JP3832927B2 - アクスルケースの製造方法 - Google Patents
アクスルケースの製造方法 Download PDFInfo
- Publication number
- JP3832927B2 JP3832927B2 JP14409497A JP14409497A JP3832927B2 JP 3832927 B2 JP3832927 B2 JP 3832927B2 JP 14409497 A JP14409497 A JP 14409497A JP 14409497 A JP14409497 A JP 14409497A JP 3832927 B2 JP3832927 B2 JP 3832927B2
- Authority
- JP
- Japan
- Prior art keywords
- section
- cross
- axle case
- round
- foam product
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 14
- 239000006260 foam Substances 0.000 claims description 32
- 239000000463 material Substances 0.000 claims description 17
- 238000003825 pressing Methods 0.000 claims description 11
- 238000003466 welding Methods 0.000 claims description 8
- 238000005520 cutting process Methods 0.000 description 7
- 238000005452 bending Methods 0.000 description 6
- 238000000034 method Methods 0.000 description 6
- 238000007796 conventional method Methods 0.000 description 4
- 238000012986 modification Methods 0.000 description 4
- 230000004048 modification Effects 0.000 description 4
- 238000005336 cracking Methods 0.000 description 3
- 230000002542 deteriorative effect Effects 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 230000035515 penetration Effects 0.000 description 2
- 230000002950 deficient Effects 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000009966 trimming Methods 0.000 description 1
Images





Landscapes
- Butt Welding And Welding Of Specific Article (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Description
【発明の属する技術分野】
本発明は、アクスルケースの製造方法に関する
【0002】
【従来の技術】
トラックやバス等の後ろ二軸の車両では、その前側の駆動車軸にはデフギヤが収容される通常のアクスルケースが用いられ、後側の従動車軸にはデッドアクスルケースが用いられる。かかるデッドアクスルケース(以下単にアクスルケースという)は、図1(d) に示すように、中央は剛性を上げるために角断面部1となっており、その両端はエンドチューブを溶接するために丸断面部2となっている。このアクスルケース3の代表的な製造方法を図1を用いて説明する。
【0003】
まず、図1(a) に示すように長方形の板からなる素材4をプレス加工し、図1(b) に示すようなアクスルケース3を略半割りにした形状のフォーム品5を成形する。次に、フォーム品5の半割り端部6をガス切断によってトリムし、図1(c) に示すように真直ぐな形状7に整えると共に溶接のための開先8を形成する。そして、このトリム品9を図1(d) に示すように2個突き合わせて溶接し、アクスルケース3を製造する。
【0004】
【発明が解決しようとする課題】
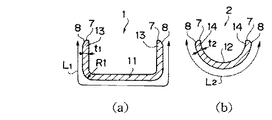
かかるアクスルケース3は、車両のレイアウト上、角断面部1や丸断面部2の外形寸法は決められており、この外形寸法の中でいかに必要な曲げ剛性と疲労強度を確保するかが設計上のポイントとなる。曲げ剛性は、図2に示す角断面部1の板厚t1とR1の大きさで決まり、疲労強度のネック箇所は丸断面部2とエンドチューブとの溶接部10であるが、その強度は丸断面部2の板厚t2で決まる。よって、曲げ剛性および疲労強度上、角断面部1のR1を出来るだけ小さくし、丸断面部2の板厚t2をt1より厚くすることが望ましい。
【0005】
しかし、従来方法で製造したアクスルケースにおいては、長方形板状の素材4をプレス加工して成形しているので、当然ながら角断面部1と丸断面部2との板厚t1,t2は同じであり、丸断面部2の板厚t2のみを厚くすることはできない。また、角断面部1のR1の大きさを小さくしすぎると、プレス加工時に割れや肉引けの問題が生じるため、R1を小さくするには限界があった。
【0006】
また、図2に示すように、角断面部1の周長L1に対して丸断面部2の周長L2が短いため、長方形板状の素材4をプレス加工する従来方法においては丸断面部2の半割り端部6のトリムが必要であり、他方、角断面部1においても溶接に必要な精度をプレス成形のみで確保するのは不可能なため、半割り端部6にトリム代を設ける必要があり、その結果、材料歩留りが悪化せざるを得なかった。
【0007】
また、トリムをガス切断により行っているため熱歪みが生じやすく、切断後に熱変形が生じる。よって、この熱変形を見込んだトリムラインの設定する必要があるが、それは極めて難しく、不良品発生の原因となる。また、ガス切断時に切断部にノロ(溶断屑)が発生し、そのノロが切断部に付着するため、ノロ落としの工程が必要となる。
【0008】
また、ガス切断によるトリム工程は加熱作業なので、プレス工場とは別の場所で行う必要があり、トリム前製品の在庫管理、搬送、作業場所の確保、ガスによる発光の安全対策である遮光眼鏡・遮光板の義務付け、ガス管理等、様々な問題を抱えていた。
【0009】
また、長方形板状の素材4をプレス加工して成形しているので、図2に示すように、最大応力発生部位である断面中央部11,12も、最小応力発生部位である断面両端部13、14も同じ板厚で構成されるため、強度部材として不適切な板厚分布であった。
【0010】
以上の事情を考慮して創案された本発明の目的は、寸法精度の高いアクスルケースを材料の歩留りを悪化させることなく製造できるアクスルケースの製造方法を提供することにある。
【0011】
【課題を解決するための手段】
上記目的を達成すべく本発明に係るアクスルケースの製造方法は、長方形の板からなる素材をプレス加工することで、アクスルケースを略半割りにした形状であって、長手方向の中央部に半割りの角断面部を有し、両端に半割りの丸断面部を有し、該丸断面部の半割り端部に余剰部分を有するフォーム品を成形し、そのフォーム品を上下の型の間に挟みつつ、上記角断面部の半割り端部及び上記丸断面部の半割り端部をリストライクすることで、上記角断面部の角部を上記型の角形凹部に押し付けてアールを小さくし、上記丸断面部の余剰部分を圧縮して上記丸断面部の板厚を増したリストライク品を成形し、そのリストライク品を2個半割り端部同士で溶接するようにしたものである。
【0012】
上記リストライクによって、上記フォーム品の上記角断面部の半割り端部及び上記丸断面部の半割り端部を真直ぐに整えるようにしてもよい。
【0013】
上記リストライクによって、上記フォーム品の上記角断面部の半割り端部及び上記丸断面部の半割り端部に溶接用開先を形成するようにしてもよい。
【0014】
上記フォーム品を、その断面中央部に長手方向に沿って凹凸部を有するように成形し、上記リストライクが、上記半割り端部に加えてその凹凸部になされることにより、上記リストライク品の断面中央部の板厚をその他の部分に比べて厚くするようにしてもよい。
【0016】
【発明の実施の形態】
以下、本発明の一実施形態を添付図面に基いて説明する。
【0017】
まず、図1(a) に示すように、均一の厚さ(10mm以上)の長方形の板からなる素材4を準備する。次に、上記素材4を公知のプレス加工によって、図1(b) に示すように、アクスルケース3を略半割りにした形状のフォーム品5に成形する。このフォーム品5は、長手方向の中央が角断面部1に成形され、両端が丸断面部2に成形される。
【0018】
ここで、図2に示すように角断面部1の周長L1に対して丸断面部2の周長L2が短いため、丸断面部2の半割り端部6には、余剰部分が成形される。また、角断面部1の半割り端部6にも、後述する溶け込み 100%の突合せ溶接時(図1(d) 参照)に必要な精度を確保するため、リストライク用の所定の余剰部分を成形しておく。
【0019】
次に、かかるフォーム品5を図3および図4に示すような下型ダイブロック15の凹部16,17に収容する。凹部16,17は、アクスルケース3(完成品)の正確な半割り形状である図1(c) に示すリストライク品9の外形に合わせて形成されており、図3に示す角形凹部16と、図4に示す丸形凹部17と、これら角形凹部16と丸形凹部17との間に形成されるテーパ状の凹部(図示せず)とから構成されている。角形凹部16には、リストライク後のワークをエジェクトするためのパッド18およびクッションピン19が設けられている。
【0020】
凹部16,17には、上型パンチ20が所定圧力で挿入される。上型パンチ20は、下型ダイブロック15の角形凹16部、丸形凹部17、テーパ状の凹部に係合する幅を有するように一体的に形成され自在に昇降する幅広部21と、幅広部21の下面に設けられリストライク品9の角断面部22、丸断面部23、テーパ状断面部24に応じて形成された角形凸部25、丸形凸部26、テーパ状凸部(図示せず)と、幅広部21の下面の左右縁部に形成される押圧部27と、押圧部27に形成されリストライク品9に溶接用開先8を形成すべく断面三角状に形成された開先型部28とからなっている。
【0021】
上記上型パンチ20を下型ダイブロック15の凹部16、17内に引き下ろして、フォーム品5を上下型20、15内に拘束しつつ、フォーム品5の半割り端部6を押圧部27でリストライクする。これにより、フォーム品5の左右の半割り端部6、6同士が前述の余剰部分の範囲でU字状の断面方向に圧縮されつつ、フォーム品5が下型ダイブロック15の凹部16、17に押し付けられる。この結果、図1(c) に示すように、半割り端部6が真直ぐな形状7に整えられ、外形が凹部16、17と一致し、形状7に溶接開先8が形成されたリストライク品9が製造される。
【0022】
詳しくは、上記下型ダイブロック15と上型パンチ20とを用いてフォーム品5の半割り端部6をリストライクすると(熱間でも冷間でもよい)、図1(a) から図1(b) へのプレス加工時の割れや肉引けを回避するために下型ダイブロック15の角形凹部16のR2より大きく設定されているフォーム品5の角部のR1が、図3に示すリストライクによって角形凹部16のR2に押し付けられて小さくなる。これにより、断面係数が大きくなって曲げ剛性が向上する。
【0023】
ここで、リストライクは、フォーム品5の左右の半割り端部6、6同士をU字状の断面方向に圧縮しつつ、フォーム品5を下型ダイブロック15の角形凹部16のR2に押し付けるので、R1を小さくするときに割れや肉引けが生じることはない。また、下型ダイブロック15のR2と上型パンチ20の角形凸部25のR3との間隔を広げておけば、その間隔に余分な材料が押し込まれ、リストライク品9の角断面部22の角部29の板厚が厚くなり、さらに曲げ剛性が向上する。
【0024】
また、フォーム品5の図4に示す丸断面部においては、下型ダイブロック15の丸形凹部17と、上型パンチ20の丸形凸部26との間隔t3がフォーム品5の板厚t2よりも厚く設定されている。このため、フォーム品5の半割り端部6をリストライクすると、余分な材料がU字状の断面方向に圧縮されてその間隔t3に押し込まれ、リストライク品9の板厚がt2からt3増加する。これにより、疲労強度が向上する。
【0025】
このとき、フォーム品5の形状がもともと丸断面であり、素材4が10mm以上と厚いため、左右の半割り端部6、6をリストライクしてもワークが座屈することはなく、外形形状が下型ダイブロック15の凹部17に押し付けられて完全になじむ。よって、板厚増加のみならず、製品の真円度も向上する。なお、丸形凸部26とワークとの間の隙間30はなくてもよい。
【0026】
このように、本製造方法によって得られたアクスルケース3は、従来方法によって得られたアクスルケースよりも図1(d) における角断面部1のRを小さくできると共に丸断面部2の板厚tを厚くできるので、曲げ剛性が向上すると共に疲労強度が向上する。逆をいえば、従来品と同等の剛性でよければ素材4の板厚を従来より薄くすることができ、軽量化および低コスト化を図ることができる。
【0027】
また、フォーム品5の半割り端部6を従来のガス切断によるトリムの代わりにリストライクによって真直ぐに整えているので、無駄な溶接カット部が一切生じることはなく、材料の歩留りが100 %となる。また、ガス切断による熱変形も、ノロ処理の必要も生じない。また、このリストライクによって、半割り端部6を整えると同時に、フォーム品5を下型ダイブロック15の凹部16、17に押し付けて変形させているので、寸法精度の高いリストライク品9を得ることができる。よって、これを図1(d) に示すように溶接することにより精度の高いアクスルケース1を製造できる。図中31は突合せ溶接部(溶け込み100 %)である。
【0028】
なお、図1(c) において角断面部22と丸断面部23のリストライクは、勿論同時に行うので、従来方法と比べて工程数が増えることはない。また、図1(a) から図1(b) のプレス加工と図1(b) から図1(c) のリストライク加工とを同時に行うようにし、工数低減を図るようにしてもよい。この場合、変形量が大きいため熱間加工することが望ましい。
【0029】
変形例を図5および図6に示す。
【0030】
この変形例は、上記フォーム品5をプレス加工によって、その断面中央部に長手方向に沿って凹凸部32を有するように成形し、上記リストライクを、上記半割り端部6に加えてその凹凸部32に行うことにより、リストライク品9の断面中央部33の板厚t4をその他の部分に比べて厚くするようにしたものである。なお、図中、t1とt2は素材4の板厚と同じである。
【0031】
すなわち、この変形例は、図1(b) に示すフォーム品5の断面を図5(a) および図6(a) に示すようにプレス加工し、そのフォーム品5を前実施形態と同じ図3および図4に示す上下型20、15によってリストライクし、上記半割り端部6に加えてその凹凸部32を集中的に圧縮して、リストライク品9の断面中央部33の板厚t4をその他の部分に比べて厚くするようにしたものである。
【0032】
このリストライク品9を2個図1(d) に示すように溶接することにより、中央の角断面部1とその両端の丸断面部2とからなるアクスルケース本体の上下部に、当該ケース本体の長手方向に沿って板厚t4の厚肉部を形成したアクスルケース3を得ることができる。このアクスルケース3によれば、最大応力発生部位である断面中央部33の板厚t4が最小応力発生部位である溶接部31側よりも厚くなっているため、強度部材として適切な板厚分布となり、剛性がさらに向上する。
【0033】
【発明の効果】
以上説明したように本発明に係るアクスルケースの製造方法によれば、次のような効果を発揮できる。
【0034】
(1) 寸法精度の高いアクスルケースを材料の歩留りを悪化させることなく製造できる。
【0035】
(2) アクスルケースの軽量化を図りつつ曲げ剛性および疲労強度を向上させることができる
【図面の簡単な説明】
【図1】アクスルケースの製造工程を示す説明図である。
【図2】図2(a) は図1(c) のa−a線断面図、図2(b) はb−b線断面図を示す。
【図3】角断面部のリストライクの様子を示す断面図である。
【図4】丸断面部のリストライクの様子を示す断面図である。
【図5】変形例を示す角断面部のリストライクの様子を示す断面図である。
【図6】変形例を示す丸断面部のリストライクの様子を示す断面図である。
【符号の説明】
1 角断面部
2 丸断面部
3 アクスルケース
4 素材
5 フォーム品
6 半割り端部
9 リストライク品
15 下型
20 上型
32 凹凸部
Claims (4)
- 長方形の板からなる素材をプレス加工することで、アクスルケースを略半割りにした形状であって、長手方向の中央部に半割りの角断面部を有し、両端に半割りの丸断面部を有し、該丸断面部の半割り端部に余剰部分を有するフォーム品を成形し、
そのフォーム品を上下の型の間に挟みつつ、上記角断面部の半割り端部及び上記丸断面部の半割り端部をリストライクすることで、上記角断面部の角部を上記型の角形凹部に押し付けてアールを小さくし、上記丸断面部の余剰部分を圧縮して上記丸断面部の板厚を増したリストライク品を成形し、
そのリストライク品を2個半割り端部同士で溶接するようにしたアクスルケースの製造方法。 - 上記リストライクによって、上記フォーム品の上記角断面部の半割り端部及び上記丸断面部の半割り端部を真直ぐに整えるようにした請求項1に記載のアクスルケースの製造方法。
- 上記リストライクによって、上記フォーム品の上記角断面部の半割り端部及び上記丸断面部の半割り端部に溶接用開先を形成するようにした請求項1又は2に記載のアクスルケースの製造方法。
- 上記フォーム品を、その断面中央部に長手方向に沿って凹凸部を有するように成形し、上記リストライクが、上記半割り端部に加えてその凹凸部になされることにより、上記リストライク品の断面中央部の板厚をその他の部分に比べて厚くするようにした請求項1〜3いずれかに記載のアクスルケースの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP14409497A JP3832927B2 (ja) | 1997-06-02 | 1997-06-02 | アクスルケースの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP14409497A JP3832927B2 (ja) | 1997-06-02 | 1997-06-02 | アクスルケースの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH10329503A JPH10329503A (ja) | 1998-12-15 |
| JP3832927B2 true JP3832927B2 (ja) | 2006-10-11 |
Family
ID=15354078
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP14409497A Expired - Fee Related JP3832927B2 (ja) | 1997-06-02 | 1997-06-02 | アクスルケースの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3832927B2 (ja) |
Families Citing this family (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4697086B2 (ja) * | 2005-12-01 | 2011-06-08 | 日産自動車株式会社 | 屈曲した角部を有する成形部品およびその製造方法並びに製造装置 |
| JP4802035B2 (ja) * | 2006-04-19 | 2011-10-26 | プレス工業株式会社 | 車軸ケースの製造方法 |
| DE102007008117B8 (de) * | 2007-02-19 | 2009-04-23 | Voestalpine Anarbeitung Gmbh | Verfahren und Vorrichtung zum temperierten Umformen von warmgewalztem Stahlmaterial |
| US20080299352A1 (en) | 2007-05-31 | 2008-12-04 | Nissan Motor Co., Ltd. | Press-molded product and method of manufacturing same |
| JP5353065B2 (ja) * | 2007-05-31 | 2013-11-27 | 日産自動車株式会社 | プレス成形品、プレス成形品の製造方法および製造装置 |
| JP4600432B2 (ja) * | 2007-05-31 | 2010-12-15 | 日産自動車株式会社 | プレス成形品およびプレス成形品の製造方法 |
| DE102007059251A1 (de) * | 2007-12-07 | 2009-06-10 | Thyssenkrupp Steel Ag | Herstellverfahren hoch maßhaltiger Halbschalen |
| JP5270193B2 (ja) * | 2008-02-29 | 2013-08-21 | プレス工業株式会社 | アクスルケース |
| JP4920649B2 (ja) * | 2008-09-12 | 2012-04-18 | 新日本製鐵株式会社 | 形状凍結性に優れる多段プレス成形方法 |
| JP5031703B2 (ja) * | 2008-09-12 | 2012-09-26 | 新日本製鐵株式会社 | 形状凍結性に優れる多段プレス成形方法 |
| JP5031702B2 (ja) * | 2008-09-12 | 2012-09-26 | 新日本製鐵株式会社 | 形状凍結性に優れる多段プレス成形方法 |
| JP5515279B2 (ja) * | 2008-11-20 | 2014-06-11 | 日産自動車株式会社 | プレス成形品、プレス成形品の製造方法および製造装置 |
| JP5470812B2 (ja) * | 2008-11-20 | 2014-04-16 | 日産自動車株式会社 | プレス成形品の製造方法および製造装置、並びにプレス成形品 |
| JP5245755B2 (ja) * | 2008-11-20 | 2013-07-24 | 日産自動車株式会社 | プレス成形品、プレス成形品の製造方法および製造装置 |
| JP5407295B2 (ja) * | 2008-11-20 | 2014-02-05 | 日産自動車株式会社 | プレス成形品、プレス成形品の製造方法および製造装置 |
| JP5470811B2 (ja) * | 2008-11-20 | 2014-04-16 | 日産自動車株式会社 | プレス成形品、プレス成形品の製造方法および製造装置 |
| JP5466419B2 (ja) * | 2009-04-03 | 2014-04-09 | 株式会社 クニテック | 自動車用一体型アクスルハウジング及びその製造方法 |
| JP5585103B2 (ja) * | 2010-02-04 | 2014-09-10 | トヨタ自動車株式会社 | 骨格部材および骨格部材の製造方法 |
| CN103547388B (zh) * | 2011-05-20 | 2015-10-07 | 新日铁住金株式会社 | 冲压成型方法以及车身部件 |
| CN104918726B (zh) * | 2013-01-09 | 2016-08-24 | 新日铁住金株式会社 | 冲压成型方法 |
| JP6190658B2 (ja) * | 2013-08-08 | 2017-08-30 | トーヨーエイテック株式会社 | プレス成形金型、プレス成形方法、及びプレス成形装置 |
| JP6237313B2 (ja) * | 2014-02-17 | 2017-11-29 | トヨタ自動車株式会社 | プレス部品の増厚加工方法及び車両用プレス部品 |
| CN110405021B (zh) | 2014-03-04 | 2020-12-01 | 日本制铁株式会社 | 心轴 |
| CN106715000B (zh) * | 2014-09-18 | 2020-03-31 | 日本制铁株式会社 | 成形品的制造方法、金属模及管状成形品 |
| WO2019069631A1 (ja) | 2017-10-04 | 2019-04-11 | 新日鐵住金株式会社 | トーションビーム製造方法及びトーションビーム製造装置 |
| CN113814672B (zh) * | 2021-10-27 | 2022-12-06 | 三门峡三星智能装备制造有限公司 | 一种桥壳成型工艺 |
-
1997
- 1997-06-02 JP JP14409497A patent/JP3832927B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH10329503A (ja) | 1998-12-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3832927B2 (ja) | アクスルケースの製造方法 | |
| US7748743B2 (en) | Structural or chassis component for a motor vehicle, and method of making such a structural or chassis component | |
| KR101466660B1 (ko) | 바인더 트림 구성요소를 구비한 금속 블랭크 및 제조 방법 | |
| KR20150113052A (ko) | 프레스 성형 부재의 제조 방법 및 프레스 성형 장치 | |
| WO2014050973A1 (ja) | センターピラーリンフォースメントの製造方法 | |
| TWI590885B (zh) | A method of manufacturing a press-formed product and a press-formed product, and a manufacturing apparatus of the press-formed product | |
| JP5706042B2 (ja) | スリット付き中空異型材の製造方法 | |
| JP2731497B2 (ja) | 集合ブランク部材の成形方法および装置 | |
| JP2802721B2 (ja) | プレス成形方法及び装置 | |
| JP3546708B2 (ja) | レーザ溶接ワークのプレス方法 | |
| JP2003126922A (ja) | 中空状構造部品の液圧成形方法とその中空状構造部品構造 | |
| JPS5813431A (ja) | ラツク製造方法 | |
| JP2001239319A (ja) | 板金加工方法 | |
| WO2023127695A1 (ja) | プレス成形装置、およびプレス成形品の製造方法 | |
| JP5077211B2 (ja) | 異形コ字状部を有する成形体及びその製造方法 | |
| JP2004001003A (ja) | 板状部材の接合方法 | |
| JP4486186B2 (ja) | 被加工材構造およびその加工方法 | |
| JP2596660B2 (ja) | バンパーレインフォースメントの接合構造 | |
| JPH0465219A (ja) | ブロー成形型 | |
| JP7246227B2 (ja) | プレス成形方法及び金属板 | |
| US20250339890A1 (en) | Method of manufacturing formed product | |
| JP7708725B2 (ja) | プレス成形品の製造方法 | |
| JP3744562B2 (ja) | プレス成形部品とその加工方法 | |
| JPH0929329A (ja) | 金属管体の製造方法 | |
| JP2780581B2 (ja) | プレス成形方法ならびにプレス型およびプレス型の製作方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040430 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20060410 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060418 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060602 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20060711 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20060718 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090728 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100728 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |