JP3924552B2 - 導電性ボールおよびそれを用いた電子部品の外部電極形成方法 - Google Patents
導電性ボールおよびそれを用いた電子部品の外部電極形成方法 Download PDFInfo
- Publication number
- JP3924552B2 JP3924552B2 JP2003170240A JP2003170240A JP3924552B2 JP 3924552 B2 JP3924552 B2 JP 3924552B2 JP 2003170240 A JP2003170240 A JP 2003170240A JP 2003170240 A JP2003170240 A JP 2003170240A JP 3924552 B2 JP3924552 B2 JP 3924552B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- conductive ball
- solder
- alloy
- temperature
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images










Landscapes
- Powder Metallurgy (AREA)
- Conductive Materials (AREA)
Description
【発明の属する技術分野】
本発明は、電子部品または回路基板上に形成された外部電極形成に用いられる導電性ボールおよびそれを用いた電子部品の外部電極形成方法に関し、特に、信頼性に優れる外部電極を形成することができる導電性ボールおよびそれを用いた電子部品の外部電極形成方法に関する。
【0002】
【従来の技術】
近年、携帯電話や携帯情報機器等の電子機器の小型化および軽量化を行うことを目的として、半導体装置の小型化および高密度化が図られている。そして、この目的のために、LSIチップを直接回路基板上に載置するベアチップ実装構造や、半導体装置の形状をLSIチップに極力近づけることにより小型化を図った所謂チップサイズパッケージ(Chip Size Package:CSP)構造の半導体装置を用いた実装構造が提案されている。上記二つの実装構造は、高密度の実装を実現するために、半導体装置の底面に接続部を配置した構造になっている。
【0003】
これらの実装構造においては、ベアチップあるいはCSPと、それを実装する回路基板との間に熱膨張係数の不整合があるので、両者の接続部には、熱応力に起因する熱歪みが発生する。そして、この熱歪みによる接合材料の金属疲労が、接合部に亀裂を引き起こし、この亀裂がやがて破断に至って、その電子機器の不良の発生を招来するという問題がある。
【0004】
接合材料の破断を防止するための熱応力緩和構造は、当然にして半導体装置の軽薄短小化、チップサイズの大型化、多ピン化が進む程設置が困難になるので、上記問題は、半導体装置の軽薄短小化、大型化、多ピン化が進むほど深刻になる。
【0005】
図5は、特開2000−315707号公報(特許文献1)等に記載されている第1の従来例の電子部品と回路基板の接続部の断面を示す図であり、図6は、熱応力が繰り返し作用した結果、図5の電子部品と回路基板の接続部に発生した亀裂を示す断面図である。
【0006】
図5において、56は電子部品、57は電子部品のランド、51は回路基板、52は回路基板のランド、54は接続部を示し、図6において、66は、亀裂を示している。
【0007】
有機基板に実装されている場合、良好なハンダ接続が得られていても、実装後にハンダ接続に熱応力が繰り返し作用して、接続部54に大きな歪みが発生する。そして、図6に示すような亀裂66が発生して、この亀裂66に起因する破断が起こり、電子機器の故障が発生する。
【0008】
上記問題を回避出来る接続部としては、特開2001−93329号公報(特許文献2)に記載されている第2の従来例の接続部がある。
【0009】
図7は、上記第2の従来例の接続部を形成するときに用いられる導電性ボール71の構造を示す断面図である。
【0010】
上記導電性ボール71は、高分子の球体からなるコア75の表面をCu層74で被覆し、更に、Cu層74をハンダ層77で被覆して形成されている。
【0011】
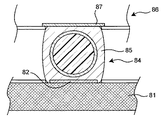
図8は、図7に示す導電性ボール71を用いて形成される第2の従来例の接続部84の断面図である。
【0012】
第2の従来例の接続部84は、電子部品86のランド87と、回路基板81のランド82の間を、図7に示した導電性ボール71を内包するように、導電性ボール71の外側からハンダ付けして形成されている。図8に示すように、図7に示すハンダ層77とハンダ付けするときに用いたハンダとは混ざり合って新たなハンダ層85を形成している。
【0013】
図8に示すように、図7に示す導電性ボール71を用いて接続部84を形成すると、電子部品86を回路基板81に実装したときに、電子部品86と回路基板81のギャップを保持することができると共に、電子部品86と回路基板81の熱膨張係数の不整合に起因する熱応力を緩和することができて、接続部84の信頼性を向上させることができる。
【0014】
図9(A)〜(C)は、第2の従来例の接続部を製造している途中の、製造途中の接続部を示す断面図である。
【0015】
以下に、図9(A)〜(C)を用いて第2の従来例の接続部の形成方法を説明する。
【0016】
先ず、図9(A)に示されている導電性ボール91を、樹脂のコア95の表面をCuメッキ94で被覆し、更にCuメッキ94をSn3.5Agハンダ90層でメッキして形成する。
【0017】
次に、図9(A)に示すように、上記導電性ボール91を、フラックス98を介してフラックス98の粘性を利用して電子部品96のランド97上に固定する。
【0018】
続いて、ハンダ層90の融点以上の温度で第1のリフローを行って、フラックス98とハンダ層90を混合して混合層100を形成し、図9(B)に99で示す外部電極を形成する。
【0019】
最後に、Sn−Ag系合金の粒子からなるハンダペースト103を回路基板101のランド102上に印刷した後、その上に外部電極99を接触させるように電子部品96を載置した状態で、混合層100の融点以上の温度で第2のリフローを行って、図8に示すような接続部を形成する。
【0020】
【特許文献1】
特開2000−315707号公報
【特許文献2】
特開2001−93329号公報
【0021】
【発明が解決しようとする課題】
しかしながら、上記第2の従来例の接続部では、上記第1のリフローを行うときの温度を高くしすぎると、第2のリフロー中に、図9(C)に示す外部電極99の混合層100と、回路基板101のランド102上に印刷されたハンダペースト103が濡れ合わず、図10に示すように、外部電極99の混合層100と、回路基板101のランド102上に印刷されたハンダペースト103との間に界面117が発生して、この界面117が接続部に対してクラックとして作用して、実装信頼性が大きく低下するという問題がある。
【0022】
更に、上記界面117が接続部を横断するように接続部全体に広がっている場合には、電子部品と回路基板の間で導通が得られず、初期不良が起こるという問題がある。
【0023】
本発明者は、上記界面117の発生原因について鋭意検討を行い、界面117の発生メカニズムを突き止めた。すなわち、本発明者は、上記第1のリフリーを行って外部電極を形成するときに、図11に示すように、Cu層124とSnを含むハンダ層130の界面にCu−Snの金属間化合物128が発生し、このCu−Snの金属間化合物128の一部が、外部電極129の表面に露出することを突き止め、更に、このCu−Snの金属間化合物128が露出した領域は、Sn−Ag系ハンダと濡れ性が非常に悪く、第2のリフローを行ったときに、金属間化合物128が露出した領域と、Sn−Ag系ハンダとの間に界面117が生じることを突き止めた。
【0024】
また、本発明者は、金属間化合物層128が外部電極129の表面上に露出する現象が、次のようなメカニズムで起こることを突き止めた。すなわち、導電性ボールをランド127上に載置した状態で第1のリフローを行うとき、ハンダ層130とCu層124との間に、ハンダ層130との濡れ性が悪い金属間化合物層128が生成するという現象が起こる。溶融した導電性ボールの最外部のハンダ層130には、次の4つの力、すなわち、Cu層124との濡れ力、表面張力、電子部品126のランド127との濡れ力および重力が働くが、上記金属間化合物層128が生成することにより、ハンダ層130に作用する力のうちで重力およびランド127との濡れ力が、金属間化合物層128との間に働く力よりも支配的になり、外部電極129の上部のハンダ層130がランド127側に溶け落ちるという現象が発生する。このようにして、外部電極129の上部に、Sn−Cu金属間化合物層128の露出部分が発生するのである。
【0025】
上記第1のリフローのピーク温度は、被加熱物内において、熱容量の分布などの要因でバラツキが生じる。一般には低ピーク温度による接続不良を懸念して、リフロー温度を高めに設定することが行われているが、リフロー温度が高すぎる場合には、上記のようなSn−Cu金属間化合物層128の露出の問題が生じる。したがって、リフローピーク温度が多少、高温側に振れた場合にも、安定的に接続部が形成できる技術が求められる。
【0026】
尚、外部電極の表面のハンダの濡れ性を改善し、外部電極の上部からハンダが溶け落ちるのを回避できるフラックスとして、活性力が高いハロゲン化物の含有量が多いフラックスがある。しかしながら、ハロゲン化物の含有量が多いフラックスを用いると、自然環境に対する負荷が大きくなるという問題がある。このことから、活性力の弱いフラックスを用いても、外部電極の上部からハンダ合金が溶け落ちるのを防ぐ手段が必要になる。
【0027】
そこで、本発明の目的は、電子部品を回路基板に実装した際に、導通不良や実装信頼性の低下を引き起こすクラックを生じない外部電極を形成できる導電性ボールおよびその導電性ボールを用いた電子部品の外部電極形成方法を提供することにある。
【0028】
【課題を解決するための手段】
上記目的を達成するため、この発明の導電性ボールは、
略球状の非金属材料からなるコアと、
上記コアの表面を被覆するように形成されると共に、CuもしくはNi、または、その両方を含む合金から成る第1の層と、
上記第1の層の表面を被覆するように形成されると共に、Snを含む合金から成る第2の層と、
上記第2の層の表面を被覆するように形成されると共に、上記第2の層を構成する材質の液相線温度よりも低い液相線温度を有し、かつ、上記第2の層を構成する材質の固相線温度以下の固相線温度を有する第3の層と
を備えることを特徴としている。
【0029】
上記発明の導電性ボールによれば、上記コアの表面に、CuあるいはNi、または、その両方を含む合金から成る第1の層を、例えば、無電解メッキ法等によって被覆させたので、非金属材料に直接電解メッキを行うことができない上記第2の層であるSnを含む合金を、上記第1の層を介して上記コアの表面に被覆することができる。
【0030】
また、上記発明の導電性ボールによれば、上記コアを樹脂等の非金属材料で構成したので、電子部品と回路基板の接続部に生じる応力を、樹脂等の非金属材料からなる上記コアの弾性によって緩和できて、接続部の信頼性を向上させることができる。
【0031】
また、上記発明の導電性ボールによれば、上記第3の層の液相線温度が上記第2の層を構成する材質の液相線温度よりも低い液相線温度であり、上記第3の層の固相線温度が上記第2の層を構成する材質の固相線温度以下の固相線温度であるので、上記発明の導電性ボールを用いて電子部品に外部電極を形成する場合に、第3の層の合金の液相線温度以上、かつ、第2の層の合金の液相線温度以下の温度でリフローすると、第3の層の流動性が高くできて、第3の層を電子部品のランド上によく濡れ広がらせることができ、冷却後に滑らかな表面形状を形成できる。また、上記リフローによって、第2の層の流動性が高くならないので、第2の層が外部電極の上部から溶け落ちずに、外部電極の表面に、上記第1の層の成分を含んだハンダ合金と濡れ性の悪いSnとCu、あるいは、SnとNiからなる金属間化合物が露出することを防止できる。したがって、ハンダペーストを用いて電子部品を回路基板に実装する際に、電子部品と回路基板の間の接続部に、上記金属間化合物の露出に起因するクラックが生じることがなくて、導通不良が生じるの防止することができる。
【0032】
また、一実施形態の導電性ボールは、上記第2の層が、非共晶組成の合金から成ることを特徴としている。
【0033】
上記実施形態によれば、上記第2の層を、非共晶組成の合金で構成したので、上記第3の層の固相線温度以上で、かつ、上記第2の層の固相線温度以上液相線温度以下の温度で、導電性ボールを載置した電子部品をリフローしたときに、上記第2の層と上記第3の層をより均質に混合できて、上記第2の層と第3の層の境界をよりいっそう明確でないようにできて、滑らかな表面形状を獲得することができる。したがって、上記第2の層と第3の層との境界で層の物性を離散的でなく連続的に変化させることができるので、表面形状に凹凸があることで応力が集中して亀裂が入ることを防止できて、界面に応力が集中したり、界面で剥離が起こったりすることを防止できる。
【0034】
また、一実施形態の導電性ボールは、上記第2の層と上記第3の層が、同じ金属元素を含み、上記第2の層における上記金属元素の組成と、上記第3の層における上記金属元素の組成は、異なることを特徴としている。
【0035】
上記実施形態によれば、上記第2の層と上記第3の層を、同じ金属元素を含む合金で構成したため、上記第2の層と上記第3の層の混合に対する相性を良くすることができて、リフロー後に、上記第2の層と上記第3の層の境界で層の物性を連続的に変化させることができる。したがって、界面で剥離が起こることを防止できる。
【0036】
また、一実施形態の導電性ボールは、上記第2の層が、Snの組成比が僅かに減少したときに液相線温度が上昇する性質を有する合金から成ることを特徴としている。
【0037】
上記実施形態によれば、上記第2の層を、Snの組成比が僅かに減少したときに液相線温度が上昇する性質を有する合金で構成したので、上記実施形態の導電性ボールを用いて電子部品に外部電極を形成する場合、リフロー中に、第2の層と第3の層の間でSnを含む金属間化合物が形成されて第2の層中のSnの絶対量が減少したとき、上記第2の層の液相線温度を上昇させることができる。したがって、上記第2の層の合金の液相線温度以下の温度でリフローを行えば、上記リフロー中に金属間化合物が生じることによって上記第2の層のSnの絶対量が減少して組成が変化しても、固液共存状態を保つことができて、外部電極の上部から上記第2の層が溶け落ちることを防止できて、外部電極の表面に濡れ性の悪い金属間化合物が露出することを防止できる。
【0038】
また、一実施形態の導電性ボールは、上記第2の層と上記第3の層が、SnとAgを含む合金から成り、上記第2の層と上記第3の層の各々で、上記Agが占める割合は、3.5重量パーセント以上50重量パーセント以下であり、かつ、上記第2の層は、上記第3の層よりもAgの割合が高いことを特徴としている。
【0039】
上記実施形態によれば、上記第2の層と上記第3の層の各々で、上記Agが占める割合を、3.5重量パーセント以上50重量パーセント以下にしたので、固相線温度を221℃と一定値にできると共に、液相線温度をAgの比率の増加に伴って単調に増加させることができる。このことから、リフロー中に上記第2の層と上記第3の層の界面で金属間化合物が生成して、上記第2の層におけるSnの絶対量が減少すると共に、Agの割合が相対的に増加したとしても、これに対応して上記第2の層の液相線温度も上昇するため、上記第2の層が、安易に液化することがなくて、安定的に固液共存状態を維持することができる。したがって、外部電極の上部から上記第2の層が溶け落ちることがないので、外部電極の表面に金属間化合物が露出することを防止できる。また、上記第2の層のAgの割合を、上記第3の層のAgの割合よりも高くして、上記第3の層の液相線温度を上記第2の液相線温度よりも低くしたので、リフロー中に、上記第3の層の流動性を高くすることができて、上記第3の層を、電子部品のランド上によく濡れ広がらせることができて、冷却後に滑らかな表面形状を形成することができる。
【0040】
また、この発明の電子部品の外部電極形成方法は、
請求項1乃至5のいずれか1つに記載の導電性ボールを、電子部品のランド上に載置する工程と、
上記載置された上記導電性ボールを、上記導電性ボールの上記第2の層を構成する合金の液相線温度より低く、かつ、上記導電性ボールの上記第3の層を構成する合金の液相線温度より高いピーク温度を有する温度で加熱する工程と
を備えることを特徴としている。
【0041】
上記発明の電子部品の外部電極形成方法によれば、上記導電性ボールを、上記導電性ボールの上記第2の層を構成する合金の液相線温度より低く、かつ、上記導電性ボールの上記第3の層を構成する合金の液相線温度より高いピーク温度を有する温度で加熱する工程を備えるので、この工程で、流動性が高い上記第3の層を、電子部品のランド上によく濡れ広がらせることができて、冷却後も滑らかな表面形状を形成することができる。また、固相が存在して流動性がさほど高くない上記第2の層を、外部電極の上部から溶け落ちないようにすることができる。したがって、外部電極の表面に、上記第1の層の成分を含んだハンダ合金と濡れ性の悪いSnとCu、あるいは、SnとNiからなる金属間化合物が露出することを防止できて、ハンダペーストを用いて電子部品を回路基板に実装する際に、導通不良が生じるのを防止できる。
【0042】
また、この発明の電子部品の外部電極形成方法は、
電子部品のランド上にハンダペーストを塗布する工程と、
請求項1乃至5のいずれか1つに記載の導電性ボールを、上記ハンダペーストが塗布された電子部品のランド上に載置する工程と、
上記電子部品のランド上に載置した上記導電性ボールを加熱する工程とを備え、
上記ハンダペーストに含まれる合金粒子の液相線温度は、上記第2の層を構成する合金の液相線温度よりも低く、
上記導電性ボールを加熱する工程における加熱温度のピーク温度は、上記第2の層を構成する合金の液相線温度よりも低く、かつ、上記合金粒子の液相線温度よりも高いことを特徴としている。
【0043】
上記発明の電子備品の外部電極形成方法によれば、上記導電性ボールを加熱する工程における加熱温度のピーク温度を、上記第2の層を構成する合金の液相線温度よりも低く、かつ、上記合金粒子の液相線温度よりも高くしたので、上記ハンダペーストの合金粒子を、電子部品のランドおよび導電性ボールの表面に、均等に濡れ広げることができる。また、導電性ボールの第2の層が、外部電極の表面からランド側に溶け落ちることを防止できて、上記第1の層と上記第2の層との界面に形成された金属間化合物層が表面に露出することを防止できる。
【0044】
【発明の実施の形態】
以下、本発明を図示の実施の形態により詳細に説明する。
【0045】
図1は、本発明の一実施形態の導電性ボール1の中心を含む断面図である。
【0046】
この導電性ボール1は、該導電性ボール1の中心と略同じ中心を有し、かつ、該導電性ボール1の半径よりも小さな半径を有する球体から成るコア5と、このコア5の表面を隙間無く被覆するように配置されており、かつ、被覆膜の径方向の膜厚が略等しい第1の層の一例としてのCu層4と、このCu層4の表面を隙間無く被覆するように配置されており、かつ、被覆膜の径方向の膜厚が略等しい第2の層の一例としてのハンダ内層3と、このハンダ内膜3の表面を隙間無く被覆するように配置されており、かつ、被覆膜の径方向の膜厚が略等しい第3の層の一例としてのハンダ外層2とから構成されている。
【0047】
上記コア5は、例えば、エポキシ樹脂、ポリカーボネート、ポリテレフタレート等の有機重合体・有機共重合体等の材料からなっており、電子部品を回路基板に実装したとき、樹脂材料が持つ弾性によって接続部に生じる応力を緩和できるようになっている。また、上記コア5を構成する微粒子は、例えば、懸濁重合法や分散重合法等の合成方法によって合成されている。
【0048】
尚、コア5の材料として、セラミックス等、リフロー温度では形状が変化しない高融点の無機材料を用いても良く、この場合、電子部品を回路基板に実装するときに、リフロー中においても、コア5が溶融せずにコア5の形状を維持することができて、電子部品と回路基板のギャップをコア5の直径以上に高く保持することができ、外部電極に生じる熱歪みの集中を低減することができる。
【0049】
上記Cu層4は、3μm以上の厚さを有し、外部電極形成や電子部品を回路基板に実装する際のリフロープロセスや、製品として実使用される間に、Cuがハンダ合金側に拡散しても、コア5の表面に残留するようになっている。尚、上記Cu層4をコア5に被覆する方法としては、コア5の表面に触媒を付着させて無電解Cuメッキを行ない、更にCu層4の厚さが数μm程度になるように、硫酸銅メッキ浴により電解Cuメッキを行なう方法等がある。
【0050】
上記ハンダ内層3は、Snを含む合金であり、Cu層4よりも液相線温度が高い合金で構成されている。また、上記ハンダ外層2は、ハンダ内層3より液相線温度が低い合金で構成されている。詳細には、上記ハンダ内層3とハンダ外層2は、Sn−Ag合金で構成されており、ハンダ外層2のAg重量パーセント組成は、3.5重量パーセントの組成(これを、Sn3.5Agと示す)になっており、ハンダ内層3のAg重量パーセント組成は、10.0重量パーセントの組成(Sn10.0Ag)になっている。このように上記ハンダ内層3とハンダ外層2を同じSn−Ag合金で構成することによって、リフロー後にハンダ外層2とハンダ内層3との界面で、物性が大きく変化しないようにして、リフロー処理の前後で、組成が大きく異ならないようにしている。この実施形態の導電性ボールのように、ハンダ内層3とハンダ外層2を構成する材料として、Sn−Ag合金を採用すると、共晶組成において、材料強度を最も優れたものにできて、かつ、液相線温度も、最も低くすることができる。
【0051】
図2は、Sn−Ag合金の状態図であり、Sn−Ag合金においてAgが占める重量パーセントと、共晶温度との関係を示す図である。
【0052】
図2において、Lで示す領域は、液相の状態を示し、L+Sで示す領域は、液相と固相の共存状態を示し、Sで示す領域は、固相の状態を示している。
【0053】
図2に示すように、Sn−Ag合金は、Agが3.5重量パーセントの場合に221℃の共晶温度を持っている。また、Agが3.5重量パーセント以上50重量パーセント以下の領域では、固相線温度が221℃と一定値になり、かつ、液相線温度がAgの比率の増加に伴って単調に増加している。このことから、リフロー中にハンダ内層3とCu層4の界面で金属間化合物が生成して、ハンダ内層3におけるSnの絶対量が減少すると共に、Agの割合が相対的に増加したとしても、これに対応して図2にBで示す液相線温度も上昇するため、ハンダ内層3が、安易に液化することがなくて、安定的に固液共存状態を維持することができる。したがって、外部電極形成時の第1のリフローの最中に、ハンダ内層3の流動性が高くなりすぎることがなくて、外部電極の上部からハンダ内層3が溶け落ちることがないので、外部電極の表面に、図11に128で示したような金属間化合物が露出することがない。
【0054】
また、Sn―Ag合金を、図2にAで示す固相線温度以上の温度で溶融させてから冷却すると、凝固時にAg3Snの初晶が形成されるので、共晶組成のSn−Ag合金において、硬いAg3Snの微細化した初晶を分散させることができて、強度を向上させることができる。しかしながら、Agが占める重量パーセントの割合を高い値に設定すると、Ag3Snが粗大化して、冷却後のSn−Ag合金の強度が低下するので、Agが占める重量パーセントの割合を、Agの組成は3.5重量パーセントに対して大きくなりすぎない値に設定する必要がある。
【0055】
また、導電性ボールを用いて形成した外部電極を有する電子部品を回路基板に実装する場合、ハンダ内層3の液相線温度を、電子部品の実装において一般的に使われるリフロー温度よりも、十分に高く設定して、電子部品の実装中にハンダ内層3が液相のみの状態にならないようにする必要がある。
【0056】
詳細には、電子部品をプリント基板に実装する場合のリフロー温度は、220〜260℃くらいであり、電子部品に外部電極を形成する場合に想定されるリフロー温度は、300℃以下であるので、ハンダ内層3におけるAg組成重量パーセントを、この実施形態のAg組成10.0重量パーセントのように、図2に実線Bで示す液相線温度260℃に対応するAg組成5.5重量パーセント以上、液相線温度300℃に対応するAg組成10重量パーセント以下に設定することが望ましい。
【0057】
尚、ハンダ外層2、ハンダ内層3の形成方法としては、電解メッキ法や、ディップコーティング法等がある。
【0058】
以上、この実施形態の導電性ボール1では、ハンダ内層3およびハンダ外層2がSn―Ag合金である場合を例に説明を行ったが、この発明の導電性ボールでは、第2の層および第3の層が、Sn―Ag合金以外のSn−Pb合金や、Sn−Ag−Cu合金や、Sn―Zn合金等の他のSn系合金でも良く、この場合も、第2の層および第3の層がSn―Ag合金である上記実施形態の導電性ボール1と同様な考えで、Pb組成重量パーセントや、Ag−Cu組成重量パーセントや、Zn組成重量パーセントを決めることができる。
【0059】
上記実施形態の導電性ボール1によれば、ハンダ外層2については、共晶組成に近いAgの重量パーセントが3.5重量パーセントのSn―Ag合金で構成し、ハンダ内層3については、Snの組成が減少することによって液相線温度が上昇するAgの重量パーセントが10.0重量パーセントのSn―Ag合金で構成したので、リフロー中に、ハンダ内層3とCu層4の界面でCu−Sn金属間化合物が生成して、ハンダ内層3のSnの絶対量が減少しても、上昇したハンダ内層3の液相線温度がリフロー温度以下に下がることがない。
【0060】
尚、第3の層と第2の層を、Sn−Pb合金で成膜する場合には、183℃の固相線温度と、Snが減少するほど高くなる液相線温度とを持つPb重量パーセント組成が38.1〜80.8重量パーセントのSn−Pb合金を使用すると、上記実施形態のSn−Ag合金で得た作用効果と同様の作用効果を得ることができる。また、同様に、第3の層と第2の層を、Sn−Bi合金で成膜する場合には、一定の固相線温度と、Snが減少した場合に上昇する液相線温度を持つBi重量パーセント組成が57〜99.9重量パーセントのSn−Bi合金を使用すると、上記実施形態のSn−Ag合金で得た作用効果と同様の作用効果を得ることができ、第3の層と第2の層を、Sn−Zn合金で成膜する場合には、一定の固相線温度と、Snが減少した場合に上昇する液相線温度を持つZn重量パーセント組成が8.8〜100重量パーセントのSn−Zn合金を使用すると、上記実施形態のSn−Ag合金で得た作用効果と同様の作用効果を得ることができる。
【0061】
図3(A)、(B)は、本発明の電子部品の外部電極形成方法の一実施形態を説明する製造途中の外部電極および完成状態の外部電極を示す断面図である。
【0062】
以下に、図3(A)、(B)を用いて、本発明の電子部品の外部電極形成方法の一実施形態の説明を行うことにする。
【0063】
先ず、図3(A)に示すように、電子部品36のランド37上に、ピンを用いて転写する方法等でフラックス38を塗布し、上記実施形態の導電性ボール1を、フラックス38上にフラックス38の粘性を用いて載置する。
【0064】
上記導電性ボール1を載置する方法としては、真空系を備えたマウンタにランドパターンに対応して穴をあけたジグを用いて、その穴に導電性ボール1を真空吸着し、電子部品36上で真空を解除することでランド37上に導電性ボール1を載置する方法等がある。尚、ランド上にフラックスを介して導電性ボールを載置する別の方法としては、ジグに吸着された導電性ボールの下面をフラックス溜まりに押し付け、その後で導電性ボールをランド上に載置する方法等もある。
【0065】
次に、ランド37上にフラックス38を介して導電性ボール1が載置されている状態で、ハンダ外層2の固相線温度以上で、かつ、ハンダ内層3の合金の液相線温度以下の温度でリフローを行い、Cu層4と図3(B)に示すハンダ層30との界面に、Cu−Sn金属間化合物(図示せず)を生成する。例えば、この実施形態のように導電性ボール1のハンダ外層2がSn3.5Agで、ハンダ内層3がSn10Agである場合には、221℃以上300℃以下の温度でリフローを行い、Cu−Sn金属間化合物(図示せず)を生成する。この実施形態の方法では、ハンダ外層2の固相線温度以上で、かつ、ハンダ内層3の合金の液相線温度以下の温度でリフローを行ったので、リフロー中に外部電極31の表面を隙間無くSn−Ag合金で覆うことができて、上記Cu−Sn金属間化合物が外部電極31の表面に露出することを防止することができる。
【0066】
尚、導電性ボールのハンダ外層とハンダ内層の厚みが薄いと、外部電極を形成するためのハンダの体積が不足し、ランドとコアにはさまれた領域で、外部電極がくびれることがある。そして、電子部品をハンドリングするとき等に、外部電極が衝撃を受けたり、物に当たったりして、上記くびれた部分に応力が集中して、外部電極の破損が発生することがある。このことから、ハンダ外層2とハンダ内層3の厚さの合計を、コア5とランド37の直径に基づいて変化させて、くびれた部分を防止できる十分な厚さに設定する必要がある。例えば、この実施形態では、ランド37の直径を0.28mmφに設定すると共に、コア5の直径が0.25mmφ、Cu層4の厚みが5μmの導電性ボール1を用いて外部電極を形成しているが、ハンダ外層2とハンダ内層3をそれぞれ10μmに設定(合わせて20μmの厚さに設定)して、くびれのない外部電極を形成するようにしている。
【0067】
上記フラックス38の代わりに、電子部品のランド上にハンダペーストを印刷等の手法により塗布して、ハンダペーストの粘性によって、導電性ボールを固定する方法もある。この場合、使用に適する合金は、ハンダペーストに含まれる合金粒子が導電性ボールのハンダ内層よりも低い液相線温度を持つSn3.5AgやSn3Ag0.5Cu等の合金である。尚、ハンダペーストを用いて導電性ボールを固定する場合でも、ハンダ内層の液相線温度より低く、かつ、ハンダペースト中の合金粒子の液相線温度よりも高いピーク温度で、リフローを行うことによって、Cu層とハンダ内層との界面に形成されたCu−Sn金属間化合物層が、外部電極の表面に露出することを防止することができる。
【0068】
図4(A)は、回路基板41のランド42に、ハンダペースト43を介して図3(B)に示す電子部品36の外部電極31がマウントされている状態を示す断面図であり、図4(B)は、図4(A)に示されている電子部品36がマウントされている状態で、リフローを行って、回路基板41と電子部品36との間に接続部44を形成した状態の断面図である。
【0069】
上記ハンダペースト43は、マスク印刷等によってランド42に塗布される。また、上記ハンダペースト43のハンダ粒子としては、Sn3.5Agや、Sn3Ag0.5Cu等を使用している。また、上記リフローを行うときの温度を、従来、ハンダペーストのハンダ粒子としてSn3.5AgやSn3Ag0.5Cuのハンダ粒子を用いて電極を形成した電子部品を、固体基板のランドに固着するのに用いるリフロー温度と同様の230〜260℃に設定している。
【0070】
図4(B)に示すように、リフローを行った後の状態では、図4(A)に示したリフロー前の状態で存在していたハンダ合金30とハンダペースト43が均質に交じり合って、ハンダ合金30とハンダペースト43との間の界面50が消滅し、これら二つの層が混合層45を形成している。
【0071】
図4(B)に示したような接続部44を形成することによって、樹脂材料からなるコア5の弾性によって、接続部に生じる応力を緩和することができるので、従来のハンダボールを用いて形成された外部電極を持つ電子部品を実装する場合と比較して、温度サイクルにおける実装信頼性を向上させることができる。
【0072】
上記実施形態の導電性ボール1によれば、コア5の表面に、Cu4層を被覆させたので、非金属材料に直接電解メッキを行うことができないSnを含むハンダ内層3を、Cu4層を介してコア5の表面に被覆することができる。
【0073】
また、上記実施形態の導電性ボール1によれば、コア5を樹脂等の非金属材料で構成したので、電子部品36と回路基板41の接続部に生じる応力を、コア5の弾性によって緩和できて、接続部の信頼性を向上させることができる。
【0074】
また、上記実施形態の導電性ボール1によれば、ハンダ外層2の液相線温度と固相線温度を、夫々、ハンダ内層3を構成する材質の液相線温度よりも低く、かつ、ハンダ内層3を構成する材質の固相線温度以下になるようにしたので、ハンダ外層2の液相線温度以上、かつ、ハンダ内層3の液相線温度以下の温度でリフローを行うことによって、ハンダ外層2の流動性を高くできて、ハンダ外層2を電子部品のランド上によく濡れ広がるようにすることができて、冷却後に滑らかな表面形状を形成することができる。また、上記温度でリフローを行うことによって、ハンダ内層3を固液共存状態にすることができて、流動性が高くなりすぎないようにすることができて、ハンダ内層3を外部電極31(図3(B)参照)上部から溶け落ちないようにすることができるので、外部電極31の表面に、Cu層4の成分を含んだハンダ合金と濡れ性の悪いSnとCuからなる金属間化合物が露出することを防止できて、電子部品36を回路基板41に接続した際、この接続部44に導通不良が生じるの防止することができる。
【0075】
また、上記実施形態の導電性ボールによれば、上記ハンダ内層3を、非共晶組成の合金で構成したので、ハンダ外層2の固相線温度以上で、かつ、ハンダ内層3の固相線温度以上液相線温度以下の温度で、導電性ボール1を載置した電子部品36をリフローした場合に、ハンダ内層3とハンダ外層2をより均質に混合することができて、滑らかな表面形状を獲得することができる。したがって、ハンダ内層3とハンダ外層2との境界で層の物性を離散的でなく連続的に変化させることができるので、ハンダ内層3とハンダ外層2の界面に亀裂や剥離が生じることを防止できる。
【0076】
また、上記実施形態の導電性ボール1によれば、上記ハンダ内層3とハンダ外層2を、同じ金属元素を含む合金で構成したため、リフロー後に、ハンダ外層3とハンダ内層2の境界で層の物性を連続的に変化させることができて、界面に亀裂や剥離が生じることを防止できる。
【0077】
また、上記実施形態の導電性ボール1によれば、上記ハンダ内層3を、Snの組成比が僅かに減少したときに液相線温度が上昇する性質を有する合金で構成したので、上記実施形態の導電性ボール1を用いて電子部品36に外部電極31を形成する場合、リフロー中に、ハンダ内層3とハンダ外層2の間でSnを含む金属間化合物が形成されてハンダ内層3中のSnの絶対量が減少したとき、ハンダ内層3の液相線温度を上昇させることができる。したがって、上記ハンダ内層3の合金の液相線温度以下の温度でリフローを行うことによって、上記リフロー中に金属間化合物が生じることによってハンダ内層3のSnの絶対量が減少するようにハンダ内層3の組成が変化しても、固液共存状態を保つことができて、外部電極31の上部からハンダ内層3が溶け落ちることを防止できて、外部電極31の表面に濡れ性の悪い金属間化合物が露出することを防止できる。
【0078】
また、上記実施形態の導電性ボール1によれば、上記ハンダ内層3のAgが占める割合を10.0重量パーセントにすると共に、ハンダ外層2のAgが占める割合を3.5重量パーセントにし、共に3.5重量パーセント以上50重量パーセント以下にしたので、固相線温度を221℃と一定値にできると共に、液相線温度をAgの比率の増加に伴って単調に増加させることができる。このことから、リフロー中にハンダ内層3とハンダ外層2の界面で金属間化合物が生成して、ハンダ内層3におけるSnの絶対量が減少すると共に、Agの割合が相対的に増加したとしても、これに対応して液相線温度も上昇するため、ハンダ内層3が、安易に液化することがなくて、安定的に固液共存状態を維持することができる。したがって、外部電極31の上部からハンダ内層3が溶け落ちることがないので、外部電極31の表面に金属間化合物が露出することを防止できる。また、上記ハンダ内層3のAgの割合を、ハンダ外層2のAgの割合よりも高くして、ハンダ外層2の液相線温度をハンダ外層2の液相線温度よりも低くしたので、リフロー中に、ハンダ外層2の流動性を高くすることができて、ハンダ外層2を、電子部品36のランド37上によく濡れ広がらせることができて、冷却後に滑らかな表面形状を形成することができる。
【0079】
また、上記実施形態の電子部品の外部電極形成方法によれば、上記導電性ボール1を、導電性ボール1のハンダ内層3を構成する合金の液相線温度より低く、かつ、導電性ボール1のハンダ外層2を構成する合金の液相線温度より高いピーク温度を有する温度で加熱する工程を備えるので、この工程で、流動性が高いハンダ外層2を、電子部品36のランド37上によく濡れ広がらせることができて、冷却後も滑らかな表面形状を形成することができる。また、固相が存在して流動性がさほど高くないハンダ内層3を、外部電極31の上部から溶け落ちないようにすることができる。したがって、外部電極31の表面に、Cu層4の成分を含んだハンダ合金と濡れ性の悪いSnとCuからなる金属間化合物が露出することを防止できて、電子部品36と回路基板41を接続したとき、接続部44に導通不良が生じるの防止できる。
【0080】
尚、上記実施形態の導電性ボール1では、第1の層としてのCu層4の層厚を3μm以上の厚さにしたが、この発明の導電性ボールでは、第1の層としてのCu層の層厚を3μmより小さくしても良い。
【0081】
また、上記実施形態の導体性ボール1では、第1の層をCu層4で構成したが、この発明の導体性ボールでは、第1の層をCu層4の代わりにNi層で構成しても良く、第1の層をCu層4の代わりにCuとNiの合金の層で構成しても良い。そして、これらの場合においても、第1の層をCu層4で構成した場合と同様の作用効果を得ることができる。尚、Niについても、Cuと同じく、無電解メッキと電解メッキによってコアの表面を被覆することができ、第1の層をNi層で構成した場合、Ni層と第2の層との界面に形成されるのはSn−Ni金属間化合物となる。
【0082】
本発明者は、比較例として、樹脂からなる球状のコアの表面にCuメッキを行ない、さらにSn3.5Agをメッキした導電性ボールを用いて、電子部品を回路基板に実装し、電子部品と回路基板との間に形成された接続部の物理的性質を調査した。
【0083】
詳細には、電子部品上に0.5mmピッチで形成された0.28mmφのランドにフラックスを塗布し、このフラックス上に、0.26mmφのコアに3μm厚のCu層と17μm厚のSn3.5Ag層を順次被覆した導電性ボールを載置した後、ピーク温度250℃でリフローを行なって、外部電極を形成した。続いて、プリント基板のランド上にハンダペーストをマスク印刷した後、先ほどの電子部品を、外部電極の位置とプリント基板のランドの位置とを対応させて載置して、ピーク温度245℃でリフローして接続部を作製した。本発明者は、このような方法で、20サンプルの接続部を形成し、20のサンプル全てに導通検査を行った。
【0084】
その結果、比較例の接続部は、上記実施形態の導電性ボール1を用いて形成される接続部と異なり、図10に示されるような界面117を有する形状となり、かつ、20サンプルの全てにおいて、接続部で導通不良が生じていることを確認した。
【0085】
【発明の効果】
以上より明らかなように、上記発明の導電性ボールによれば、コアの表面に、CuあるいはNi、または、その両方を含む合金から成る第1の層を、例えば、無電解メッキ法等によって被覆させたので、非金属材料に直接電解メッキを行うことができない上記第2の層であるSnを含む合金を、上記第1の層を介して上記コアの表面に被覆することができる。
【0086】
また、上記発明の導電性ボールによれば、上記第3の層の液相線温度と固相線温度の夫々が、上記第2の層を構成する材質の液相線温度よりも低い液相線温度であると共に、上記第2の層を構成する材質の固相線温度以下の固相線温度であるので、この発明の導電性ボールを用いて電子部品に外部電極を形成する場合に、第3の層の合金の液相線温度以上、かつ、第2の層の合金の液相線温度以下の温度でリフローすることにより、第3の層の流動性を高くできて、第3の層を電子部品のランド上によく濡れ広がらせることができて、冷却後に滑らかな表面形状を形成することができる。また、上記温度を用いてリフローを行えば、第2の層の流動性が高くならないので、第2の層が外部電極の上部から溶け落ちずに、外部電極の表面に、上記第1の層の成分を含んだハンダ合金と濡れ性の悪いSnとCu、あるいは、SnとNiからなる金属間化合物が露出することを防止できる。したがって、例えば、ハンダペーストを用いて電子部品を回路基板に実装する際に、導通不良が生じるの防止することができる。
【図面の簡単な説明】
【図1】 本発明の一実施形態の導電性ボールの断面図である。
【図2】 Sn−Ag合金の状態図である。
【図3】 図3(A)は、本発明の電子部品の外部電極形成方法の一実施形態を説明する製造途中の外部電極を示す断面図であり、図3(B)は、完成状態の外部電極を示す断面図である。
【図4】 図4(A)は、回路基板のランドに、ハンダペーストを介して図3(B)に示す電子部品の外部電極がマウントされている状態を示す断面図であり、図4(B)は、図4(A)の状態で、リフローを行って、回路基板と電子部品との間に接続部を形成した状態の断面図である。
【図5】 第1の従来例の電子部品と回路基板との接続部の断面を示す図である。
【図6】 図5に示す第1の従来例の接続部に発生した亀裂を示す断面図である。
【図7】 第2の従来例の接続部を形成するときに用いられる導電性ボールの構造を示す断面図である。
【図8】 図7に示す導電性ボールを用いて形成される第2の従来例の接続部の断面図である。
【図9】 第2の従来例の接続部を製造している最中の、製造途中の接続部を示す断面図である。
【図10】 第2の従来例の接続部に生じた界面を示す断面図である。
【図11】 第2の従来例の接続部の形成に用いる外部電極に発生する問題を説明する断面図である。
【符号の説明】
1 導電性ボール
2 ハンダ外層
3 ハンダ内層
4 Cu層
5 コア
31 外部電極
36 電子部品
37 ランド
38 フラックス
41 回路基板
42 ランド
43 ハンダペースト
44 接続部
Claims (7)
- 略球状の非金属材料からなるコアと、
上記コアの表面を被覆するように形成されると共に、CuもしくはNi、または、その両方を含む合金から成る第1の層と、
上記第1の層の表面を被覆するように形成されると共に、Snを含む合金から成る第2の層と、
上記第2の層の表面を被覆するように形成されると共に、上記第2の層を構成する材質の液相線温度よりも低い液相線温度を有し、かつ、上記第2の層を構成する材質の固相線温度以下の固相線温度を有する第3の層と
を備えることを特徴とする導電性ボール。 - 請求項1に記載の導電性ボールにおいて、
上記第2の層は、非共晶組成の合金から成ることを特徴とする導電性ボール。 - 請求項1に記載の導電性ボールにおいて、
上記第2の層と上記第3の層は、同じ金属元素を含み、
上記第2の層における上記金属元素の組成と、上記第3の層における上記金属元素の組成は、異なることを特徴とする導電性ボール。 - 請求項1に記載の導電性ボールにおいて、
上記第2の層は、Snの組成比が僅かに減少したときに液相線温度が上昇する性質を有する合金から成ることを特徴とする導電性ボール。 - 請求項1に記載の導電性ボールにおいて、
上記第2の層と上記第3の層は、SnとAgを含む合金から成り、
上記第2の層と上記第3の層の各々で、上記Agが占める割合は、3.5重量パーセント以上50重量パーセント以下であり、かつ、上記第2の層は、上記第3の層よりもAgの割合が高いことを特徴とする導電性ボール。 - 請求項1乃至5のいずれか1つに記載の導電性ボールを、電子部品のランド上に載置する工程と、
上記載置された上記導電性ボールを、上記導電性ボールの上記第2の層を構成する合金の液相線温度より低く、かつ、上記導電性ボールの上記第3の層を構成する合金の液相線温度より高いピーク温度を有する温度で加熱する工程と
を備えることを特徴とする電子部品の外部電極形成方法。 - 電子部品のランド上にハンダペーストを塗布する工程と、
請求項1乃至5のいずれか1つに記載の導電性ボールを、上記ハンダペーストが塗布された電子部品のランド上に載置する工程と、
上記電子部品のランド上に載置した上記導電性ボールを加熱する工程とを備え、
上記ハンダペーストに含まれる合金粒子の液相線温度は、上記第2の層を構成する合金の液相線温度よりも低く、
上記導電性ボールを加熱する工程における加熱温度のピーク温度は、上記第2の層を構成する合金の液相線温度よりも低く、かつ、上記合金粒子の液相線温度よりも高いことを特徴とする電子部品の外部電極形成方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003170240A JP3924552B2 (ja) | 2003-06-16 | 2003-06-16 | 導電性ボールおよびそれを用いた電子部品の外部電極形成方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003170240A JP3924552B2 (ja) | 2003-06-16 | 2003-06-16 | 導電性ボールおよびそれを用いた電子部品の外部電極形成方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005005630A JP2005005630A (ja) | 2005-01-06 |
| JP3924552B2 true JP3924552B2 (ja) | 2007-06-06 |
Family
ID=34095093
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003170240A Expired - Fee Related JP3924552B2 (ja) | 2003-06-16 | 2003-06-16 | 導電性ボールおよびそれを用いた電子部品の外部電極形成方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3924552B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101965617B (zh) * | 2008-03-07 | 2013-03-06 | 富士通株式会社 | 导电材料、导电膏、电路板以及半导体器件 |
| EP3967443A1 (en) * | 2020-09-10 | 2022-03-16 | Senju Metal Industry Co., Ltd. | Core material, electronic component and method for forming bump electrode |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5036265B2 (ja) * | 2005-09-21 | 2012-09-26 | 株式会社新菱 | 接続端子用ボールのめっき方法 |
| JP2007220839A (ja) * | 2006-02-16 | 2007-08-30 | Sekisui Chem Co Ltd | 回路基板および回路の電極接続構造体 |
| JP4354469B2 (ja) | 2006-08-11 | 2009-10-28 | シャープ株式会社 | 半導体装置および半導体装置の製造方法 |
| JP5328434B2 (ja) * | 2008-03-19 | 2013-10-30 | 積水化学工業株式会社 | 導電性微粒子、及び、導電接続構造体 |
| JP5324330B2 (ja) * | 2008-06-19 | 2013-10-23 | ナトコ株式会社 | 導電性粒子、導電性材料および異方性導電膜 |
| JP2010223852A (ja) * | 2009-03-25 | 2010-10-07 | Toshiba Corp | 電気検査用プローブ及びその製造方法並びに半導体装置の製造方法 |
| JP5421667B2 (ja) * | 2009-06-22 | 2014-02-19 | 積水化学工業株式会社 | 導電性微粒子、異方性導電材料及び接続構造体 |
| KR100955705B1 (ko) | 2009-08-25 | 2010-05-03 | 덕산하이메탈(주) | 코어 솔더볼, 코어 솔더볼 제조방법 및 이를 포함하는 전자부품 |
| KR101101550B1 (ko) * | 2009-09-14 | 2012-01-02 | 삼성전기주식회사 | 솔더 볼 및 반도체 패키지 |
| JP2011086790A (ja) * | 2009-10-16 | 2011-04-28 | Japan Radio Co Ltd | 電子部品およびその製造方法 |
| KR101085525B1 (ko) | 2010-01-08 | 2011-11-23 | 덕산하이메탈(주) | 코어 솔더볼, 코어 솔더볼 제조방법 및 이를 포함하는 전자부품 |
| KR101049520B1 (ko) | 2011-03-04 | 2011-07-15 | 덕산하이메탈(주) | 코어 솔더볼, 코어 솔더볼의 제조방법 및 이를 이용한 전자부품 |
| JP5367924B1 (ja) * | 2012-03-23 | 2013-12-11 | 株式会社Neomaxマテリアル | はんだ被覆ボールおよびその製造方法 |
| JP6057224B2 (ja) * | 2012-08-31 | 2017-01-11 | パナソニックIpマネジメント株式会社 | 部品実装構造体 |
| WO2014207897A1 (ja) * | 2013-06-28 | 2014-12-31 | 千住金属工業株式会社 | はんだ材料及びはんだ継手 |
| KR101563884B1 (ko) | 2013-12-26 | 2015-10-28 | 주식회사 휘닉스소재 | 코어 솔더 볼, 이의 제조 방법 및 이를 포함하는 전자부품 |
| KR101877931B1 (ko) * | 2016-12-06 | 2018-07-12 | 주식회사 테토스 | 솔더 입자의 제조 방법 |
| US11322469B2 (en) * | 2017-12-18 | 2022-05-03 | Intel Corporation | Dual solder methodologies for ultrahigh density first level interconnections |
| KR102392856B1 (ko) * | 2020-05-29 | 2022-05-02 | 엠케이전자 주식회사 | 핀 그리드 어레이 방식의 반도체 패키지 |
| JP2022043722A (ja) * | 2020-09-04 | 2022-03-16 | 株式会社新菱 | Sn-In系低融点接合部材およびその製造方法ならびに半導体電子回路およびその実装方法 |
-
2003
- 2003-06-16 JP JP2003170240A patent/JP3924552B2/ja not_active Expired - Fee Related
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101965617B (zh) * | 2008-03-07 | 2013-03-06 | 富士通株式会社 | 导电材料、导电膏、电路板以及半导体器件 |
| EP3967443A1 (en) * | 2020-09-10 | 2022-03-16 | Senju Metal Industry Co., Ltd. | Core material, electronic component and method for forming bump electrode |
| US11495566B2 (en) | 2020-09-10 | 2022-11-08 | Senju Metal Industry Co., Ltd. | Core material, electronic component and method for forming bump electrode |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005005630A (ja) | 2005-01-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3924552B2 (ja) | 導電性ボールおよびそれを用いた電子部品の外部電極形成方法 | |
| KR101317019B1 (ko) | 전자 디바이스 및 납땜 방법 | |
| JP3981089B2 (ja) | 半導体装置とその製造方法 | |
| KR101332532B1 (ko) | 전자 장치의 제조 방법, 전자 부품 탑재용 기판 및 반도체 소자 탑재용 기판의 제조 방법 | |
| JP4791685B2 (ja) | 導電性ボール、電極構造、電子部品の電極の形成方法、電子部品ならびに電子機器 | |
| US8673762B2 (en) | Solder, soldering method, and semiconductor device | |
| US20080244900A1 (en) | Flux for Soldering and Soldering Process | |
| CN110325320A (zh) | 焊接材料、焊膏、泡沫焊料和焊料接头 | |
| WO2009110458A1 (ja) | 鉛フリーはんだ接続構造体およびはんだボール | |
| US6015082A (en) | Method for joining metals by soldering | |
| TWI242866B (en) | Process of forming lead-free bumps on electronic component | |
| CN100384309C (zh) | 焊接方法、通过该焊接方法连接的元件和连接结构 | |
| KR101049520B1 (ko) | 코어 솔더볼, 코어 솔더볼의 제조방법 및 이를 이용한 전자부품 | |
| JP4022139B2 (ja) | 電子装置及び電子装置の実装方法及び電子装置の製造方法 | |
| US6193139B1 (en) | Method for joining metals by soldering | |
| JP2007251053A (ja) | 半導体装置の実装構造及びその実装構造の製造方法 | |
| JP2001298111A (ja) | 半導体装置、その実装構造およびその実装方法 | |
| JP6350967B2 (ja) | 半導体装置及びその製造方法 | |
| US20040175917A1 (en) | Metal electrode and bonding method using the metal electrode | |
| JP6969070B2 (ja) | はんだ材料、はんだペースト、フォームはんだ及びはんだ継手 | |
| JP4112946B2 (ja) | 非鉛系接合材、ソルダーペースト及び接合方法 | |
| JP6156136B2 (ja) | はんだバンプの焼結芯を形成するための芯用ペースト | |
| JP4888096B2 (ja) | 半導体装置、回路配線基板及び半導体装置の製造方法 | |
| JP3742732B2 (ja) | 実装基板及び実装構造体 | |
| JP4940662B2 (ja) | はんだバンプ、はんだバンプの形成方法及び半導体装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050810 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20060315 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070220 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070226 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100302 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110302 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120302 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120302 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130302 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130302 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140302 Year of fee payment: 7 |
|
| LAPS | Cancellation because of no payment of annual fees |