JP2021114493A - 加工装置 - Google Patents
加工装置 Download PDFInfo
- Publication number
- JP2021114493A JP2021114493A JP2020005230A JP2020005230A JP2021114493A JP 2021114493 A JP2021114493 A JP 2021114493A JP 2020005230 A JP2020005230 A JP 2020005230A JP 2020005230 A JP2020005230 A JP 2020005230A JP 2021114493 A JP2021114493 A JP 2021114493A
- Authority
- JP
- Japan
- Prior art keywords
- wafer
- center
- holding surface
- held
- chuck table
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 230000007246 mechanism Effects 0.000 claims description 24
- 238000003384 imaging method Methods 0.000 claims description 16
- 238000000034 method Methods 0.000 claims description 14
- 230000008569 process Effects 0.000 claims description 10
- 239000013078 crystal Substances 0.000 claims description 3
- 238000011109 contamination Methods 0.000 abstract description 2
- 230000002123 temporal effect Effects 0.000 abstract 2
- 230000032258 transport Effects 0.000 description 23
- 238000004140 cleaning Methods 0.000 description 13
- 239000000428 dust Substances 0.000 description 4
- 230000001681 protective effect Effects 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 230000008859 change Effects 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/27—Work carriers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B19/00—Single-purpose machines or devices for particular grinding operations not covered by any other main group
- B24B19/22—Single-purpose machines or devices for particular grinding operations not covered by any other main group characterised by a special design with respect to properties of the material of non-metallic articles to be ground
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/005—Control means for lapping machines or devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/005—Feeding or manipulating devices specially adapted to grinding machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/02—Frames; Beds; Carriages
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/04—Headstocks; Working-spindles; Features relating thereto
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/06—Work supports, e.g. adjustable steadies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B47/00—Drives or gearings; Equipment therefor
- B24B47/10—Drives or gearings; Equipment therefor for rotating or reciprocating working-spindles carrying grinding wheels or workpieces
- B24B47/12—Drives or gearings; Equipment therefor for rotating or reciprocating working-spindles carrying grinding wheels or workpieces by mechanical gearing or electric power
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B47/00—Drives or gearings; Equipment therefor
- B24B47/20—Drives or gearings; Equipment therefor relating to feed movement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B47/00—Drives or gearings; Equipment therefor
- B24B47/22—Equipment for exact control of the position of the grinding tool or work at the start of the grinding operation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B49/00—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation
- B24B49/12—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation involving optical means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B55/00—Safety devices for grinding or polishing machines; Accessories fitted to grinding or polishing machines for keeping tools or parts of the machine in good working condition
- B24B55/02—Equipment for cooling the grinding surfaces, e.g. devices for feeding coolant
- B24B55/03—Equipment for cooling the grinding surfaces, e.g. devices for feeding coolant designed as a complete equipment for feeding or clarifying coolant
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B55/00—Safety devices for grinding or polishing machines; Accessories fitted to grinding or polishing machines for keeping tools or parts of the machine in good working condition
- B24B55/04—Protective covers for the grinding wheel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B55/00—Safety devices for grinding or polishing machines; Accessories fitted to grinding or polishing machines for keeping tools or parts of the machine in good working condition
- B24B55/06—Dust extraction equipment on grinding or polishing machines
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/67005—Apparatus not specifically provided for elsewhere
- H01L21/67011—Apparatus for manufacture or treatment
- H01L21/67092—Apparatus for mechanical treatment
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/67005—Apparatus not specifically provided for elsewhere
- H01L21/67242—Apparatus for monitoring, sorting or marking
- H01L21/67294—Apparatus for monitoring, sorting or marking using identification means, e.g. labels on substrates or labels on containers
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/677—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations
- H01L21/67739—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations into and out of processing chamber
- H01L21/67742—Mechanical parts of transfer devices
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/68—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for positioning, orientation or alignment
- H01L21/681—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for positioning, orientation or alignment using optical controlling means
Abstract
【解決手段】中心座標認識手段により認識されたウェーハ100の中心座標に基づいて、ロボット155によって保持されているウェーハ100の中心201と、チャックテーブル30の保持面32の中心203とが一致するように、保持面32にウェーハ100を保持させる。これにより、仮置きテーブルを用いることなく、保持面32にウェーハ100を適切に保持させることができる。したがって、仮置きテーブルを用いない分だけ、ウェーハ100を持ち替える回数を減らせるので、ウェーハ100の汚染および破損のリスクを少なくすることができるとともに、保持面32に保持させるまでにかかる時間を低減することが可能となる。
【選択図】図6
Description
図1に示す本実施形態にかかる加工装置である研削装置1は、ウェーハ100に対して、搬入処理、研削処理、洗浄処理および搬出処理を含む一連の処理を実施するように構成されている。
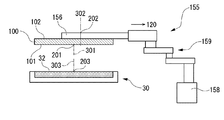
なお、図2に示す例では、ウェーハ100は、その裏面102が下を向くように、第1のカセット153に収容されている。
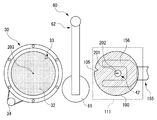
ロボット155は、ウェーハ100を保持した後、ロボットハンド156の中心202を通る直線302上に第1カメラ41が配置されるように、水平移動手段159によってロボットハンド156が移動されるように構成されている。この状態で、第1カメラ41は、ロボットハンド156に保持されたウェーハ100を撮像する。これにより、図4に示すような撮像エリア110に対応する撮像画が取得される。
たとえば、中心座標認識手段72は、撮像画からウェーハ100の外周における3点の座標を取得し、これら3点の座標に基づいて、ウェーハ100の中心201の座標である中心座標を取得する。
なお、ロボットハンド156を撮像する第1カメラ41は、ロボットハンド156の上に配置されていてもよいし、下に配置されていてもよい。
図7に示すように、本実施形態にかかる加工装置である研削装置10は、図1に示した研削装置1の構成において、搬入機構60および搬出機構65をさらに有しているとともに、第1カメラ41に代えて第2カメラ42を備えている。
なお、第1カメラ41と、第2カメラ42との両方を備えていてもよい。
なお、第1カメラ41は、スピンナテーブル27からロボットハンド156が受け取ったウェーハ100の中心と、ロボットハンド156の中心との位置関係を認識するのに用いて、カセットにウェーハ100を収納できないくらいウェーハ100がずれていたら作業者に通知するようにしてもよい。
また、研削装置10では、制御手段70が、中心座標認識手段72に加えて、マーク認識手段73およびマーク位置合わせ制御手段74を備えている。
搬入機構60は、搬送パッド61、および、搬送パッド61を水平方向および上下方向に移動させる移動手段62を有している。搬入機構60は、ロボット155に保持されているウェーハ100を、搬送パッド61によって吸引保持して、チャックテーブル30に搬送し、その保持面32に、裏面102を上にして載置する。
以下に、マーク認識手段73およびマーク位置合わせ制御手段74の機能とともに、制御手段70によって制御される研削装置10の動作について説明する。
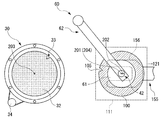
ロボット155は、ウェーハ100を保持した後、ロボットハンド156の中心202を通る直線302上に第2カメラ42が配置されるように、水平移動手段159によってロボットハンド156が移動されるように構成されている。この状態で、第2カメラ42は、ロボットハンド156に保持されたウェーハ100を撮像する。これにより、図9に示すような撮像エリア111に対応する撮像画が取得される。
すなわち、この構成では、保持面32におけるウェーハ100を吸引する部分が、ウェーハ100を転写した形状を有する。そして、保持面32における吸引が切断される部分が、オリエンテーションフラットに対応したマーク対応部となる。マーク位置合わせ制御手段74は、搬送パッド61によって保持面32に搬送されたウェーハ100のオリエンテーションフラットの位置に、保持面32における吸引が切断される部分が配置されるように、モータ34を制御して、チャックテーブル30を回転させる。
151:第1のカセットステージ、153:第1のカセット、
155:ロボット、156:ロボットハンド、
157:駆動部、158:上下移動手段、159:水平移動手段、
60:搬入機構、61:搬送パッド、62:移動手段、
30:チャックテーブル、32:保持面、33:マーク対応部、34:モータ、
65:搬出機構、66:搬出パッド、67:移動手段、
70:制御手段、72:中心座標認識手段、
73:マーク認識手段、74:マーク位置合わせ制御手段、
41:第1カメラ、42:第2カメラ、110:撮像エリア、111:撮像エリア、
100:ウェーハ、101:表面、102:裏面、105:ノッチ
Claims (3)
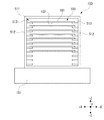
- 上下方向に配置された複数の棚を有するカセットと、該カセットが載置されるカセットステージと、保持面によって被加工物を保持するチャックテーブルと、該カセットに収納された被加工物を保持し、該カセットから該チャックテーブルに被加工物を搬送する搬送手段と、該チャックテーブルに保持された被加工物を加工する加工手段と、を備える加工装置であって、
該搬送手段によって保持されている被加工物を撮像する撮像手段と、
該撮像手段による撮像によって取得された撮像画に基づいて、被加工物の中心座標を認識する中心座標認識手段と、
該中心座標認識手段により認識された該中心座標に基づいて、該搬送手段を制御して、該搬送手段によって保持されている被加工物の中心と、該チャックテーブルの該保持面の中心とが一致するように、該保持面に被加工物を保持させる制御手段と、をさらに備える、
加工装置。 - 該搬送手段は、該カセットに収納された被加工物を保持するロボットハンドを装着したロボットと、該ロボットハンドに保持された被加工物を受け取り、該チャックテーブルの該保持面に搬入する搬入機構とを備え、
該撮像手段は、該ロボットハンドに保持された被加工物を撮像し、
該制御手段は、該中心座標認識手段によって認識された該中心座標に基づいて、該搬入機構によって、該保持面の中心と被加工物の中心とが一致するように、該保持面に被加工物を保持させる、
請求項1記載の加工装置。 - 被加工物は、結晶方位を示すマークとしてのノッチまたはオリエンテーションフラットを備え、
該保持面は、被加工物を転写した形状を有し、該マークに対応したマーク対応部を備えており、
該撮像手段による撮像によって得られた該撮像画から該マークの位置を認識するマーク認識手段と、
該保持面の中心を軸に該チャックテーブルを回転させる回転手段と、
該保持面の該マーク対応部と、該搬送手段によって保持されている被加工物の該マークとを一致させるように、該回転手段を制御する、マーク位置合わせ制御手段と、をさらに備える、
請求項1記載の加工装置。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020005230A JP2021114493A (ja) | 2020-01-16 | 2020-01-16 | 加工装置 |
| TW109147200A TW202128349A (zh) | 2020-01-16 | 2020-12-31 | 加工裝置 |
| KR1020210001337A KR20210092683A (ko) | 2020-01-16 | 2021-01-06 | 가공 장치 |
| CN202110036686.XA CN113199353A (zh) | 2020-01-16 | 2021-01-12 | 加工装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020005230A JP2021114493A (ja) | 2020-01-16 | 2020-01-16 | 加工装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2021114493A true JP2021114493A (ja) | 2021-08-05 |
Family
ID=77025179
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020005230A Pending JP2021114493A (ja) | 2020-01-16 | 2020-01-16 | 加工装置 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP2021114493A (ja) |
| KR (1) | KR20210092683A (ja) |
| CN (1) | CN113199353A (ja) |
| TW (1) | TW202128349A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023026917A1 (ja) * | 2021-08-24 | 2023-03-02 | 川崎重工業株式会社 | 基板搬送ロボットおよび基板搬送ロボットの制御方法 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008183659A (ja) * | 2007-01-30 | 2008-08-14 | Disco Abrasive Syst Ltd | 研削装置 |
| JP2009123790A (ja) * | 2007-11-13 | 2009-06-04 | Disco Abrasive Syst Ltd | 研削装置 |
| JP6192527B2 (ja) * | 2013-12-18 | 2017-09-06 | 株式会社ディスコ | 研削装置 |
| JP2015217449A (ja) * | 2014-05-14 | 2015-12-07 | 株式会社ディスコ | 研削装置 |
| JP6415349B2 (ja) * | 2015-02-20 | 2018-10-31 | 株式会社ディスコ | ウェーハの位置合わせ方法 |
| JP6970492B2 (ja) | 2016-08-18 | 2021-11-24 | 株式会社ディスコ | 研削装置 |
| JP6721468B2 (ja) * | 2016-09-14 | 2020-07-15 | 株式会社ディスコ | 加工装置 |
| JP7002295B2 (ja) | 2017-11-09 | 2022-01-20 | 株式会社ディスコ | 板状ワークの加工方法及び加工装置 |
-
2020
- 2020-01-16 JP JP2020005230A patent/JP2021114493A/ja active Pending
- 2020-12-31 TW TW109147200A patent/TW202128349A/zh unknown
-
2021
- 2021-01-06 KR KR1020210001337A patent/KR20210092683A/ko active Search and Examination
- 2021-01-12 CN CN202110036686.XA patent/CN113199353A/zh active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023026917A1 (ja) * | 2021-08-24 | 2023-03-02 | 川崎重工業株式会社 | 基板搬送ロボットおよび基板搬送ロボットの制御方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| TW202128349A (zh) | 2021-08-01 |
| KR20210092683A (ko) | 2021-07-26 |
| CN113199353A (zh) | 2021-08-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6679157B2 (ja) | 加工装置の搬送機構 | |
| JP2009123790A (ja) | 研削装置 | |
| JP2010186863A (ja) | 位置合わせ機構、加工装置および位置合わせ方法 | |
| JP2009533849A (ja) | 電子構成要素、詳細には半導体チップを基板に配置するための方法および装置 | |
| JP2009255214A (ja) | 加工装置 | |
| JP5117686B2 (ja) | 研削装置 | |
| JP6202962B2 (ja) | 切削装置 | |
| JP5930519B2 (ja) | 加工装置 | |
| JP2014038929A (ja) | インラインシステム | |
| JP6415349B2 (ja) | ウェーハの位置合わせ方法 | |
| JP2021114493A (ja) | 加工装置 | |
| JP2009135254A (ja) | 粘着テープ貼着方法 | |
| CN113246324A (zh) | 切削装置和切削方法 | |
| JP5723563B2 (ja) | 位置合わせ方法 | |
| JP6192526B2 (ja) | 加工装置 | |
| JP6574373B2 (ja) | 円板状ワークの研削方法 | |
| JP2012175022A (ja) | ウエーハ加工装置 | |
| JP6208587B2 (ja) | 切削装置 | |
| TWI813837B (zh) | 觸碰面板 | |
| JP2018032825A (ja) | 被加工物のアライメント方法 | |
| KR20210104558A (ko) | 가공 장치 | |
| JP5473715B2 (ja) | ウエーハ搬送機構の調整方法 | |
| JP7320425B2 (ja) | 洗浄装置 | |
| JP2021074787A (ja) | 加工装置 | |
| JP6192527B2 (ja) | 研削装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200409 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20200409 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20221125 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20231011 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20231017 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20231215 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240312 |