JP3935540B2 - スタンディングパウチ - Google Patents
スタンディングパウチ Download PDFInfo
- Publication number
- JP3935540B2 JP3935540B2 JP31566896A JP31566896A JP3935540B2 JP 3935540 B2 JP3935540 B2 JP 3935540B2 JP 31566896 A JP31566896 A JP 31566896A JP 31566896 A JP31566896 A JP 31566896A JP 3935540 B2 JP3935540 B2 JP 3935540B2
- Authority
- JP
- Japan
- Prior art keywords
- film
- pouch
- cutting
- heat
- standing pouch
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Landscapes
- Bag Frames (AREA)
- Packages (AREA)
Description
【発明の属する技術分野】
本発明は、液体、粉体などの流動性を有する内容物を密封包装するために用いられるスタンディングパウチに関し、更に詳しくは、開封時に内容物をコップや他の容器に容易に移し替えられるよう簡易形式の注出口が設けられたスタンディングパウチに関する。
【0002】
【従来の技術】
従来、スタンディングパウチは、プラスチックフィルムなどの軟包装材で形成されているにも拘わらず、自立性があり立体容器としての特徴も備えていることから、液体、粉体などの容器としても広く用いられている。
しかし、その開封に関しては、▲1▼スタンディングパウチの上部に設けられたノッチ部から上部全体を除去して開封する方法、▲2▼鋏で上部シール部のコーナーを切り取って開封し、これを注ぎ口とする方法、更には、▲3▼プラスチック成形品などによる別体のキャップ付き注出口などを、上部開口部に予め熱接着などで取り付けておいて、キャップを取り外すことにより開封する方法、などが採られていた。
【0003】
【発明が解決しようとする課題】
しかしながら、▲1▼のスタンディングパウチの上部全体を除去して開封する方法は、特に内容物が液体の場合、パウチが軟らかいため手で持ったときに上部から溢れやすいという問題がある。また、▲2▼の上部シール部のコーナーを切り取って開封し、これを注ぎ口とする方法は、開口部を狭くできる点で上記▲1▼の方法と比較すると、内容物を誤って溢れさせる危険性は少なくできる。しかし、開口部が狭くなると開口部両面のフィルムが内面同士で密着しやすくなるため、継続的に安定した流れで最後まで注ぎ出すことが難しく、特に残量が少なくなった場合、手でパウチを圧迫して押し出す必要を生じ、手で圧迫すると瞬間的に勢いよく流出するため他の容器などに移し替える場合、内容物をこぼしやすいという問題がある。
【0004】
また、▲3▼のキャップ付き注出口などを、上部開口部に予め熱接着などで取り付けておいて、キャップを取り外すことにより開封する方法は、開口部の大きさなどを予め内容物の性状や注出条件に適するように安定した形状で設定できるので、前記▲1▼、▲2▼の方法と比較すると注出の安全性、安定性とも優れている。しかし、このようなプラスチック成形品などによる注出口をスタンディングパウチに取り付けた場合、包装袋が嵩張り、内容物の充填も通常、孔径の小さな注出口から行う必要があるため、特別な充填装置を必要とし、更に、注出口のコストも余分にかかるため、包装にかかるコストが大幅に高くなる欠点がある。
【0005】
本発明はこのような状況に鑑みてなされたものであり、その目的とするところは、成形品などによる別体の注出口を必要とせず、内容物の充填が容易で、しかもパウチの一部に設けられた所定の部分を、切り取り用に設けられている補助手段を利用して切り取るだけで注出口が形成され、安全且つスムーズに最後まで注ぎ出しの行える簡便な注出口付きのスタンディングパウチを提供することにある。
【0006】
【課題を解決するための手段】
液状などの流動性を有する内容物が密封包装されたスタンディングパウチを開封して内容物を注ぎ出す場合、通常はパウチ上部のシール部の全体、または一部を切り取って開口させ、ここから注ぎ出す方法が採られている。
しかし、パウチの上部から注ぎ出す場合、開口部をパウチの全幅に大きくとっても、また、一部に小さくとっても前記したような問題点がある。
従って、スタンディングパウチの場合、内容物が充填された後は、底部のガセット部が開いて比較的安定した立体構造を採ることに着目し、底部に開口部を設ける方法を研究した結果、壁面フィルムの下縁部と底材フィルムとの接合部で、壁面フィルムの中央部近辺に開口部をもうけることが、パウチを手で持ち易く、注ぎ出しの操作が容易であると共に、安全且つスムーズに注ぎ出しを行えることを見出し、本発明の完成に至ったものである。
【0007】
即ち、請求項1に記載した発明は、底部がフィルムを内側に折り返してなるガセット形式で形成され、胴部が前後2面の壁面フィルムの両側縁部をヒートシールして形成され、上部が開口するスタンディングパウチにおいて、該底部のヒートシール部が、該ヒートシール部の上部に下向きの弓状湾曲部と、該弓状湾曲部の底部に連接される注出口を形成するための凹部とを有する形状のシールパターンでシールされると共に、該底部のヒートシール部には、前後両側に形成される前記凹部のいずれか一方を横方向に切断して開口させるための切り取り用補助手段が、前記凹部の両側のパウチの下端から前記凹部の両側部に向かって円弧状となる形状で、且つ、ノッチ、ミシン目線、ハーフカット線の単独、または複数の組み合わせで設けられていることを特徴とするスタンディングパウチからなる。
【0008】
このような構成のスタンディングパウチは、上部が開口すると共に、底部には、内側に折り畳まれた底材フィルムによる底面と、該底材フィルムと前後2面の壁面フィルムがヒートシールされてなる前後両側の脚部と、該脚部の中央部上部にそれぞれ前記弓状湾曲部の底部から下方に突出し、パウチ内部に連通する非シールの凹部とを備え、更に、前記脚部(底部ヒートシール部)には、前後いずれか一方の凹部を横方向に切断して注出口を形成するための切り取り用補助手段を備えている。
従って、液状などの内容物のパウチへの充填およびシールは、通常のスタンディングパウチと同様に、大きく開口した上部から容易に充填し、シールすることができる。そして、内容物が密封包装されたスタンディングパウチの使用に際しては、パウチの底部を上にして、前記弓状湾曲部の底部に連接される前後2箇所の非シールの凹部の中、いずれか一方を、パウチ底部ヒートシール部(脚部)に設けられた切り取り用補助手段を利用して横方向に切断することによって、注出口を開口させることができ、この注出口から内容物を安全且つスムーズに注ぎ出すことができる。
尚、注ぎ出しの際には、注出口が最上部になるようにし、また、パウチ上部を縦方向に丸めて手で保持して注出することが、持ち易く、また、安全に注ぎ出しを行える点で好ましい。
【0010】
【発明の実施の形態】
以下に本発明のスタンディングパウチの製造方法など実施の形態について説明する。
先ず、本発明のスタンディングパウチの製造に用いる材料は、特に限定はされず、公知のスタンディングパウチに用いられている材料はいずれも使用でき、包装する内容物の種類や充填後の加熱処理の有無など使用条件に応じて適する材料を自由に選定して使用することができる。
通常、スタンディングパウチにはプラスチックを主体とする積層フィルムが用いられるが、その構成の具体例として以下のようなものが挙げられる。
【0011】
(1) ONフィルム/接着剤/L・LDPEフィルム(シーラント層)
(2) ONフィルム/接着剤/HDPEフィルム/接着剤/L・LDPEフィルム
(3) ONフィルム/接着剤/OPPフィルム/接着剤/L・LDPEフィルム
(4) ONフィルム/接着剤/OPPフィルム/接着剤/アルミニウム箔/接着剤/L・LDPEフィルム
(5) ONフィルム(シリカ蒸着層)/接着剤/HDPEフィルム/接着剤/L・LDPEフィルム
(6) ONフィルム/アンカーコート層/共押し出しコート層(HDPE層/L・LDPE層)
(7) ONフィルム/アンカーコート層/共押し出しコート層(HDPE層/LDPE層)/接着剤/L・LDPEフィルム
(8) PETフィルム/接着剤/アルミニウム箔/接着剤/ONフィルム/接着剤/L・LDPEフィルム
(9) PETフィルム/接着剤/アルミニウム箔/接着剤/ONフィルム/接着剤/CPPフィルム
(10)PETフィルム/接着剤/EVOHフィルム/接着剤/ONフィルム/接着剤/CPPフィルム
などが挙げられるが、これらに限定されるものではなく様々な組み合わせの積層フィルムを使用することができる。
【0012】
尚、上記において、ONフィルムは2軸延伸ナイロンフィルム、L・LDPEは直鎖状低密度ポリエチレン、HDPEは高密度ポリエチレン、LDPEは低密度ポリエチレン、OPPフィルムは2軸延伸ポリプロピレンフィルム、PETフィルムは2軸延伸ポリエチレンテレフタレートフィルム、EVOHフィルムはエチレン−酢酸ビニル共重合体ケン化物フィルム、CPPフィルムは無延伸ポリプロピレンフィルムを指すものである。
また、アンカーコートは、押し出しコーティングで樹脂を積層する際、接着性を向上させるために基材フィルム側に予めコーティングするものでプライマーコートの一種である。
【0013】
前記の積層フィルムの構成において、ONフィルム、PETフィルムは、基材フィルムとしてパウチに機械的強度や印刷適性を付与し、アルミニウム箔、シリカ蒸着層、EVOHフィルムなどは、ガスバリヤー性を付与するために積層するものである。
また、シーラント層としては、L・LDPEフィルムとCPPフィルムの2種類の例を挙げたが、L・LDPEフィルムは、ヒートシールの安定性や耐内容物性、例えば界面活性剤に対する耐ストレスクラッキング性などに優れ、CPPフィルムは、耐熱性、低臭性に優れており、これらの性能を必要とする内容物の包装用に適している。
【0014】
シーラント層には上記のほか、充填される内容物に応じて、エチレン・αオレフィン共重合体、エチレン・酢酸ビニル共重合体、エチレン・アクリル酸共重合体、エチレン・アクリル酸エステル共重合体、アイオノマー、ポリエステル系樹脂なども適宜選択して使用することができる。
特に、エチレン・αオレフィン共重合体でメタロセン系触媒を用いて重合したものは、分子量分布の幅が狭く、共重合比も安定しているため、低温ヒートシール性や、熱間シール性に優れており安定したシールが得られる点で好ましい。
【0015】
次に、前記のような積層フィルムを用いて製造する本発明のスタンディングパウチの製造方法について説明する。
本発明のスタンディングパウチが、従来のスタンディングパウチと異なる点は、底部をヒートシールするヒートシールパターンを、その上部の下向きの弓状湾曲部の底部に、注出口を形成するための凹部(非シール部)を突出するように設けた形状に変えてヒートシールすると共に、底部のヒートシールにより形成される前後2箇所の凹部(非シール部)の中、いずれか一方を横方向に切断して開口させるための切り取り用補助手段を、底部ヒートシール部(パウチの脚部)に設けている点である。
【0016】
上記の切り取り用補助手段は、特に限定されるものではなく、前記凹部(非シール部)を横方向に切断し、開口部を設けるための補助手段となるものであれば何でもよい。
例えば、切り取り線を点線、破線などの印刷で表示して補助手段とし、鋏で切り取るようにしてもよく、また、請求項2に記載したように、ノッチ、ミシン目線、ハーフカット線などを単独、または複数の組み合わせで設けて補助手段とし、これを手で簡単に引き裂いて切り取れるようにしてもよい。
この場合、ノッチは切り取りの開始点に設けるもので、パウチの下端、或いは、前記凹部非シール部の左右いずれか一方または両方の端部などに設け、これと引き裂き線が繋がるようにミシン目線またはハーフカット線を組み合わせて設けることができる。
【0017】
ノッチの形状は、I字型、V字型など切り取り方向に鋭角部分を有する形状であれば何でもよい。
ミシン目線は、切れ目とつなぎ部が交互に組み合わされて形成されるもので、切れ目とつなぎ部のそれぞれの長さは、パウチの材質と厚さに応じて適度の切れ易さが得られるように適宜設定することができる。切れ目の形状も通常は直線状であるが、L字型などの折れ曲がった形状(変形のミシン目線)としてもよく、このように切れ目に受け部を付加することにより、引き裂きの方向を自由にコントロールすることができる。
【0018】
ハーフカット線は、ミシン目線の代替となるもので、パウチの構成材料の厚さの全層を切断するのではなく、一部を残すように切れ目線を入れることにより、所望の線で切り取ることができるようにしたものである。
このようなハーフカット線を設ける方法は、公知の機械的な方法によるのが材質の制約がない点で好ましいが、パウチの材質構成によってはレーザー光の照射によっても設けることができる。
【0019】
以上のような本発明のスタンディングパウチの製造方法は、切り取り用補助手段を除くパウチの本体については、底部のヒートシールに用いるシールヘッドの形状を変えるだけで、通常のスタンディングパウチと同様に製袋することが可能で、公知のスタンディングパウチ用製袋機を使用して製袋することができる。
そして、底部ヒートシール部に設ける切り取り用補助手段については、その内容によっても異なるが、例えば、ノッチとミシン目線、または、ノッチとハーフカット線などの組み合わせで設ける場合、底部のヒートシールを行った後、この部分に加工することが好ましく、製袋機の底シール装置の後に、ノッチおよびミシン目線、またはノッチおよびハーフカット線などの加工装置を組み込んで、製袋とインラインで加工してもよく、また、製袋後、独立の装置を準備してオフラインで加工することもできる。
このほかミシン目線の場合、基材フィルムなど積層フィルムの少なくとも1層に予め加工した後、積層フィルムを形成し、これを製袋機で製袋してもよい。
【0020】
このような切り取り用補助手段は、製造ラインの都合などで、パウチ底部の前後の脚部の両方に加工しておいて、使用時にその一方のみを利用して開口するようにしてもよく、また、片方の脚部のみに加工することもできる。
片方の脚部のみに加工する場合、インラインの装置では、例えば、底部のヒートシールの際、先ず、左右両端の底材フィルムの切り欠き部を除いたシールパターンで底シールを行い、前後の脚部が両側に開く状態とし、この状態でいずれか一方の脚部にノッチとミシン目線、または、ノッチとハーフカット線などの切り取り用補助手段の加工を施し、次いで前後の脚部を閉じて、パウチ左右両端の前記切り欠き部を含む部分のシールを行って完成することができる。
【0021】
【実施例】
以下に、図面および試験例により、本発明を更に具体的に説明する。
但し、本発明はこれらの図面、試験例に限定されるものではない。また、異なる図においても同一名称の部分には同じ符号を用いた。
【0022】
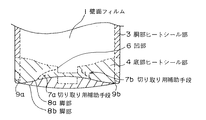
図1は、本発明のスタンディングパウチの一実施例の構成を示す正面図である。
図1において、スタンディングパウチ10は、上部が開口し、胴部が前後2面の壁面フィルム1の両側縁部を胴部ヒートシール部3でヒートシールして形成され、底部2が底材フィルムを内側に折り返してなるガセット形式で形成されると共に、底部ヒートシール部4が、その上部に下向きの弓状湾曲部5と、該弓状湾曲部5の底部に連接される注出口を形成するための凹部6とを有する形状のシールパターンでシールされ、また、該底部ヒートシール部4には、前後両側に形成される前記凹部6のいずれか一方を横方向に切断して開口させるための切り取り用補助手段7a,7b を備えた構成である。
【0023】
尚、図1に示した切り取り用補助手段7a,7b は、ノッチと変形ミシン目線との組み合わせで構成され、7aのノッチとそれと連絡する変形ミシン目線が切り取り開始側を形成し、7bの変形ミシン目線が切り取りの受け部を形成するものである。この切り取り用補助手段7a,7b が、パウチの前後両側の脚部に設けられている場合には、その一方(例えば前側の脚部)のみの切り取り用補助手段7a,7b を切り取って凹部6による注出口を開口させればよい。
尚、切り取り用補助手段7a,7b の中、受け部の変形ミシン目線7bは、省略することもできる。その場合には切り取り用補助手段7aにより、凹部6を横断して横方向にパウチ端部まで直線状に引き裂いて凹部6を開口させることができる。
【0024】
図2は、本発明のスタンディングパウチの底部ヒートシール部(脚部)に設ける切り取り用補助手段の一実施例の形状を説明する図であり、図1に示したスタンディングパウチの脚部に設けた切り取り用補助手段とは別の構成の例を示すものである。
図2において、切り取り用補助手段7a,7b は、パウチの前後の脚部8a,8b の中、前側の脚部8aのみに切り取り用補助手段7a,7b が設けられ、且つ、切り取り開始側の切り取り用補助手段7aは、ノッチと通常のミシン目線(点線部)とで形成され、受け部の切り取り用補助手段7bは、変形のミシン目線で形成された構成である。
この場合も受け部の切り取り用補助手段7bは、図1の場合と同様に、省略することもできる。
【0025】
図3は、本発明のスタンディングパウチの底部ヒートシール部(脚部)に設ける切り取り用補助手段の別の一実施例の形状を説明する図であり、図1、図2に示した切り取り用補助手段とは更に異なる構成の例を示すものである。
図3において、切り取り用補助手段7a,7b は、図2の場合と同様、パウチの前側の脚部8aのみに設けられ、且つ、切り取り開始側の切り取り用補助手段7aは、ノッチとハーフカット線(実線部)とで形成され、受け部の切り取り用補助手段7bは、変形のミシン目線で形成された構成である。
この場合も受け部の切り取り用補助手段7bは、図1、図2の場合と同様に、省略することもできる。
【0026】
図4は、液状などの内容物を充填、密封した本発明のスタンディングパウチの底部(脚部)の一部を、切り取り用補助手段により切り取って開口させ、内容物を注ぎ出す状態を示す図である。
即ち、本発明のスタンディングパウチは、液状などの内容物の充填に際しては、通常のスタンディングパウチと同様に、上部の開口部から容易に充填し、ヒートシールにより密封することができる。そして、内容物を取り出す際は、パウチの底部(脚部)に設けられた非シールの凹部を上にして持ち、切り取り用補助手段を利用して、前記凹部を横断するように脚部の一部を切り取ることにより注出口が形成され、この注出口から図4に示すように内容物をスムーズに注ぎ出すことができるものである。
【0027】
〔試験例1〕
基材フィルムとして厚さ15μmの2軸延伸ナイロンフィルムを用い、これにシーラント層として厚さ130μmの直鎖状低密度ポリエチレンフィルムを、ポリエステル/イソシアネート系2液硬化型接着剤を用いてドライラミネート法で貼り合わせて、スタンディングパウチ用の積層フィルム(壁面フィルムと底材フィルムは共通とする)を作製した。
上記積層フィルムを用いて、図1に示した形状のスタンディングパウチ、即ち、底部ヒートシール部4の形状を弓状湾曲部5の底部に非シールの凹部6を設けた形状とし、且つ、その底部ヒートシール部4の領域内に、前記凹部6を横方向に切断して開口させ、注出口とするための切り取り用補助手段7a,7b を設けた形状のスタンディングパウチを下記の寸法で作製し、試験例1のスタンディングパウチとした。
【0028】
パウチ各部の寸法は、外形寸法が幅110mm、長さ170mmで、底材フィルムの折り返し部の長さは37mm、胴部ヒートシール部の幅は5mmとした。そして、底部ヒートシール部は、その弓状湾曲部の底部に幅が18mmで、長さが8mmの長方形の非シールの凹部を有し、その凹部の下側にはパウチの下端まで長さ6mmのヒートシール部を有する形状とした。
尚、切り取り用補助手段7a,7b は、図1に示したように、切り取り開始側の切り取り用補助手段7aはノッチと変形ミシン目線で形成し、受け側の切り取り用補助手段7bは変形ミシン目線で形成した。
【0029】
〔試験例2〕
試験例1のスタンディングパウチの構成において、パウチの脚部に設けた切り取り用補助手段7a,7b のみを図2に示した構成、即ち、パウチの前側の脚部に切り取り開始側の切り取り用補助手段7aをノッチと通常のミシン目線(点線部)で形成し、受け側の切り取り用補助手段7bを変形ミシン目線で形成する構成に換え、その他は総て試験例1と同様に加工して試験例2のスタンディングパウチを作製した。
【0030】
〔試験例3〕
試験例1のスタンディングパウチの構成において、パウチの脚部に設けた切り取り用補助手段7a,7b のみを図3に示した構成、即ち、パウチの前側の脚部に切り取り開始側の切り取り用補助手段7aをノッチとハーフカット線(実線部)で形成し、受け側の切り取り用補助手段7bを変形ミシン目線で形成する構成に換え、その他は総て試験例1と同様に加工して試験例3のスタンディングパウチを作製した。
【0031】
以上のように作製した試験例1、試験例2、試験例3の各スタンディングパウチ各10個に台所用液体洗剤をそれぞれ200mlずつ、上部開口部から充填し、上部開口部をシール幅10mmでヒートシールして密封し、液体洗剤入りスタンディングパウチを作製した。
上記のスタンディングパウチ包装体は、3か月間の保存後も、自立性に支障はなく、内容物の洩れも見られなかった。
また、各試験例のスタンディングパウチ包装体は、その底部(脚部)に非シールの凹部と、これを横方向に切断するための切り取り用補助手段が設けられているので、いずれの包装体もパウチ底部(脚部)に設けられた非シールの凹部を上にして脚部の一端を持ち、切り取り用補助手段を利用してパウチ脚部の一部を手で切り取る方法で、容易に非シールの凹部を開口させることができた。
そして、開口させた凹部を上にしたままこれを注出口として、図4に示した形態に持ち換えて、空の液体洗剤用プラスチック容器に注ぎ出したところ、流れも安定しており、最後までスムーズに移し替えることができた。
【0032】
【発明の効果】
以上の説明で明らかなように本発明によれば、成形品などによる別体の注出口を取り付ける必要がなく、内容物の充填の際には広幅の開口部から容易に充填し、密封することができ、且つ、使用時には、パウチの底部(脚部)に設けられた切り取り用補助手段を利用して所定の部分を切り取るだけで底部に注出口が形成され、液状の内容物でも安定した流れでスムーズに最後まで注ぎ出すことができ、他の容器への移し替えも容易な注出口付きのスタンディングパウチを提供できる効果を奏する。
また、前記切り取り用補助手段をノッチ、ミシン目線、ハーフカット線の単独、または複数の組み合わせで構成することにより、前記の効果に加えて、手で容易に所定の部分を切り取って注出口を形成できる効果を奏する。
【図面の簡単な説明】
【図1】本発明のスタンディングパウチの一実施例の構成を示す正面図である。
【図2】本発明のスタンディングパウチの底部ヒートシール部(脚部)に設ける切り取り用補助手段の一実施例の形状を説明する図である。
【図3】本発明のスタンディングパウチの底部ヒートシール部(脚部)に設ける切り取り用補助手段の別の一実施例の形状を説明する図である。
【図4】本発明のスタンディングパウチの底部(脚部)の一部を切り取って開口させ、内容物を注ぎ出す状態を示す図である。
【符号の説明】
1 壁面フィルム
2 底部
3 胴部ヒートシール部
4 底部ヒートシール部
5 弓状湾曲部
6 凹部
7a,7b 切り取り用補助手段
8a,8b 脚部
9a,9b 底材フィルムの切り欠き部
10 スタンディングパウチ
Claims (1)
- 底部がフィルムを内側に折り返してなるガセット形式で形成され、胴部が前後2面の壁面フィルムの両側縁部をヒートシールして形成され、上部が開口するスタンディングパウチにおいて、該底部のヒートシール部が、該ヒートシール部の上部に下向きの弓状湾曲部と、該弓状湾曲部の底部に連接される注出口を形成するための凹部とを有する形状のシールパターンでシールされると共に、該底部のヒートシール部には、前後両側に形成される前記凹部のいずれか一方を横方向に切断して開口させるための切り取り用補助手段が、前記凹部の両側のパウチの下端から前記凹部の両側部に向かって円弧状となる形状で、且つ、ノッチ、ミシン目線、ハーフカット線の単独、または複数の組み合わせで設けられていることを特徴とするスタンディングパウチ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP31566896A JP3935540B2 (ja) | 1996-11-13 | 1996-11-13 | スタンディングパウチ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP31566896A JP3935540B2 (ja) | 1996-11-13 | 1996-11-13 | スタンディングパウチ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH10147349A JPH10147349A (ja) | 1998-06-02 |
| JP3935540B2 true JP3935540B2 (ja) | 2007-06-27 |
Family
ID=18068145
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP31566896A Expired - Fee Related JP3935540B2 (ja) | 1996-11-13 | 1996-11-13 | スタンディングパウチ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3935540B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007331808A (ja) * | 2006-06-16 | 2007-12-27 | Toppan Printing Co Ltd | 収納物飛散防止用注出口付き包装袋 |
| USD716667S1 (en) | 2013-02-20 | 2014-11-04 | Dow Global Technologies Llc | Flexible pouch |
| US9211987B2 (en) | 2013-02-20 | 2015-12-15 | Dow Global Technologies Llc | Flexible pouch and dock system |
| USD770915S1 (en) | 2013-02-20 | 2016-11-08 | Dow Global Technologies Llc | Flexible pouch and dock system |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000175988A (ja) * | 1998-12-18 | 2000-06-27 | Dainippon Printing Co Ltd | 経腸栄養剤用容器 |
| JP2000211637A (ja) * | 1999-01-27 | 2000-08-02 | Toppan Printing Co Ltd | 開封が容易なトレ―インカ―トン |
| JP2007269350A (ja) * | 2006-03-31 | 2007-10-18 | Toyo Seikan Kaisha Ltd | スタンディングパウチ |
-
1996
- 1996-11-13 JP JP31566896A patent/JP3935540B2/ja not_active Expired - Fee Related
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007331808A (ja) * | 2006-06-16 | 2007-12-27 | Toppan Printing Co Ltd | 収納物飛散防止用注出口付き包装袋 |
| USD716667S1 (en) | 2013-02-20 | 2014-11-04 | Dow Global Technologies Llc | Flexible pouch |
| US9211987B2 (en) | 2013-02-20 | 2015-12-15 | Dow Global Technologies Llc | Flexible pouch and dock system |
| USD770915S1 (en) | 2013-02-20 | 2016-11-08 | Dow Global Technologies Llc | Flexible pouch and dock system |
| US9567139B2 (en) | 2013-02-20 | 2017-02-14 | Dow Global Technologies Llc | Flexible pouch and dock system |
Also Published As
| Publication number | Publication date |
|---|---|
| JPH10147349A (ja) | 1998-06-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JPH10129683A (ja) | スタンディングパウチ | |
| JPH1179195A (ja) | 詰め替え用パウチ | |
| JP2001018989A (ja) | 詰め替え用パウチ | |
| JP4121648B2 (ja) | 詰め替え用パウチ | |
| JPH1191807A (ja) | 注出口付きパウチ | |
| JP3883632B2 (ja) | スタンディングパウチ | |
| JP3935540B2 (ja) | スタンディングパウチ | |
| JP4390931B2 (ja) | 複合容器 | |
| JP3984327B2 (ja) | スタンディングパウチ | |
| JP4152157B2 (ja) | 注出通路付き包装用袋 | |
| JP4676597B2 (ja) | 自立性袋 | |
| JP2001002089A (ja) | 詰め替え用パウチ | |
| JP4286919B2 (ja) | 詰め替え用パウチ | |
| JPH10175646A (ja) | スタンディングパウチ | |
| JP3868568B2 (ja) | スタンディングパウチ | |
| JP4268255B2 (ja) | 詰め替え用パウチ | |
| JP4060930B2 (ja) | 詰め替え用パウチ | |
| JP2000281091A (ja) | 詰め替え用パウチ | |
| JP4467705B2 (ja) | 注ぎ出し口形成パウチ | |
| JP4028083B2 (ja) | 詰め替え用パウチ | |
| JP4303841B2 (ja) | 詰め替え用パウチ | |
| JP4357650B2 (ja) | 詰め替え用パウチ | |
| JP4334702B2 (ja) | 詰め替え用パウチ | |
| JP2001018990A (ja) | 詰め替え用パウチ | |
| JP3998764B2 (ja) | 詰め替え用パウチ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20060407 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060523 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060720 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070301 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070320 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100330 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110330 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110330 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120330 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130330 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130330 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140330 Year of fee payment: 7 |
|
| LAPS | Cancellation because of no payment of annual fees |