JP4076556B2 - 不織布およびその製造方法 - Google Patents
不織布およびその製造方法 Download PDFInfo
- Publication number
- JP4076556B2 JP4076556B2 JP2005504237A JP2005504237A JP4076556B2 JP 4076556 B2 JP4076556 B2 JP 4076556B2 JP 2005504237 A JP2005504237 A JP 2005504237A JP 2005504237 A JP2005504237 A JP 2005504237A JP 4076556 B2 JP4076556 B2 JP 4076556B2
- Authority
- JP
- Japan
- Prior art keywords
- nonwoven fabric
- volatile
- solvent
- fiber
- fabric according
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





















Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4391—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece characterised by the shape of the fibres
- D04H1/43912—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece characterised by the shape of the fibres fibres with noncircular cross-sections
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/0007—Electro-spinning
- D01D5/0015—Electro-spinning characterised by the initial state of the material
- D01D5/003—Electro-spinning characterised by the initial state of the material the material being a polymer solution or dispersion
- D01D5/0038—Electro-spinning characterised by the initial state of the material the material being a polymer solution or dispersion the fibre formed by solvent evaporation, i.e. dry electro-spinning
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/24—Formation of filaments, threads, or the like with a hollow structure; Spinnerette packs therefor
- D01D5/247—Discontinuous hollow structure or microporous structure
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/253—Formation of filaments, threads, or the like with a non-circular cross section; Spinnerette packs therefor
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F1/00—General methods for the manufacture of artificial filaments or the like
- D01F1/02—Addition of substances to the spinning solution or to the melt
- D01F1/08—Addition of substances to the spinning solution or to the melt for forming hollow filaments
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F6/00—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof
- D01F6/58—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolycondensation products
- D01F6/62—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolycondensation products from polyesters
- D01F6/625—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolycondensation products from polyesters derived from hydroxy-carboxylic acids, e.g. lactones
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4326—Condensation or reaction polymers
- D04H1/435—Polyesters
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4382—Stretched reticular film fibres; Composite fibres; Mixed fibres; Ultrafine fibres; Fibres for artificial leather
- D04H1/43838—Ultrafine fibres, e.g. microfibres
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4391—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece characterised by the shape of the fibres
- D04H1/43916—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece characterised by the shape of the fibres microcellular fibres, e.g. porous or foamed fibres
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/70—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres
- D04H1/72—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres the fibres being randomly arranged
- D04H1/728—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres the fibres being randomly arranged by electro-spinning
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/02—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of forming fleeces or layers, e.g. reorientation of yarns or filaments
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/60—Nonwoven fabric [i.e., nonwoven strand or fiber material]
- Y10T442/608—Including strand or fiber material which is of specific structural definition
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/60—Nonwoven fabric [i.e., nonwoven strand or fiber material]
- Y10T442/608—Including strand or fiber material which is of specific structural definition
- Y10T442/614—Strand or fiber material specified as having microdimensions [i.e., microfiber]
Description
本発明は揮発性溶媒に溶解可能なポリマーから成る極細繊維からなる超低密度不織布、およびその製造方法に関する。
【背景技術】
再生医療分野においては、細胞を培養する際に基材として繊維構造体が用いられることがある。繊維構造体としては、例えば手術用縫合糸などに用いられるポリグリコール酸を用いることが検討されている(例えば、非特許文献1参照。)。しかしながら、これら通常の方法で得られる繊維構造体は繊維径が大きすぎるため、細胞が接着できる面積は不十分であり、表面積を大きくするためにより繊維径の小さい繊維構造体が望まれていた。
一方繊維径の小さい繊維構造体を製造する方法として、静電紡糸法は公知である(例えば、特許文献1および2参照。)。静電紡糸法は、液体、例えば繊維形成物質を含有する溶液等を電場内に導入し、これにより液体を電極に向かって曳かせ、繊維状物質を形成させる工程を包含する。普通、繊維形成物質は溶液から曳き出される間に硬化させる。硬化は、例えば冷却(例えば、紡糸液体が室温で固体である場合)、化学的硬化(例えば、硬化用蒸気による処理)、または溶媒の蒸発などにより行われる。また、得られる繊維状物質は、適宜に配置した受容体上に捕集され、必要ならばそこから剥離することも出来る。また、静電紡糸法は不織布状の繊維状物質を直接得ることが出来るため、一旦繊維を製糸した後、さらに繊維構造体を形成する必要がなく、操作が簡便である。
静電紡糸法によって得られる繊維構造体を、細胞を培養する基材に用いることは公知である。例えばポリ乳酸よりなる繊維構造体を静電紡糸法により形成し、この上で平滑筋細胞を培養することにより血管の再生が検討されている(例えば、非特許文献2参照。)。しかしながら、これら静電紡糸法を用いて得られた繊維構造体は、繊維間の距離が短い緻密な構造、すなわち見かけ密度の大きい構造をとりやすい。これを細胞培養する基材(足場)として用いると、培養が進むにつれて繊維構造体を形成している一本一本の繊維表面に、培養された細胞が堆積され繊維の表面が厚く覆われてしまう。その結果、繊維構造体内部にまで栄養分などを含む溶液が十分に移動することが困難であり、繊維上に培養・堆積された細胞の表面近傍でしか細胞培養が出来ないことがあった。
【特許文献1】
特開昭63−145465号公報
【特許文献2】
特開2002−249966号公報
【非特許文献1】
大野典也、相澤益男監訳代表「再生医学」株式会社エヌ・ティー・エス、2002年1月31日、258頁
【非特許文献2】
ジョエル ディー スティッチェル、クリスティン ジェイ パウロスキー、ゲリー イー ネック、デビッド ジー シンプソン、ゲリー エル ボーウリン(Joel D.Stitzel,Kristin J.Pawlowski,Gary E.Wnek,David G.Simpson,Gary L.Bowlin)著、「ジャーナル オブ バイオマテリアルズ アプリケーションズ2001(Journal of Biomaterials Applications 2001)」,16巻,(米国),22−33頁
【発明の開示】
本発明の第一の目的は、長時間の細胞培養に適するように、繊維間の空隙も大きく、細胞培養に充分な厚みのある不織布を提供することにある。
本発明の第二の目的は、抽出操作等の複雑な工程を必要としないで、前記の不織布を得ることが可能な製造方法を提供することにある。
【図面の簡単な説明】
第1図は、本発明の製造方法の一態様を説明するための装置模式図である。
第2図は、本発明の製造方法の一態様を説明するための装置模式図である。
第3図は、実施例1の操作で得られた繊維構造体の表面を撮影した電子顕微鏡写真図(撮影倍率400倍)である。
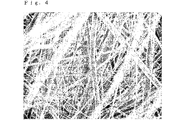
第4図は、実施例1の操作で得られた繊維構造体の表面を撮影した電子顕微鏡写真図(撮影倍率2000倍)である。
第5図は、実施例1の操作で得られた繊維構造体の表面を撮影した電子顕微鏡写真図(撮影倍率8000倍)である。
第6図は、実施例1の操作で得られた繊維構造体の表面を撮影した電子顕微鏡写真図(撮影倍率20000倍)である。
第7図は、実施例2の操作で得られた繊維構造体の表面を撮影した電子顕微鏡写真図(撮影倍率400倍)である。
第8図は、実施例2の操作で得られた繊維構造体の表面を撮影した電子顕微鏡写真図(撮影倍率2000倍)である。
第9図は、実施例2の操作で得られた繊維構造体の表面を撮影した電子顕微鏡写真図(撮影倍率8000倍)である。
第10図は、実施例2の操作で得られた繊維構造体の表面を撮影した電子顕微鏡写真図(撮影倍率20000倍)である。
第11図は、実施例3の操作で得られた繊維構造体の表面を撮影した電子顕微鏡写真図(撮影倍率2000倍)である。
第12図は、実施例3の操作で得られた繊維構造体の表面を撮影した電子顕微鏡写真図(撮影倍率20000倍)である。
第13図は、実施例4の操作で得られた繊維構造体の表面を撮影した電子顕微鏡写真図(撮影倍率2000倍)である。
第14図は、実施例4の操作で得られた繊維構造体の表面を撮影した電子顕微鏡写真図(撮影倍率20000倍)である。
第15図は、比較例1の操作で得られた繊維構造体の表面を撮影した電子顕微鏡写真図(撮影倍率2000倍)である。
第16図は、比較例1の操作で得られた繊維構造体の表面を撮影した電子顕微鏡写真図(撮影倍率20000倍)である。
第17図は、実施例5の操作で得られた繊維構造体の表面を撮影した電子顕微鏡写真図(撮影倍率8000倍)である。
第18図は、実施例5の操作で得られた繊維構造体の表面を撮影した電子顕微鏡写真図(撮影倍率20000倍)である。
第19図は、実施例6の操作で得られた繊維構造体の表面を撮影した電子顕微鏡写真図(撮影倍率2000倍)である。
第20図は、実施例6の操作で得られた繊維構造体の表面を撮影した電子顕微鏡写真図(撮影倍率20000倍)である。
第21図は、実施例7の操作で得られた繊維構造体の表面を撮影した電子顕微鏡写真図(撮影倍率2000倍)である。
第22図は、実施例7の操作で得られた繊維構造体の表面を撮影した電子顕微鏡写真図(撮影倍率20000倍)である。
発明を実施するための最良の形態
以下、本発明について詳述する。
本発明の不織布は、熱可塑性ポリマーからなる繊維の集合体であって、平均繊維径が0.1〜5μmであり、かつ該繊維の任意の横断面が異形であり、更に平均見掛け密度が10〜95kg/m3の範囲にあることを特徴とする。
本発明において、不織布とは、得られた単数または複数の繊維が積層され、必要に応じて繊維同士の交絡により部分的に固定されて、形成された3次元の構造体である。
本発明の不織布は平均繊維径が0.1〜5μmであり、かつ該繊維の任意の横断面が異形である繊維の集合体よりなる。
ここで、平均繊維径が0.1μmより小さいと、再生医療用細胞培養基材として用いるには、生体内分解性が早すぎるため好ましくない。また平均繊維径が5μmより大きいと細胞が接着できる面積が小さくなりすぎて好ましくない。より好ましい平均繊維径は0.1〜4μmである。
なお、本発明において繊維径とは繊維横断面の直径を表し、繊維断面の形状が楕円形になる場合には、該楕円形の長軸方向の長さと短軸方向の長さとの平均をその繊維径として算出する。なお、本発明の繊維は異形であって、その横断面は正確な円形状をとらないが、真円に近似して繊維径を算出する。
また、繊維の任意の横断面が異形であると、繊維の比面積は増大するので、細胞の培養時に、細胞が繊維表面に接着する十分な面積をとることができる。
ここで、繊維の任意の横断面が異形であるとは、繊維の任意の横断面が略真円形状をとらないいずれの形状も指すが、例えば、繊維の任意の横断面形状が略真円であったとしても、例えば、繊維表面が一様に凹部及び/又は凸部を有して粗面化されている場合には、繊維の任意の横断面は異形である。
前記異形形状は、繊維表面の微細な凹部、繊維表面の微細な凸部、繊維表面の繊維軸方向に筋状に形成された凹部、繊維表面の繊維軸方向に筋状に形成された凸部及び、繊維表面の微細孔部からなる群から選ばれた少なくとも1種によることが好ましく、これらは単独で形成されていても複数が混在していても、任意の横断面で異形をとるのであれば差し支えない。
ここで、上記の「微細な凹部」、「微細な凸部」、とは、繊維表面に0.1〜1μmの凹部または凸部が形成されていることをいい、「微細孔」とは、0.1〜1μmの径を有する細孔が繊維表面に存在することをいう。また、上記筋状に形成された凹部及び/又は凸部は、0.1〜1μm幅の畝形状が繊維軸方向に形成されていることをいう。
本発明の不織布は、平均見掛け密度が10〜95kg/m3である。ここで平均見掛け密度とは、作成した不織布の面積、平均厚、質量から割り出した密度を意味し、好ましい平均見掛け密度は50〜90kg/m3である。
平均見掛け密度が95kg/m3より大きいと、細胞培養時に栄養分などを含む溶液が不織布の内部まで十分に浸透しないため不織布表面にしか細胞が培養されないこととなるため好ましくない。また、平均見掛け密度が10kg/m3より小さいと、細胞培養時に必要な力学強度を保つことが出来ないため好ましくない。
本発明の不織布は、熱可塑性ポリマーからなる繊維の集合体であり、該熱可塑性ポリマーは、不織布として使用可能な熱可塑性を有するポリマーであれば特に限定はないが、特に、揮発性溶媒に溶解可能なポリマーからなることが好ましい。
ここで揮発性溶媒とは大気圧での沸点が200℃以下であり、常温(例えば27℃)で液体である有機物質であり、「溶解可能な」とは、常温(例えば27℃)でポリマー1重量%含有する溶液が沈殿を生じずに安定に存在することを意味する。
揮発性溶媒に溶解可能なポリマーとしては、ポリ乳酸、ポリグリコール酸、ポリ乳酸−ポリグリコール酸共重合体、ポリカプロラクトン、ポリブチレンサクシネート、ポリエチレンサクシネート、ポリスチレン、ポリカーボネート、ポリヘキサメチレンカーボネート、ポリアリレート、ポリビニルイソシアネート、ポリブチルイソシアネート、ポリメチルメタクリレート、ポリエチルメタクリレート、ポリノルマルプロピルメタクリレート、ポリノルマルブチルメタクリレート、ポリメチルアクリレート、ポリエチルアクリレート、ポリブチルアクリレート、ポリアクリロニトリル、セルロースジアセテート、セルローストリアセテート、メチルセルロース、プロピルセルロース、ベンジルセルロース、フィブロイン、天然ゴム、ポリビニルアセテート、ポリビニルメチルエーテル、ポリビニルエチルエーテル、ポリビニルノルマルプロピルエーテル、ポリビニルイソプロピルエーテル、ポリビニルノルマルブチルエーテル、ポリビニルイソブチルエーテル、ポリビニルターシャリーブチルエーテル、ポリビニルクロリド、ポリビニリデンクロリド、ポリ(N−ビニルピロリドン)、ポリ(N−ビニルカルバゾル)、ポリ(4−ビニルピリジン)、ポリビニルメチルケトン、ポリメチルイソプロペニルケトン、ポリエチレンオキシド、ポリプロピレンオキシド、ポリシクロペンテンオキシド、ポリスチレンサルホン並びにこれらの共重合体などが挙げられる。
これらのうち、ポリ乳酸、ポリグリコール酸、ポリ乳酸−ポリグリコール酸共重合体、ポリカプロラクトン、ポリブチレンサクシネート、およびポリエチレンサクシネート並びにこれらの共重合体などの脂肪族ポリエステルを好ましい例として挙げることができ、更に好ましくはポリ乳酸、ポリグリコール酸、ポリ乳酸−ポリグリコール酸共重合体、ポリカプロラクトンが挙げられる。なかでもポリ乳酸が特に好ましい。
本発明においては、その目的を損なわない範囲で、他のポリマーや他の化合物を併用(例えば、ポリマー共重合体、ポリマーブレンド、化合物の混合等)しても良い。
なお、前記揮発性溶媒が、揮発性良溶媒と揮発性貧溶媒との混合溶媒であってもよく、この場合、混合溶媒において、揮発性貧溶媒と揮発性良溶媒との割合が重量比で(23:77)〜(40:60)の範囲にあることが好ましい。
ここで、揮発性良溶媒とは大気圧下において沸点が200℃以下でありかつポリマーを5重量%以上溶解することが出来る溶媒を、揮発性貧溶媒とは大気圧下において沸点が200℃以下であり、かつポリマーを1重量%以下しか溶解することが出来ない溶媒を示す。
前記揮発性良溶媒としてはハロゲン含有炭化水素を例示することができ、前記揮発性貧溶媒としては低級アルコールを例示することができ、低級アルコールとしてはエタノールを例示することができる。
本発明の不織布は、例えば他のシート状の材料と積層する、またはメッシュ状に加工する等の2次加工をしやすいように、不織布の形状は正方形、円形、筒型など、その形状は問わないが、不織布の厚みに関しては、取り扱いの観点から100μm以上であることが好ましく、更に不織布同士を重ねることで、厚みのある構造体を成形することも可能である。
本発明の不織布を製造する方法としては、先述の要件を満足する不織布が得られる手法であれば特に限定されずいずれも用いることが出来る。例えば溶融紡糸法、乾式紡糸法、湿式紡糸法により繊維を得た後、得られた繊維をスパンボンド法により製造する方法、メルトブロー法により製造する方法若しくは静電紡糸法により製造する方法が挙げられる。なかでも静電紡糸法によって製造するのが好ましく挙げられる。以下静電紡糸法により製造する方法について詳細に説明する。
本発明の製造方法では、熱可塑性ポリマーを、揮発性良溶媒と揮発性貧溶媒との混合溶媒に溶解させる段階と、得られた前記溶液を静電紡糸法にて紡糸する段階と、捕集基板に累積される不織布を得る段階とを含む、平均繊維径が0.1〜5μmであり、かつ該繊維の任意の横断面が異形であり、更に平均見掛け密度が10〜95kg/m3の範囲にある不織布を得る。
即ち、本発明の不織布は、熱可塑性ポリマーを揮発性良溶媒と揮発性貧溶媒との混合溶媒に溶解した溶液を電極間で形成された静電場中に吐出して、溶液を電極に向けて曳糸して形成される繊維状物質の集合体として得ることができる。
本発明の製造方法における溶液中の熱可塑性ポリマーの濃度は1〜30重量%であることが好ましい。熱可塑性ポリマーの濃度が1重量%より小さいと、濃度が低すぎるため不織布を形成することが困難となり好ましくない。また、30重量%より大きいと得られる不織布の繊維径が大きくなりすぎるので好ましくない。より好ましい熱可塑性ポリマーの濃度は2〜20重量%である。
また、揮発性良溶媒としては、先述の要件を満たし、揮発性貧溶媒との混合溶媒が繊維を形成させるポリマーを紡糸するのに十分な濃度で溶解すれば特に限定されない。具体的な揮発性良溶媒としては、例えば塩化メチレン、クロロホルム、ブロモホルム、四塩化炭素などのハロゲン含有炭化水素;アセトン、トルエン、テトラヒドロフラン、1,1,1,3,3,3−ヘキサフルオロイソプロパノール、1,4−ジオキサン、シクロヘキサノン、N,N−ジメチルホルムアミド、アセトニトリルなどが挙げられる。これらのうち、該ポリマーの溶解性等から、塩化メチレン、クロロホルムが特に好ましい。これらの揮発性良溶媒は単独で用いても良く、複数の揮発性良溶媒を組み合わせても良い。
また、揮発性貧溶媒としては、先述の要件を満たし、揮発性良溶媒との混合溶媒が該ポリマーを溶解し、揮発性貧溶媒単独では該ポリマーを溶解しない溶媒であれば特に限定されない。具体的な揮発性貧溶媒としては、例えばメタノール、エタノール、ノルマルプロパノール、イソプロパノール、1−ブタノール、2−ブタノール、水、蟻酸、酢酸、プロピオン酸などが挙げられる。これらのうち、該不織布の構造形成の観点から、メタノール、エタノール、プロパノールなどの低級アルコールがより好ましく、なかでもエタノールが特に好ましい。これらの揮発性貧溶媒は単独で用いても良く、複数の揮発性貧溶媒を組み合わせても良い。
なお、本発明の製造方法において混合溶媒としては、揮発性貧溶媒と揮発性良溶媒との割合が重量比で(23:77)〜(40:60)の範囲にあることが好ましい。
より好ましくは(25:75)〜(40:60)の範囲、特に好ましくは(30:70)〜(40:60)重量%である。
なお、揮発性良溶媒と揮発性貧溶媒との組み合わせによっては相分離を起こす組成もありうるが、相分離を起こす溶液組成では静電紡糸法によって安定に紡糸することができないが、相分離を起こさない組成であればいずれの割合としてもよい。
該溶液を静電場中に吐出するには、任意の方法を用いることが出来る。
以下、図1を用いて本発明の繊維構造体を製造するための好ましい一態様について更に具体的に説明する。
溶液(図1中2)をノズルに供給することによって、溶液を静電場中の適切な位置に置き、そのノズルから溶液を電界によって曳糸して繊維化させる。このためには適宜な装置を用いることができ、例えば注射器の筒状の溶液保持槽(図1中3)の先端部に適宜の手段、例えば高電圧発生器(図1中6)にて電圧をかけた注射針状の溶液噴出ノズル(図1中1)を設置して、溶液をその先端まで導く。
接地した繊維状物質捕集電極(図1中5)から適切な距離に該噴出ノズル(図1中1)の先端を配置し、溶液(図1中2)が該噴出ノズル(図1中1)の先端を出るときにこの先端と繊維状物質捕集電極(図1中5)の間にて繊維状物質を形成させる。
また当業者には自明の方法で該溶液の微細滴を静電場中に導入することもできる。一例として図2を用いて以下に説明する。その際の唯一の要件は液滴を静電場中に置いて、繊維化が起こりうるような距離に繊維状物質捕集電極(図2中5)から離して保持することである。例えば、ノズル(図2中1)を有する溶液保持槽(図2中3)中の溶液(図2中2)に直接、直接繊維状物質捕集電極に対抗する電極(図2中4)を挿入しても良い。
該溶液をノズルから静電場中に供給する場合、数個のノズルを用いて繊維状物質の生産速度を上げることもできる。電極間の距離は、帯電量、ノズル寸法、紡糸液流量、紡糸液濃度等に依存するが、10kV程度のときには5〜20cmの距離が適当であった。
また、印加される静電気電位は、一般に3〜100kV、好ましくは5〜50kV、より好ましくは5〜30kVである。所望の静電気電位は従来公知の技術のうち、任意の適切な方法で作れば良い。
上記説明は、電極が捕集基板を兼ねる場合であるが、電極間に捕集基板となりうる物を設置することで、電極と別に捕集基板を設け、そこに繊維積層体(不織布)を捕集することが出来る。この場合、例えばベルト状物質を電極間に設置して、これを捕集基板とすることで、連続的な生産も可能となる。
ここで該電極としては、金属、無機物、または有機物のいかなるものでも導電性を示しさえすれば良い。また、絶縁物上に導電性を示す金属、無機物、または有機物の薄膜を持つものであっても良い。
また、上述の静電場は一対又は複数の電極間で形成されており、いずれの電極に高電圧を印加しても良い。これは例えば電圧値が異なる高電圧の電極が2つ(例えば15kVと10kV)と、アースにつながった電極の合計3つの電極を用いる場合も含み、または3本を越える数の電極を使う場合も含むものとする。
本発明においては、該溶液を捕集基板に向けて曳糸する間に、条件に応じて溶媒が蒸発して繊維状物質が形成される。通常の大気圧下、室温(25℃前後)であれば捕集基板上に捕集されるまでの間に溶媒は完全に蒸発するが、もし溶媒蒸発が不十分な場合は減圧条件下で曳糸しても良い。また、曳糸する雰囲気の温度は溶媒の蒸発挙動や紡糸溶液の粘度に依存するが、通常は、0〜50℃である。そして繊維状物質が更に捕集基板に累積されて本発明の不織布が製造される。
本発明によって得られる不織布は、単独で用いても良いが、取り扱い性やその他の要求事項に合わせて、他の部材と組み合わせて使用しても良い。例えば、捕集基板として支持基材となりうる不織布や織布、フィルム等を用い、その上に本発明の不織布を形成することで、支持基材と本発明の不織布を組み合わせた部材を作成することも出来る。
本発明によって得られる不織布の用途は、再生医療用の細胞培養基材に限定されるものではなく、各種フィルターや触媒担持基材など、本発明の特徴である性質を活用できる各種用途に用いることが出来る。
【実施例】
以下本発明を実施例により説明するが、本発明は、これらの実施例に限定されるものではない。また以下の各実施例、比較例における評価項目は以下のとおりの手法にて実施した。
平均繊維径:
試料表面を走査型電子顕微鏡(株式会社日立製作所製「S−2400」)により撮影(撮影倍率2000倍)して得た写真から無作為に20箇所を選んで繊維径を測定し、全ての繊維径の平均値(n=20)を求めて平均繊維径とした。
不織布厚み:
高精度デジタル測長機(株式会社ミツトヨ製「ライトマチックVL−50」)を用いて測定力0.01Nにより無作為に5箇所を選んで厚みを測定し、全ての厚みの平均値(n=5)を不織布の厚みとして求めた。なお、本測定においては測定機器が使用可能な最小の測定力で測定を行った。
平均見掛け密度:
得られた不織布の体積(面積×厚み)と質量とを測定し、平均見掛け密度を算出した。
【実施例1】
ポリ乳酸(株式会社島津製作所製「Lacty 9031」)1重量部、エタノール(和光純薬工業株式会社製、試薬特級)3重量部、塩化メチレン(和光純薬工業株式会社製、試薬特級)6重量部を室温(25℃)で混合し溶液を作成した。図2にしめす装置を用いて、該溶液を繊維状物質捕集電極5に15分間吐出した。
噴出ノズル1の内径は0.8mm、電圧は12kV、噴出ノズル1から繊維状物質捕集電極5までの距離は10cmであった。得られた不織布の平均繊維径は2μmであり、繊維径10μm以上の繊維は観察されなかった。不織布厚みは300μmであり、平均見掛け密度は68kg/m3であった。不織布の表面の走査型電子顕微鏡写真図を第3図〜第6図に示す。
【実施例2】
実施例1において、ポリ乳酸(株式会社島津製作所製「Lacty 9031」)1重量部、エタノール(和光純薬工業株式会社製、試薬特級)3.5重量部、塩化メチレン(和光純薬工業株式会社製、試薬特級)5.5重量部を用いたこと以外は同様の操作を行った。平均繊維径は4μmであり、繊維径10μm以上の繊維は観察されなかった。また、不織布厚みは360μmであり、平均見見掛け密度は54kg/m3であった。
不織布の表面の走査型電子顕微鏡写真図を第7図〜第10図に示す。
【実施例3】
実施例1において、ポリ乳酸(株式会社島津製作所製「Lacty 9031」)1重量部、メタノール(和光純薬工業株式会社製、試薬特級)3重量部、塩化メチレン(和光純薬工業株式会社製、試薬特級)6重量部を用いた以外は実施例1と同様の操作を行った。平均繊維径は2μmであり、繊維径10μm以上の繊維は観察されなかった。不織布厚みは170μmであり、平均見掛け密度は86kg/m3であった。
不織布の表面の走査型電子顕微鏡写真図を第11図、第12図に示す。
【実施例4】
実施例1において、ポリ乳酸(株式会社島津製作所製「Lacty 9031」)1重量部、イソプロパノール(和光純薬工業株式会社製、試薬特級)3重量部、塩化メチレン(和光純薬工業株式会社製、試薬特級)6重量部を用いたこと以外は同様の操作を行った。平均繊維径は4μmであり、繊維径10μm以上の繊維は観察されなかった。不織布厚みは170μmであり、平均見掛け密度は73kg/m3であった。
不織布の表面の走査型電子顕微鏡写真図を第13図、第14図に示す。
比較例1
実施例1において、ポリ乳酸(株式会社島津製作所製「Lacty 9031」)1重量部、エタノール(和光純薬工業株式会社製、試薬特級)0.5重量部、塩化メチレン(和光純薬工業株式会社製、試薬特級)8.5重量部を用いたこと以外は同様の操作を行った。平均繊維径は5μmであり、繊維径15μm以上の繊維は観察されなかった。不織布厚みは140μmであり、平均見掛け密度は180kg/m3であった。
不織布の表面の走査型電子顕微鏡写真図を第15図、第16図に示す。
比較例2
実施例1において、ポリ乳酸(株式会社島津製作所製「Lacty 9031」)1重量部、エタノール(和光純薬工業株式会社製、試薬特級)1重量部、塩化メチレン(和光純薬工業株式会社製、試薬特級)8重量部を用いたこと以外は同様の操作を行った。平均繊維径は2μmであり、繊維径10μm以上の繊維は観察されなかった。不織布厚みは140μmであり、平均見掛け密度は160kg/m3であった。
比較例3
実施例1において、ポリ乳酸(株式会社島津製作所製「Lacty 9031」)1重量部、エタノール(和光純薬工業株式会社製、試薬特級)2重量部、塩化メチレン(和光純薬工業株式会社製、試薬特級)7重量部を用いた以外は実施例1と同様の操作を行った。平均繊維径は7μmであり、繊維径15μm以上の繊維は観察されなかった。平均厚は110μmであり、平均見掛け密度は140kg/m3であった。
比較例4
ポリ乳酸(株式会社島津製作所製「Lacty 9031」)1重量部、エタノール(和光純薬工業株式会社製、試薬特級)4重量部、塩化メチレン(和光純薬工業株式会社製、試薬特級)5重量部を用いて溶液の作成を試みたが、ポリ乳酸は溶解したものの、相分離を起こし均一な溶液を作成することが出来なかったため、静電紡糸による繊維形成は不可能であった。
【実施例5】
実施例1において、ポリ乳酸(株式会社島津製作所製「Lacty 9031」)1重量部、アセトン(和光純薬工業株式会社製、試薬特級)3重量部、塩化メチレン(和光純薬工業株式会社製、試薬特級)6重量部を用いた以外は同様の操作を行った。平均繊維径は2μmであり、繊維径5μm以上の繊維は観察されなかった。不織布厚みは140μmであり、平均見掛け密度は82kg/m3であった。
不織布の表面の走査型電子顕微鏡写真図を第17図、第18図に示す。
【実施例6】
実施例1において、ポリ乳酸(株式会社島津製作所製「Lacty 9031」)1重量部、アセトニトリル(和光純薬工業株式会社製、試薬特級)3重量部、塩化メチレン(和光純薬工業株式会社製、試薬特級)6重量部を用いたこと以外は同様の操作を行った。平均繊維径は0.9μmであり、繊維径5μm以上の繊維は観察されなかった。不織布厚みは290μmであり、平均見掛け密度は74kg/m3であった。
不織布の表面の走査型電子顕微鏡写真図を第19図、第20図に示す。
【実施例7】
実施例1において、ポリ乳酸−ポリグリコール酸共重合体(共重合比75:25)(三井化学株式会社製)1重量部、エタノール(和光純薬工業株式会社製、試薬特級)3重量部、塩化メチレン(和光純薬工業株式会社製、試薬特級)6重量部を用いたこと以外は同様の操作を行った。平均繊維径は1.4μmであり、繊維径3μm以上の繊維は観察されなかった。不織布厚みは130μmであり、平均見掛け密度は85kg/m3であった。
不織布の表面の走査型電子顕微鏡写真図を第21図、第22図に示す。
Claims (16)
- 熱可塑性ポリマーからなる繊維の集合体であって、平均繊維径が0.1〜5μmであり、かつ該繊維の任意の横断面が異形であり、更に平均見掛け密度が10〜95kg/m3の範囲にあることを特徴とする不織布。
- 前記異形形状が、繊維表面の微細な凹部、繊維表面の微細な凸部、繊維表面の繊維軸方向に筋状に形成された凹部、繊維表面の繊維軸方向に筋状に形成された凸部及び、繊維表面の微細孔部からなる群から選ばれた少なくとも1種による、請求の範囲第1項記載の不織布。
- 不織布の厚みが100μm以上である、請求の範囲第1項記載の不織布。
- 熱可塑性ポリマーが揮発性溶媒に溶解可能なポリマーである、請求の範囲第1項記載の不織布。
- 揮発性溶媒に溶解可能な熱可塑性ポリマーが脂肪族ポリエステルである、請求の範囲第5項記載の不織布。
- 脂肪族ポリエステルがポリ乳酸である、請求の範囲第6項記載の不織布。
- 揮発性溶媒が揮発性良溶媒と揮発性貧溶媒との混合溶媒である、請求の範囲第5項記載の不織布。
- 前記混合溶媒において、揮発性貧溶媒と揮発性良溶媒との割合が重量比で(23:77)〜(40:60)の範囲にある、請求の範囲第8項記載の不織布。
- 揮発性良溶媒がハロゲン含有炭化水素である、請求の範囲第8項記載の不織布。
- 揮発性貧溶媒が低級アルコールである、請求の範囲第8項記載の不織布。
- 低級アルコールがエタノールである、請求の範囲第11項記載の不織布。
- 熱可塑性ポリマーを、揮発性良溶媒と揮発性貧溶媒との混合溶媒に溶解させる段階と、得られた前記溶液を静電紡糸法にて紡糸する段階と、捕集基板に累積される不織布を得る段階とを含む、平均繊維径が0.1〜5μmであり、かつ該繊維の任意の横断面が異形であり、更に平均見掛け密度が10〜95kg/m3の範囲にある不織布の製造方法。
- 前記混合溶媒において、揮発性貧溶媒と揮発性良溶媒との割合が重量比で(23:77)〜(40:60)の範囲にある、請求の範囲第13項記載の不織布の製造方法。
- 揮発性良溶媒がハロゲン含有炭化水素である、請求の範囲第13項記載の不織布の製造方法。
- 揮発性貧溶媒が低級アルコールである、請求の範囲第13項記載の不織布の製造方法。
- 低級アルコールがエタノールである請求の範囲第16項記載の不織布の製造方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003094397 | 2003-03-31 | ||
| JP2003094397 | 2003-03-31 | ||
| PCT/JP2004/004501 WO2004088024A1 (ja) | 2003-03-31 | 2004-03-30 | 不織布およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2004088024A1 JPWO2004088024A1 (ja) | 2006-07-06 |
| JP4076556B2 true JP4076556B2 (ja) | 2008-04-16 |
Family
ID=33127388
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005504237A Expired - Fee Related JP4076556B2 (ja) | 2003-03-31 | 2004-03-30 | 不織布およびその製造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (2) | US20060286886A1 (ja) |
| EP (1) | EP1614789A4 (ja) |
| JP (1) | JP4076556B2 (ja) |
| KR (1) | KR101092271B1 (ja) |
| CN (1) | CN1833063B (ja) |
| TW (1) | TW200427889A (ja) |
| WO (1) | WO2004088024A1 (ja) |
Families Citing this family (40)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB0224986D0 (en) | 2002-10-28 | 2002-12-04 | Smith & Nephew | Apparatus |
| GB0325130D0 (en) | 2003-10-28 | 2003-12-03 | Smith & Nephew | Apparatus with scaffold |
| US8529548B2 (en) | 2004-04-27 | 2013-09-10 | Smith & Nephew Plc | Wound treatment apparatus and method |
| GB0409446D0 (en) | 2004-04-28 | 2004-06-02 | Smith & Nephew | Apparatus |
| GB0424046D0 (en) | 2004-10-29 | 2004-12-01 | Smith & Nephew | Apparatus |
| JP4657782B2 (ja) * | 2005-04-07 | 2011-03-23 | 帝人テクノプロダクツ株式会社 | 高捕集効率と低圧力損失とを兼ね備えたフィルター |
| CN101163533B (zh) * | 2005-04-26 | 2011-06-22 | 日东电工株式会社 | 过滤器滤材及其制造方法和使用方法以及过滤器组件 |
| JP5037034B2 (ja) * | 2005-04-26 | 2012-09-26 | 日東電工株式会社 | フィルタ濾材とその製造方法および使用方法ならびにフィルタユニット |
| KR100875189B1 (ko) * | 2005-08-26 | 2008-12-19 | 이화여자대학교 산학협력단 | 전기방사를 이용한 조직 재생용 섬유형 삼차원 다공성 지지체 및 그의 제조방법 |
| JP2007154335A (ja) * | 2005-12-01 | 2007-06-21 | Snt Co | 撥水膜及び撥水膜の製造方法、並びに物品表面に撥水膜を形成する方法及び該方法により得られた物品 |
| US20070155273A1 (en) * | 2005-12-16 | 2007-07-05 | Cornell Research Foundation, Inc. | Non-woven fabric for biomedical application based on poly(ester-amide)s |
| WO2007095363A2 (en) | 2006-02-13 | 2007-08-23 | Donaldson Company, Inc. | Filter web comprising fine fiber and reactive, adsorptive or absorptive particulate |
| EP1994949A4 (en) * | 2006-03-06 | 2012-07-18 | Teijin Ltd | MATERIAL FOR MATRIX |
| WO2007132186A2 (en) * | 2006-05-12 | 2007-11-22 | Smith & Nephew Plc | Scaffold |
| US8338402B2 (en) | 2006-05-12 | 2012-12-25 | Smith & Nephew Plc | Scaffold |
| US9820888B2 (en) | 2006-09-26 | 2017-11-21 | Smith & Nephew, Inc. | Wound dressing |
| CN101588777B (zh) | 2006-09-26 | 2015-09-09 | T.J.史密夫及内修有限公司 | 网格敷料 |
| JP2008127496A (ja) * | 2006-11-22 | 2008-06-05 | Nisshinbo Ind Inc | 抗菌・消臭性物品用樹脂組成物、並びにこれから得られる抗菌・消臭性ファイバーおよび不織布 |
| US20080199698A1 (en) * | 2007-02-16 | 2008-08-21 | Sumitomo Chemical Company, Limited | Method for producing liquid crystalline polyester fiber |
| JP4992115B2 (ja) * | 2008-03-05 | 2012-08-08 | 旭化成メディカル株式会社 | 複合膜とその製造方法 |
| US8673040B2 (en) | 2008-06-13 | 2014-03-18 | Donaldson Company, Inc. | Filter construction for use with air in-take for gas turbine and methods |
| JP5275073B2 (ja) * | 2009-02-10 | 2013-08-28 | 日本バイリーン株式会社 | 構造発色繊維集合体及びその製造方法 |
| GB0902368D0 (en) | 2009-02-13 | 2009-04-01 | Smith & Nephew | Wound packing |
| EP2408482A1 (en) | 2009-03-19 | 2012-01-25 | Millipore Corporation | Removal of microorganisms from fluid samples using nanofiber filtration media |
| JP5390274B2 (ja) * | 2009-06-19 | 2014-01-15 | 帝人株式会社 | 繊維積層体およびその製造方法 |
| JP5544206B2 (ja) * | 2010-04-05 | 2014-07-09 | 帝人株式会社 | 繊維複合体 |
| CN108579207A (zh) | 2010-08-10 | 2018-09-28 | Emd密理博公司 | 用于去除反转录病毒的方法 |
| ES2886043T3 (es) | 2011-04-01 | 2021-12-16 | Emd Millipore Corp | Estructuras compuestas que contienen nanofibras |
| CN102505355B (zh) * | 2011-11-15 | 2014-09-17 | 中国航空工业集团公司北京航空材料研究院 | 一种复合材料的增韧材料及其制备方法 |
| KR101491053B1 (ko) * | 2012-03-06 | 2015-02-10 | 주식회사 아모그린텍 | 점착 테이프 및 그 제조방법 |
| CN103202566B (zh) * | 2013-04-27 | 2014-06-18 | 北京化工大学 | 机器人电纺直接制衣装置 |
| KR102206959B1 (ko) | 2015-04-17 | 2021-01-25 | 이엠디 밀리포어 코포레이션 | 접선방향 유동 여과 모드에서 작동되는 나노섬유 한외여과막을 사용하여 샘플에서 목적하는 생물학적 물질을 정제하는 방법 |
| US10086109B2 (en) | 2015-06-02 | 2018-10-02 | Ethicon, Inc. | Absorbable medical devices based on novel films and foams made from semi-crystalline, segmented copolymers of lactide and epsilon-caprolactone exhibiting long term absorption characteristics |
| US20170200955A1 (en) * | 2016-01-08 | 2017-07-13 | Ford Global Technologies, Llc | Carbon Nanofiber Catalyst Substrate |
| US10590577B2 (en) | 2016-08-02 | 2020-03-17 | Fitesa Germany Gmbh | System and process for preparing polylactic acid nonwoven fabrics |
| US11441251B2 (en) | 2016-08-16 | 2022-09-13 | Fitesa Germany Gmbh | Nonwoven fabrics comprising polylactic acid having improved strength and toughness |
| US20180290087A1 (en) * | 2017-04-11 | 2018-10-11 | Hollingsworth & Vose Company | Polyethersulfone fiber webs |
| WO2019193053A1 (en) * | 2018-04-04 | 2019-10-10 | Universidad Del Pais Vasco/ Euskal Herriko Unibertsitatea (Upv/Ehu) | Electrospun fibers of biocompatible polymers suitable for tissue scaffolds |
| KR102591959B1 (ko) * | 2018-07-10 | 2023-10-23 | 킴벌리-클라크 월드와이드, 인크. | 마이크로- 및 나노-구조화된 섬유-기반 기재 |
| US20220041970A1 (en) * | 2018-09-14 | 2022-02-10 | Orthorebirth Co. Ltd. | Cell culture substrate made of nonwoven fabric manufactured using electrospinning and method of manufacturing the same |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1527592A (en) * | 1974-08-05 | 1978-10-04 | Ici Ltd | Wound dressing |
| EP0047795A3 (de) * | 1980-09-15 | 1983-08-17 | Firma Carl Freudenberg | Elektrostatisch ersponnene Faser aus einem polymeren Werkstoff |
| US4701267B1 (en) * | 1984-03-15 | 1996-03-12 | Asahi Medical Co | Method for removing leukocytes |
| JPS63145465A (ja) | 1986-12-04 | 1988-06-17 | 株式会社クラレ | ポリビニルアルコ−ル系微細繊維シ−ト状物及びその製造方法 |
| JPH06313256A (ja) * | 1993-04-28 | 1994-11-08 | New Oji Paper Co Ltd | 衛生材料の表面材不織布およびその製造方法 |
| JPH08325912A (ja) * | 1995-05-25 | 1996-12-10 | Unitika Ltd | 生分解性不織布およびその製造方法 |
| JPH08325911A (ja) * | 1995-05-25 | 1996-12-10 | Unitika Ltd | 生分解性不織布およびその製造方法 |
| JPH0913256A (ja) * | 1995-06-29 | 1997-01-14 | Unitika Ltd | 生分解性短繊維不織布及びその製造方法 |
| JPH10251956A (ja) * | 1997-03-11 | 1998-09-22 | Unitika Ltd | 吸音材 |
| JP2003509597A (ja) * | 1999-09-16 | 2003-03-11 | シン チャン テクノロジー インコーポレーテッド | 高誘電率不織布及びその製造方法 |
| GB2360789A (en) * | 2000-03-30 | 2001-10-03 | Christopher Mason | Method of producing tissue structures |
| JP2001279429A (ja) * | 2000-03-30 | 2001-10-10 | Idemitsu Kosan Co Ltd | 素子用薄膜層の成膜方法及び有機エレクトロルミネッセンス素子 |
| KR20020063020A (ko) | 2001-01-26 | 2002-08-01 | 한국과학기술연구원 | 미세 섬유상 고분자웹의 제조 방법 |
| US6685956B2 (en) * | 2001-05-16 | 2004-02-03 | The Research Foundation At State University Of New York | Biodegradable and/or bioabsorbable fibrous articles and methods for using the articles for medical applications |
| US6713011B2 (en) * | 2001-05-16 | 2004-03-30 | The Research Foundation At State University Of New York | Apparatus and methods for electrospinning polymeric fibers and membranes |
| US6645618B2 (en) * | 2001-06-15 | 2003-11-11 | 3M Innovative Properties Company | Aliphatic polyester microfibers, microfibrillated articles and use thereof |
| US8460790B2 (en) * | 2002-10-23 | 2013-06-11 | Toray Industries, Inc. | Nanofiber aggregate, polymer alloy fiber, hybrid fiber, fibrous structures, and processes for production of them |
-
2004
- 2004-03-29 TW TW93108551A patent/TW200427889A/zh not_active IP Right Cessation
- 2004-03-30 US US10/550,912 patent/US20060286886A1/en not_active Abandoned
- 2004-03-30 EP EP04724431A patent/EP1614789A4/en not_active Withdrawn
- 2004-03-30 JP JP2005504237A patent/JP4076556B2/ja not_active Expired - Fee Related
- 2004-03-30 WO PCT/JP2004/004501 patent/WO2004088024A1/ja active Application Filing
- 2004-03-30 KR KR1020057018661A patent/KR101092271B1/ko not_active IP Right Cessation
- 2004-03-30 CN CN2004800090360A patent/CN1833063B/zh not_active Expired - Fee Related
-
2008
- 2008-07-07 US US12/168,720 patent/US8636942B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2004088024A1 (ja) | 2006-07-06 |
| CN1833063B (zh) | 2012-02-22 |
| TW200427889A (en) | 2004-12-16 |
| EP1614789A4 (en) | 2008-10-22 |
| CN1833063A (zh) | 2006-09-13 |
| TWI365928B (ja) | 2012-06-11 |
| KR20050114708A (ko) | 2005-12-06 |
| US8636942B2 (en) | 2014-01-28 |
| WO2004088024A1 (ja) | 2004-10-14 |
| US20080272520A1 (en) | 2008-11-06 |
| KR101092271B1 (ko) | 2011-12-13 |
| EP1614789A1 (en) | 2006-01-11 |
| US20060286886A1 (en) | 2006-12-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4076556B2 (ja) | 不織布およびその製造方法 | |
| Almetwally et al. | Technology of nano-fibers: Production techniques and properties-Critical review | |
| KR101730663B1 (ko) | 부직 중합체성 웨브 | |
| KR101519169B1 (ko) | 용융 방사에 의한 나노섬유의 제조 | |
| JP5027554B2 (ja) | 1軸または多軸配向ナノファイバー集積体の製造方法及び製造装置 | |
| Nayak et al. | Melt-electrospinning of nanofibers | |
| JP4664790B2 (ja) | 繊維構造体の製造方法および製造装置 | |
| JP2009127150A (ja) | エレクトロスピニング装置 | |
| JP2002249966A (ja) | 微細繊維状高分子ウェブの製造方法 | |
| JP4209734B2 (ja) | 不織布及びその製造方法 | |
| EP2321451B1 (en) | High throughput electroblowing process | |
| JP2009517554A (ja) | 電界紡糸によるポリオレフィンマイクロファイバーの製造方法と製造された繊維 | |
| JP4602752B2 (ja) | 撚糸、撚糸の製造方法および撚糸の製造装置 | |
| JP7077515B2 (ja) | 不織布フィルター | |
| Figen | History, basics, and parameters of electrospinning technique | |
| JP4361529B2 (ja) | 多孔質繊維、多孔質繊維構造体およびその製造方法 | |
| JP2008190055A (ja) | エレクトロスピニング装置 | |
| JP2011052337A (ja) | エレクトロスピニング装置 | |
| JP5065704B2 (ja) | 撚糸の製造方法 | |
| JP4695430B2 (ja) | 円筒体および円筒体の製造方法 | |
| JP4056361B2 (ja) | ポリグリコール酸繊維構造体、およびその製造方法 | |
| Vong et al. | Fabrication of radially aligned electrospun nanofibers in a three-dimensional conical shape | |
| JP2007287781A (ja) | キャパシタ用セパレータおよびキャパシタ用セパレータの製造方法 | |
| JP2005264364A (ja) | 綿状体の製造方法 | |
| JP2006037276A (ja) | 合成紙およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080108 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080129 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110208 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120208 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120208 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130208 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130208 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140208 Year of fee payment: 6 |
|
| LAPS | Cancellation because of no payment of annual fees |