JP3669914B2 - 波形シートの製造装置 - Google Patents
波形シートの製造装置 Download PDFInfo
- Publication number
- JP3669914B2 JP3669914B2 JP2000307287A JP2000307287A JP3669914B2 JP 3669914 B2 JP3669914 B2 JP 3669914B2 JP 2000307287 A JP2000307287 A JP 2000307287A JP 2000307287 A JP2000307287 A JP 2000307287A JP 3669914 B2 JP3669914 B2 JP 3669914B2
- Authority
- JP
- Japan
- Prior art keywords
- receiving
- rotating roll
- roll
- side rotating
- disks
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Landscapes
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
Description
【発明の属する技術分野】
本発明は、シート部材を波形に曲折してなる波形シートを製造する装置に関する。
【0002】
【従来の技術及び発明が解決しようとする課題】
シート部材を波形に曲折してなる波形シートを製造する装置としては、例えば特表平10−506333号公報に記載のものが知られている。この公報に記載の装置は、互いに平行に又は傾斜して走る複数の溝を設けた平板状の案内ヘッドと、案内ヘッドの複数の溝に沿って遊嵌される複数の棒状部材を備えた平板状の抑え付けディバイスからなり、シート部材を案内ヘッドと抑え付けディバイスとの間に挟み込んで通過させることで、シート部材に波形の多数の折り返しを形成しようとするものである。
【0003】
しかし前記装置では、案内ヘッド及び抑え付けディバイスは、シート部材に対して相対的に固定されており、シート部材は、搬送方向に引っ張り出されて案内ヘッドと抑え付けディバイスとの間の隙間を通過することになる。従って、通過時の摩擦力等によりシート部材に大きな負荷がかかり、シート部材の伸張や破断を招くなど、波形に曲折しつつ搬送する作業を安定して行うことができない問題がある。このような問題は、特に波の高さを大きくする場合に顕著になる。
【0004】
従って、本発明は、シート部材を安定した状態で搬送でき、シート部材を波形に容易に曲折できる波形シートの製造装置を提供することを目的とする。
また本発明は、シート部材の伸張や破断を防止しつつ、シート部材を波形に容易に曲折できる波形シートの製造装置を提供することを目的とする。
【0005】
【課題を解決するための手段】
本発明は、所定方向へ延びる凹部を複数有する受け側部材と、該凹部内に遊嵌される押し込み部材とを備えた波形シートの製造装置において、
前記受け側部材は、複数の円盤が所定間隔を置いてそれぞれの中心で互いに連結されてなる受け側回転ロールからなり、
前記押し込み部材は、受け側回転ロールと同様の構成からなる押し込み回転ロールからなり、
前記受け側回転ロールは、前記円盤間の距離が最大となる最大間隔位置及び該距離が最小となる最小間隔位置を有し、該最大間隔位置から該最小間隔位置にかけて前記距離が漸次縮小しており、
シート部材を、前記最大間隔位置において前記受け側回転ロールへ送り込み、該受け側回転ロールの周面に沿って、該受け側回転ロールと前記押し込み回転ロールとの間に介在させて、該受け側回転ロールの回転に連れて走行する前記シート部材を、前記円盤間で構成される前記凹部内に貫入させて波形に曲折させ、前記最小間隔位置において前記受け側回転ロールから送り出すようにした波形シートの製造装置を提供することにより、前記目的を達成したものである。
【0006】
また本発明は、所定方向へ延びる凹部を複数有する受け側部材と、該凹部内に遊嵌される押し込み部材とを備えた波形シートの製造装置において、
前記受け側部材は、複数の円盤が所定間隔を置いてそれぞれの中心で互いに連結されてなる受け側回転ロールからなり、
前記押し込み部材は、受け側回転ロールと同様の構成からなる押し込み回転ロールからなり、
前記受け側回転ロールは、前記円盤間の距離が最大となる最大間隔位置及び該距離が最小となる最小間隔位置を有し、該最大間隔位置から該最小間隔位置にかけて前記距離が漸次縮小しており、
前記円盤間に、幅調整部材が挿入されており、
シート部材を、前記受け側回転ロールの周面に沿って、該受け側回転ロールと前記押し込み回転ロールとの間に介在させて、該受け側回転ロールの回転に連れて走行する前記シート部材を、前記円盤間で構成される前記凹部内に貫入させて波形に曲折させるようにした波形シートの製造装置を提供することにより、前記目的を達成したものである。
【0007】
【発明の実施の形態】
以下、本発明をその好ましい実施形態に基づき図面を参照しながら説明する。図1に示す本発明の第1の実施形態に係る波形シートの製造装置10は、例えば図5に示すような、不織布からなるシート部材11を波形に曲折して波形シート12を製造すべく採用されたものである。本実施形態によれば、製造された波形シート12の一方の凹凸底面(波形の折曲部を連ねた面)には、例えば不織布からなる平坦な基材シート13が接合されており、これによってシート部材11から構成される複数の凸部29が、基材シート13上に立設保持される。
【0008】
本実施形態の波形シートの製造装置10は、図1に示すように、2つの回転ロールを備えている。一方の回転ロールは、受け側部材としての受け側回転ロール14であり、他方の回転ロールは、押し込み部材としての押し込み回転ロール15である。両回転ロールは、それらの周面が互いに対向するように配置されている。
【0009】
受け側回転ロール14は、同径の複数の円盤16が所定間隔を置いてそれぞれの中心で互いに連結されて構成されている。円盤16の径は、例えば100〜200mm程度である。円盤16の数は、得ようとする波形シートに応じて適宜増減する。各円盤16は互いに離間しており、その間が多数の凹部17,17,・・となっている。凹部17は、受け側回転ロール14の周方向に沿って伸びている。
【0010】
各円盤16は、可撓性を有する連結部材18(図2参照)で互いに連結されている。本実施形態においては、連結部材18として板ばねが用いられている。これにより、各円盤16の中心を結んで形成される軸、即ち受け側回転ロール14の回転軸は湾曲可能になっている。
【0011】
受け側回転ロール14における左右両端の円盤16の外面には、その中心の位置に棒状の支持軸19,19がそれぞれ取り付けられている。各支持軸19は、ボールベアリングを備えた支持部20にそれぞれ遊挿されている。各支持部20は架台21上に取り付けられている。また支持軸19は、回転駆動手段(図示せず)に接続されている。
【0012】
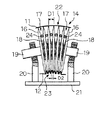
図2には、図1に示す装置における受け側回転ロール14を、同図中、矢印Aで示す方向からみた状態が示されている。両支持部20は、架台21上から互いに平行になるように立設されており、途中の位置から両者間の距離が漸次大きくなるように外方に向けて傾斜している。各支持軸19は、支持部20における傾斜している位置において、支持部20と直交するように遊挿されている。これによって、各円盤16を連結する連結部材18が撓み、受け側回転ロール14の回転軸は上方に向かって凸状に湾曲する。
【0013】
受け側回転ロール14の回転軸が上方に向かって凸状に湾曲していることにより、図2に示すように、受け側回転ロール14における円盤16間は扇形状に変形拡開する。その結果、受け側回転ロール14の回転につれて、隣り合う円盤16間の距離が変化していき、受け側回転ロール14には、円盤16間の距離が最大となる最大間隔位置22と、円盤16間の距離が最小となる最小間隔位置23とが存することになる。受け側回転ロール14の回転につれる各円盤16間の距離の変化量は、各円盤16間で同じになっている。即ち、最大間隔位置22における各円盤16間の距離は等距離であり、同様に最小間隔位置23における各円盤16間の距離も等距離である。
【0014】
図2に示すように、最大間隔位置22は、受け側回転ロール14の最上部に存し、最小間隔位置23は、受け側回転ロール14の最下部、即ち最大間隔位置22に対して180°反対側の位置に存する。そして、最大間隔位置22から最小間隔位置23にかけて、円盤16間の距離は漸次縮小している。円盤16間の最大距離D1及び最小距離D2は、受け側回転ロール14の回転軸の湾曲の程度によって調整される。最大距離D1は、例えば5〜40mm、特に8〜30mm程度であり、最小距離D2は、例えば1〜8mm、特に2〜5mm程度である。
【0015】
図1及び図2に示すように、各円盤16間には、幅調整部材24,24,・・が挿入されている。幅調整部材24は、隣り合う円盤16間の距離を等しく保つために用いられる。詳細には、前述の通り、隣り合う円盤16間の距離は受け側回転ロール14の回転につれて変化するが、そのときの変化量を隣り合う円盤16間において等しくする目的で幅調整部材24は用いられる。これにより、最大間隔位置22から最小間隔位置23にかけて、隣り合う円盤16間の距離が等しく保たれながら、該距離が漸次減少していく。本実施形態における各幅調整部材24は、同径の丸棒体から構成されている。各幅調整部材24は、互いに平行に、最大間隔位置22の近傍の位置に差し込まれている。
【0016】
押し込み回転ロール15は、前述した受け側回転ロール14と同様の構成となっている。但し、押し込み回転ロール15における円盤25間には、前述した幅調整部材が差し込まれていない。また、押し込み回転ロール15を支持する支持部26にはスライド機構(図示せず)が設けられている。これによって押し込み回転ロール15は、受け側回転ロール14に対向して進退可能となっている。押し込み回転ロール15における各円盤25は、受け側回転ロール14における円盤16間で形成される凹部17に遊嵌される。
【0017】
図3に示すように、押し込み回転ロール15における各円盤25は、受け側回転ロール14における最大間隔位置22と最小間隔位置23との中間の位置(以下、中間間隔位置27という)において、円盤16間に遊嵌されている。円盤25の円盤16間への遊嵌量Lは、押し込み回転ロール15の進退によって調整される。
【0018】
本実施形態における遊嵌量Lは、以下の式で表される値Lmaxと同じか又はそれよりも小さくする。
Lmax=〔(D1−D2)/2〕×(θ/180)
式中、D1及びD2は前述した通りであり、θは、円盤16の中心と最大間隔位置22とを結ぶ線と、円盤16の中心と押し込み回転ロール15が受け側回転ロール14に遊嵌する位置とを結ぶ線とがなす角度(°)を表す。本実施形態においては、押し込み回転ロール15は、中間間隔位置27において受け側回転ロール14に遊嵌しているので、θ=90°となる。
【0019】
図3に示すように、受け側回転ロール14は、押し込み回転ロール15へ向かう方向、即ち、同図中、矢印Bで示す方向へ回転する。一方、押し込み回転ロール15は、受け側回転ロール14へ向かう方向、即ち、同図中、矢印Cで示す方向(この方向は受け側回転ロール14の回転と逆方向である)へ回転する。
【0020】
図3に示すように、波形シートの材料であるシート部材11は、受け側回転ロール14の周面に沿って且つ受け側回転ロール14の回転方向と同方向に走行する。シート部材11は、受け側回転ロール14の最大間隔位置22において受け側回転ロール14へ送り込まれ、最小間隔位置23において受け側回転ロール14から送り出されるようになっている。これによって、シート部材11の曲折量、即ち波形シート12の凸部29の高さh(図5参照)を最も高くすることができる。
【0021】
以上の構成を有する装置を用いた波形シートの製造方法について説明すると、前述の通り所定方向にそれぞれ回転している状態の受け側回転ロール14及び押し込み回転ロール15における受け側回転ロール14の最大間隔位置22から、シート部材11を送り込む。シート部材11は、受け側回転ロール14の周面に沿って、即ち、受け側回転ロール14における凹部17の延びる方向に沿って走行する。押し込み回転ロール15が受け側回転ロール14に遊嵌する位置までシート部材11が走行した状態においては、シート部材11は、受け側回転ロール14と押し込み回転ロール15との間に介在されることになる。
【0022】
前述の通り、受け側回転ロール14は、その最大間隔位置22から最小間隔位置23にかけて円盤16間の距離が漸次縮小しているので、シート部材11は、その走行に連れて、隣り合う円盤16間において次第に撓んで、遊びが生じる。そして、シート部材11が、前述の通り受け側回転ロール14と押し込み回転ロール15との間に介在されることで、その撓んだ分が、受け側回転ロール14の凹部17内に貫入されることになる。この貫入は、各凹部17においてほぼ同時に行われる。これによって、シート部材11は波形に曲折される。
【0023】
シート部材11の走行が更に進行すると、受け側回転ロール14の円盤16間の距離が更に縮小することに伴い、シート部材11の撓み量は更に大きくなる。そして、この撓み量の増加によって、シート部材11は凹部17内へ更に貫入する。このように、本実施形態においては、シート部材11の走行に連れて、シート部材11の凹部17への貫入量が漸次増加する。従って、シート部材11にほとんど摩擦を生じさせることなく、これを曲折させることができる。更に、受け側回転ロール14の回転軸の湾曲量を大きくすることで、シート部材11の凹部17への貫入量、即ち、波形シート12の凸部29の高さh(図5参照)を容易に大きくすることができる。その上、前述した特表平10−506333号公報に記載の技術と異なり、一度に複数の曲折部をシート部材11に形成できるので、生産効率が極めて良い。
【0024】
以上の操作によって曲折されたシート部材11は、受け側回転ロール14における最小大間隔位置23から送り出されて、目的物である波形シート12が得られる。次いで、波形シート12は、後工程(図示せず)において、所定手段により基材シート13と接合されて、図5に示す形態となされる。このようにして得られた波形シート12における凸部29の高さh(図5参照)は、受け側回転ロール14の最大間隔位置22における円盤16間の距離D1の約1/2となる。また隣り合う凸部29間の距離p(図5参照)は、受け側回転ロール14の最小間隔位置23における円盤16間の距離D2と同じになる。
【0025】
このように、本実施形態によれば、シート部材11を波形に曲折する際に、これに摩擦力がほとんどかからず、安定した状態で波形シート12を形成できる。またシート部材11に伸びや破れ等の損傷も生じない。
【0026】
また本実施形態によれば、製造装置10は、受け側部材及び押し込み部材の何れもが回転ロールから構成されているので、設置面積が小さくコンパクトなものとなる。
【0027】
次に、本発明の第2及び第3の実施形態を、図4を参照しながら説明する。これらの実施形態に関しては、第1の実施形態と異なる点についてのみ説明し、特に説明しない点については、第1の実施形態に関して詳述した説明が適宜適用される。また、図4において図1〜図3と同じ部材には同じ符号を付してある。
【0028】
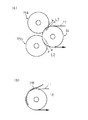
図4(a)に示す第2の実施形態においては、1個の受け側回転ロール14に対して、2個の押し込み回転ロール、即ち第1押し込み回転ロール15a及び第2押し込み回転ロール15bを用いている。第1押し込み回転ロール15aは、受け側回転ロール14における最大間隔位置22と中間間隔位置27との間の位置において、受け側回転ロール14に遊嵌している。一方、第2押し込み回転ロール15bは、中間間隔位置27と最小間隔位置23との間の位置において、受け側回転ロール14に遊嵌している。第2押し込み回転ロール15bの遊嵌量L2は、第1押し込み回転ロール15aの遊嵌量L1よりも大きくなっている。この構成によって、シート部材11の貫入が一層確実となる。
【0029】
図4(b)に示す第3の実施形態においては、押し込み部材として、押し込み回転ロールに代えて、緩やかに湾曲した湾曲部を有する棒状体28を用いている。棒状体28は、受け側回転ロール14における凹部の数と同数用いられる。この構成によれば、押し込み部材として押し込み回転ロールを用いる場合よりも装置が簡素なものとなる。
【0030】
本発明は前記実施形態に制限されない。例えば、円盤16,25間を連結する連結部材としては、前述した板ばねに限られず、該円盤間を扇形状に変形させ得る種々の部材を用いることができる。
【0031】
また、各円盤16を同径とすることに代えて、各円盤の縁部を結ぶ線が直線をなすように、各円盤の径を調整してもよい(例えば、図2では各円盤16が同径なので各円盤16の縁部を結ぶ線が円弧状になるが、各円盤の径を調整することで、これを直線としてもよい)。
【0032】
また連結部材18の可撓性の程度によっては、幅調整部材24を用いなくても円盤16間の距離を等間隔にすることができる。
【0033】
また押し込み回転ロール15は、1個の受け側回転ロールに対して3個又はそれ以上用いてもよい。
【0034】
また押し込み回転ロール15は、回転させなくてもよい。
【0035】
【発明の効果】
本発明によれば、シート部材を安定した状態で搬送でき、シート部材の伸張や破断を防止しつつ、シート部材を波形に容易に曲折できる。
また、本発明によれば、シート部材の伸張や破断を防止しつつ、同時に多数の波形をシート部材に形成できる。
【図面の簡単な説明】
【図1】本発明の第1の実施形態に係る波形シートの製造装置を模式的に示す斜視図である。
【図2】図1に示す装置受け側回転ロールを、同図A方向からみた状態を示す図である。
【図3】図1に示す装置を側面からみた状態を示す図である。
【図4】図4(a)及び(b)はそれぞれ、本発明の第2及び第3の実施形態に波形シートの製造装置の模式図である。
【図5】本発明に従い製造される波形シートの一例を示す斜視図である。
【符号の説明】
10 製造装置
11 シート部材
12 波形シート
13 基材シート
14 受け側回転ロール
15 押し込み回転ロール
16 円盤
17 凹部
18 連結部材
22 最大間隔位置
23 最小間隔位置
Claims (3)
- 所定方向へ延びる凹部を複数有する受け側部材と、該凹部内に遊嵌される押し込み部材とを備えた波形シートの製造装置において、
前記受け側部材は、複数の円盤が所定間隔を置いてそれぞれの中心で互いに連結されてなる受け側回転ロールからなり、
前記押し込み部材は、受け側回転ロールと同様の構成からなる押し込み回転ロールからなり、
前記受け側回転ロールは、前記円盤間の距離が最大となる最大間隔位置及び該距離が最小となる最小間隔位置を有し、該最大間隔位置から該最小間隔位置にかけて前記距離が漸次縮小しており、
シート部材を、前記最大間隔位置において前記受け側回転ロールへ送り込み、該受け側回転ロールの周面に沿って、該受け側回転ロールと前記押し込み回転ロールとの間に介在させて、該受け側回転ロールの回転に連れて走行する前記シート部材を、前記円盤間で構成される前記凹部内に貫入させて波形に曲折させ、前記最小間隔位置において前記受け側回転ロールから送り出すようにした波形シートの製造装置。 - 前記各円盤が可撓性を有する連結部材で互いに連結されており、前記円盤の中心を結ぶ、前記受け側回転ロールの回転軸が湾曲している請求項1記載の波形シートの製造装置。
- 所定方向へ延びる凹部を複数有する受け側部材と、該凹部内に遊嵌される押し込み部材とを備えた波形シートの製造装置において、
前記受け側部材は、複数の円盤が所定間隔を置いてそれぞれの中心で互いに連結されてなる受け側回転ロールからなり、
前記押し込み部材は、受け側回転ロールと同様の構成からなる押し込み回転ロールからなり、
前記受け側回転ロールは、前記円盤間の距離が最大となる最大間隔位置及び該距離が最小となる最小間隔位置を有し、該最大間隔位置から該最小間隔位置にかけて前記距離が漸次縮小しており、
前記円盤間に、幅調整部材が挿入されており、
シート部材を、前記受け側回転ロールの周面に沿って、該受け側回転ロールと前記押し込み回転ロールとの間に介在させて、該受け側回転ロールの回転に連れて走行する前記シート部材を、前記円盤間で構成される前記凹部内に貫入させて波形に曲折させるようにした波形シートの製造装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000307287A JP3669914B2 (ja) | 2000-10-06 | 2000-10-06 | 波形シートの製造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000307287A JP3669914B2 (ja) | 2000-10-06 | 2000-10-06 | 波形シートの製造装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2002113773A JP2002113773A (ja) | 2002-04-16 |
| JP3669914B2 true JP3669914B2 (ja) | 2005-07-13 |
Family
ID=18787823
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000307287A Expired - Fee Related JP3669914B2 (ja) | 2000-10-06 | 2000-10-06 | 波形シートの製造装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3669914B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4662467B2 (ja) * | 2005-10-11 | 2011-03-30 | 花王株式会社 | シートの折り畳み装置及びそれを用いたシート折り畳み体の製造方法 |
| JP6560060B2 (ja) * | 2015-08-25 | 2019-08-14 | 花王株式会社 | 凹凸シートの製造方法 |
-
2000
- 2000-10-06 JP JP2000307287A patent/JP3669914B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2002113773A (ja) | 2002-04-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4848561B2 (ja) | 円錐ディスク巻掛け伝動装置のためのリンクチェーンおよび揺動押圧片 | |
| US4285171A (en) | Abrasive flap drum | |
| JP3669914B2 (ja) | 波形シートの製造装置 | |
| JPH1067464A (ja) | 折りたたみ装置 | |
| JP6506900B1 (ja) | 細管を直線にするフライヤー及び細管の直線化方法 | |
| US5154688A (en) | Decurling bar cover | |
| JP2900917B2 (ja) | ベルトコンベア用ローラ | |
| US20220362626A1 (en) | Treadmill and pulley used therein | |
| JPH02132043A (ja) | シート巻軸 | |
| US4596129A (en) | Apparatus for forming fins for heat exchangers | |
| TWI238745B (en) | Surface cleaning device for tape-shaped or sheet-shaped product | |
| JP2004327461A (ja) | コイル素子製造装置 | |
| US11654474B2 (en) | Wire feeding unit and wire bending apparatus including the same | |
| JPH03209039A (ja) | ベルト駆動装置および連続可変トランスミッション | |
| JPH0796419B2 (ja) | 折畳装置のフォーマー | |
| SU712224A1 (ru) | Механизм дл подачи электродной проволоки | |
| JPH02261776A (ja) | 集合繊維条を広幅扁平に巻取る装置 | |
| JP3411532B2 (ja) | 弾性部材取付装置 | |
| JPH0120039Y2 (ja) | ||
| TW200416078A (en) | Coiler device for rolled steel strip | |
| EP2025792B1 (en) | Brushing machine for fabrics | |
| JP2001021005A (ja) | 伝動ベルトの芯線巻き付け装置 | |
| JPH08324856A (ja) | センタリングクロスガイダーのコントロールロール | |
| JP2782334B2 (ja) | 継手用パイプにおけるヒモまたはハゼの成型機 | |
| JP2613567B2 (ja) | センタリングクロスガイダーのコントロールロール |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20040511 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20040518 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040716 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20050118 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050314 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050412 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050412 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090422 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090422 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100422 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110422 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120422 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130422 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130422 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140422 Year of fee payment: 9 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |