JP2020196465A - 回折光沢ラミネートチューブ容器 - Google Patents
回折光沢ラミネートチューブ容器 Download PDFInfo
- Publication number
- JP2020196465A JP2020196465A JP2019102599A JP2019102599A JP2020196465A JP 2020196465 A JP2020196465 A JP 2020196465A JP 2019102599 A JP2019102599 A JP 2019102599A JP 2019102599 A JP2019102599 A JP 2019102599A JP 2020196465 A JP2020196465 A JP 2020196465A
- Authority
- JP
- Japan
- Prior art keywords
- layer
- tube container
- laminated tube
- laminated
- film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000007639 printing Methods 0.000 claims abstract description 53
- 230000004888 barrier function Effects 0.000 claims abstract description 47
- 239000010410 layer Substances 0.000 claims description 229
- 229920005989 resin Polymers 0.000 claims description 166
- 239000011347 resin Substances 0.000 claims description 166
- 239000000463 material Substances 0.000 claims description 59
- 239000002344 surface layer Substances 0.000 claims description 53
- 239000011241 protective layer Substances 0.000 claims description 31
- 230000001747 exhibiting effect Effects 0.000 claims description 26
- 239000002932 luster Substances 0.000 claims description 20
- 229910052751 metal Inorganic materials 0.000 claims description 15
- 239000002184 metal Substances 0.000 claims description 15
- 238000007789 sealing Methods 0.000 claims description 11
- 238000005096 rolling process Methods 0.000 claims description 2
- MYMOFIZGZYHOMD-UHFFFAOYSA-N Dioxygen Chemical compound O=O MYMOFIZGZYHOMD-UHFFFAOYSA-N 0.000 abstract description 11
- 229910001882 dioxygen Inorganic materials 0.000 abstract description 11
- 238000004806 packaging method and process Methods 0.000 abstract description 9
- 239000000606 toothpaste Substances 0.000 abstract description 8
- 229940034610 toothpaste Drugs 0.000 abstract description 8
- 239000002537 cosmetic Substances 0.000 abstract description 6
- 239000003814 drug Substances 0.000 abstract description 6
- 235000013305 food Nutrition 0.000 abstract description 5
- 230000014759 maintenance of location Effects 0.000 abstract description 5
- 239000010408 film Substances 0.000 description 134
- 238000000034 method Methods 0.000 description 57
- 239000000853 adhesive Substances 0.000 description 25
- 230000001070 adhesive effect Effects 0.000 description 25
- 238000007740 vapor deposition Methods 0.000 description 21
- -1 polypropylene, ethylene-vinyl acetate Polymers 0.000 description 20
- 238000004519 manufacturing process Methods 0.000 description 19
- 239000012790 adhesive layer Substances 0.000 description 18
- 238000005034 decoration Methods 0.000 description 18
- 238000001816 cooling Methods 0.000 description 16
- 229920000092 linear low density polyethylene Polymers 0.000 description 15
- 239000004707 linear low-density polyethylene Substances 0.000 description 14
- 238000010030 laminating Methods 0.000 description 13
- 230000000052 comparative effect Effects 0.000 description 11
- 229910044991 metal oxide Inorganic materials 0.000 description 11
- 150000004706 metal oxides Chemical class 0.000 description 11
- 239000000123 paper Substances 0.000 description 11
- 238000000576 coating method Methods 0.000 description 10
- 238000000465 moulding Methods 0.000 description 10
- 238000007493 shaping process Methods 0.000 description 10
- 239000010409 thin film Substances 0.000 description 10
- 239000007789 gas Substances 0.000 description 9
- 229920000139 polyethylene terephthalate Polymers 0.000 description 9
- 239000005020 polyethylene terephthalate Substances 0.000 description 9
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical compound O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 9
- 229910052782 aluminium Inorganic materials 0.000 description 8
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 8
- 239000011248 coating agent Substances 0.000 description 8
- 229920001577 copolymer Polymers 0.000 description 8
- 238000011156 evaluation Methods 0.000 description 8
- 239000011888 foil Substances 0.000 description 8
- 229910052809 inorganic oxide Inorganic materials 0.000 description 8
- 230000035807 sensation Effects 0.000 description 8
- 239000004925 Acrylic resin Substances 0.000 description 7
- 229920000219 Ethylene vinyl alcohol Polymers 0.000 description 7
- 238000001125 extrusion Methods 0.000 description 7
- 239000004744 fabric Substances 0.000 description 7
- 229920001225 polyester resin Polymers 0.000 description 7
- 229920000178 Acrylic resin Polymers 0.000 description 6
- UFRKOOWSQGXVKV-UHFFFAOYSA-N ethene;ethenol Chemical compound C=C.OC=C UFRKOOWSQGXVKV-UHFFFAOYSA-N 0.000 description 6
- 239000004715 ethylene vinyl alcohol Substances 0.000 description 6
- 238000007646 gravure printing Methods 0.000 description 6
- 229920006122 polyamide resin Polymers 0.000 description 6
- 229920002635 polyurethane Polymers 0.000 description 6
- 239000004814 polyurethane Substances 0.000 description 6
- 229920002799 BoPET Polymers 0.000 description 5
- 239000004698 Polyethylene Substances 0.000 description 5
- 238000005229 chemical vapour deposition Methods 0.000 description 5
- 238000005520 cutting process Methods 0.000 description 5
- 238000009820 dry lamination Methods 0.000 description 5
- 238000005240 physical vapour deposition Methods 0.000 description 5
- 239000004645 polyester resin Substances 0.000 description 5
- 229920000573 polyethylene Polymers 0.000 description 5
- 229920005672 polyolefin resin Polymers 0.000 description 5
- 238000003466 welding Methods 0.000 description 5
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 4
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 4
- 239000005977 Ethylene Substances 0.000 description 4
- 239000004743 Polypropylene Substances 0.000 description 4
- 229920001328 Polyvinylidene chloride Polymers 0.000 description 4
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 4
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 4
- 229920006242 ethylene acrylic acid copolymer Polymers 0.000 description 4
- 239000005038 ethylene vinyl acetate Substances 0.000 description 4
- 239000003205 fragrance Substances 0.000 description 4
- 229920001903 high density polyethylene Polymers 0.000 description 4
- 229920006262 high density polyethylene film Polymers 0.000 description 4
- 239000004700 high-density polyethylene Substances 0.000 description 4
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 4
- 229920002647 polyamide Polymers 0.000 description 4
- 229920005668 polycarbonate resin Polymers 0.000 description 4
- 239000004431 polycarbonate resin Substances 0.000 description 4
- 229920013716 polyethylene resin Polymers 0.000 description 4
- 229920002689 polyvinyl acetate Polymers 0.000 description 4
- 239000011118 polyvinyl acetate Substances 0.000 description 4
- 239000004800 polyvinyl chloride Substances 0.000 description 4
- 229920000915 polyvinyl chloride Polymers 0.000 description 4
- 239000005033 polyvinylidene chloride Substances 0.000 description 4
- 239000002966 varnish Substances 0.000 description 4
- 238000004804 winding Methods 0.000 description 4
- 229920000089 Cyclic olefin copolymer Polymers 0.000 description 3
- 239000004372 Polyvinyl alcohol Substances 0.000 description 3
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 3
- 229920001971 elastomer Polymers 0.000 description 3
- 229920005648 ethylene methacrylic acid copolymer Polymers 0.000 description 3
- 229920000554 ionomer Polymers 0.000 description 3
- 238000003475 lamination Methods 0.000 description 3
- 230000002093 peripheral effect Effects 0.000 description 3
- 229920001083 polybutene Polymers 0.000 description 3
- 229920000728 polyester Polymers 0.000 description 3
- 229920000642 polymer Polymers 0.000 description 3
- 229920001155 polypropylene Polymers 0.000 description 3
- 229920005749 polyurethane resin Polymers 0.000 description 3
- 229920002451 polyvinyl alcohol Polymers 0.000 description 3
- 239000005060 rubber Substances 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- 238000000427 thin-film deposition Methods 0.000 description 3
- JMMZCWZIJXAGKW-UHFFFAOYSA-N 2-methylpent-2-ene Chemical compound CCC=C(C)C JMMZCWZIJXAGKW-UHFFFAOYSA-N 0.000 description 2
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 2
- 229930182556 Polyacetal Natural products 0.000 description 2
- 239000004952 Polyamide Substances 0.000 description 2
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 2
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 2
- 229920001893 acrylonitrile styrene Polymers 0.000 description 2
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 2
- 239000000919 ceramic Substances 0.000 description 2
- 239000003086 colorant Substances 0.000 description 2
- 238000003851 corona treatment Methods 0.000 description 2
- 229920006244 ethylene-ethyl acrylate Polymers 0.000 description 2
- 239000011737 fluorine Substances 0.000 description 2
- 229910052731 fluorine Inorganic materials 0.000 description 2
- 230000006870 function Effects 0.000 description 2
- 229920001684 low density polyethylene Polymers 0.000 description 2
- 239000004702 low-density polyethylene Substances 0.000 description 2
- 229920001179 medium density polyethylene Polymers 0.000 description 2
- 239000004701 medium-density polyethylene Substances 0.000 description 2
- 239000012968 metallocene catalyst Substances 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 229910052760 oxygen Inorganic materials 0.000 description 2
- 239000001301 oxygen Substances 0.000 description 2
- 239000005022 packaging material Substances 0.000 description 2
- 239000006072 paste Substances 0.000 description 2
- 229920002239 polyacrylonitrile Polymers 0.000 description 2
- 238000006116 polymerization reaction Methods 0.000 description 2
- 229920006324 polyoxymethylene Polymers 0.000 description 2
- 229920005990 polystyrene resin Polymers 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- SCUZVMOVTVSBLE-UHFFFAOYSA-N prop-2-enenitrile;styrene Chemical compound C=CC#N.C=CC1=CC=CC=C1 SCUZVMOVTVSBLE-UHFFFAOYSA-N 0.000 description 2
- 239000002994 raw material Substances 0.000 description 2
- 229910052814 silicon oxide Inorganic materials 0.000 description 2
- 230000003746 surface roughness Effects 0.000 description 2
- 229910052719 titanium Inorganic materials 0.000 description 2
- 239000010936 titanium Substances 0.000 description 2
- 238000009816 wet lamination Methods 0.000 description 2
- PZWQOGNTADJZGH-SNAWJCMRSA-N (2e)-2-methylpenta-2,4-dienoic acid Chemical compound OC(=O)C(/C)=C/C=C PZWQOGNTADJZGH-SNAWJCMRSA-N 0.000 description 1
- UPZFLZYXYGBAPL-UHFFFAOYSA-N 2-ethyl-2-methyl-1,3-dioxolane Chemical compound CCC1(C)OCCO1 UPZFLZYXYGBAPL-UHFFFAOYSA-N 0.000 description 1
- 229920000298 Cellophane Polymers 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- 229920000742 Cotton Polymers 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- 241001293164 Eutrema japonicum Species 0.000 description 1
- 229920010126 Linear Low Density Polyethylene (LLDPE) Polymers 0.000 description 1
- OFOBLEOULBTSOW-UHFFFAOYSA-N Malonic acid Chemical compound OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 1
- 239000000020 Nitrocellulose Substances 0.000 description 1
- CBENFWSGALASAD-UHFFFAOYSA-N Ozone Chemical compound [O-][O+]=O CBENFWSGALASAD-UHFFFAOYSA-N 0.000 description 1
- 239000005062 Polybutadiene Substances 0.000 description 1
- 239000004695 Polyether sulfone Substances 0.000 description 1
- 229920002873 Polyethylenimine Polymers 0.000 description 1
- 229920002367 Polyisobutene Polymers 0.000 description 1
- 239000004721 Polyphenylene oxide Substances 0.000 description 1
- 239000004734 Polyphenylene sulfide Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 229910052581 Si3N4 Inorganic materials 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 1
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 1
- 235000000760 Wasabia japonica Nutrition 0.000 description 1
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 1
- QCWXUUIWCKQGHC-UHFFFAOYSA-N Zirconium Chemical compound [Zr] QCWXUUIWCKQGHC-UHFFFAOYSA-N 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- DHKHKXVYLBGOIT-UHFFFAOYSA-N acetaldehyde Diethyl Acetal Natural products CCOC(C)OCC DHKHKXVYLBGOIT-UHFFFAOYSA-N 0.000 description 1
- 125000002777 acetyl group Chemical class [H]C([H])([H])C(*)=O 0.000 description 1
- XECAHXYUAAWDEL-UHFFFAOYSA-N acrylonitrile butadiene styrene Chemical compound C=CC=C.C=CC#N.C=CC1=CC=CC=C1 XECAHXYUAAWDEL-UHFFFAOYSA-N 0.000 description 1
- 239000004676 acrylonitrile butadiene styrene Substances 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 239000004840 adhesive resin Substances 0.000 description 1
- 229920006223 adhesive resin Polymers 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- 229920003235 aromatic polyamide Polymers 0.000 description 1
- 229910052788 barium Inorganic materials 0.000 description 1
- DSAJWYNOEDNPEQ-UHFFFAOYSA-N barium atom Chemical compound [Ba] DSAJWYNOEDNPEQ-UHFFFAOYSA-N 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 239000006229 carbon black Substances 0.000 description 1
- 150000001732 carboxylic acid derivatives Chemical class 0.000 description 1
- 150000001735 carboxylic acids Chemical class 0.000 description 1
- 229920002678 cellulose Polymers 0.000 description 1
- 239000001913 cellulose Substances 0.000 description 1
- 239000012461 cellulose resin Substances 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 239000011651 chromium Substances 0.000 description 1
- 229920006026 co-polymeric resin Polymers 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000000748 compression moulding Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 239000006071 cream Substances 0.000 description 1
- 125000004122 cyclic group Chemical group 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000004512 die casting Methods 0.000 description 1
- 150000001993 dienes Chemical class 0.000 description 1
- 238000002845 discoloration Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- AMGQUBHHOARCQH-UHFFFAOYSA-N indium;oxotin Chemical compound [In].[Sn]=O AMGQUBHHOARCQH-UHFFFAOYSA-N 0.000 description 1
- 239000011261 inert gas Substances 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 239000011256 inorganic filler Substances 0.000 description 1
- 238000007733 ion plating Methods 0.000 description 1
- 238000010884 ion-beam technique Methods 0.000 description 1
- 239000012948 isocyanate Substances 0.000 description 1
- 150000002513 isocyanates Chemical class 0.000 description 1
- 239000002655 kraft paper Substances 0.000 description 1
- 239000012939 laminating adhesive Substances 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 229940117841 methacrylic acid copolymer Drugs 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 239000000178 monomer Substances 0.000 description 1
- 150000002825 nitriles Chemical class 0.000 description 1
- 229920001220 nitrocellulos Polymers 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 239000002674 ointment Substances 0.000 description 1
- 239000012766 organic filler Substances 0.000 description 1
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 1
- 239000003973 paint Substances 0.000 description 1
- 239000011087 paperboard Substances 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 229920003207 poly(ethylene-2,6-naphthalate) Polymers 0.000 description 1
- 229920003214 poly(methacrylonitrile) Polymers 0.000 description 1
- 229920002492 poly(sulfone) Polymers 0.000 description 1
- 229920006350 polyacrylonitrile resin Polymers 0.000 description 1
- 229920002857 polybutadiene Polymers 0.000 description 1
- 229920000570 polyether Polymers 0.000 description 1
- 229920006393 polyether sulfone Polymers 0.000 description 1
- 229920005678 polyethylene based resin Polymers 0.000 description 1
- 239000011112 polyethylene naphthalate Substances 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 239000009719 polyimide resin Substances 0.000 description 1
- 229920001195 polyisoprene Polymers 0.000 description 1
- 229920000069 polyphenylene sulfide Polymers 0.000 description 1
- 229920005673 polypropylene based resin Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 239000011342 resin composition Substances 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 1
- 229910010271 silicon carbide Inorganic materials 0.000 description 1
- 150000003377 silicon compounds Chemical class 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- HQVNEWCFYHHQES-UHFFFAOYSA-N silicon nitride Chemical compound N12[Si]34N5[Si]62N3[Si]51N64 HQVNEWCFYHHQES-UHFFFAOYSA-N 0.000 description 1
- 229920002050 silicone resin Polymers 0.000 description 1
- 238000001179 sorption measurement Methods 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 150000005846 sugar alcohols Polymers 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- KKEYFWRCBNTPAC-UHFFFAOYSA-L terephthalate(2-) Chemical compound [O-]C(=O)C1=CC=C(C([O-])=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-L 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 229910052718 tin Inorganic materials 0.000 description 1
- 239000011135 tin Substances 0.000 description 1
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 229910052720 vanadium Inorganic materials 0.000 description 1
- LEONUFNNVUYDNQ-UHFFFAOYSA-N vanadium atom Chemical compound [V] LEONUFNNVUYDNQ-UHFFFAOYSA-N 0.000 description 1
- 239000000052 vinegar Substances 0.000 description 1
- 235000021419 vinegar Nutrition 0.000 description 1
- 229920006163 vinyl copolymer Polymers 0.000 description 1
- 230000002087 whitening effect Effects 0.000 description 1
- 229910052725 zinc Inorganic materials 0.000 description 1
- 239000011701 zinc Substances 0.000 description 1
- 229910052726 zirconium Inorganic materials 0.000 description 1
- 239000004711 α-olefin Substances 0.000 description 1
Images




Landscapes
- Laminated Bodies (AREA)
- Tubes (AREA)
Abstract
Description
そして、上記の印刷絵柄層は、一般的に、ラミネートチューブ容器を構成する表面樹脂層を形成する樹脂フィルムや中間層を形成する樹脂フィルムの原反フィルムの裏面に、予め、グラビア印刷方式等により形成され、しかる後、中間層や内面樹脂層等を構成する材料を積層して積層体を製造し、次いで、当該積層体を使用して、ラミネートチューブ容器を製造している。
そして、さらには、触感による被識別容易性を有して消費者が持ち易く、酸素ガス、水蒸気等に対するバリア性と保香性に優れ、例えば、練り歯磨き、食品、化粧品、医薬品、その他等の内容物の充填包装に優れるラミネートチューブ容器を提供することである。
すなわち、本発明は、以下の点を特徴とする。
1.筒状胴体部と頭部とを有するラミネートチューブ容器であって、
該筒状胴体部は、ラミネートチューブ容器用積層体から作製され、回折光沢を表面に有し、
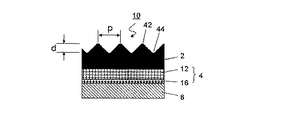
該ラミネートチューブ容器用積層体は、少なくとも、該ラミネートチューブ容器の外部表面を形成する外部表面層と、中間層と、片面の最表層である内部表面層とを、この順で含み、
該外部表面層は、少なくとも、表面樹脂層を含み、
さらに、該外部表面層は、回折光沢を呈する微細凹凸構造からなる態様を有し、
該筒状胴体部は、該ラミネートチューブ容器用積層体を、該外部表面層が最外層になるように丸めて、該ラミネートチューブ容器用積層体の片端辺の該外部表面層と、もう一方の片端辺の該内部表面層の両端辺とを対向するように重ねて、ヒートシールすることによって形成されたものであり、
該頭部は、該筒状胴体部の一方の開口部に設けられたものであり、肩部と口頸部とを有するものであり、
該微細凹凸構造の凸部は、形状が、該ラミネートチューブ容器の該頭部と底部とを結ぶ方向に対して略90度または略0度の方向に延びた線状であり、断面が略三角形であり、深さが50nm以上、2000nm以下であり、ピッチが1200nm以上、2800nm以下、
であることを特徴とするラミネートチューブ容器。
2.前記深さが、150nm以上、1500nm以下である、上記1に記載のラミネートチューブ容器。
3.前記ラミネートチューブ容器の外部表面の、回折光沢を呈する部分は、入射角60度におけるグロス値が、3以上、70以下であることを特徴とする、上記1または2に記載のラミネートチューブ容器。
4.前記ラミネートチューブ容器の外部表面の、回折光沢を呈する部分は、入射角60度におけるグロス値が、前記微細凹凸構造が無い場合に比べて低い値であり、その差分が、5以上、70以下であることを特徴とする、上記1〜3の何れかに記載のラミネートチューブ容器。
5.前記表面樹脂層が、押し出しラミネート成形膜、またはTダイキャスト成形膜からなることを特徴とする上記1〜4の何れかに記載のラミネートチューブ容器。
6.前記中間層が、基材層とバリア層とを有することを特徴とする、上記1〜5の何れかに記載のラミネートチューブ容器。
7.前記基材層が、その少なくとも片面に絵柄印刷層を有することを特徴とする、上記6に記載のラミネートチューブ容器。
8.前記バリア層が、金属蒸着膜、または、金属酸化物の蒸着膜、またはバリア性樹脂フィルムであることを特徴とする、上記6または7に記載のラミネートチューブ容器。
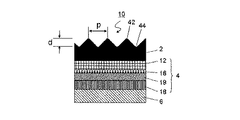
9.前記外部表面層が、表面保護層と、外面絵柄印刷層とを、更に含み、
該表面保護層と、該外面絵柄印刷層と、前記表面樹脂層とが、この順で積層されており、
回折光沢を呈する微細凹凸構造が、該表面保護層、該外面絵柄印刷層、前記表面樹脂層からなる群から選ばれる何れか1層または2層以上に賦型されており、
該表面保護層が最表面層であることを特徴とする、
上記1〜8の何れかに記載のラミネートチューブ容器。
さらには、触感による被識別容易性を有して消費者特に高齢者等が持ち易く、酸素ガスや水蒸気等に対するバリア性や保香性を有することによって、例えば、練り歯磨き、食品、化粧品、医薬品、その他等の内容物を充填することに優れる。
外部表面層2は、上記の態様を賦型され易くヒートシール性に優れた表面樹脂層を含む層である。
表面保護層の厚さは、0.1μm以上、7μm以下が好ましい。上記範囲よりも薄いと表面保護効果が発揮され難く、上記範囲よりも厚いとラミネートチューブ容器用積層体10の剛性が強くなり過ぎて、ラミネートチューブ容器20を作製する際の加工性が低下する虞がある。
外面絵柄印刷層および/または表面保護層が存在しない場合には、該態様は表面樹脂層に形成されているものである。
外面絵柄印刷層および/または表面保護層が存在する場合には、該態様は、最表面層である表面保護層に形成されていても、形成されていなくてもよい。
該態様が表面保護層に形成されていない場合であっても、外面絵柄印刷層または表面樹脂層に形成された該態様によって、回折光沢を生じることはできる。該態様が表面保護層に形成されている場合には、回折光沢を生じ易く、微細凹凸構造や加飾のための凹凸構造の触感による被識別容易性を得ることができる。
ラミネートチューブ容器用積層体10について更に具体的に例示すると、図2に示すように、少なくとも、外部表面層2、中間層4、および内部表面層6を順次に積層した構成からなり、当該外部表面層の表面に凹凸構造8を形成し、更に前記の中間層4が基材層12及びバリア層14を含むことができる。
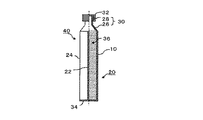
次いで、上記の筒状胴体部24の一方の開口部の上部に、ラミネートチューブ容器20を構成する肩部26、口頸部28等からなる頭部30を常法に従って形成する。
上記に挙げた例は、一例を例示したに過ぎないものであり、これによって本発明が限定されるものではない。
まず、外部表面層2、および、内部表面層6を構成する材料としては、前述のように、ラミネートチューブ容器用積層体10を丸めてその重合端部を溶着して筒状胴体部24を製造することから、加熱により溶融して相互に融着することができるヒートシール性を有する樹脂を使用して構成することが好ましいものである。そして、外部表面層2と内部表面層6を構成する材料とが、同じ種類の材料からなるものであれば、ヒートシール性を向上することができるので好ましい。
また、外部表面層2は、中間層4に形成される印刷層16を見ることができるようにする為には、透明であることが必要である。
その膜もしくはフィルムないしシートの厚さとしては、10μm〜200μmが好ましく、15μm〜100μmがより好ましい。
具体的には、フィードブロック法、マルチマニホールド法等のTダイキャスト成形法、あるいは、押し出しラミネート成形成膜法等の成形方法を使用して、上記の各種の樹脂を単独で製膜化する方法、あるいは、2種以上の各種の樹脂を使用して多層共押し出し製膜化する方法、更には、2種以上の樹脂を使用し、製膜化する前に混合して製膜化する方法等により、本発明にかかる表面樹脂層、および、内部表面層6を製造することができる。
上記の角度の方向にすることによって、消費者の好みの回折光沢の視認性、干渉縞の太さの変更による意匠性、触感性に調節することができる。
ここで、線状の凸部の断面形状は略三角形であることが好ましい。
そして、該略三角形は、凸部頂点を挟む二辺の長さが略等しい略二等辺三角形であることが好ましく、凸部頂点および/または凹部底は明確な角でなく、丸まっていてもよい。略二等辺三角形であることによって、虹光沢が視認される方向の偏りを低減できる。また、角が明確でなくても虹光沢の視認性に大きな影響は発生しない
また、線状の凸部は、賦型方向(x方向)と直角の方向(y方向)に対して、0°以上、1°以下の傾きを有していることが好ましい。該角度を有することによって、賦型時の離型性に優れることができる。
さらに、該外部表面の入射角60度におけるグロス値は、微細凹凸構造が無い場合に比べて低い値であり、その差分が、5以上、70以下であることが好ましい。
外部表面層には、さらに、様々な加飾のための凹凸構造を加えることができ、これによって、上記の利点をさらに高めることができる。
図6に示すように、第1給紙100より基材シート(中間層)4の巻取をセットし、基材シート(中間層)4が第1給紙100より案内ロール102を介して供給され、その片面側に溶融した表面樹脂層2として溶融押出し樹脂層を押出ラミネーターのTダイス104より押出して塗布後、表面に凹凸構造を形成した冷却ロール106と、表面が平滑のゴムロール108の間に通し、押出しラミネート成形製膜法によってラミネートすることにより、巻き取りロール112に巻き取り、表面に凹凸構造を有する積層シート110を得ることができる。
ロール表面への凹凸構造の形成は、微細凹凸構造は機械切削によって設け、回折光沢以外の加飾のための凹凸構造はミル彫刻によって設けてもよい。
あるいは、型からの熱圧転写による賦型を用いて、同様な、回折光沢を呈する微細凹凸構造や加飾のための凹凸構造を形成することができる。
中間層4を構成する基材層12の材料として、例えば、ラミネートチューブ容器を構成する基本素材としての、機械的、物理的、化学的、その他等において優れた性質を有し、特に、強度を有して強靱であり、かつ耐熱性を有する樹脂のフィルムないしシートや、紙層を構成する各種の紙基材を使用することができる。
そのフィルムないしシートの厚さとしては、5μm〜100μmが好ましく、10μm〜50μmがより好ましい。
中間層を構成する基材層に絵柄印刷層16を形成する場合、当該最外層である外部表面層2の全体に凹凸構造を形成することによって、外部からの衝撃でインキ擦れ等を生じることもなく、インキの密着強度を向上させることができるという利点を有する。
表面保護層は、特に、アクリル系のOPニスを用いたグラビア印刷や、フレキソ印刷用のニスを用いたフレキソ印刷によって、形成することが好ましい。
外面絵柄印刷層は、特に、アクリルUVインキを用いたフレキソ印刷やグラビア印刷によって形成することが好ましい。
回折光沢を呈する微細凹凸構造や回折光沢以外の加飾のための凹凸構造の賦型を、表面保護層や外面絵柄印刷層が形成された原反に対して行うことができる。この方法による場合には、回折光沢を呈する微細凹凸構造や加飾のための凹凸構造は、最表面である表面保護層には形成されているが、その下層の外面絵柄印刷層および/または表面樹脂層に形成されていてもよく、形成されていなくてもよい。
または、回折光沢を呈する微細凹凸構造や加飾のための凹凸構造の賦型が完了した積層体の表面樹脂層上に、表面保護層や外面絵柄印刷層を形成することもできる。この方法による場合には、回折光沢を呈する微細凹凸構造や加飾のための凹凸構造は、表面保護層および/または外面絵柄印刷層には、回折光沢を呈する微細凹凸構造や加飾のための凹凸構造は、形成されていてもよく、形成されていなくてもよい。表面保護層および/または外面絵柄印刷層に該凹凸構造を形成する場合には、形成され易いように、表面保護層および/または外面絵柄印刷層の形成方法や厚さを調整することが好ましい。
あるいは、回折光沢を呈する微細凹凸構造や加飾のための凹凸構造の賦型が完了した積層体の外面絵柄印刷層上に、表面保護層を形成してもよい。この方法による場合には、回折光沢を呈する微細凹凸構造や加飾のための凹凸構造は、表面保護層には、回折光沢を呈する微細凹凸構造や加飾のための凹凸構造は、形成されていてもよく、形成されていなくてもよい。表面保護層に該凹凸構造を形成する場合には、形成され易いように、表面保護層の形成方法や厚さを調整することが好ましい。
さらに、賦型済みのラミネートチューブ容器用積層体10中の表面樹脂層や表面保護層を、EB硬化またはUV硬化することで表面硬度を高めて、耐傷性を高めることもできる。
これらのバリア性素材は、一種ないしそれ以上を組み合わせて使用することができ、使用する金属、金属酸化物または無機酸化物を1種または2種以上の混合物で使用し、異種の材質で混合した無機酸化物の蒸着膜を形成することもできる。
本発明においては、上記のような金属箔や、金属または金属酸化物または無機酸化物の蒸着薄膜を有する樹脂のフィルムは、酸素ガス、あるいは、水蒸気等が透過することを阻止し、これらに対するバリア層としての機能を奏するものである。
更に詳しくは、上記のPVD法においては、酸化アルミニウムの蒸着薄膜の膜厚は、200Å〜1000Åが好ましく、300Å〜500Åがより好ましく、また、上記のCVD法においては、酸化珪素の蒸着薄膜の膜厚は、50Å〜500Åが好ましく、100Å〜300Åがより好ましい。
なお、上記において、総じて、金属酸化物、無機酸化物の蒸着薄膜の厚さが2000Åを超えると、金属酸化物、無機酸化物の蒸着薄膜にクラック等が入りやすくなることによってバリア性が低下するという危険性があると共に、材料コストが高くなるという問題点であるので好ましくはなく、また、100Å未満であると、その機能を奏することが困難になることから好ましくない。
具体的な遮光性素材としては、例えば、アルミニウム箔ならば、5μm〜30μmの厚さのものが好ましく、また、アルミニウム等の金属の蒸着膜ならば、50Å〜3000Åの厚さのものが好ましく、100Å〜1000Åの厚さのものがより好ましい。
また、無機・有機フィラー等の着色剤を練り込んだポリエチレン樹脂等のフィルムないしシートを用いることもでき、具体的には、酸化チタン等を練り込んだ乳白ポリエチレン、カーボンブラック等を練り込んだブラックポリエチレン等のフィルムないしシートを用いることができる。
かかる方法としては、通常の包装材料を製造するときに使用するラミネートする方法、例えば、ウエットラミネーション法、ドライラミネーション法、無溶剤型ドライラミネーション法、押し出しラミネーション法、Tダイ共押し出し成形法、共押し出しラミネーション法、インフレーション法、その他等の任意の方法が挙げられる。
そして、本発明においては、上記で製造したラミネートチューブ容器20が完成される前の下端部の開口部から充填包装する内容物36を充填し、次いでその開口部をヒートシールして底溶着部34を形成して、ラミネートチューブ包装体40を製造することができる。
上記において、ラミネートチューブ容器20の肩部26、口頸部28等からなる頭部30を構成する材料としては、上記のような高密度ポリエチレンの他に、更に、前述のメタロセン触媒を使用して重合したエチレン−α・オレフィン共重合体等を使用することもできる。
次に本発明について実施例を挙げて更に具体的に本発明を説明する。
まず、基材層用の厚さ12μmの二軸延伸ポリエチレンテレフタレート(PET)フィルムに、ポリウレタン系グラビアインキによって、美麗な絵柄印刷層を形成した。
表面樹脂層乳白色LDPEフィルム(170μm)/基材層PETフィルム(12μm)/絵柄印刷層/接着剤層DL接着剤/バリア層アルミニウム箔(9μm)/接着剤層DL接着剤/内面樹脂層LLDPEフィルム(170μm)
その結果、凹凸構造の深さ645nm、筒状胴体部の軸方向に形成する凹部と凹部とのピッチ2.0μmの線状凹凸構造を容器本体の高さ方向に対して略1度傾けて形成され、回折光沢を呈するラミネートチューブ容器用積層体Aが得られた。ラミネートチューブ容器用積層体の層構成を表1に示す。
この時、線状凹凸構造は、頭部と筒状胴体部の底部とを結ぶ方向に対して略90度にした。
このラミネートチューブ容器は、筒状胴体部の基材フィルム(中間層)の裏刷りによる美麗な印刷模様等を視認でき、容器本体の表面全体に微細凹凸構造を有することで、触感性を付与すると共に、回折光沢を呈するので、ラミネートチューブ容器の外観、および触感による被識別容易性を有し、また、特に高齢者等の消費者が、ラミネートチューブ容器を持ちやすく、流通過程において容器本体が嵩高くならず、振動による擦傷も防止でき、更に、酸素ガス、水蒸気等に対するバリア性、印刷インキの密着性、耐内容物性等に優れ、例えば、練り歯磨き、食品、化粧品、医薬品、その他等の内容物の充填包装に適し、優れるものであった。
そして、更に、各種評価を実施した。詳細結果は表2に示した。
熱ロール表面に形成された線状凹凸構造の深さとピッチを変更した以外は、実施例1と同様に操作して、ラミネートチューブ容器用積層体Aを得て、ラミネートチューブ容器を作製して、同様に評価した。
但し、比較例3では、熱ロールの表面には線状凹凸構造を形成しなかった。
そして、更に、各種評価を実施した。詳細結果は表2,4に示した。
線状凹凸構造を、頭部と筒状胴体部の底部とを結ぶ方向に対して略0度にしたこと以外は、実施例1と同様に操作してラミネートチューブ容器を作製して、同様に評価した。
そして、更に、各種評価を実施した。詳細結果は表2に示した。
あらかじめ、表面態様賦型において使用する熱ロールには、回折光沢を呈有する微細凹凸構造を有する原版となる表面態様を機械切削で形成した。
先ず、ガスバリア性EVOHフィルム(厚さ75μm)の片面に、接着剤層用のLDPEを15μm厚になるように押出して、内面樹脂層用のLLDPEフィルム(厚さ170μm)のコロナ処理面が対向するように重ねて、ミラー光沢冷却ロールを用いて、サンドイッチラミネートした。
さらに、ラミネートされたガスバリア性EVOHフィルムの他方の面に、接着剤層用のLDPEを15μm厚になるように押出して、表面樹脂層用のLDPEフィルム(厚さ130μm)のコロナ処理面が対向するように重ねて、ミラー光沢冷却ロールを用いて、サンドイッチラミネートして、下記層構成のラミネートチューブ容器用積層体原反を得た。
層構成:表面樹脂層LDPEフィルム(130μm)/接着剤層LDPE(15μm)/バリア層ガスバリア性EVOHフィルム(75μm)/接着剤層LDPE(15μm)/内面樹脂層LLDPEフィルム(170μm)
次いで、ラミネートチューブ容器を作製して、同様に評価した。ラミネートチューブ容器用積層体Bの層構成を表1に、評価結果を表2に示した。
熱ロールに形成された線状凹凸構造の深さとピッチを変更した以外は、実施例6と同様に操作して、ラミネートチューブ容器用積層体Bを得て、ラミネートチューブ容器を作製して、同様に評価した。詳細結果は表3、4に示した。
あらかじめ、表面態様賦型において使用する冷却ロールには、回折光沢を呈有する微細凹凸構造を有する原版となる表面態様を機械切削で形成した。
まず、基材層用の厚さ12μmの二軸延伸ポリエチレンテレフタレート(PET)フィルムに、ポリウレタン系グラビアインキによって、美麗な絵柄印刷層を形成した。
次に、前記の絵柄印刷層の表面に、ロールコート法にてDL接着剤を4g/m2塗布、乾燥した後、内面樹脂層用のLLDPEフィルム(厚さ210μm)のコロナ処理面が対向するように積層した。
続いて、積層されている二軸延伸ポリエチレンテレフタレート(PET)フィルムの表面に、ロールコート法にてDL接着剤を4g/m2塗布、乾燥した後、中間樹脂層用のLLDPEフィルム(厚さ100μm)のコロナ処理面が対向するように積層して、積層フィルムを得た。
層構成:表面樹脂層LDPE(20μm)/中間樹脂層LLDPEフィルム(100μm)/接着剤層DL接着剤/基材層PETフィルム(12μm)/絵柄印刷層/接着剤層DL接着剤/内面樹脂層LLDPEフィルム(210μm)
ラミネートチューブ容器用積層体の表面には微細凹凸構造を形成せず、表面態様賦型ロールには表面平滑化されたミラー光沢を有する冷却ロールを用いた以外は、実施例11と同様に操作して、微細柄凹凸模様の表面態様を有さないラミネートチューブ容器用積層体Cを得て、ラミネートチューブ容器を作製して、実施例1と同様に評価した。詳細結果は表4に示した。
あらかじめ、表面態様賦型において使用する熱ロールには、回折光沢を呈有する微細凹凸構造を有する原版となる表面態様を機械切削で形成した。
先ず、絵柄印刷層を無しにしたこと以外は、実施例11と同様に操作して、下記層構成積層フィルムを得た。
層構成:中間樹脂層LLDPEフィルム(100μm)/接着剤層DL接着剤/基材層PETフィルム(12μm)/接着剤層DL接着剤/内面樹脂層LLDPEフィルム(210μm)
次に、該表面樹脂層上に、ヒートシールされる部分を避けて、フレキソ印刷機を用いて、アクリル樹脂・塩化ビニル・酢酸ビニル共重合樹脂混合系樹脂からなるフレキソ印刷用インキ1を塗布して外面絵柄印刷層を形成し、さらに続いて、外面絵柄印刷層上にアクリル樹脂系ニスを塗布して表面保護層を形成して、下記層構成のラミネートチューブ容器用積層体原反を得た。
層構成:表面保護層アクリル樹脂系ニス(0.5μm)/外面絵柄印刷層/表面樹脂層LDPE(20μm)/中間樹脂層LLDPEフィルム(100μm)/接着剤層DL接着剤/基材層PETフィルム(12μm)/接着剤層DL接着剤/内面樹脂層LLDPEフィルム(210μm)
ラミネートチューブ容器用積層体の表面には微細凹凸構造を形成せず、表面態様を有さない表面平滑化されたミラー光沢を有する熱ロールを用いた以外は、実施例12と同様に操作して、微細柄凹凸模様の表面態様を有さないラミネートチューブ容器用積層体Dを得て、ラミネートチューブ容器を作製して、実施例1と同様に評価した。詳細結果は表4に示した。
先ず、基材層用のHDPEフィルム(厚さ140μm)の片面に、ポリウレタン系グラビアインキを用いて、グラビア印刷機で裏刷り印刷を行って美麗な絵柄印刷層を形成した。
そして、該絵柄印刷層上に、接着剤層用のLDPEを20μm厚になるように押出して、該接着剤層上にガスバリア性EVOHフィルム(厚さ60μm)を重ねて、ミラー光沢冷却ロールを用いて、サンドイッチラミネートした。
さらに、ラミネートされたガスバリア性EVOHフィルム上に、接着剤層用のLDPEを20μm厚になるように押出して、内面樹脂層用のLLDPEフィルム(厚さ100μm)のコロナ処理面が対向するように重ねて、ミラー光沢冷却ロールを用いて、サンドイッチラミネートして、積層フィルムを得た。
層構成:表面樹脂層LDPE(20μm)/基材層HDPEフィルム(140μm)/絵柄印刷層/接着剤層LDPE(20μm)/バリア層ガスバリア性EVOHフィルム(60μm)/接着剤層LDPE(20μm)/内面樹脂層LLDPEフィルム(100μm)
ラミネートチューブ容器用積層体の表面には微細凹凸構造を形成せず、表面態様を有さない表面平滑化されたミラー光沢を有する冷却ロールを用いた以外は、実施例13と同様に操作して、微細柄凹凸模様の表面態様を有さないラミネートチューブ容器用積層体Eを得て、ラミネートチューブ容器を作製して、実施例1と同様に評価した。詳細結果は表4に示した。

全実施例は、良好な虹光沢視認性を示し、さらに、表面保護層を有する実施例12は他よりも優れた耐スクラッチ性を示した。
そして、全実施例のラミネートチューブ容器は、良好な虹光沢視認性と線状微細凹凸構造の触感によって、不十分な虹光沢視認性または線状微細凹凸構造を有していない比較例との識別が容易であり、また、線状微細凹凸構造を有さない比較例よりも手で持ちやすかった。
一方、線状凹凸構造の深さとピッチが本発明の規定を満たしていないかまたは線状凹凸構造を有していない比較例1,2は不十分な虹光沢視認性を示した。比較例2は、連続剥離不可時の積層体を用いた場合に虹光沢視認性が不十分になった。線状凹凸構造を有していない比較例3〜7は虹光沢が視認されず、相対的に手で持ちにくかった。
[離型性]
連続で約1000mのラミネートチューブ容器用積層体を作製して、ラミネートチューブ容器用積層体が表面態様賦型用のロール表面から容易に剥離し、かつ該表面態様賦型用のロール表面に版詰まりや目詰まり(白化)が生じなければ良好とした。
形状解析レーザ顕微鏡(株式会社キーエンス製VK−8710)を用いて、ラミネートチューブ容器用積層体の表面態様の表面粗さSaとSzとを測定した。
ラミネートチューブ容器用積層体の断面をSEM(日立ハイテクノロジーズ(株)社製SU3500)にて観察し、表面態様の深さとピッチを計測した。
ラミネートチューブ容器用積層体の中央部のグロス値を、微細凹凸構造の直交する辺に沿った2方向から、入射角60度で、ハンディ光沢計(HORIBA(株)社製グロスチェッカIG−320)にて測定し、平均値を算出した。
実施例Iにおいては、グロス値が3〜70であり、且つ、微細凹凸構造が無い時よりも、5以上、70以下の範囲でグロス値が小さい場合を合格とした。
実施例IIにおいては、ラミネートチューブ容器用積層体:グロス値が5〜35であり、且つ、微細凹凸構造が無い時よりも、30以上、70以下の範囲でグロス値が小さい場合を合格とした。
ラミネートチューブ容器用積層体から100mm角のサンプルを切り出して机の上に置き、照度400ルクス(明るいオフィス相当)の試験環境下で、500mm上方位置から、方向と角度を変えて、虹光沢の視認具合を観察した。
観察者10名(20代から60代まで)が、線状凸部が延びる方向及びそれと直行する方向から観察し、6名以上が、両方向から広い角度でムラの無い虹光沢が観察できた場合を良好とした。
表中の記載の意味は下記の通り。
◎:良好
○:虹光沢にムラ有り(少)
△:虹光沢にムラ有り(多)
×:虹光沢無し
ラミネートチューブ容器の筒状胴体部を爪先で強く擦った際の、該筒状胴体部表面の傷の付き易さを下記基準で官能評価した。
◎:強く擦った場合に傷が付き難い
〇:弱く擦った場合に傷が付き難い
×:弱く擦った場合に傷が付き易い
4 中間層
6 内部表面層
10 ラミネートチューブ容器用積層体
12、19 基材層
14 バリア層
16 印刷層
18 金属酸化物の蒸着膜(バリア層)
20 ラミネートチューブ容器
22 溶着部
24 筒状胴体部
26 肩部
28 口頸部
30 頭部
32 キャップ
34 底溶着部
36 内容物
40 ラミネートチューブ包装体
42 凸部
44 凹部
50 基材シート
100 第1給紙
102 案内ロール
104 Tダイス
106 凹凸形状の冷却ロール
108 ゴムロール
110 積層シート
112 巻き取りロール
Claims (9)
- 筒状胴体部と頭部とを有するラミネートチューブ容器であって、
該筒状胴体部は、ラミネートチューブ容器用積層体から作製され、回折光沢を表面に有し、
該ラミネートチューブ容器用積層体は、少なくとも、該ラミネートチューブ容器の外部表面を形成する外部表面層と、中間層と、片面の最表層である内部表面層とを、この順で含み、
該外部表面層は、少なくとも、表面樹脂層を含み、
さらに、該外部表面層は、回折光沢を呈する微細凹凸構造からなる態様を有し、
該筒状胴体部は、該ラミネートチューブ容器用積層体を、該外部表面層が最外層になるように丸めて、該ラミネートチューブ容器用積層体の片端辺の該外部表面層と、もう一方の片端辺の該内部表面層の両端辺とを対向するように重ねて、ヒートシールすることによって形成されたものであり、
該頭部は、該筒状胴体部の一方の開口部に設けられたものであり、肩部と口頸部とを有するものであり、
該微細凹凸構造の凸部は、形状が、該ラミネートチューブ容器の該頭部と底部とを結ぶ方向に対して略90度または略0度の方向に延びた線状であり、断面が略三角形であり、深さが50nm以上、2000nm以下であり、ピッチが1200nm以上、2800nm以下であることを特徴とするラミネートチューブ容器。 - 前記深さが、150nm以上、1500nm以下である、請求項1に記載のラミネートチューブ容器。
- 前記ラミネートチューブ容器の外部表面の、回折光沢を呈する部分は、入射角60度におけるグロス値が、3以上、70以下であることを特徴とする、請求項1または2に記載のラミネートチューブ容器。
- 前記ラミネートチューブ容器の外部表面の、回折光沢を呈する部分は、入射角60度におけるグロス値が、前記微細凹凸構造が無い場合に比べて低い値であり、その差分が、5以上、70以下であることを特徴とする、請求項1〜3の何れか1項に記載のラミネートチューブ容器。
- 前記表面樹脂層が、押し出しラミネート成形膜、またはTダイキャスト成形膜からなることを特徴とする請求項1〜4の何れか1項に記載のラミネートチューブ容器。
- 前記中間層が、基材層とバリア層とを有することを特徴とする、請求項1〜5の何れか1項に記載のラミネートチューブ容器。
- 前記基材層が、その少なくとも片面に絵柄印刷層を有することを特徴とする、請求項6に記載のラミネートチューブ容器。
- 前記バリア層が、金属蒸着膜、または、金属酸化物の蒸着膜、またはバリア性樹脂フィルムであることを特徴とする、請求項6または7に記載のラミネートチューブ容器。
- 前記外部表面層が、表面保護層と、外面絵柄印刷層とを、更に含み、
該表面保護層と、該外面絵柄印刷層と、前記表面樹脂層とが、この順で積層されており、
回折光沢を呈する微細凹凸構造が、該表面保護層、該外面絵柄印刷層、前記表面樹脂層からなる群から選ばれる何れか1層または2層以上に賦型されており、
該表面保護層が最表面層であることを特徴とする、
請求項1〜8の何れか1項に記載のラミネートチューブ容器。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2019/021776 WO2020066129A1 (ja) | 2018-09-28 | 2019-05-31 | 回折光沢ラミネートチューブ容器 |
| JP2019102599A JP7318317B2 (ja) | 2019-05-31 | 2019-05-31 | 回折光沢ラミネートチューブ容器 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019102599A JP7318317B2 (ja) | 2019-05-31 | 2019-05-31 | 回折光沢ラミネートチューブ容器 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020196465A true JP2020196465A (ja) | 2020-12-10 |
| JP7318317B2 JP7318317B2 (ja) | 2023-08-01 |
Family
ID=73648402
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019102599A Active JP7318317B2 (ja) | 2018-09-28 | 2019-05-31 | 回折光沢ラミネートチューブ容器 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7318317B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2022177024A1 (ja) * | 2021-02-22 | 2022-08-25 | ||
| JP7286695B2 (ja) | 2021-02-22 | 2023-06-05 | 大日本印刷株式会社 | チューブ容器用包材、チューブ容器およびキャップ付きチューブ容器 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0732476A (ja) * | 1993-07-23 | 1995-02-03 | Dainippon Printing Co Ltd | 凹凸フィルムの製造装置 |
| JP2005178851A (ja) * | 2003-12-19 | 2005-07-07 | Dainippon Printing Co Ltd | ラミネ−トチュ−ブ容器 |
| JP2006001602A (ja) * | 2004-06-18 | 2006-01-05 | Dainippon Printing Co Ltd | ラミネートチューブ容器 |
| JP2017064995A (ja) * | 2015-09-29 | 2017-04-06 | 大日本印刷株式会社 | チューブ容器用積層体、チューブ容器およびチューブ容器用積層体の製造方法 |
| JP2017114507A (ja) * | 2015-12-24 | 2017-06-29 | 大日本印刷株式会社 | 積層体、及びチューブ容器 |
| JP2017154465A (ja) * | 2016-03-04 | 2017-09-07 | 大日本印刷株式会社 | 賦型シート |
| JP2020055545A (ja) * | 2018-09-28 | 2020-04-09 | 大日本印刷株式会社 | 回折光沢ラミネートチューブ容器 |
-
2019
- 2019-05-31 JP JP2019102599A patent/JP7318317B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0732476A (ja) * | 1993-07-23 | 1995-02-03 | Dainippon Printing Co Ltd | 凹凸フィルムの製造装置 |
| JP2005178851A (ja) * | 2003-12-19 | 2005-07-07 | Dainippon Printing Co Ltd | ラミネ−トチュ−ブ容器 |
| JP2006001602A (ja) * | 2004-06-18 | 2006-01-05 | Dainippon Printing Co Ltd | ラミネートチューブ容器 |
| JP2017064995A (ja) * | 2015-09-29 | 2017-04-06 | 大日本印刷株式会社 | チューブ容器用積層体、チューブ容器およびチューブ容器用積層体の製造方法 |
| JP2017114507A (ja) * | 2015-12-24 | 2017-06-29 | 大日本印刷株式会社 | 積層体、及びチューブ容器 |
| JP2017154465A (ja) * | 2016-03-04 | 2017-09-07 | 大日本印刷株式会社 | 賦型シート |
| JP2020055545A (ja) * | 2018-09-28 | 2020-04-09 | 大日本印刷株式会社 | 回折光沢ラミネートチューブ容器 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2022177024A1 (ja) * | 2021-02-22 | 2022-08-25 | ||
| WO2022177024A1 (ja) * | 2021-02-22 | 2022-08-25 | 大日本印刷株式会社 | チューブ容器用包材、チューブ容器およびキャップ付きチューブ容器 |
| JP7286695B2 (ja) | 2021-02-22 | 2023-06-05 | 大日本印刷株式会社 | チューブ容器用包材、チューブ容器およびキャップ付きチューブ容器 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7318317B2 (ja) | 2023-08-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5713190B2 (ja) | 易開封性多層フィルム及び該フィルムを用いた包装材 | |
| JP6138423B2 (ja) | ラミネートチューブ容器胴部形成用積層シート及びラミネートチューブ容器 | |
| JP7354672B2 (ja) | 樹脂フィルム及びラミネートチューブ容器 | |
| JP5991504B2 (ja) | 易貫通性蓋材 | |
| JP2020196465A (ja) | 回折光沢ラミネートチューブ容器 | |
| JP5453879B2 (ja) | 積層体およびそれを用いたチューブ容器 | |
| TWI583549B (zh) | 積層體及使用其的包裝材 | |
| JP2005199514A (ja) | 多層積層樹脂フィルムおよびそれを使用した積層材 | |
| JP7318189B2 (ja) | 回折光沢ラミネートチューブ容器 | |
| JP5774270B2 (ja) | 積層体およびそれを用いたチューブ容器 | |
| JP7027981B2 (ja) | 微細柄凹凸模様を有するラミネートチューブ容器 | |
| JP2005178851A (ja) | ラミネ−トチュ−ブ容器 | |
| JP7439405B2 (ja) | チューブ容器用積層体およびチューブ容器 | |
| JP7027982B2 (ja) | 微細柄凹凸模様を有するラミネートチューブ容器。 | |
| JP4249370B2 (ja) | ラミネ−トチュ−ブ容器 | |
| JP2007076698A (ja) | チューブ容器 | |
| WO2020066129A1 (ja) | 回折光沢ラミネートチューブ容器 | |
| JPH1120073A (ja) | ラミネ−トチュ−ブ容器形成用積層材およびそれを使用したラミネ−トチュ−ブ容器 | |
| JP4028046B2 (ja) | 透明バリア性ポリプロピレンフィルム、それを使用した積層体および包装用容器 | |
| JP2008225293A (ja) | インモールドラベル | |
| JPH10226011A (ja) | 透明バリアフィルム、それを使用した積層材および包装用容器 | |
| JPH11105189A (ja) | 透明バリア性ナイロンフィルム、それを使用した積層体および包装用容器 | |
| JP2000281094A (ja) | チュ−ブ容器 | |
| JP4156054B2 (ja) | ラミネ−トチュ−ブ容器形成用積層材およびそれを使用したラミネ−トチュ−ブ容器 | |
| JP2000118546A (ja) | 蓋 材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20220325 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220621 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220803 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20221011 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20221111 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230117 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230306 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230620 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230703 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7318317 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |