JP3657944B2 - 等速ジョイント用樹脂製ブーツの製造方法等速ジョイント用樹脂製ブーツの製造装置 - Google Patents
等速ジョイント用樹脂製ブーツの製造方法等速ジョイント用樹脂製ブーツの製造装置 Download PDFInfo
- Publication number
- JP3657944B2 JP3657944B2 JP2003041317A JP2003041317A JP3657944B2 JP 3657944 B2 JP3657944 B2 JP 3657944B2 JP 2003041317 A JP2003041317 A JP 2003041317A JP 2003041317 A JP2003041317 A JP 2003041317A JP 3657944 B2 JP3657944 B2 JP 3657944B2
- Authority
- JP
- Japan
- Prior art keywords
- resin
- bellows
- diameter side
- side end
- molding space
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D3/00—Yielding couplings, i.e. with means permitting movement between the connected parts during the drive
- F16D3/84—Shrouds, e.g. casings, covers; Sealing means specially adapted therefor
- F16D3/843—Shrouds, e.g. casings, covers; Sealing means specially adapted therefor enclosed covers
- F16D3/845—Shrouds, e.g. casings, covers; Sealing means specially adapted therefor enclosed covers allowing relative movement of joint parts due to the flexing of the cover
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14336—Coating a portion of the article, e.g. the edge of the article
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2023/00—Tubular articles
- B29L2023/18—Pleated or corrugated hoses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/703—Bellows
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Diaphragms And Bellows (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Sealing Devices (AREA)
Description
【発明の属する技術分野】
本発明は、例えば自動車のエンジンからタイヤへ動力を伝える駆動軸や推進軸に使用されている等速ジョイント(Constant Velocity Universal Joint)のうち、外周が凹凸状に形成されているトリポッドジョイント(Tripod Joint)の外周面に固着されて使用される等速ジョイント用樹脂製ブーツに関する。
【0002】
【従来の技術】
トリポッドジョイントは、薄肉化・軽量化などの種々の目的からその外周面所望箇所に凹部を形成している。
このような等速ジョイントの外周面に固着されて用いられる等速ジョイント用樹脂製ブーツは、そのベローズ部分がカバーとしての役割と共に駆動軸や推進軸などの動きに合わせて屈曲作動する役割を有し、その端部は等速ジョイントの外周にバンドを介して固着され、オイル(グリース)シール・ダストシールとしての役割を有している。
従って、ブーツ端部内周は、トリポッドジョイントの外周(ジョイントアウターレースなど)に合わせて密着する形状に形成する必要があり、上述したようにトリポッドジョイントはその外周に凹部を形成しているため、その外周に固着される大径側の端部は、肉厚の異なる部分を有した内周形状とする必要がある。
従来、トリポッドジョイントに使用される等速ジョイント用ブーツとして、図6に示す構成が知られている(例えば非特許文献1を参照)。
この従来構成は、例えば射出ブロー成形により形成した大径側端部101の肉厚が均一な樹脂製ベローズ100と、この樹脂製ベローズ100の大径側端部101内面に嵌合される外径を有している円環状で、かつ一定間隔ごとに内径方向に突出する肉厚部分201を形成したゴム製のグロメット200からなり、ベローズ100の大径側端部101内周に、上述の通り別体成形されたグロメット200の外周を嵌め込み、グロメット200の内周をトリポッドジョイント80の外周に嵌め込んで備えられ、大径側端部101の外周側からバンド300などの締結具によってトリポッドジョイント80の外周に締め付け固着されている。
また、一定間隔ごとに内径方向に突出する肉厚部分を形成した樹脂製グロメットを予め成形すると共に、該グロメットを金型内に保持し、その後、樹脂製べローズを射出成形若しくはブロー成形することで、グロメットとべローズを金型内で一体化する先行技術文献もある(例えば、特許文献1、特許文献2を参照)。
【0003】
【非特許文献1】
NTN株式会社「Constant Velocity
Universal Joints for Automobiles/等速ジョイント 自動車用」カタログ(CAT.No.5601-II/JE)P.9、2000年2月3日発行
【特許文献1】
実開平2−22463号公報
【特許文献2】
特開2002−286048号公報
【0004】
【発明が解決しようとする課題】
しかし、図6に記載の構成のように、ベローズ100とグロメット200を別体成形し両者を嵌め込み組み立てする上記従来技術によると、グリース漏れ、組立作業性にも問題がある。すなわち、ベローズ大径側端部101内周にグロメット200を嵌め込む際に慎重に嵌め込み作業を行わないと、両者間にずれが生じ、またトリポッドジョイント80の外周にグロメット200を嵌め込んだ後にベローズ大径側端部101を外嵌めすることも可能であるが、この場合であっても慎重を期さないとベローズ大径側端部101とグロメット200との間にずれが生じグリース漏れを招く虞がある。
また、特許文献1又は2に開示されている先行技術では、グロメットとべローズとを一体化している個所に特別な技術的手段を講じていないため、表面的には一体化されていたとしても、両者は確実に溶着されておらず、その一体化したはずの個所が剥離してしまい、結果的にはグリース漏れなどの不具合を招くこととなる。
そこで本発明者等は、二色成形に着目し、一次成形にて予め成形した樹脂製ベローズの大径側端部の内周に、肉厚の異なる部分を二次成形する新規有用な方法の開発に成功した。
本発明は、従来技術の有するこのような問題点に鑑みなされたもので、その目的とするところは、一次成形した樹脂製ベローズの大径側端部内径に、肉厚の異なる部分を二次成形により一体成形する等速ジョイント用樹脂製ブーツを提供することである。
【0005】
【課題を解決するための手段】
上記目的を達成するために本発明がなした技術的手段は、別途一次成形された樹脂製ベローズを、射出成形金型内にセットし、その金型内に形成される二次成形空間に溶融材料(例えば熱可塑性樹脂など)を射出成形機を介して射出充填して大径側端部の内面に肉厚の異なる部分を一体成形するものであり、次の技術的手段を講じた点に特徴を有する。
【0006】
第1の発明は、大径側端部の内面に肉厚の異なる部分を備えてなる等速ジョイント用樹脂製ブーツの製造方法であって、蛇腹状部の内部空間と連通する小径側端部と大径側端部を両端に備えて略円すい状の樹脂製ベローズを一次成形し、前記一次成形された樹脂製ベローズを金型内に保持すると共に、該樹脂製ベローズの大径側端部内にコア型を備えることにより、樹脂製ベローズの大径側端部の内面とコア型外周面との間で、大径側端部の内径方向に突出する肉厚の異なる部分を成形する二次成形空間を形成し、該二次成形空間における薄肉部成形空間の任意の一箇所乃至複数箇所に二次成形用の溶融材料注入ポイントを位置せしめると共に、該注入ポイントを介して溶融材料を二次成形空間に射出充填することにより、一次成形された樹脂製ベローズの大径側端部の内面に肉厚の異なる部分を二次成形することを特徴とする等速ジョイント用樹脂製ブーツの製造方法としたことである。
第2の発明は、大径側端部の内面に肉厚の異なる部分を備えてなる等速ジョイント用樹脂製ブーツの製造方法であって、蛇腹状部の内部空間と連通する小径側端部と、周方向に凹凸状に形成された大径側端部とを両端に備えて略円すい状の樹脂製ベローズを一次成形し、前記一次成形された樹脂製ベローズを金型内に保持すると共に、該樹脂製ベローズの大径側端部の凹凸形状に合致する凹凸状の外面形状を有するコア型を該樹脂製ベローズの大径側端部内に備えることにより、前記樹脂製ベローズの大径側端部の外面と金型内周面との間で、大径側端部の内径方向に突出する肉厚の異なる部分を成形する二次成形空間を形成し、該二次成形空間における薄肉部成形空間の任意の一箇所乃至複数箇所に二次成形用の溶融材料注入ポイントを位置せしめると共に、該注入ポイントを介して溶融材料を二次成形空間に射出充填することにより、一次成形された樹脂製ベローズの大径側端部の外面に二次成形して大径側端部の内面に肉厚の異なる部分を形成することを特徴とする等速ジョイント用樹脂製ブーツの製造方法としたことである。
第3の発明は、第1又は第2の発明において、樹脂製ベローズの大径側端部と蛇腹部との境界内面と、該境界内面と接するコア型外面とが嵌り合う形状に形成されていることを特徴とする等速ジョイント用樹脂製ブーツの製造方法としたことである。
第4の発明は、一次成形工程において、樹脂製ベローズの大径側端部の内面に、少なくとも凸状部と凹状部のいずれか一つ以上を形成したことを特徴とする等速ジョイント用樹脂製ブーツの製造方法としたことである。
第5の発明は、第1、第3、第4のいずれかの発明において、二次成形工程において、樹脂製ベローズの大径側端部の内面に対し、射出ゲートの向きθを、 0 °≦θ≦ 90 °とすると共に、樹脂製ベローズの大径側端部の内面と射出ゲート中心の距離を t 、二次成形空間の射出側端部の径方向距離を a としたときに、その射出ゲートの位置を、 0 ≦ t ≦ 2a/3 として、樹脂製ベローズの大径側端部内面に溶融材料が摺接するように射出され、溶融材料が二次成形空間に充填されることを特徴とする等速ジョイント用樹脂製ブーツの製造方法としたことである。
第6の発明は、第1乃至第5のいずれかの発明において、大径側端部と蛇腹部との境界内壁よりも大径側端部寄りに、内径方向に突出する肉厚の異なる部分の境界点を配置して二次成形されることを特徴とする等速ジョイント用樹脂製ブーツの製造方法としたことである。
第7の発明は、第1乃至第6のいずれかの発明において、厚肉部成形空間に一本又は二本のピンを間隔を空けて差込み配置し、その後溶融材料を射出することにより、厚肉部に一個又は二個の穴を形成することを特徴とする等速ジョイント用樹脂製ブーツの製造方法としたことである。
第8の発明は、一次成形された樹脂製ベローズを射出成形金型内に保持すると共に、該金型内に形成された二次成形空間に溶融材料を射出して一次成形された樹脂製ベローズの大径側端部の内面に肉厚の異なる部分を二次成形する装置であって、該装置は、蛇腹状部の内部空間と連通する小径側端部と大径側端部を両端に備えて略円すい状に一次成形された樹脂製ベローズを保持する割型と、該割型によって保持された樹脂製ベローズの大径側端部の内径側に挿入されるコア型と、該コア型と大径側端部との間で形成される厚肉部成形空間と薄肉部成形空間からなる二次成形空間に溶融材料を射出充填する射出機構とからなり、該射出機構は、その溶融材料注入ポイントを、二次成形空間における薄肉部成形空間の任意の一箇所乃至複数箇所に位置せしめることを特徴とする等速ジョイント用樹脂製ブーツの製造装置としたことである。
第9の発明は、一次成形された樹脂製ベローズを射出成形金型内に保持すると共に、該金型内に形成された二次成形空間に溶融材料を射出して一次成形された樹脂製ベローズの大径側端部の外面に肉厚の異なる部分を二次成形する装置であって、該装置は、蛇腹状部の内部空間と連通する小径側端部と、周方向に凹凸状に形成された大径側端部とを両端に備えて略円すい状に一次成形された樹脂製ベローズを保持する割型と、前記樹脂製ベローズの大径側端部の凹凸形状に合致する凹凸状の外面形状を有し、前記割型によって保持された樹脂製ベローズの大径側端部の内径側に挿入されるコア型と、前記割型と大径側端部との間で形成される厚肉部成形空間と薄肉部成形空間からなる二次成形空間に溶融材料を射出充填する射出機構とからなり、該射出機構は、その溶融材料注入ポイントを、二次成形空間における薄肉部成形空間の任意の一箇所乃至複数箇所に位置せしめることを特徴とする等速ジョイント用樹脂製ブーツの製造装置としたことである。
第10の発明は、第8又は第9の発明において、樹脂製ベローズの大径側端部と蛇腹部との境界内面と、該境界内面と接するコア型外面とが嵌り合う形状に形成されていることを特徴とする等速ジョイント用樹脂製ブーツの製造装置としたことである。
第11の発明は、第8又は第10の発明において、樹脂製ベローズは、大径側端部の内面に、少なくとも凸状部と凹状部のいずれか一つ以上を形成したことを特徴とする等速ジョイント用樹脂製ブーツの製造装置としたことである。
第12の発明は、第8、第10、第11のいずれかの発明において、樹脂製ベローズの大径側端部の内面に対し、射出ゲートの向きθを、 0 °≦θ≦ 90 °とすると共に、樹脂製ベローズの大径側端部の内面と射出ゲート中心の距離を t 、二次成形空間の射出側端部の径方向距離を a としたときに、その射出ゲートの位置を、 0 ≦ t ≦ 2a/3 として、樹脂製ベローズの大径側端部内面に溶融材料が摺接するように射出され、溶融材料が二次成形空間に充填されることを特徴とする等速ジョイント用樹脂製ブーツの製造装置としたことである。
第13の発明は、第8乃至第12のいずれかの発明において、大径側端部と蛇腹部との境界内壁よりも大径側端部寄りに、内径方向に突出する肉厚の異なる部分の境界点を配置して二次成形空間が形成されていることを特徴とする等速ジョイント用樹脂製ブーツの製造装置としたことである。
第14の発明は、第8乃至第13のいずれかの発明において、二次成形空間を構成している厚肉部成形空間に一本又は二本のピンを間隔を空けて差込み配置し、その後溶融材料を射出することにより、厚肉部に一個又は二個の穴を形成することを特徴とする等速ジョイント用樹脂製ブーツの製造装置としたことである。
【0007】
このように、二次成形空間における薄肉部成形空間の任意の一箇所乃至複数箇所に二次成形用の溶融材料注入ポイントを設けると、射出ゲートから厚肉部成形空間までの薄肉部成形空間がランナーとしての役割を兼ね、高温状態を維持しつつ厚肉部成形空間まで溶融材料が高速・高温で一瞬にして送り込まれるので、ウェルドやエアー巻き込みの発生が全く無く、ベローズ大径側端部内周と、二次成形により形成される肉厚の異なる部分とが完全に溶着される。
上記したように、樹脂製ベローズの大径側端部の内面とコア型外周面との間にて二次成形空間を形成するにあたって使用されるコア型としては、外周面の所望位置に凹部が形成されている型が用いられ、この凹部とベローズの大径側端部内周との間で肉厚の厚い部分が形成される。また、樹脂製ベローズの大径側端部と蛇腹部との境界内面と、該境界内面と接するコア型外面とが嵌り合う形状に形成されていると、その部分の密着力が高まり、二次成形時の射出圧力が高まりベローズ大径側端部内周と、二次成形により形成される肉厚の異なる部分との溶着が強固となる。
また、樹脂製ベローズの大径側端部の内面に、少なくとも凸状部と凹状部のいずれか一つ以上を形成すると、さらにベローズ大径側端部内周と、二次成形により形成される肉厚の異なる部分との溶着が強固となる。
さらに、二次成形工程において、樹脂製ベローズの大径側端部の内面に対し、射出ゲートの向きθを、0°≦θ≦90°とすると共に、樹脂製ベローズの大径側端部の内面と射出ゲート中心の距離をt、二次成形空間の射出側端部の径方向距離をaとしたときに、その射出ゲートの位置を、0≦t≦2a/3として、樹脂製ベローズの大径側端部内面に溶融材料が摺接するように射出され、溶融材料が二次成形空間に充填されるものとすれば、該樹脂製ベローズの大径側端部内面の不純物が押し流されると共に、該溶融材料の熱が樹脂製ベローズの大径側端部の内面に伝達され、該内面が溶融するため、樹脂製ベローズの大径側端部の内面と二次成形空間に射出された溶融材料とが溶着し完全に一体化する。
また、大径側端部と蛇腹部との境界内壁よりも大径側端部寄りに二次成形空間を形成することで、上記境界内壁よりも大径側に二次成形されるため、大径側端部と蛇腹部との境界部分での展開や自由移動などによって、該境界内面周辺に発生する応力によるクラック発生は防止される。
さらに、厚肉部成形空間に一本又は二本のピンを間隔を空けて差込み配置し、その後溶融材料を射出することにより、厚肉部に一個又は二個の穴を形成するものとすれば、厚肉部のボリュームが少なくなるので薄肉部と厚肉部の冷却時間を一致若しくは近似させることができる。さらに、厚肉部成形空間を溶融樹脂が流れるときの乱流発生がきわめて少ないので、ウェルドやエアーの巻き込み発生が全くない。
すなわち、次のような作用効果が生じ、結果としてシール性が向上する。
厚肉部のボリュームが少なくなるので軽量化が図れる。ヒケのない極めて寸法精度の良い製品が提供できる。バンド締め付け力が薄肉部と厚肉部の差が無く全周略均等になる。厚肉部が弾性力を持つので、トリポッドジョイントの外周にフィットする。
【0008】
【発明の実施の形態】
以下、本発明の一実施形態について、図面を参照して説明する。なお、本実施形態は、本発明の実施の一形態を示したものにすぎず、何らこれらに限定して解釈されるものではなく、本発明の範囲内で適宜必要に応じ設計変更可能である。
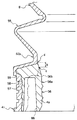
図1は本発明の等速ジョイント用樹脂製ブーツの一実施形態を示す縦断面図、図2は本発明の等速ジョイント用樹脂製ブーツの一実施形態を示す底面図、図3は二次成形工程の一実施形態を示す概略断面図、図4は図3の要部を示す拡大断面図、図5は二次成形された大径側端部を一部省略して示す拡大図を夫々示している。
【0009】
本発明の等速ジョイント用樹脂製ブーツは、外周面に所望な凹部を形成してなる等速ジョイント、すなわちトリポッドジョイント(例えば従来技術で説明した図6に示すトリポッドジョイント)に用いられる。
例えばその一形態として図1に示すブーツが挙げられ、円すい状に形成された蛇腹部55と、該蛇腹部55の一端側に形成された大径側端部41と、他端側に形成された小径側端部40とを熱可塑性樹脂を用いて一体成形されている一次成形品たるベローズ8と、該ベローズ8の大径側端部41内周に熱可塑性樹脂を用いて一体成形されている二次成形品たる肉厚の異なる部分56とで構成されている。
まず一次成形品たるベローズ8について説明すると、この一次成形品たるベローズ8は、既知の一次成形工程により、蛇腹部55と、該蛇腹状部55の内部空間と連通して両端側に備えられている大径側端部41と小径側端部40とが一体成形されている。
蛇腹部55は、所望厚さの肉厚で、大径側端部41から小径側端部40に行くに従って外径(又は内径)が小径状となる凹条部(谷部ともいう)62と凸条部(山部ともいう)63が交互に形成されてなる略円すい状に形成されている。
なお、本発明にてこの蛇腹部55は、特に限定されるものではなく、その蛇腹部55の肉厚や谷部62と山部63のピッチなどの諸条件は本発明の範囲内で適宜最適な条件が適用される。
大径側端部41は、本実施形態によると、その外周は略真円状に形成されると共に所望形状のバンドなどの締結具取付用の凹部59を周設し、内周は二次成形品たる肉厚の異なる部分56との密着力を向上させるため、周方向に連続する凹状部57と凸状部58が端部高さ方向に交互に備えられ、内周を凹凸状に形成している。
小径側端部40は、本実施形態によると、その外周は略真円状に形成されると共に所望形状のバンドなどの締結具取付用の凹部60を周設し、内周はトリポッドジョイント80のドライブシャフト先端外周に形成されている周方向凹溝83に嵌る凸条部61を周設している。
なお、本実施形態では、上記した大径側端部41と小径側端部40の双方を、夫々所望厚さの均一肉厚としている。これら肉厚は特に限定されず最適な任意厚さが選択される。
この大径側端部41と小径側端部40の諸条件は、特に限定されるものではなく、本発明の範囲内で適宜最適な条件が適用される。なお、本実施形態では大径側端部41と小径側端部40の肉厚を均一にしているが、肉厚を均一にしていないものであっても本発明の範囲内である。
【0010】
次に、二次成形品たる肉厚の異なる部分56について説明すると、この二次成形品たる肉厚の異なる部分56は、後述する二次成形工程により、上記一次成形品たるベローズ8の大径側端部41の内周に一体成形されている。
【0011】
肉厚の異なる部分56は、本実施形態によれば、熱可塑性樹脂(例えば、ポリエステル系の熱可塑性エラストマ)を用いてベローズ8の大径側端部41の内周に周方向一定間隔をもって交互に連続して形成されている三箇所の厚肉部56aと三箇所の薄肉部56bからなる。
図5において、実線部分は厚肉部56a、破線部分は薄肉部56bを示し、図中bで示す範囲が夫々の部分の径方向厚み共通部分で円周方向に同一である。そして、図中c点で示す位置が厚肉部56aと薄肉部56bとの径方向厚みの境界点を示す。
厚肉部56aは、トリポッドジョイント80の外周に形成されている凹部81に密着して嵌り合う凸部形状に形成されており、本実施形態では薄肉部56bから内径方向に所望高さで膨出するR状の凸部形状としている。この厚肉部56aの奥行き(厚肉部56aと薄肉部56bとの径方向厚みの境界点c)は、ベローズ8の大径側端部41と蛇腹部55との境界62aの内壁直前位置(境界62aの内壁よりも大径側端部寄り)dまでとする。
薄肉部56bは、該トリポッドジョイント80の凹部81を除いた外周82に密着する内径とした曲面にて形成されている。
すなわち、厚肉部56aの小径側端部40方向寄りの端縁(奥行き)と薄肉部56bの内面との境界点cが、大径側端部41と蛇腹部55との境界62aの内壁に掛かると、その境界62a部分での展開や自由移動などによって、境界62a内面周辺に発生する応力によりクラックが発生する虞が高いため、上記境界62aの内壁若しくは境界62aの内壁を超えて小径側端部寄りの内壁に位置しないようにする。
この厚肉部56aと薄肉部56bの形状や数量、又は厚さ・幅・奥行きなどの諸条件は、対象とされるトリポッドジョイントの外周形状に応じて適宜設計変更可能である。
また、本実施形態では、図2及び図5に示すように、厚肉部56aの軸方向に二つの非貫通状の穴(凹部)86を設け、これにより軽量化、ヒケ防止および弾性の向上を図っている。
なお、この穴86は全ての厚肉部に一個又は二個設けられる。また本実施形態ではすべての厚肉部に穴86を設けているが、任意に選択された厚肉部に設けることも可能であり、また、穴形状は本実施形態では断面視真円状で深さ方向(小径側端部方向)に行くに従って小径となる円すい台状に形成されているが、断面視楕円状若しくは断面視ティアドロップ状などの任意形状が選択可能であり、本発明の範囲内でそれぞれ設計変更可能である。
一次成形品たるベローズ8と二次成形品たる肉厚の異なる部分56を構成する熱可塑性樹脂は特に限定されず、本発明の範囲内で最適な材料が選択され、また夫々同材質であっても、硬度の違う材質であっても、異材質であっても本発明の範囲内である。なお、二次成形品たる肉厚の異なる部分56は、グリースを漏らさないシール機能を持った材質が好ましく、一方一次成形品たるベローズ8は、純粋に本来の目的にあった材質、すなわち屈曲性・耐熱性・耐寒性などを有する材質を選択することが出来る。
なお、本発明によれば、一次成形により成形された樹脂製ベローズ8の内周に厚肉部56aのみを所望箇所に所望数設ける構成としてもよい。このような構成であれば、この厚肉部56aと、厚肉部56aを備えず露出している樹脂製ベローズ8の大径側端部41の内面(薄肉部)とで肉厚の異なる部分が構成される。この時、例えば各厚肉部56aの端部が薄肉のため、ここを薄肉部成形空間とし、該空間に溶融材料の注入ポイントを位置せしめるものとすることができる。
【0012】
次に、本発明等速ジョイント用樹脂製ブーツの製造方法の一実施形態について説明する。
【0013】
「一次成形工程」
上述した大径側端部41の肉厚が均一な樹脂製ベローズ8の成形方法としては、ブロー成形や射出ブロー成形などが良く知られているが、特に限定されず、本発明の範囲内で適宜最適なベローズ成形方法が適用される。
【0014】
「二次成形工程」
本工程は、一次成形にて成形された樹脂製ベローズ8を射出成形用金型64内に保持すると共に、該金型64内に所望な溶融材料、例えば260℃以上の高温の熱可塑性樹脂4aを高速で射出することにより、該ベローズ8の大径側端部41内周に、二次成形品たる肉厚の異なる部分56を一体成形する二次成形工程で、その一実施形態について図3乃至図5に基づいて説明する。なお、以下に説明する構成以外の構成については既知の構成が適用されるためそれらの説明については省略する。なお、上述したとおり、射出される熱可塑性樹脂は260℃以上であるが、特に限定されず、素材が変化しない範囲で適宜設計変更可能である。
【0015】
射出成形用金型64は、該金型64を構成する所望な割型65により樹脂製ベローズ8の外観形状(外側輪郭)に合致する樹脂製ベローズ設置空間68を形成し、そして上述の一次成形により成形された樹脂製ベローズ8にコア型70を挿入して嵌め込むことにより、そのベローズ8の大径側端部41内周との間に所望な二次成形空間69を形成し、その後にこの樹脂製ベローズ8とコア型70を割型65の樹脂製ベローズ設置空間68にインサート保持して型締めする。なお、予め樹脂製ベローズ8を、樹脂製ベローズ設置空間68にインサートすると共に保持し、そしてそのベローズ8の大径側端部41内周との間に所望な二次成形空間69を形成してコア型70を挿入配置し、その後型締めする工程を採用することも可能で本発明の範囲内である。
この樹脂製ベローズ設置空間68は、型締め時において内面に樹脂製ベローズ8の外観形状が密着する輪郭67が形成されており、かつ樹脂製ベローズ8の大径側端部41の開口縁41aが、割型65の上端面65aと面一となるように形成されている。
【0016】
コア型70は、ベローズ8の大径側端部41内周に挿入される略円筒状のコア部71と、該コア部71の上端から水平方向に延設される円盤状鍔部72とで構成されており、対象とされるトリポッドジョイント80の外周形状および外径と同等の外周形状および外径とした部分を、コア部71の先端側直近外周73と鍔部72との間の外周部分74に形成している。そして、鍔部72を割型65の上端面65aに当接させて二次成形空間69上方を密閉すると共に、コア部71の外周部分74が挿入されると、該外周部分74の先端側直近外周73と相対向する割型65の山部66とによって樹脂製ベローズ8における大径側端部41直近のベローズ谷部62aを挟み込んで備えられる。
このようにコア部71の外周部分74をベローズ8の大径側端部41内周に挿入することにより形成される二次成形空間69は、コア部71の外周形状と大径側端部41内周形状とにより所望な空間に形成される。
本実施形態では、コア部71の外周部分に一定間隔をあけて三個の凹部75が形成されているため、この凹部75とベローズ8の大径側端部41内周との間で厚肉部形成空間76が形成され、凹部75以外の外周とベローズ8の大径側端部41内周との間で、上記厚肉部形成空間76と連通する薄肉部形成空間77が形成される。
すなわち、厚肉部56aの小径側端部40方向寄りの端縁(奥行き)と薄肉部56bの内面との境界点cが、大径側端部41と蛇腹部55との境界62aの内壁に掛かると、その境界62a部分での展開や自由移動などによって、境界62a内面周辺に発生する応力によりクラックが発生する虞が高いため、上記境界62aの内壁若しくは境界62aの内壁を超えて小径側端部寄りの内壁に位置しないようにする。
また、スプールには、厚肉部56aに設けられる一個又は二個の穴86形成用の突起(図示省略)を、その鍔部72の所望個所(本実施形態では三箇所)にそれぞれ一定間隔を空けて備えるものとしている。これにより、二次成形時に穴86が同時に成形される。
【0017】
鍔部72には、上記二次成形空間69内にスプール78を介して熱可塑性樹脂を射出するゲート79が形成されている。
本実施形態では、このゲート79が、薄肉部成形空間の任意の一箇所乃至複数箇所を選択して備えられている。すなわち、二次成形空間における薄肉部成形空間の任意の一箇所乃至複数箇所に二次成形用の熱可塑性樹脂射出(注入)ポイントを設けると、射出ゲートから厚肉部成形空間までの薄肉部成形空間が狭いランナーとしての役割を兼ね、高温状態を維持しつつ厚肉部成形空間まで溶融材料が高速・高温で一瞬にして送り込まれるため、エアー不良やウェルド不良などの発生の問題も皆無となる。
なお、ゲート79は厚肉部成形空間に備え、厚肉部成形空間のみから若しくは厚肉部成形空間を含む複数箇所から熱可塑性樹脂を射出するものとしてもよいが、エアー不良やウェルド不良発生防止などの観点からすれば本実施形態のように薄肉部成形空間にゲート79を備えるのが好ましい。
【0018】
樹脂製ベローズ8の大径側端部41と蛇腹部55との境界62a内面と、該境界62a内面と接するコア部71の先端側直近外周73とが嵌り合う形状に形成されていると、その部分の密着力が高まると同時に、射出圧力によるセルフシール効果が発生し、二次成形時の熱可塑性樹脂4aの射出圧力を高めることができるため、ベローズ8の大径側端部41内周と、二次成形により形成される肉厚の異なる部分56との溶着が強固となる。
例えば本実施形態では、樹脂製ベローズ8の大径側端部41と蛇腹部55との境界62a内面に、周方向に連続する凸条部84を一次成形時に一体成形し、該境界62a内面の凸条部84と対向する凹条部85をコア部71の先端側直近外周73に周方向に連続して形成し、その凸条部84と凹条部85の嵌合により密着力を高めている。なお、本実施形態とは逆に、樹脂製ベローズ8の大径側端部41と蛇腹部55との境界62a内面に、周方向に連続する凹条部を一次成形時に一体成形し、一方、該境界62a内面の凹条部と対向する凸条部をコア部71の先端側直近外周73に周方向に連続して形成するものとしてもよく、両者間の密着力を高めることができる構成であれば本発明の範囲内で適宜設計変更可能である。
【0019】
また、樹脂製ベローズ8の大径側端部41の内面に、少なくとも凸状部と凹状部のいずれか一つ以上を上述した一次成形時において同時に形成しておくと、二次成形品たる肉厚の異なる部分56との溶着が強固となる。
例えば本実施形態では、周方向に連続する凹状部57と凸状部58が、大径側端部41の内面の高さ方向に交互に複数個設けられているため、一次成形品たる樹脂製ベローズ8の大径側端部41内面と二次成形品たる肉厚の異なる部分56との溶着面積が広くなり強固に溶着される。なお、本実施形態では、複数個の凹状部57と凸状部58を設ける構成としているが、上述の通り溶着が強固となり得る構成であればこれに限定して解釈されるものではなく、例えば単独の突起や窪みなどを一個乃至複数個設けることも考えられ、この場合の突起の長さなども任意に設定できる。
【0020】
さらに、樹脂製ベローズ8の大径側端部41の内面に周方向に延びる凸状部58を形成した場合、この凸状部58が堰の役目を兼ね、ゲート79から薄肉部成形空間に射出された熱可塑性樹脂を、該薄肉部成形空間から厚肉部成形空間へと均等に流動させる作用を講じる。すなわち、この堰としての凸状部を形成することにより、薄肉部成形空間に射出された高速・高温の熱可塑性樹脂は、まず、ゲート79と凸状部58との間の流動空間(凸状部58上方の流動空間)に沿って厚肉部成形空間方向へと流動するが、続いて凸状部58下方の流動空間に流れ込み、該流動空間に沿って追っかけるように流動する。そして、夫々の流動空間に沿って流動した熱可塑性樹脂は、厚肉部成形空間に同時に到達する。このように複数個の流動空間に流れた熱可塑性樹脂が同時に厚肉部成形空間に到達し得るように凸状部の高さ・長さを調整するのが好ましい。
なお、この凸状部58は、少なくとも薄肉部成形空間に対応する大径側端部41の内面に形成されていれば良い。また、凸状部58は本発明において任意に設けられるものであり、その凸状部本数も適宜設計変更可能である。
【0021】
二次成形空間69への熱可塑性樹脂4aの射出条件を、次の通りに設定することにより、一次成形品たる樹脂製ベローズ8と二次成形品たる肉厚の異なる部分56との溶着がさらに強固となる。
すなわち、樹脂製ベローズ8の大径側端部41の内面に対し、射出ゲート79の向きθを、0°≦θ≦90°の条件のもとに設定すると共に、樹脂製ベローズ8の大径側端部41の内面と射出ゲート79の距離をt、二次成形空間69の射出側端部69aの径方向距離をaとしたときに、その射出ゲート79の位置条件を、0≦t≦2a/3とする。
これにより、樹脂製ベローズ8の大径側端部41内面に高温の熱可塑性樹脂4aが高速で摺接するように射出され、熱可塑性樹脂4aが二次成形空間69に充填される。
この時、射出された高温の熱可塑性樹脂4aが、大径側端部41内周を高速で摺接して流れ込むため、大径側端部41内周表面に付着した一次成形用材料の不純物が押し流され、かつ該内周表面に高温・高速で流れた熱可塑性樹脂4aの熱を伝達して該表面を溶融させる。従って、射出された熱可塑性樹脂4aが、該熱可塑性樹脂4aの熱により溶融した大径側端部41の表面と強固に溶着し、大径側端部41内周に肉厚の異なる部分56が一体的に二次成形される。
【0022】
また、上述した本実施形態では、大径側端部41の内面に二次成形するものとしたが、大径側端部41の外面に二次成形することにより同一の目的を達成することも可能である。すなわち、樹脂製ベローズ8の一次成形時に予めトリポッドに対応する内面形状(周方向に凹凸状)に大径側端部を形成し、そして一次成形された樹脂製ベローズを金型内に設置し、そして、凹凸状に形成された大径側端部内面形状に合致する凹凸状外面形状を備えたコア型を大径側端部内に挿入し、大径側端部外面と金型内面との間に二次成形空間を形成して型締めする。そしてその後、大径側端部外面と金型内面との間に形成された二次成形空間内に熱可塑性樹脂を射出することにより、外周面が真円状で、かつ内周面が肉厚の異なる大径側端部が一体成形される。この場合においても、ゲート79による射出ポイント条件や、その他の条件などは上述した本実施形態と同様に設定可能である。この製造方法によれば、二次成形される溶着部分が樹脂製ベローズの外側であるため、万が一溶着不良が発生したとしてもブーツ内のグリース漏れの心配はない。
【0023】
【発明の効果】
本発明は、上述の通りに構成したため、一次成形したベローズの大径側端部内周に肉厚の異なる部分を二次成形により一体成形する等速ジョイント用樹脂製ブーツの製造方法および該方法に用いられる製造装置を提供することができた。すなわち、本発明によれば、樹脂製ベローズの大径側端部内面に強固に溶着されて一体化された肉厚の異なる部分が二次成形される等速ジョイント用樹脂製ブーツが提供でき、グリース漏れの不都合も解消されると共に、組立作業性も向上される。
【図面の簡単な説明】
【図1】本発明の等速ジョイント用樹脂製ブーツの一実施形態を示す縦断面図。
【図2】本発明の等速ジョイント用樹脂製ブーツの一実施形態を示す底面図。
【図3】二次成形工程の一実施形態を示す概略断面図。
【図4】図3の要部を示す拡大断面図。
【図5】二次成形された大径側端部を一部省略して示す拡大図。
【図6】従来技術を示し、(a)は従来の等速ジョイント用樹脂製ブーツをトリポッドジョイントに取り付けた状態の縦断側面図、(b)は(a)の状態において等速ジョイント用ブーツの大径側端部位置で断面した状態の正面図。
【符号の説明】
8:樹脂製ベローズ
41:大径側端部
56:肉厚の異なる部分
56a:厚肉部
56b:薄肉部
64:射出成形用金型
65:割型
69:二次成形空間
70:コア型
80:トリポッドジョイント
81:凹部
Claims (14)
- 大径側端部の内面に肉厚の異なる部分を備えてなる等速ジョイント用樹脂製ブーツの製造方法であって、
蛇腹状部の内部空間と連通する小径側端部と大径側端部を両端に備えて略円すい状の樹脂製ベローズを一次成形し、
前記一次成形された樹脂製ベローズを金型内に保持すると共に、該樹脂製ベローズの大径側端部内にコア型を備えることにより、樹脂製ベローズの大径側端部の内面とコア型外周面との間で、大径側端部の内径方向に突出する肉厚の異なる部分を成形する二次成形空間を形成し、
該二次成形空間における薄肉部成形空間の任意の一箇所乃至複数箇所に二次成形用の溶融材料注入ポイントを位置せしめると共に、該注入ポイントを介して溶融材料を二次成形空間に射出充填することにより、一次成形された樹脂製ベローズの大径側端部の内面に肉厚の異なる部分を二次成形することを特徴とする等速ジョイント用樹脂製ブーツの製造方法。 - 大径側端部の内面に肉厚の異なる部分を備えてなる等速ジョイント用樹脂製ブーツの製造方法であって、
蛇腹状部の内部空間と連通する小径側端部と、周方向に凹凸状に形成された大径側端部とを両端に備えて略円すい状の樹脂製ベローズを一次成形し、
前記一次成形された樹脂製ベローズを金型内に保持すると共に、該樹脂製ベローズの大径側端部の凹凸形状に合致する凹凸状の外面形状を有するコア型を該樹脂製ベローズの大径側端部内に備えることにより、前記樹脂製ベローズの大径側端部の外面と金型内周面との間で、大径側端部の内径方向に突出する肉厚の異なる部分を成形する二次成形空間を形成し、
該二次成形空間における薄肉部成形空間の任意の一箇所乃至複数箇所に二次成形用の溶融材料注入ポイントを位置せしめると共に、該注入ポイントを介して溶融材料を二次成形空間に射出充填することにより、一次成形された樹脂製ベローズの大径側端部の外面に二次成形して大径側端部の内面に肉厚の異なる部分を形成することを特徴とする等速ジョイント用樹脂製ブーツの製造方法。 - 樹脂製ベローズの大径側端部と蛇腹部との境界内面と、該境界内面と接するコア型外面とが嵌り合う形状に形成されていることを特徴とする請求項1又は2のいずれかに記載の等速ジョイント用樹脂製ブーツの製造方法。
- 一次成形工程において、樹脂製ベローズの大径側端部の内面に、少なくとも凸状部と凹状部のいずれか一つ以上を形成したことを特徴とする請求項1又は3に記載の等速ジョイント用樹脂製ブーツの製造方法。
- 二次成形工程において、樹脂製ベローズの大径側端部の内面に対し、射出ゲートの向きθを、0°≦θ≦90°とすると共に、
樹脂製ベローズの大径側端部の内面と射出ゲート中心の距離をt、二次成形空間の射出側端部の径方向距離をaとしたときに、その射出ゲートの位置を、0≦t≦2a/3として、樹脂製ベローズの大径側端部内面に溶融材料が摺接するように射出され、溶融材料が二次成形空間に充填されることを特徴とする請求項1、3、4のいずれかに記載の等速ジョイント用樹脂製ブーツの製造方法。 - 大径側端部と蛇腹部との境界内壁よりも大径側端部寄りに、内径方向に突出する肉厚の異なる部分の境界点を配置して二次成形されることを特徴とする請求項1乃至5のいずれかに記載の等速ジョイント用樹脂製ブーツの製造方法。
- 厚肉部成形空間に一本又は二本のピンを間隔を空けて差込み配置し、その後溶融材料を射出することにより、厚肉部に一個又は二個の穴を形成することを特徴とする請求項1乃至6に記載の等速ジョイント用樹脂製ブーツの製造方法。
- 一次成形された樹脂製ベローズを射出成形金型内に保持すると共に、該金型内に形成された二次成形空間に溶融材料を射出して一次成形された樹脂製ベローズの大径側端部の内面に肉厚の異なる部分を二次成形する装置であって、該装置は、
蛇腹状部の内部空間と連通する小径側端部と大径側端部を両端に備えて略円すい状に一次成形された樹脂製ベローズを保持する割型と、
該割型によって保持された樹脂製ベローズの大径側端部の内径側に挿入されるコア型と、
該コア型と大径側端部との間で形成される厚肉部成形空間と薄肉部成形空間からなる二次成形空間に溶融材料を射出充填する射出機構とからなり、
該射出機構は、その溶融材料注入ポイントを、二次成形空間における薄肉部成形空間の任意の一箇所乃至複数箇所に位置せしめることを特徴とする等速ジョイント用樹脂製ブーツの製造装置。 - 一次成形された樹脂製ベローズを射出成形金型内に保持すると共に、該金型内に形成された二次成形空間に溶融材料を射出して一次成形された樹脂製ベローズの大径側端部の外面に肉厚の異なる部分を二次成形する装置であって、該装置は、
蛇腹状部の内部空間と連通する小径側端部と、周方向に凹凸状に形成された大径側端部とを両端に備えて略円すい状に一次成形された樹脂製ベローズを保持する割型と、
前記樹脂製ベローズの大径側端部の凹凸形状に合致する凹凸状の外面形状を有し、前記割型によって保持された樹脂製ベローズの大径側端部の内径側に挿入されるコア型と、
前記割型と大径側端部との間で形成される厚肉部成形空間と薄肉部成形空間からなる二次成形空間に溶融材料を射出充填する射出機構とからなり、
該射出機構は、その溶融材料注入ポイントを、二次成形空間における薄肉部成形空間の任意の一箇所乃至複数箇所に位置せしめることを特徴とする等速ジョイント用樹脂製ブーツの製造装置。 - 樹脂製ベローズの大径側端部と蛇腹部との境界内面と、該境界内面と接するコア型外面とが嵌り合う形状に形成されていることを特徴とする請求項8又は9のいずれかに記載の等速ジョイント用樹脂製ブーツの製造装置。
- 樹脂製ベローズは、大径側端部の内面に、少なくとも凸状部と凹状部のいずれか一つ以上を形成したことを特徴とする請求項8又は10に記載の等速ジョイント用樹脂製ブーツの製造装置。
- 樹脂製ベローズの大径側端部の内面に対し、射出ゲートの向きθを、0°≦θ≦90°とすると共に、
樹脂製ベローズの大径側端部の内面と射出ゲート中心の距離をt、二次成形空間の射出側端部の径方向距離をaとしたときに、その射出ゲートの位置を、0≦t≦2a/3として、樹脂製ベローズの大径側端部内面に溶融材料が摺接するように射出され、溶融材料が二次成形空間に充填されることを特徴とする請求項8、10、11のいずれかに記載の等速ジョイント用樹脂製ブーツの製造装置。 - 大径側端部と蛇腹部との境界内壁よりも大径側端部寄りに、内径方向に突出する肉厚の異なる部分の境界点を配置して二次成形空間が形成されていることを特徴とする請求項8乃至12のいずれかに記載の等速ジョイント用樹脂製ブーツの製造装置。
- 二次成形空間を構成している厚肉部成形空間に一本又は二本のピンを間隔を空けて差込み配置し、その後溶融材料を射出することにより、厚肉部に一個又は二個の穴を形成することを特徴とする請求項8乃至13に記載の等速ジョイント用樹脂製ブーツの製造装置。
Priority Applications (11)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003041317A JP3657944B2 (ja) | 2003-02-19 | 2003-02-19 | 等速ジョイント用樹脂製ブーツの製造方法等速ジョイント用樹脂製ブーツの製造装置 |
| US10/396,520 US7588713B2 (en) | 2003-02-19 | 2003-03-26 | Method of manufacturing resin boots for constant velocity universal joint |
| CA2423624A CA2423624C (en) | 2003-02-19 | 2003-03-27 | Method of manufacturing resin boots for constant velocity universal joint and apparatus for manufacturing resin boots for constant velocity universal joint |
| CNB031286429A CN100467257C (zh) | 2003-02-19 | 2003-03-28 | 制造等速万向节的树脂防尘罩的方法及装置 |
| KR1020030019485A KR100994200B1 (ko) | 2003-02-19 | 2003-03-28 | 등속 조인트용 수지제 부트의 제조방법 및 제조장치 |
| EP03252148.6A EP1450060B1 (en) | 2003-02-19 | 2003-04-04 | Method of manufacturing boots for constant velocity universal joint and apparatus for manufacturing boots for constant velocity universal joint |
| MXPA03003016A MXPA03003016A (es) | 2003-02-19 | 2003-04-07 | Metodo para fabricar cubiertas para junta universal de velocidad constante, de resina y aparato para fabricar cubiertas para junta universal de velocidad constante, de resina. |
| US11/220,726 US20060049584A1 (en) | 2003-02-19 | 2005-09-08 | Method of manufacturing resin boots for constant velocity universal joint and resin boots for constant velocity universal joint |
| US11/220,727 US7488259B2 (en) | 2003-02-19 | 2005-09-08 | Resin boots for constant velocity universal joint |
| US12/335,113 US20090194953A1 (en) | 2003-02-19 | 2009-01-13 | Resin boots for constant velocity universal joint |
| US12/805,614 US20110024029A1 (en) | 2003-02-19 | 2010-08-10 | Resin boots for constant velocity universal joint |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003041317A JP3657944B2 (ja) | 2003-02-19 | 2003-02-19 | 等速ジョイント用樹脂製ブーツの製造方法等速ジョイント用樹脂製ブーツの製造装置 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004217244A Division JP2004353872A (ja) | 2004-07-26 | 2004-07-26 | 樹脂製等速ジョイント用ブーツ |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2004249545A JP2004249545A (ja) | 2004-09-09 |
| JP2004249545A5 JP2004249545A5 (ja) | 2005-05-26 |
| JP3657944B2 true JP3657944B2 (ja) | 2005-06-08 |
Family
ID=32732943
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003041317A Expired - Fee Related JP3657944B2 (ja) | 2003-02-19 | 2003-02-19 | 等速ジョイント用樹脂製ブーツの製造方法等速ジョイント用樹脂製ブーツの製造装置 |
Country Status (7)
| Country | Link |
|---|---|
| US (2) | US7588713B2 (ja) |
| EP (1) | EP1450060B1 (ja) |
| JP (1) | JP3657944B2 (ja) |
| KR (1) | KR100994200B1 (ja) |
| CN (1) | CN100467257C (ja) |
| CA (1) | CA2423624C (ja) |
| MX (1) | MXPA03003016A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3323581A1 (en) | 2016-11-16 | 2018-05-23 | Yong Hoon Hur | Injection apparatus for molding combined member of constantvelocity joint boot, injection method of combined member of constant-velocity joint boot, and constant-velocity joint boot manufactured by injection method of combined member |
Families Citing this family (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4317784B2 (ja) * | 2003-08-29 | 2009-08-19 | 株式会社フコク | 等速ジョイント用ブーツの製造方法並びにその方法に用いられる製造装置 |
| JP4359532B2 (ja) * | 2003-09-02 | 2009-11-04 | 株式会社フコク | 等速ジョイント用ブーツの製造方法並びにその方法に用いられる製造装置等速ジョイント用ブーツ |
| US7775891B2 (en) | 2004-11-19 | 2010-08-17 | Honda Motor Co., Ltd. | Boot for joint |
| JP3956015B2 (ja) * | 2004-11-29 | 2007-08-08 | 東洋ゴム工業株式会社 | 樹脂製ジョイントブーツ |
| FR2879279B1 (fr) | 2004-12-15 | 2007-01-26 | Trelleborg Prodyn Soc Par Acti | Manchon polylobe de protection de transmission de vehicule |
| DE602004006526T2 (de) * | 2004-12-31 | 2008-01-24 | Fukoku Co. Ltd., Ageo | Dichtungsmanschette für Gleichlaufgelenk |
| WO2007034844A1 (ja) * | 2005-09-20 | 2007-03-29 | Fukoku Co., Ltd. | 等速ジョイント用ブーツ、等速ジョイント用ブーツの製造方法、等速ジョイント用ブーツの製造装置 |
| DE102006008558B3 (de) * | 2006-02-22 | 2007-08-02 | Gkn Driveline International Gmbh | Faltenbalganordnung für eine Tripodegelenkeinheit |
| JP4926584B2 (ja) * | 2006-07-18 | 2012-05-09 | Ntn株式会社 | トリポード型等速自在継手 |
| KR200452587Y1 (ko) * | 2007-06-29 | 2011-03-07 | 윤지한 | 자동차 제동장치에 사용되는 부츠 벨로즈 자동 이형장치 |
| US9651096B2 (en) * | 2008-11-14 | 2017-05-16 | Gkn Driveline North America, Inc. | Tripod seal feature |
| WO2010134125A1 (ja) * | 2009-05-19 | 2010-11-25 | 三菱電機株式会社 | カバー |
| WO2013043166A1 (en) * | 2011-09-21 | 2013-03-28 | Gkn Driveline North America, Inc. | External rolling diaphragm overmoulded high speed constant velocity joint boot |
| US20130154153A1 (en) * | 2011-12-20 | 2013-06-20 | Shape Corp. | Multi-shot molding method with pressure activated expansion locks |
| KR101405187B1 (ko) * | 2012-11-08 | 2014-06-10 | 현대자동차주식회사 | 부트 유닛 및 이의 제조방법 |
| JP2014144589A (ja) * | 2013-01-29 | 2014-08-14 | Jtekt Corp | 等速ジョイント用ブーツの製造装置及びその製造方法 |
| JP5964934B2 (ja) * | 2014-01-08 | 2016-08-03 | 豊田合成株式会社 | 可変圧縮比エンジン用ブーツシール及びその製造方法 |
| JP6448201B2 (ja) * | 2014-03-18 | 2019-01-09 | 株式会社ショーワ | ステアリング装置 |
| US10156268B2 (en) * | 2014-09-03 | 2018-12-18 | Gkn Driveline North America, Inc. | Boot with insert |
| CN105422674A (zh) * | 2015-12-15 | 2016-03-23 | 天津市环宇橡塑股份有限公司 | 一种带有18波峰结构的转向齿条防尘罩 |
| WO2018177519A1 (en) * | 2017-03-29 | 2018-10-04 | Essity Hygiene And Health Aktiebolag | Plastomer spring with captive valve |
| JP6823546B2 (ja) * | 2017-06-02 | 2021-02-03 | 株式会社ブリヂストン | 射出成形金型、樹脂部材、及び、樹脂製品の製造方法 |
| CN107322843B (zh) * | 2017-08-31 | 2023-10-03 | 重庆鲜宇机械制造有限公司 | 一种简易联轴器制造设备 |
| KR102070024B1 (ko) * | 2018-07-27 | 2020-01-29 | 현대트랜시스(주) | 차량 시트의 통풍기구 및 이를 이용한 가변형 통풍시트 |
| KR102299584B1 (ko) * | 2019-04-26 | 2021-09-10 | 현대트랜시스(주) | 통풍 시트용 주름관의 제조방법 및 통풍 시트용 주름관 |
| CN110541899B (zh) * | 2019-09-09 | 2021-09-07 | 中车青岛四方车辆研究所有限公司 | 一种液压制动夹钳 |
| KR102184948B1 (ko) | 2020-06-03 | 2020-12-01 | 주식회사 건화이엔지 | 등속조인트의 부트 결합부 이중 사출 성형방법 |
| CN114619601A (zh) * | 2021-12-30 | 2022-06-14 | 浙江国泰萧星密封材料股份有限公司 | 一种密封大尺寸联轴器用油包的制备方法 |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4341317A (en) * | 1980-05-09 | 1982-07-27 | Yoshino Kogyosho Co., Ltd. | Biaxially oriented bottle of saturated polyester resin |
| GB2195167B (en) * | 1986-09-17 | 1990-03-21 | Ntn Toyo Bearing Co Ltd | Homokinetic universal joint |
| JPH0222463A (ja) | 1988-07-12 | 1990-01-25 | Matsushita Electric Ind Co Ltd | 金属薄膜の製造法 |
| JP3037988B2 (ja) * | 1990-09-29 | 2000-05-08 | キーパー株式会社 | 合成樹脂製蛇腹製品の射出ブロー成形方法 |
| ATE132681T1 (de) * | 1992-01-15 | 1996-01-15 | Patrick Arthur Leach | Verfahren und vorrichtung zur herstellung eines lautsprecherkonus und einer sickenanordnung |
| US5529538A (en) * | 1993-04-01 | 1996-06-25 | General Motors Corporation | Boot bushing for constant velocity universal joint |
| US6182975B1 (en) * | 1993-06-04 | 2001-02-06 | Nok Corporation | Sealing device having an annular space between sealing lips |
| US6041824A (en) | 1994-06-30 | 2000-03-28 | Steere Enterprises, Inc. | Clean air ducts and methods for the manufacture thereof |
| US5851471A (en) * | 1996-05-16 | 1998-12-22 | The Coca-Cola Company | Method for injection molding a multi-layer preform for use in blow molding a plastic bottle |
| US5900205A (en) * | 1996-08-08 | 1999-05-04 | Salflex Polymers Ltd. | Method for blow molding a CVJ boot |
| US6099788A (en) | 1997-12-19 | 2000-08-08 | Salflex Polymers Ltd. | Method of making a protective boot for an automotive component |
| US6099785A (en) * | 1998-03-17 | 2000-08-08 | Schweigert; Lothar | Method for injection molding plastic closures |
| GB2366338B (en) * | 2000-08-22 | 2003-11-19 | Draftex Ind Ltd | Protective bellows |
| US20020160074A1 (en) * | 2001-03-07 | 2002-10-31 | Katsushi Saito | Apparatus for manufacturing resin bellows |
| JP2002286048A (ja) | 2001-03-26 | 2002-10-03 | Toyoda Gosei Co Ltd | 等速ジョイント用ブーツ |
| JP2003113858A (ja) * | 2001-10-04 | 2003-04-18 | Toyoda Gosei Co Ltd | 等速ジョイント用ブーツ |
| US6682678B2 (en) * | 2002-02-04 | 2004-01-27 | Arrow Innovations, Llc | Method of making translational spout closure for a container |
| JP4317784B2 (ja) * | 2003-08-29 | 2009-08-19 | 株式会社フコク | 等速ジョイント用ブーツの製造方法並びにその方法に用いられる製造装置 |
| JP4359532B2 (ja) * | 2003-09-02 | 2009-11-04 | 株式会社フコク | 等速ジョイント用ブーツの製造方法並びにその方法に用いられる製造装置等速ジョイント用ブーツ |
-
2003
- 2003-02-19 JP JP2003041317A patent/JP3657944B2/ja not_active Expired - Fee Related
- 2003-03-26 US US10/396,520 patent/US7588713B2/en not_active Expired - Fee Related
- 2003-03-27 CA CA2423624A patent/CA2423624C/en not_active Expired - Fee Related
- 2003-03-28 CN CNB031286429A patent/CN100467257C/zh not_active Expired - Lifetime
- 2003-03-28 KR KR1020030019485A patent/KR100994200B1/ko active IP Right Grant
- 2003-04-04 EP EP03252148.6A patent/EP1450060B1/en not_active Expired - Fee Related
- 2003-04-07 MX MXPA03003016A patent/MXPA03003016A/es active IP Right Grant
-
2005
- 2005-09-08 US US11/220,726 patent/US20060049584A1/en not_active Abandoned
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3323581A1 (en) | 2016-11-16 | 2018-05-23 | Yong Hoon Hur | Injection apparatus for molding combined member of constantvelocity joint boot, injection method of combined member of constant-velocity joint boot, and constant-velocity joint boot manufactured by injection method of combined member |
| US10663007B2 (en) | 2016-11-16 | 2020-05-26 | Yong-Hoon Hur | Injection apparatus for molding combined member of constant-velocity joint boot, injection method of combined member of constant-velocity joint boot, and constant-velocity joint boot manufactured by injection method of combined member |
Also Published As
| Publication number | Publication date |
|---|---|
| CA2423624C (en) | 2010-10-19 |
| CN100467257C (zh) | 2009-03-11 |
| KR100994200B1 (ko) | 2010-11-12 |
| EP1450060B1 (en) | 2013-06-19 |
| US7588713B2 (en) | 2009-09-15 |
| EP1450060A1 (en) | 2004-08-25 |
| MXPA03003016A (es) | 2005-11-08 |
| CA2423624A1 (en) | 2004-08-19 |
| US20040159976A1 (en) | 2004-08-19 |
| US20060049584A1 (en) | 2006-03-09 |
| JP2004249545A (ja) | 2004-09-09 |
| CN1522848A (zh) | 2004-08-25 |
| KR20040074571A (ko) | 2004-08-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3657944B2 (ja) | 等速ジョイント用樹脂製ブーツの製造方法等速ジョイント用樹脂製ブーツの製造装置 | |
| JP2004249545A5 (ja) | ||
| US7488259B2 (en) | Resin boots for constant velocity universal joint | |
| JP4359532B2 (ja) | 等速ジョイント用ブーツの製造方法並びにその方法に用いられる製造装置等速ジョイント用ブーツ | |
| KR101110146B1 (ko) | 등속 조인트용 부트의 제조방법과 그 방법에 사용되는 제조장치 | |
| JP4420279B2 (ja) | 樹脂製等速ジョイント用ブーツの製造装置樹脂製等速ジョイント用ブーツの製造方法樹脂製等速ジョイント用ブーツ | |
| JP2004353872A5 (ja) | ||
| JP2004353872A (ja) | 樹脂製等速ジョイント用ブーツ | |
| JP4192765B2 (ja) | 等速ジョイント用ブーツ | |
| JP2005315303A (ja) | 樹脂製等速ジョイント用ブーツ | |
| JP4446081B2 (ja) | 樹脂製等速ジョイント用ブーツの製造方法 | |
| JP4914837B2 (ja) | 等速ジョイント用ブーツ、等速ジョイント用ブーツの製造方法、等速ジョイント用ブーツの製造装置 | |
| JP4269309B2 (ja) | 等速ジョイント用樹脂ブーツの製造方法 | |
| JP2002266991A (ja) | 樹脂プーリ付き軸受 | |
| JP2004001553A (ja) | 樹脂成形品 | |
| JP3124185U (ja) | 軸スリーブ | |
| JP2006312962A (ja) | 等速ジョイント用ブーツ、等速ジョイント用ブーツの製造方法、等速ジョイント用ブーツの製造装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040726 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20041112 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20041124 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050121 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050215 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050310 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 3657944 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20080318 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100318 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100318 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110318 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130318 Year of fee payment: 8 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130318 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140318 Year of fee payment: 9 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: R3D02 |
|
| LAPS | Cancellation because of no payment of annual fees |