JP3848463B2 - 溶接性に優れた高強度オーステナイト系耐熱鋼およびその製造方法 - Google Patents
溶接性に優れた高強度オーステナイト系耐熱鋼およびその製造方法 Download PDFInfo
- Publication number
- JP3848463B2 JP3848463B2 JP12643198A JP12643198A JP3848463B2 JP 3848463 B2 JP3848463 B2 JP 3848463B2 JP 12643198 A JP12643198 A JP 12643198A JP 12643198 A JP12643198 A JP 12643198A JP 3848463 B2 JP3848463 B2 JP 3848463B2
- Authority
- JP
- Japan
- Prior art keywords
- less
- steel
- resistant steel
- mass
- weldability
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images







Landscapes
- Heat Treatment Of Steel (AREA)
Description
【発明の属する技術分野】
本発明は、極めて良好な高温強度を有すると共に、優れた溶接性および良好な耐粒界腐食特性を兼ね備えて、使用環境が過酷化しつつあるボイラ用鋼材に適用して優れた性能を発揮するオーステナイト系耐熱鋼、およびその製造方法に係わるものである。
【0002】
【従来の技術】
火力発電プラントにおいては、経済性の向上、近年の炭酸ガス排出抑制の点から、蒸気条件を高温高圧化した超々臨界圧ボイラが計画されている。従来のオーステナイト系耐熱鋼、例えばSUS347Hはクリープ破断強度が不足し、このような過酷な環境下で使用できないことから、高クリープ強度の材料として、「鉄と鋼」第70年 S1409頁、あるいは「火力原子力発電」第38巻 第75頁に示されているように、Nb,Ti等の炭窒化物による析出強化、Moによる固溶強化などを利用したオーステナイト系耐熱鋼管が開発されている。しかし、これらの耐熱鋼は多量の合金元素を含むために、従来のオーステナイト系耐熱鋼で溶接が比較的困難とされるSUS310Sに比べても、溶接が必ずしも容易とはいえず、溶接作業性の改善が課題となっていた。
【0003】
そこで本発明者らは、特願平8−135412号にて、溶接性改善のためにC量を低減させた成分系で、W,Nb,V,Nを同時にある特定の成分範囲に限定して添加させることにより、C量低減による高温強度の低下を補った、溶接性に優れ高温強度が高い耐熱鋼を発明し提示している。
【0004】
【発明が解決しようとする課題】
前記特願平8−135412号に提示されている耐熱鋼は従来のオーステナイト系ステンレス鋼の製造方法に従って製造すれば高い高温強度が得られるものであるが、ボイラ用鋼管として用いられるオーステナイト系耐熱鋼には溶接性、高温強度以外に、管内面の耐水蒸気酸化性が求められる。耐水蒸気酸化性は金属組織を微細化させることにより向上することは周知の事実である。しかし、高温強度を高くするためにはできるだけ高温で固溶化熱処理を施すことが望ましく、そのために結晶粒が粗大化し耐水蒸気酸化性の低下を招く。本発明者らは、その後の種々の検討により、鋼の組成および製造方法に従来にない新たな手法を取り入れることにより、耐水蒸気酸化性を低下させることなく、この鋼の高温強度をさらに向上させることができる画期的な製造方法を見いだした。
【0005】
本発明は、ボイラ用鋼管等の鋼材に適用し、耐水蒸気酸化性を低下させることなく、溶接性が良好で、優れた高温強度を有するオーステナイト系耐熱鋼、およびその製造方法を提供することを目的とする。
【0006】
【課題を解決するための手段】
本発明者らは、溶接性改善のためにC量を低減させた成分系で、C量低減による高温強度の低下を他の元素の添加で補うべく、種々の検討を行った結果、W,Nb,V,Nを同時にある特定の成分範囲に限定して添加することにより、その相乗効果で、低Cの成分系においても高い高温強度を維持できることを見いだした。さらに、この成分系において、製造時の加熱・冷却条件を限定することにより、耐水蒸気酸化性を低下させることなく、より高い高温強度を示す耐熱鋼が製造できることを見いだした。
【0007】
本発明は上記知見に基づいてなされたものであり、その要旨とするところは、以下の特徴を有する溶接性に優れた高強度オーステナイト系耐熱鋼の製造方法である。すなわち、 (1) 合金元素として、質量%で、
C :0.05%未満、 Si:5%以下、
Mn:2%未満、 P :0.03%以下、
S :0.005%以下、 Cr:15〜20%、
Ni:6〜15%、 W :1.5〜10%、
Nb:0.2〜0.5%、 V :0.05〜1.5%、
N :0.15%超〜0.4%
を含有し、残部Feおよび不可避的不純物よりなるビレットを、1220℃以上1300℃以下に加熱した後、熱間押出で延伸加工し、550℃まで平均0.9℃/秒以上の冷却速度で冷却してオーステナイト単相組織とし、1175℃以上でかつ熱間押出前の加熱温度以下で固溶化熱処理を施し、固溶化熱処理後の鋼中Nb固溶量を質量%で0.2%以上とすることを特徴とする溶接性に優れたオーステナイト系耐熱鋼の製造方法。
【0008】
(2) 前記(1)記載のビレットを、1220℃以上1300℃以下に加熱した後、熱間押出で延伸加工し、550℃まで平均0.9℃/秒以上の冷却速度で冷却してオーステナイト単相組織とし、冷間引き抜きによりさらに延伸加工し、1175℃以上でかつ熱間押出前の加熱温度以下で固溶化熱処理を施し、固溶化熱処理後の鋼中Nb固溶量が質量%で0.2%以上とすることを特徴とする溶接性に優れたオーステナイト系耐熱鋼の製造方法。
【0009】
(3) 冷間引き抜きにより延伸加工した後、さらに1220℃以上1300℃以下の温度で軟化焼鈍し、550℃まで平均0.9℃/秒以上の冷却速度で冷却して、再び冷間引き抜きによりさらに延伸加工する工程を1回以上繰り返すことを特徴とする前記(2)記載の溶接性に優れたオーステナイト系耐熱鋼の製造方法。
【0010】
(4) ビレットが、合金元素としてさらにMoを質量%で2.0%以下を含有し、かつMo+W≦10%を満足することを特徴とする前記(1)、(2)又は(3)記載の溶接性に優れた高強度オーステナイト系耐熱鋼の製造方法。
【0011】
(5) ビレットの合金元素が、質量%で、Nb<8(C+N−0.1)−1.8Vを満足することを特徴とする前記(1)、(2)、(3)又は(4)記載の溶接性に優れた高強度オーステナイト系耐熱鋼の製造方法。
【0012】
(6) ビレットが、合金元素としてさらにBを質量%で0.005%以下を含有することを特徴とする前記(1)、(2)、(3)、(4)又は(5)記載の溶接性に優れた高強度オーステナイト系耐熱鋼の製造方法。
【0013】
(7) 合金元素として、質量%で、
C :0.05%未満、 Si:5%以下、
Mn:2%未満、 P :0.03%以下、
S :0.005%以下、 Cr:15〜20%、
Ni:6〜15%、 W :1.5〜10%、
Nb:0.2〜0.5%、 V :0.05〜1.5%、
N :0.15%超〜0.4%
を含有し、残部Feおよび不可避的不純物よりなる鋼を、熱間押出加工、あるいはさらに冷間引き抜き加工をし、固溶化熱処理を施して製造される耐熱鋼であって、固溶化熱処理後の鋼組織がオーステナイト単相であり、かつ、鋼中のNb固溶量が0.2質量%以上であることを特徴とする溶接性に優れた高強度オーステナイト系耐熱鋼。
【0014】
(8) 合金元素として、さらにMoを質量%で2.0%以下を含有し、かつMo+W≦10%を満足する鋼であることを特徴とする前記(7)記載の溶接性に優れた高強度オーステナイト系耐熱鋼。
【0015】
(9) 鋼に含有される合金元素が、さらに質量%で、Nb<8(C+N−0.1)−1.8Vの関係を満足することを特徴とする前記(7)又は(8)記載の溶接性に優れた高強度オーステナイト系耐熱鋼。
【0016】
(10) 合金元素として、さらにBを質量%で0.005%以下を含有する鋼であることを特徴とする前記(7)、(8)又は(9)記載の溶接性に優れた高強度オーステナイト系耐熱鋼。
【0017】
【発明の実施の形態】
以下に本発明における合金の化学成分範囲の限定理由について説明する。
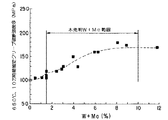
C:溶接時の高温割れや延性低下を防止するためにはC量をできるかぎり下げる必要があるが、良好な溶接性を確保するために、C量の上限値は次のような実験に基づいて設定した。図1に、C以外の主要な合金元素が本発明の範囲内にある鋼(Cr:18%,Ni:13%,W:4%)においてC量を変化させたもの(図中、◆印)と、比較のためのSUS310STB(図中、□印)についての溶接性を評価するバリストレイン(Varestraint) 試験の結果を示す。図1により、C添加量を0.05%未満に下げることで、SUS310TBより良好な溶接性が得られることがわかった。よって、良好な溶接性を確保するためのC量の上限値を0.05%未満とした。
【0018】
Si:Siは脱酸剤として有効であるばかりではなく、耐酸化性や耐高温腐食特性をも向上させる元素であるが、Si量が多過ぎるとクリープ破断強度、靱性や溶接性を低下させる。従って、上限を5%とした。
【0019】
Mn:Mnは脱酸作用を有し、溶接性や熱間加工性を向上させる元素である。しかし、Mn量が多過ぎると耐酸化性の劣化を招くので、2%未満の添加量とした。
【0020】
P:図6に示すように、Pは燐化物を形成し、長時間破断強度を向上させる効果がある。しかし添加量が多いと溶接性を著しく劣化させるのに加えて、熱間加工性も損なうので上限を0.03%とした。
【0021】
S:Sは粒界に偏析し、熱間加工性を劣化させ、またクリープ中粒界脆化を促進させるので上限を0.005%とした。
【0022】
Cr:Crは耐酸化性、耐水蒸気酸化性、耐高温腐食特性の向上に不可欠の元素である。従来のオーステナイト系ステンレス鋼と同等以上の特性を確保するために、Cr量の下限を15%とした。しかし、Cr量の増加はオーステナイトの安定性を確保するのに必要なNi量を増大させ、経済性の面で不利となることから、上限を20%とした。
【0023】
Ni:Niはオーステナイトの安定性を高め、σ相の生成を抑制するために必須な元素である。本発明鋼における、Crをはじめとするフェライト生成元素の含有量に対してオーステナイトの安定化を図るためには、Ni量を6%以上とする必要がある。一方、Ni量が増大すると経済性の面で不利となることから、上限を15%とした。
【0024】
Mo,W:MoおよびWは共に固溶強化、 Laves相析出などにより高温強度を高める元素で、その効果は図2に示すように(Mo+W)%でほぼ整理できる。図2より、MoとWの合計量が1.5%以上の添加で、クリープ破断強度が大幅に向上するが、10%を超えて添加してもさらなる向上は見られないことがわかる。
【0025】
W量またはWとMoの合計量が1.5〜2.0%の場合には、C,Nbの添加量に応じてクリープ破断強度は大きく変化するが、C,Nbがそれぞれ0.025%および0.25%以上添加されていればWまたはW+Moと、C+Nbとの複合効果で高いクリープ破断強度が得られる。しかしながら、W量またはWとMoの合計量が1.5%未満では複合効果は消失するため好ましくない。
【0026】
また、MoとWの合計量を10%超添加すると Laves相などの金属間化合物の粗大化を生じ、クリープ破断延性を低下させるという問題も生ずる。さらに、図3に示すように、Moを単独で添加すると、Mo量が増加するにつれて耐高温腐食特性が劣化するが、一方、Wは単独の添加においても耐高温腐食特性が劣化しない上に、Moと複合添加すると、Mo単独添加鋼に比べ耐高温腐食特性が向上することが実験により明らかとなった。従って、Wは必須成分であり、その範囲を1.5%以上、10%以下とした。Moについては、2%を超えて添加するとWを複合添加した場合でも耐高温腐食特性を特に低下させることから、2.0%以下を必要に応じて添加する。
【0027】
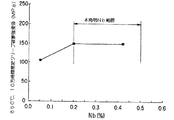
Nb:Nbは微細な炭窒化物を形成し、長時間クリープ破断強度を著しく向上させる。しかしながら、図4に示すように、Nb量が0.2%未満では前記効果が得られないので、Nb量の下限を0.2%とした。一方、前記効果は、固溶化熱処理温度で固溶し得るNb量が多いほど顕著である。すなわち、図8から明らかのように、固溶Nbが0.2%以上になると長時間クリープ破断強度の著しい向上が見られる。しかし、固溶限を超えて添加すると、未固溶の炭・窒化物が残存しクリープ破断強度を低下させる。従って、Nb量の上限を0.5%とした。
さらに望ましくは、Nb添加量の上限は質量%でNb<8(C+N−0.1)−1.8Vを満足するように規制すればよい。これは600℃〜700℃の使用温度で1万時間以上経過しても、Nの固溶量を質量%で0.1%以上を確保し、長時間側での高温強度の低下防止するために規定する式であり、長時間側での主な炭化物、窒化物がNbC、VC、NbN、VNであるとして、Nbとの原子量の比と、Nb、V以外の炭窒化物(M23C6等)を考慮に入れた補正を加えて係数を定めたものである。図9に示すようにNb添加量がこの式の値を超えると、長時間側で窒化物の析出が十分に進んだ後の鋼中N固溶量が0.1%以下に減少するために、Nの固溶強化による効果が低減し、急激な強度低下を生じて、10万時間の推定クリープ破断強度が低下する。
【0028】
V:Vは微細な窒化物を形成し、長時間クリープ破断強度を向上させる。しかしながら、図5に示すように、V量が0.05%未満ではその効果が得られず、また、1.5%を超えると添加による強度向上代は小さくなるのでないので、Vの添加量は0.05%〜1.5%とした。
【0029】
B:Bは図10に示すように、結晶粒界を強化してクリープ破断延性を高め、その効果により同時にクリープ破断強度も向上させる。しかしながら、0.005%を超えて添加すると溶接性を著しく低下させるので、クリープ破断延性を向上させる目的でBを添加する場合、その上限を0.005%とした。
【0030】
N:Nは固溶強化および窒化物の形成によってクリ−プ破断強度を著しく向上させる元素である。Nが0.15%以下では溶接性向上のために低C量としたための強度低下分を補償できず、また0.4%を超えて添加しても長時間のクリ−プ破断強度の増加は少なく、さらに靱性を低下させる。従って、N量の範囲を0.15%超、0.4%以下とした。
【0031】
次に上記化学成分の合金に対する、本発明の製造方法について説明する。
本発明では、まず、通常のステンレス鋼の溶製−鋳造プロセスにより上記化学成分の合金ビレットを製造する。このビレットを鍛造あるいは鋳造ままで熱間押出押出素材に供する。
【0032】
次に、本発明では熱間押出を施すためにビレットを1220℃以上1300℃以下に加熱するのであるが、ビレット加熱温度をこのように限定した理由を以下に説明する。Nb含有合金は微細なNb炭窒化物のピン止め効果により母材の結晶粒を微細化させることができる。この効果を有効に利用するためには、熱間押出温度をできる限り高くして、Nbを十分に固溶させると共に、熱間押出後の冷却速度をできるだけ早くすることにより、熱間押出後の母材へのNb固溶量を大きくし、また析出するNb炭窒化物はできるだけ微細なものとすることが必要である。こうすることにより、冷間引き抜きを行った後の固溶化熱処理を熱間押出前の加熱温度以下とすれば、鋼中の微細析出物が再固溶することなく、再結晶粒の粗大化が防げると共に、微細析出物による析出強化により高温強度は向上する。
【0033】
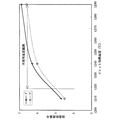
高温強度確保のために、固溶化熱処理温度は最低でも1175℃、望ましくは1200℃以上は必要であるが、図7に示すように固溶化熱処理温度を1200℃にした場合に、熱間押出前の加熱温度と結晶粒度との関係を見ると、加熱温度1220℃以上であれば最低限耐水蒸気酸化性を確保できる粒度番号5番以上が確保できる。熱間押出前の加熱温度が1300℃以上になると、熱間押出時の加工発熱も加わることにより、溶融脆化により熱間加工性が著しく低下するために、上限は1300℃とした。
【0034】
次に、本発明では熱間押出を施した後に、上述のようにできるだけ早い温度で冷却するのであるが、Nb炭窒化物の析出がほぼ停止する550℃まで、0.9℃/秒以上の冷却速度で冷却すれば、高温強度に寄与しない粗大なNb炭窒化物の析出を抑制することができる。
【0035】
本発明で使用する合金は、凝固割れを防止するために、凝固ままの金属組織に若干のフェライト相が含有するような成分系を選定することができるが、本発明では、上記条件による熱間押出工程を経た後の金属組織は、オーステナイト単相組織となるように限定する。その理由は熱間押出工程後の金属組織にフェライト相が存在すると、それが最終製品まで残存するため、高温での使用中に短期間でσ相が析出し、大幅にクリープ破断強度が低下するためである。従って、請求項で限定した化学成分範囲内で熱間押出工程後にフェライト相を含有しない成分系を適宜選定する必要がある。
【0036】
次に、本発明では固溶化熱処理を施すのであるが、通常はその前に1回以上の冷間引き抜きを施すことが多い。2回以上冷間引き抜きを施す場合には、その間に軟化焼鈍工程が加わるが、その場合、軟化焼鈍温度を1220℃以上1300℃以下の温度とし、冷却速度を550℃まで平均して0.9℃/秒以上とすることにより、熱間押出直後のNb固溶量、Nb炭窒化物のサイズを維持させることができる。固溶化熱処理温度は前述のように最低1175℃以上、望ましくは1200℃以上は必要であり、かつ、熱間押出前の加熱温度以下で行う必要がある。
【0037】
一方、鋼中の固溶Nbを多くすることにより、機械的特性を向上する。図8に示すように、固溶化熱処理後の鋼中Nb固溶量が、質量%で0.2%未満の場合にクリープ強度は著しく低下するため、本発明では固溶化熱処理後の鋼中Nb固溶量を質量%で0.2%以上と限定した。従って、固溶化熱処理後の冷却はNbが0.2%以上鋼中に固溶するような冷却速度を適宜選定して実施しなければならない。
【0038】
本発明は、熱間押出に限らず、熱間圧延、熱間鍛造、その他の熱間加工方法による製造においても同様に実施できる。冷間引き抜きに換えて、他の冷間加工法を採用しても良いことは言うまでもない。
【0039】
【実施例】
次に、本発明を実施例によって具体的に説明する。
表1に示す6種類の化学成分の供試鋼に対して、熱間押出前の加熱温度、熱間押出後の冷却速度、固溶化熱処理温度を変化させて外径50mm、内径34mmの鋼管を製造し、クリープ破断試験および結晶粒度測定を行った。クリープ破断強度については、データを Larson-Miller法で整理し、650℃×10万時間破断強度を推定した。結果を表2に示す。記号イ〜ヘは本発明の化学成分のビレットであり、記号トはNb添加量が8(C+N−0.1)−1.8Vを超えたビレットである。
【0040】
この表2に示した記号A〜Mが本発明方法により製造した例であり、記号N〜Uは従末法あるいは本発明方法と条件が異なる方法により製造した比較例である。本発明方法により製造した場合、従来方法で製造した場合あるいは本発明方法と条件が異なる方法で製造した場合と比較して650℃×10万時間のクリープ破断強度が130MPa と非常に優れ、また結晶粒度も5番以上の細粒となるため耐水蒸気酸化性の低下が少ない。それに対して、比較例N〜Rはビレット加熱温度が低く、熱押後の冷却速度も遅いため、Nb炭窒化物が粗大化してしまい、クリープ破断強度が低下し、また、再結晶粒が粗大化したため耐水蒸気酸化性が低下した。比較例Sは本発明方法に従って製造しようとしたにもかかわらず、固溶化熱処理の失敗により鋼中Nb固溶量が本発明の範囲以下となってしまい、クリープ破断強度が低下した例である。比較例Tは、1回目の冷間引抜ののちの軟化焼鈍温度がビレット加熱温度より低過ぎて、高温熱間押出の効果が失われてクリープ破断強度が低下した例である。比較例UはNb添加量が8(C+N−0.1)−1.8Vを超えて添加されたため、750℃×1万時間におけるNの固溶量が0.05%に低下したことにより650℃×10万時間の推定クリープ破断強度が低下した例である。
【0041】
【表1】

【表2】
【発明の効果】
本発明により、良好な溶接性、耐水蒸気酸化性を保持しつつ、従来よりも高温強度に優れたオーステナイト系耐熱鋼を安価に提供することが可能となり、産業の発展に寄与するところ極めて大なるものがある。
【図面の簡単な説明】
【図1】C以外の主要な合金元素を本発明の範囲に入れた鋼とSUS310STBのバリストレイン試験の結果を示すグラフである。
【図2】クリープ強度に及ぼすW+Mo添加量の影響を示すグラフである。
【図3】高温腐食性に及ぼすW,Mo添加量の影響を示すグラフである。
【図4】クリープ強度に及ぼすNb添加量の影響を示すグラフである。
【図5】クリープ強度に及ぼすV添加量の影響を示すグラフである。
【図6】クリープ強度に及ぼすP添加量の影響を示すグラフてある。
【図7】固溶化熱処理温度を1200℃にした場合の熱間押出前の加熱温度と固溶化熱処理後の結晶粒度との関係を示すグラフである。
【図8】クリープ強度に及ぼす試験前の鋼中Nb固溶量の影響を示すグラフである。
【図9】クリープ強度に及ぼすNb、V、N、Cの関係を示すグラフである。
【図10】クリープ強度に及ぼすB添加量の影響を示すグラフである。
Claims (10)
- 合金元素として、質量%で、
C :0.05%未満、
Si:5%以下、
Mn:2%未満、
P :0.03%以下、
S :0.005%以下、
Cr:15〜20%、
Ni:6〜15%、
W :1.5〜10%、
Nb:0.2〜0.5%、
V :0.05〜1.5%、
N :0.15%超〜0.4%
を含有し、残部Feおよび不可避的不純物よりなるビレットを、1220℃以上1300℃以下に加熱した後、熱間押出で延伸加工し、550℃まで平均0.9℃/秒以上の冷却速度で冷却してオーステナイト単相組織とし、1175℃以上でかつ熱間押出前の加熱温度以下で固溶化熱処理を施し、固溶化熱処理後の鋼中Nb固溶量を質量%で0.2%以上とすることを特徴とする溶接性に優れたオーステナイト系耐熱鋼の製造方法。 - 請求項1記載のビレットを、1220℃以上1300℃以下に加熱した後、熱間押出で延伸加工し、550℃まで平均0.9℃/秒以上の冷却速度で冷却してオーステナイト単相組織とし、冷間引き抜きによりさらに延伸加工し、1175℃以上でかつ熱間押出前の加熱温度以下で固溶化熱処理を施し、固溶化熱処理後の鋼中Nb固溶量が質量%で0.2%以上とすることを特徴とする溶接性に優れたオーステナイト系耐熱鋼の製造方法。
- 冷間引き抜きにより延伸加工した後、さらに1220℃以上1300℃以下の温度で軟化焼鈍し、550℃まで平均0.9℃/秒以上の冷却速度で冷却して、再び冷間引き抜きによりさらに延伸加工する工程を1回以上繰り返すことを特徴とする請求項2記載の溶接性に優れたオーステナイト系耐熱鋼の製造方法。
- ビレットが、合金元素としてさらにMoを質量%で2.0%以下を含有し、かつMo+W≦10%を満足することを特徴とする請求項1、2又は3記載の溶接性に優れた高強度オーステナイト系耐熱鋼の製造方法。
- ビレットの合金元素が、質量%で、Nb<8(C+N−0.1)−1.8Vを満足することを特徴とする請求項1、2、3又は4記載の溶接性に優れた高強度オーステナイト系耐熱鋼の製造方法。
- ビレットが、合金元素としてさらにBを質量%で0.005%以下を含有することを特徴とする請求項1、2、3、4又は5記載の溶接性に優れた高強度オーステナイト系耐熱鋼の製造方法。
- 合金元素として、質量%で、
C :0.05%未満、
Si:5%以下、
Mn:2%未満、
P :0.03%以下、
S :0.005%以下、
Cr:15〜20%、
Ni:6〜15%、
W :1.5〜10%、
Nb:0.2〜0.5%、
V :0.05〜1.5%、
N :0.15%超〜0.4%
を含有し、残部Feおよび不可避的不純物よりなる鋼を、熱間押出加工、あるいはさらに冷間引き抜き加工をし、固溶化熱処理を施して製造される耐熱鋼であって、固溶化熱処理後の鋼組織がオーステナイト単相であり、かつ、鋼中のNb固溶量が0.2質量%以上であることを特徴とする溶接性に優れた高強度オーステナイト系耐熱鋼。 - 合金元素として、さらにMoを質量%で2.0%以下を含有し、かつMo+W≦10%を満足する鋼であることを特徴とする請求項7記載の溶接性に優れた高強度オーステナイト系耐熱鋼。
- 鋼に含有される合金元素が、さらに質量%で、Nb<8(C+N−0.1)−1.8Vの関係を満足することを特徴とする請求項7又は8記載の溶接性に優れた高強度オーステナイト系耐熱鋼。
- 合金元素として、さらにBを質量%で0.005%以下を含有する鋼であることを特徴とする請求項7、8又は9記載の溶接性に優れた高強度オーステナイト系耐熱鋼。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP12643198A JP3848463B2 (ja) | 1997-05-08 | 1998-05-08 | 溶接性に優れた高強度オーステナイト系耐熱鋼およびその製造方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP9-118525 | 1997-05-08 | ||
| JP11852597 | 1997-05-08 | ||
| JP12643198A JP3848463B2 (ja) | 1997-05-08 | 1998-05-08 | 溶接性に優れた高強度オーステナイト系耐熱鋼およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH1121624A JPH1121624A (ja) | 1999-01-26 |
| JP3848463B2 true JP3848463B2 (ja) | 2006-11-22 |
Family
ID=26456445
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP12643198A Expired - Lifetime JP3848463B2 (ja) | 1997-05-08 | 1998-05-08 | 溶接性に優れた高強度オーステナイト系耐熱鋼およびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3848463B2 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100532877B1 (ko) | 2002-04-17 | 2005-12-01 | 스미토모 긴조쿠 고교 가부시키가이샤 | 고온강도와 내식성이 우수한 오스테나이트계 스테인레스강및 상기 강으로부터 이루어지는 내열 내압부재와 그제조방법 |
| JP5670103B2 (ja) * | 2010-06-15 | 2015-02-18 | 山陽特殊製鋼株式会社 | 高強度オーステナイト系耐熱鋼 |
| CN109970453B (zh) * | 2019-05-20 | 2021-07-23 | 石家庄铁道大学 | 一种Cr-C-N三元硬质材料及其制备方法 |
| KR102816466B1 (ko) * | 2020-04-30 | 2025-06-09 | 닛폰세이테츠 가부시키가이샤 | 오스테나이트계 내열강 |
| KR102817610B1 (ko) * | 2020-04-30 | 2025-06-10 | 닛폰세이테츠 가부시키가이샤 | 오스테나이트계 내열강의 제조 방법 |
| CN113584263B (zh) * | 2021-07-26 | 2022-06-21 | 安徽工业大学 | 一种消除s31035高合金奥氏体耐热钢中混晶的方法 |
| CN115505707B (zh) * | 2022-09-22 | 2023-09-26 | 内蒙古北方重工业集团有限公司 | 大口径tp316h不锈钢无缝钢管的晶粒度细化制造方法 |
-
1998
- 1998-05-08 JP JP12643198A patent/JP3848463B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JPH1121624A (ja) | 1999-01-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5501434B2 (ja) | 耐熱鋼 | |
| JP2001342549A (ja) | 低・中Cr系耐熱鋼 | |
| JP2004323937A (ja) | オーステナイト系ステンレス鋼 | |
| JPWO2006106944A1 (ja) | オーステナイト系ステンレス鋼 | |
| WO2009154161A1 (ja) | オーステナイト系耐熱合金ならびにこの合金からなる耐熱耐圧部材とその製造方法 | |
| JP4369612B2 (ja) | 靱性に優れた低焼入れまたは焼ならし型低合金ボイラ鋼管用鋼板およびそれを用いた鋼管の製造方法 | |
| JP5838933B2 (ja) | オーステナイト系耐熱鋼 | |
| JP3982069B2 (ja) | 高Crフェライト系耐熱鋼 | |
| JP4561834B2 (ja) | 低合金鋼 | |
| JP4614547B2 (ja) | 高温クリープ破断強度及び延性に優れたマルテンサイト系耐熱合金とその製造方法 | |
| JP5846076B2 (ja) | オーステナイト系耐熱合金 | |
| JP5137934B2 (ja) | フェライト系耐熱鋼 | |
| JP6547599B2 (ja) | オーステナイト系耐熱鋼 | |
| JP3848463B2 (ja) | 溶接性に優れた高強度オーステナイト系耐熱鋼およびその製造方法 | |
| JP2017166004A (ja) | 加工性、高温強度および時効後の靱性に優れたオーステナイト系耐熱鋼 | |
| JP2000204434A (ja) | 高温強度に優れたフェライト系耐熱鋼およびその製造方法 | |
| JP2017020054A (ja) | ステンレス鋼およびステンレス鋼管 | |
| JP3814836B2 (ja) | 耐食性に優れたマルテンサイト系ステンレス鋼継目無鋼管の製造法 | |
| JP3368413B2 (ja) | 高Crフェライト系耐熱鋼の製造方法 | |
| JP4615196B2 (ja) | 高Crフェライト系耐熱鋼 | |
| JP3698058B2 (ja) | 高Crフェライト系耐熱鋼材 | |
| JP7502623B2 (ja) | 低合金耐熱鋼及び鋼管 | |
| JP3301284B2 (ja) | 高Crフェライト系耐熱鋼 | |
| JP3777421B2 (ja) | 高クロムフェライト耐熱鋼 | |
| JP2013067843A (ja) | 優れた高温強度を有するオーステナイト系耐熱鋼とその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060314 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060421 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20060822 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20060825 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100901 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100901 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110901 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120901 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120901 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130901 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130901 Year of fee payment: 7 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130901 Year of fee payment: 7 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130901 Year of fee payment: 7 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| EXPY | Cancellation because of completion of term |