JP2020184832A - コイル、ステータ部材、ステータおよびモータ - Google Patents
コイル、ステータ部材、ステータおよびモータ Download PDFInfo
- Publication number
- JP2020184832A JP2020184832A JP2019088141A JP2019088141A JP2020184832A JP 2020184832 A JP2020184832 A JP 2020184832A JP 2019088141 A JP2019088141 A JP 2019088141A JP 2019088141 A JP2019088141 A JP 2019088141A JP 2020184832 A JP2020184832 A JP 2020184832A
- Authority
- JP
- Japan
- Prior art keywords
- terminal
- coil
- stator
- spiral structure
- stator member
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/04—Windings characterised by the conductor shape, form or construction, e.g. with bar conductors
- H02K3/18—Windings for salient poles
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/04—Windings characterised by the conductor shape, form or construction, e.g. with bar conductors
- H02K3/28—Layout of windings or of connections between windings
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/12—Stationary parts of the magnetic circuit
- H02K1/16—Stator cores with slots for windings
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/04—Windings characterised by the conductor shape, form or construction, e.g. with bar conductors
- H02K3/12—Windings characterised by the conductor shape, form or construction, e.g. with bar conductors arranged in slots
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/46—Fastening of windings on the stator or rotor structure
- H02K3/48—Fastening of windings on the stator or rotor structure in slots
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Windings For Motors And Generators (AREA)
- Manufacture Of Motors, Generators (AREA)
Abstract
Description
図1は、本実施形態のコイル10を示す図であり、同図(A)が螺旋構造の軸方向から見た正面図であり、同図(B)が端子の導出側(同図(A)の上方)から見た上面図であり、同図(C)が同図(A)を左方向から見た側面図であり、同図(D)が同図(A)を右方向から見た側面図である。
図2を参照して、本実施形態のステータ部材50について説明する。同図は環状のステータ部材50をその軸方向から見た上面概要図である。
図3は、本実施形態のコイル10(ステータ部材50)を用いたステータ60の概略を示す図である。同図(A)はコイル10の取り付け方法の一例を示す図であり、コイル10をステータ60の周方向から見た側面図であり、同図(B)はステータ60の軸方向から見た上面概略図である。
る。
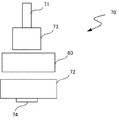
図5は、本実施形態のステータ60(またはステータ部材50)を用いたモータ70の概略を示す分解側面図である。
11 本体部
12、12A、12C 第一の端子
13,13A、13B 第二の端子
14 延在部
50 ステータ部材
60 ステータ
61 ステータコア
62、62A、62B カセット
62C,62D 鍔部
70 モータ
71 シャフト
72 ハウジング
73 ロータ
74 ベアリング
Claims (11)
- 螺旋構造の導体からなる本体部と、該本体部から導出する第一の端子と、第二の端子とを有するコイルであって、
前記第一の端子と前記第二の端子とを前記本体部の一の面側に導出させた、
ことを特徴とするコイル。 - 前記第一の端子と前記第二の端子の一方は、前記本体部の螺旋構造の軸方向に延びる延在部を有する、
ことを特徴とする請求項1に記載のコイル。 - 前記本体部は連続する帯状の平導体により螺旋構造体を形成したものであり、前記第一の端子および前記第二の端子のそれぞれと前記螺旋構造体との接合部は、前記平導体の直線部分に設けられる、
ことを特徴とする請求項1または請求項2に記載のコイル。 - 前記コイルは、
前記螺旋構造体の1周分領域の長さ以下の複数の単位平導体が、それぞれの前記直線部分において端面同士を帯長手方向に沿って押圧されることにより略矩形状の前記1周分領域が形成されている、
ことを特徴とする請求項3に記載のコイル。 - 請求項1乃至請求項4のいずれか一項に記載のコイルを複数並べたステータ部材。
- 前記複数のコイルの隣り合う前記第一の端子と前記第二の端子とは、略等間隔に配置される、
ことを特徴とする請求項5に記載のステータ部材。 - 前記複数のコイルは環状体を構成するように配置され、
前記第一の端子と前記第二の端子は、前記環状体の内周面側または外周面側に導出される、
ことを特徴とする請求項5または請求項6に記載のステータ部材。 - 前記第一の端子と前記第二の端子は、前記環状体の外周面側に導出される、
ことを特徴とする請求項7に記載のステータ部材。 - 請求項1から請求項4のいずれか一項に記載のコイルと、
前記コイルを取り付けるステータコアと、を有するステータ。 - 請求項5から請求項8のいずれか一項に記載のステータ部材を備えたモータ。
- 請求項9に記載のステータを備えたモータ。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019088141A JP7417236B2 (ja) | 2019-05-08 | 2019-05-08 | ステータ部材、ステータおよびモータ |
| CN202080033860.9A CN113841319A (zh) | 2019-05-08 | 2020-05-01 | 线圈、定子构件、定子及马达 |
| US17/609,317 US12068653B2 (en) | 2019-05-08 | 2020-05-01 | Coil, stator member, stator, and motor |
| EP20802243.4A EP3968499A4 (en) | 2019-05-08 | 2020-05-01 | Coil, stator member, stator, and motor |
| PCT/JP2020/018415 WO2020226134A1 (ja) | 2019-05-08 | 2020-05-01 | コイル、ステータ部材、ステータおよびモータ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019088141A JP7417236B2 (ja) | 2019-05-08 | 2019-05-08 | ステータ部材、ステータおよびモータ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020184832A true JP2020184832A (ja) | 2020-11-12 |
| JP7417236B2 JP7417236B2 (ja) | 2024-01-18 |
Family
ID=73045281
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019088141A Active JP7417236B2 (ja) | 2019-05-08 | 2019-05-08 | ステータ部材、ステータおよびモータ |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US12068653B2 (ja) |
| EP (1) | EP3968499A4 (ja) |
| JP (1) | JP7417236B2 (ja) |
| CN (1) | CN113841319A (ja) |
| WO (1) | WO2020226134A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7170345B1 (ja) | 2021-05-13 | 2022-11-14 | 株式会社アスター | コイル、ステータ、モータおよびコイルの製造方法 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020080479A1 (ja) * | 2018-10-18 | 2020-04-23 | パナソニックIpマネジメント株式会社 | コイル装置 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012110204A (ja) * | 2010-10-29 | 2012-06-07 | Nippon Densan Corp | モータ及びモータの製造方法 |
| JP2012249344A (ja) * | 2011-05-25 | 2012-12-13 | Toyota Motor Corp | 同芯カセット式回転電機ステータ |
| JP2013005541A (ja) * | 2011-06-14 | 2013-01-07 | Toyota Motor Corp | バスバーの成形方法、バスバー |
| JP2014090567A (ja) * | 2012-10-30 | 2014-05-15 | Mitsubishi Electric Corp | 回転電機のステータ |
| WO2015199044A1 (ja) * | 2014-06-24 | 2015-12-30 | 株式会社オートネットワーク技術研究所 | コア部材、リアクトル、及びコア部材の製造方法 |
| WO2019059295A1 (ja) * | 2017-09-20 | 2019-03-28 | アイシン・エィ・ダブリュ株式会社 | 回転電機用電機子の製造方法 |
| WO2019065460A1 (ja) * | 2017-09-28 | 2019-04-04 | アイシン・エィ・ダブリュ株式会社 | コイル |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003348782A (ja) | 2002-05-23 | 2003-12-05 | Asmo Co Ltd | 固定子、固定子の製造方法およびモータ |
| JP4340740B2 (ja) * | 2007-07-19 | 2009-10-07 | トヨタ自動車株式会社 | 電動機のステータに用いられる接続線、その接続線を備えたステータおよびその接続線の曲げ方法 |
| JP3136235U (ja) | 2007-08-08 | 2007-10-18 | 千如電機工業股▲ふん▼有限公司 | 遮断式電感器構造 |
| JP4661849B2 (ja) | 2007-09-27 | 2011-03-30 | トヨタ自動車株式会社 | 固定子構造 |
| JP5740930B2 (ja) * | 2010-03-03 | 2015-07-01 | 日本電産株式会社 | ステータ及びモータ |
| JP5729091B2 (ja) | 2010-10-29 | 2015-06-03 | 日本電産株式会社 | バスバー、モータ及びこれらの製造方法 |
| JP5554383B2 (ja) * | 2012-09-11 | 2014-07-23 | 三菱電機株式会社 | 回転電機の固定子、及びその固定子の製造方法 |
| JP5592554B1 (ja) | 2013-12-18 | 2014-09-17 | 武延 本郷 | 冷間圧接装置、コイル製造装置、コイルおよびその製造方法 |
| WO2015151202A1 (ja) | 2014-03-31 | 2015-10-08 | 三菱電機株式会社 | 電動機、送風機及び圧縮機 |
| EP3651319B1 (en) | 2017-09-20 | 2022-12-14 | Aisin Corporation | Rotary electric machine armature and method for manufacturing same |
| CN111095752B (zh) | 2017-09-20 | 2022-06-21 | 株式会社爱信 | 旋转电机用电枢的制造方法 |
| WO2019059297A1 (ja) | 2017-09-20 | 2019-03-28 | アイシン・エィ・ダブリュ株式会社 | 回転電機用電機子の製造方法 |
-
2019
- 2019-05-08 JP JP2019088141A patent/JP7417236B2/ja active Active
-
2020
- 2020-05-01 WO PCT/JP2020/018415 patent/WO2020226134A1/ja not_active Ceased
- 2020-05-01 US US17/609,317 patent/US12068653B2/en active Active
- 2020-05-01 CN CN202080033860.9A patent/CN113841319A/zh active Pending
- 2020-05-01 EP EP20802243.4A patent/EP3968499A4/en active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012110204A (ja) * | 2010-10-29 | 2012-06-07 | Nippon Densan Corp | モータ及びモータの製造方法 |
| JP2012249344A (ja) * | 2011-05-25 | 2012-12-13 | Toyota Motor Corp | 同芯カセット式回転電機ステータ |
| JP2013005541A (ja) * | 2011-06-14 | 2013-01-07 | Toyota Motor Corp | バスバーの成形方法、バスバー |
| JP2014090567A (ja) * | 2012-10-30 | 2014-05-15 | Mitsubishi Electric Corp | 回転電機のステータ |
| WO2015199044A1 (ja) * | 2014-06-24 | 2015-12-30 | 株式会社オートネットワーク技術研究所 | コア部材、リアクトル、及びコア部材の製造方法 |
| WO2019059295A1 (ja) * | 2017-09-20 | 2019-03-28 | アイシン・エィ・ダブリュ株式会社 | 回転電機用電機子の製造方法 |
| WO2019065460A1 (ja) * | 2017-09-28 | 2019-04-04 | アイシン・エィ・ダブリュ株式会社 | コイル |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7170345B1 (ja) | 2021-05-13 | 2022-11-14 | 株式会社アスター | コイル、ステータ、モータおよびコイルの製造方法 |
| JP2022175240A (ja) * | 2021-05-13 | 2022-11-25 | 株式会社アスター | コイル、ステータ、モータおよびコイルの製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3968499A1 (en) | 2022-03-16 |
| US20220224180A1 (en) | 2022-07-14 |
| WO2020226134A1 (ja) | 2020-11-12 |
| US12068653B2 (en) | 2024-08-20 |
| CN113841319A (zh) | 2021-12-24 |
| EP3968499A4 (en) | 2022-06-29 |
| JP7417236B2 (ja) | 2024-01-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5986774B2 (ja) | 回転電機 | |
| JPWO2019039518A1 (ja) | 分割コア連結体および電機子の製造方法 | |
| JP6044382B2 (ja) | マルチギャップ型回転電機 | |
| WO2008020471A1 (en) | Rotating electric machine | |
| JP6026021B2 (ja) | 磁気誘導子型電動機およびその製造方法 | |
| JP6276041B2 (ja) | 回転電機ステータ | |
| JP4624421B2 (ja) | 平角線巻線を有する永久磁石同期機 | |
| CN107005135A (zh) | 定子制造方法以及线圈 | |
| TW201218577A (en) | Rotating electrical machine, manufacturing method of rotating electrical machine, and wind power generator system | |
| WO2018147392A1 (ja) | 回転電機 | |
| CN110492630A (zh) | 旋转电机 | |
| JP5911018B2 (ja) | 電機子およびその電機子を備えた回転電機 | |
| WO2016072299A1 (ja) | 電機子の積層鉄心と電機子 | |
| JP5502533B2 (ja) | 永久磁石型電動機 | |
| CN103855819B (zh) | 电动致动器 | |
| WO2016035766A1 (ja) | ステータ組立方法及びステータ | |
| WO2022172594A1 (ja) | ステータ、ステータの製造方法、及びブラシレスモータ | |
| WO2020226134A1 (ja) | コイル、ステータ部材、ステータおよびモータ | |
| US20050264123A1 (en) | Stator of rotating electric machine and manufacturing method of the stator | |
| WO2012011352A1 (ja) | 回転電機用電機子 | |
| JP2005080365A (ja) | 回転電機用ステータ | |
| JP2009268221A (ja) | 固定子コイルの製造方法 | |
| JP4057406B2 (ja) | ステータ用のコア、コアシートの製造方法及びステータの製造方法 | |
| JP2014050236A (ja) | 回転電機 | |
| JP4568639B2 (ja) | ステータ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20220414 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230620 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230817 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230926 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20231113 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20231205 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20231225 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7417236 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |