移動し、各セクションにおいて上述した第1セクションの整列巻き整経と同様の手順で整列巻き整経を行うことができる。
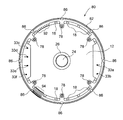
7は図1のII−II線矢視方向から見た整経ドラム及び回転ベースの摘示説明図である。
Claims (7)
- 内ドラム板及び外ドラム板を備えた整経ドラムと、
床上に設置された回転クリール用スライドベースと、
該回転クリール用スライドベース上を移動可能に構成され、かつ同種及び/又は異種の糸を巻いてある複数本のボビンを有する回転クリールと、
該回転クリールに接続され、かつ該回転クリールと同期回転するボビンベースと、
該ボビンベースの先端部にその他端部が連結されたジョイントパイプと、
前記整経ドラムの外周面の長手方向に摺動自在に設けられた摺動ベースと、該ジョイントパイプの一端部に取り付けられ、かつ該整経ドラムの外周面上にその円周方向に回転クリールと同期的に回転可能でかつ該摺動ベースの外側面に回転可能に取付けられた円環状回転ベースと、該円環状回転ベースに設けられ、かつ糸巻き付け位置及び糸巻き付け休止位置に変位可能とされた複数本のヤーンガイドと、を含む糸巻き付け手段と、
該整経ドラムの側面長手方向に互いに平行に設置されかつ該糸巻き付け手段の長手方向の移動と同期して連続的又は間欠的に移動する複数本の綾取手段と、
からなり、
該回転クリールからの1本又は複数本の糸を該糸巻き付け手段によって該整経ドラムの外周面に直接巻き付けるようにしたことを特徴とする直巻きサンプル整経機。 - 前記摺動ベースの外側面に前記複数本のヤーンガイドに対応して複数個の第1クリップ装置及び複数個のピックアップ装置を設け、前記回転ベースの内側面に前記複数本のヤーンガイドに対応しかつ該回転ベースの回転の下流側に位置するカッターを備えた複数個の第2クリップ装置を設けたことを特徴とする請求項1記載の直巻きサンプル整経機。
- 前記複数本のヤーンガイド中の所定のヤーンガイドが糸巻き付け位置から糸巻き付け休止位置に変位すると、該ヤーンガイドによって前記整経ドラムに巻き付けられていた糸は該整経ドラムの巻き付け位置から外れ、該ヤーンガイドに対応する第1クリップ装置及びカッターを備えた第2クリップ装置にそれぞれクリップされかつ該クリップされた糸が該カッターによって切断され、その切断された糸が該第2クリップ装置によってクリップされた状態で当該糸の巻き付けを行わないまま該ヤーンガイドが回転するようにしたことを特徴とする請求項2記載の直巻きサンプル整経機。
- 前記所定のヤーンガイドが糸巻き付け休止位置から糸巻き付け位置に変位すると、前記ピックアップ装置が該ヤーンガイドと前記糸をクリップした状態の第2クリップ装置との間に位置する糸部分をピックアップするとともに該第2クリップ装置から糸を外し、該ヤーンガイドが前記整経ドラムへの糸の巻き付けを行うようにしたことを特徴とする請求項3記載の直巻きサンプル整経機。
- 予め設定された少なくとも整経幅、整経総本数、整経長(巻回数)及び糸配列順の整経データによって複数本のヤーンガイドを使用して各セクションが複数の糸層を有する複数のセクションからなる複本数同時整経を行うにあたり、各ヤーンガイドが整経糸ピッチR(R=整経幅÷整経総本数)分の間隔を有して糸配列順に糸の巻き付けを行うことによって第1セクションの第1周目の糸層を作成し、さらに各ヤーンガイドがヤーンガイド1回転当たり糸の直径の1/2倍以上のピッチP分変位しながら糸巻き付けを行うとともに糸の巻き付けが予め設定した整経長(巻回数)に達すると該ヤーンガイドが糸巻き付け開始位置に復帰するように動作させることによって第1セクションの残りの第2周目以降の糸層を作成し、このようにしてn(n≧1)層の糸層を有する第1セクションの整列巻き整経を行い、前記糸巻き付け手段が次セクションの整経本数に応じて距離Z(Z=整経幅÷整経総本数×同時整経本数)分だけ連続的又は間欠的に順次移動し、各セクションにおいて上述した第1セクションの整列巻き整経と同様の手順で整列巻き整経を行うようにしたことを特徴とする請求項1〜4のいずれか1項記載の直巻きサンプル整経機。
- 予め設定された少なくとも整経幅、整経総本数、整経長(巻回数)及び糸配列順の整経データによって複数本のヤーンガイドを使用して各セクションが複数の糸層を有する複数のセクションからなる複本数同時整経を行うにあたり、各ヤーンガイドの糸巻き付け位置を同一として糸配列順に糸を巻き付けることによって第1セクションの第1周目の糸層を作成し、さらに各ヤーンガイドがヤーンガイド1回転当たり糸の直径dの1/2倍以上のピッチPA(PA≧d/2)分変位しながら糸巻き付けを行うとともに糸の巻き付けが予め設定した整経長(巻回数)に達すると該ヤーンガイドが糸巻き付け開始位置に復帰するように動作させることによって第1セクションの残りの第2周目以降の糸層を作成し、このようにしてn(n≧1)層の糸層を有する第1セクションの整列巻き整経を行い、前記糸巻き付け手段が次セクションの整経本数に応じて距離Z(Z=整経幅÷整経総本数×同時整経本数)分だけ連続的又は間欠的に順次移動し、各セクションにおいて上述した第1セクションの整列巻き整経と同様の手順で整列巻き整経を行うようにしたことを特徴とする請求項1〜4のいずれか1項記載の直巻きサンプル整経機。
- 予め設定された少なくとも整経幅、整経総本数、整経長(巻回数)及び糸配列順の整経データによって複数本のヤーンガイドを使用して各セクションが複数の糸層を有する複数のセクションからなる複本数同時整経を行うにあたり、各ヤーンガイドが整経糸ピッチRA(RA≧rA(rA=直前に巻き付けられた糸の半径+巻き付けられる糸の半径))分の間隔を有して糸配列順に糸の巻き付けを行うことによって第1セクションの第1周目の糸層を作成し、さらに各ヤーンガイドがヤーンガイド1回転当たり整経糸ピッチRAの1/2倍以上のピッチPR(PR≧RA/2)分変位しながら糸巻き付けを行うとともに糸の巻き付けが予め設定した整経長(巻回数)に達すると該ヤーンガイドが糸巻き付け開始位置に復帰するように動作させることによって第1セクションの残りの第2周目以降の糸層を作成し、このようにしてn(n≧1)層の糸層を有する第1セクションの整列巻き整経を行い、前記糸巻き付け手段が次セクションの整経本数に応じて距離Z(Z=整経幅÷整経総本数×同時整経本数)分だけ連続的又は間欠的に順次移動し、各セクションにおいて上述した第1セクションの整列巻き整経と同様の手順で整列巻き整経を行うようにしたことを特徴とする請求項1〜4のいずれか1項記載の直巻きサンプル整経機。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004031023A JP4086793B2 (ja) | 2004-02-06 | 2004-02-06 | 直巻きサンプル整経機 |
| TW93117207A TW200526829A (en) | 2004-02-06 | 2004-06-15 | Direct winding type sample warper |
| KR1020040046901A KR20050079613A (ko) | 2004-02-06 | 2004-06-23 | 직접감기 샘플정경기 |
| CN 200510003979 CN1651625A (zh) | 2004-02-06 | 2005-01-14 | 直接卷绕式样品整经机 |
| DE200510005170 DE102005005170B4 (de) | 2004-02-06 | 2005-02-04 | Probenschärmaschine mit Direktwicklung |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004031023A JP4086793B2 (ja) | 2004-02-06 | 2004-02-06 | 直巻きサンプル整経機 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2005220491A JP2005220491A (ja) | 2005-08-18 |
| JP2005220491A5 JP2005220491A5 (ja) | 2005-09-29 |
| JP4086793B2 true JP4086793B2 (ja) | 2008-05-14 |
Family
ID=34857636
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004031023A Expired - Lifetime JP4086793B2 (ja) | 2004-02-06 | 2004-02-06 | 直巻きサンプル整経機 |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JP4086793B2 (ja) |
| KR (1) | KR20050079613A (ja) |
| CN (1) | CN1651625A (ja) |
| DE (1) | DE102005005170B4 (ja) |
| TW (1) | TW200526829A (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE502006001696D1 (de) * | 2006-07-26 | 2008-11-13 | Mayer Textilmaschf | Musterkettenschärmaschine und Verfahren zum Erzeugen eines Musterkettbaumes |
| DE502006005365D1 (de) * | 2006-12-09 | 2009-12-24 | Mayer Textilmaschf | Musterkettenschärmaschine und Verfahren zum Erzeugen einer Musterkette |
| EP2189559B1 (de) * | 2008-11-22 | 2011-05-25 | Karl Mayer Textilmaschinenfabrik GmbH | Musterkettenschärmaschine |
| EP2239356B1 (de) * | 2009-04-08 | 2011-06-01 | Karl Mayer Textilmaschinenfabrik GmbH | Musterkettenschärmaschine und Verfahren zum Betreiben einer Musterkettenschärmaschine |
| CN101929014B (zh) * | 2010-08-30 | 2011-12-07 | 苏州迪盛织造整理有限公司 | 分条整经与浆丝机的衔接装置 |
| EP3101162B1 (de) * | 2015-06-03 | 2018-12-19 | Karl Mayer Textilmaschinenfabrik GmbH | Musterkettenschärmaschine |
| EP3399081B1 (de) * | 2017-05-04 | 2020-04-08 | KARL MAYER R&D GmbH | Musterkettenschärmaschine |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2854789B2 (ja) * | 1993-11-09 | 1999-02-03 | 有限会社スズキワーパー | 整列巻き可能な電子制御サンプル整経機 |
| JP3413402B2 (ja) * | 2000-10-27 | 2003-06-03 | 有限会社スズキワーパー | 直巻きサンプル整経機 |
-
2004
- 2004-02-06 JP JP2004031023A patent/JP4086793B2/ja not_active Expired - Lifetime
- 2004-06-15 TW TW93117207A patent/TW200526829A/zh unknown
- 2004-06-23 KR KR1020040046901A patent/KR20050079613A/ko not_active Application Discontinuation
-
2005
- 2005-01-14 CN CN 200510003979 patent/CN1651625A/zh active Pending
- 2005-02-04 DE DE200510005170 patent/DE102005005170B4/de not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| CN1651625A (zh) | 2005-08-10 |
| TW200526829A (en) | 2005-08-16 |
| DE102005005170B4 (de) | 2010-05-06 |
| JP2005220491A (ja) | 2005-08-18 |
| KR20050079613A (ko) | 2005-08-10 |
| DE102005005170A1 (de) | 2005-09-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3418562B2 (ja) | 電子制御サンプル整経機 | |
| JP2010005831A (ja) | フィラメントワインディング装置 | |
| JP4086793B2 (ja) | 直巻きサンプル整経機 | |
| JP3416463B2 (ja) | 糸交換機構付電子制御サンプル整経機 | |
| JP2013078959A (ja) | フィラメントワインディング装置 | |
| JP3420526B2 (ja) | 電子制御サンプル整経機 | |
| JP3930027B2 (ja) | サンプル整経機及びサンプル整経方法並びに回転式クリール | |
| JP3073959B2 (ja) | 糸交換機構付電子制御サンプル整経機 及び高速整経方法 | |
| JP3795893B2 (ja) | 糸回収機構付サンプル整経機 | |
| JP2008031620A (ja) | 柄経糸用整経機および柄経糸ビームを製造するための方法 | |
| JP3954554B2 (ja) | 直列ヤーンガイド機構付サンプル整経機及び整経方法 | |
| KR100445290B1 (ko) | 정경 와인더 | |
| JP3413402B2 (ja) | 直巻きサンプル整経機 | |
| US6671937B1 (en) | Rotary creel for electronically controlled sample warper | |
| JPH01267270A (ja) | ターレット型自動切替え糸条巻取機 | |
| JP4969296B2 (ja) | 糸巻付切替手段付サンプル整経機及び整経方法 | |
| JP4086844B2 (ja) | サンプル整経機及びサンプル整経方法 | |
| JP3954552B2 (ja) | ヤーンガイドの空転防止機構付サンプル整経機 | |
| JP3484399B2 (ja) | サンプル整経機 | |
| JP3484401B2 (ja) | サンプル整経機における綾取機構 | |
| JP2000129550A (ja) | 電子制御サンプル整経機における糸交換機構 | |
| AU2008201727A1 (en) | Beam winding apparatus |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050609 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050609 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070530 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070601 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070730 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080212 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080219 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110228 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120229 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130228 Year of fee payment: 5 |