JP2019196831A - 樹脂製配管の製造方法および、樹脂製配管 - Google Patents
樹脂製配管の製造方法および、樹脂製配管 Download PDFInfo
- Publication number
- JP2019196831A JP2019196831A JP2018092333A JP2018092333A JP2019196831A JP 2019196831 A JP2019196831 A JP 2019196831A JP 2018092333 A JP2018092333 A JP 2018092333A JP 2018092333 A JP2018092333 A JP 2018092333A JP 2019196831 A JP2019196831 A JP 2019196831A
- Authority
- JP
- Japan
- Prior art keywords
- resin
- tube member
- resin tube
- diameter
- end portion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 229920005989 resin Polymers 0.000 title claims abstract description 211
- 239000011347 resin Substances 0.000 title claims abstract description 211
- 238000000034 method Methods 0.000 title claims abstract description 23
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 21
- 238000003466 welding Methods 0.000 claims abstract description 34
- 239000000463 material Substances 0.000 claims abstract description 17
- 238000003780 insertion Methods 0.000 claims description 20
- 230000037431 insertion Effects 0.000 claims description 20
- 230000002093 peripheral effect Effects 0.000 claims description 6
- 238000010438 heat treatment Methods 0.000 abstract description 9
- 238000002844 melting Methods 0.000 abstract description 2
- 230000008018 melting Effects 0.000 abstract description 2
- 238000005520 cutting process Methods 0.000 description 11
- 238000006073 displacement reaction Methods 0.000 description 5
- 238000001125 extrusion Methods 0.000 description 3
- 239000004813 Perfluoroalkoxy alkane Substances 0.000 description 2
- 239000004696 Poly ether ether ketone Substances 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 229920011301 perfluoro alkoxyl alkane Polymers 0.000 description 2
- 229920002530 polyetherether ketone Polymers 0.000 description 2
- 235000013351 cheese Nutrition 0.000 description 1
- 239000003638 chemical reducing agent Substances 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C57/00—Shaping of tube ends, e.g. flanging, belling or closing; Apparatus therefor, e.g. collapsible mandrels
- B29C57/02—Belling or enlarging, e.g. combined with forming a groove
- B29C57/04—Belling or enlarging, e.g. combined with forming a groove using mechanical means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/18—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated tools
- B29C65/20—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated tools with direct contact, e.g. using "mirror"
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/114—Single butt joints
- B29C66/1142—Single butt to butt joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/51—Joining tubular articles, profiled elements or bars; Joining single elements to tubular articles, hollow articles or bars; Joining several hollow-preforms to form hollow or tubular articles
- B29C66/52—Joining tubular articles, bars or profiled elements
- B29C66/522—Joining tubular articles
- B29C66/5221—Joining tubular articles for forming coaxial connections, i.e. the tubular articles to be joined forming a zero angle relative to each other
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D23/00—Producing tubular articles
- B29D23/001—Pipes; Pipe joints
Abstract
Description
この場合、前記拡径治具が、樹脂製チューブ部材の端部へ挿入される挿入部を含み、前記挿入部が、先端側から後方側に向かうに従って外径を漸増させたテーパ状の外周面を有することが好ましい。
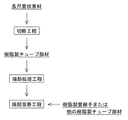
この発明の一の実施形態に係る樹脂製配管の製造方法は、樹脂製チューブ部材と樹脂製管継手もしくは他の樹脂製チューブ部材とを連結して、樹脂製配管を製造する方法であり、具体的には、樹脂材料から成形した樹脂製チューブ部材の端部の内外径を、該樹脂製チューブ部材の残部の内外径よりも拡大させて、その端部を拡径端部とする端部拡径工程と、樹脂製チューブ部材の拡径端部、および、樹脂製管継手もしくは他の樹脂製チューブ部材の端部をともに加熱して溶融させ、当該拡径端部と端部とを突き合わせて溶着する端部溶着工程とを含む。なお、樹脂製配管は、その主要部分を構成する樹脂製チューブ部材や樹脂製管継手が樹脂材料からなる配管であることを意味し、樹脂以外の金属等の材料からなる部材が含まれていてもよい。
切断工程では、一般に押出成形により成形される長尺管状素材を、製造しようとする樹脂製配管で用いる箇所に応じた所定の長さに切断することで、一本以上の樹脂製チューブ部材を形成する。樹脂製チューブ素材は通常、直線もしくは曲線状の直管もしくは曲管形状をなす。
この切断工程は、たとえば、長尺管状素材を大まかにカットする一段目の切断と、その後、高い精度で所定の長さにカットしつつ端面を仕上げる二段目の切断との二つの過程に分けて行うことができる。
端部拡径工程では、上記の樹脂製チューブ部材の端部の内径及び外径(すなわち内外径)を、その樹脂製チューブ部材の残部の内外径よりも拡大させ、それにより、当該端部を、内外径が残部のものよりも拡大した拡径端部とする。
これに対し、この実施形態では、端部溶着工程での加熱に際する樹脂製チューブ部材の端部の縮径変形を見越して、端部溶着工程に先立って端部拡径工程を行うことにより、端部拡径工程で、加熱時の端部の変形量を考慮してその端部を拡径させることができるので、端部溶着工程で当該端部を溶着した際の大きな内面段差及び位置ずれの発生を有効に防止することができる。
図2に示すところでは、樹脂製チューブ部材1の端部2に挿入することのできる拡径治具11を用いる。図示の拡径治具11は具体的には、全体として概して円柱形状をなすものであり、円柱状の基部12と、基部12の先端側(図2では右側)に設けられて、樹脂製チューブ部材1の端部2に挿入される挿入部13とを含むものである。そして、この挿入部13は、基部12より膨出した形状であって、先端側から後方側(図2では左側、すなわち基部12側)に向かうに従って外径が漸増するテーパ状の外周面13aを有する。図示の例では、挿入部13の外周面13aは、縦断面にてやや外側に凸の曲線で湾曲する形状としているも、図示しないが直線で外径が漸増する形状とすることも可能である。拡径治具11の挿入部13の外径は、その先端側では、樹脂製チューブ部材1の端部2の内径よりも小さく、その後方側では端部2の内径よりも大きくなるものとすることができる。
そうすると、樹脂製チューブ部材1の端部2が挿入部13に挿入されるに伴って、図2(b)に示すように、樹脂製チューブ部材1の端部2は、その端部2の内径よりも外径が大きくなる挿入部13の外周面13aで押し広げられて拡径する。この場合、樹脂製チューブ部材1の端部2の内径及び外径が拡大されることになる。一方、樹脂製チューブ部材1の、内側で挿入部13が到達しない残部3は、元の内外径が維持される。
あるいは、図示は省略するが、拡径治具の挿入部の形状を適宜選択することにより、拡径端部を、残部との境界位置で内外径が急激に拡大し、そこから端面に向けて一定の内外径としなる縦断面視でほぼ四角形状のものとしたり、または多角形状のものとしたりする等といった様々な形状とすることができる。
上述した端部拡径工程を経て得られた拡径端部2aを有する樹脂製チューブ部材1は、樹脂製管継手もしくは他の樹脂製チューブ部材と連結するための端部溶着工程に供される。そして、このような連結を繰り返して、所期した形状をなす樹脂製配管を製造することができる。
2 端部
2a 拡径端部
3 残部
4 端面
11 拡径治具
12 基部
13 挿入部
13a 外周面
21 樹脂製管継手
22 端部
31 ヒーター
D 樹脂製チューブ部材の残部の内径
Da 樹脂製チューブ部材の拡径端部の端面での内径
L 樹脂製チューブ部材の拡径端部の軸線方向長さ
Claims (7)
- 樹脂製チューブ部材と樹脂製管継手もしくは他の樹脂製チューブ部材とを連結して、樹脂製配管を製造する方法であって、
樹脂材料から成形した樹脂製チューブ部材の端部の内外径を、該樹脂製チューブ部材の残部の内外径よりも拡大させて、前記端部を拡径端部とする端部拡径工程と、
前記樹脂製チューブ部材の拡径端部、および、該樹脂製チューブ部材に連結する樹脂製管継手もしくは他の樹脂製チューブ部材の端部をともに加熱して溶融させ、当該拡径端部と端部とを突き合わせて溶着する端部溶着工程と
を含む、樹脂製配管の製造方法。 - 端部拡径工程で、樹脂製チューブ部材の前記端部の内側に、拡径治具を挿入することにより、当該端部の内外径を拡大させる、請求項1に記載の樹脂製配管の製造方法。
- 前記拡径治具が、樹脂製チューブ部材の端部へ挿入される挿入部を含み、前記挿入部が、先端側から後方側に向かうに従って外径を漸増させたテーパ状の外周面を有する、請求項2に記載の樹脂製配管の製造方法。
- 端部拡径工程で、樹脂製チューブ部材の前記拡径端部を、当該拡径端部の少なくとも一部で該拡径端部の端面側に向かうに従って内外径が漸増するテーパ形状とする、請求項1〜3のいずれか一項に記載の樹脂製配管の製造方法。
- 樹脂製チューブ部材と他の樹脂製チューブ部材とを連結するに当り、
端部拡径工程で、前記樹脂製チューブ部材及び他の樹脂製チューブ部材のそれぞれの端部の内外径を拡大させて、それぞれの前記端部を拡径端部とし、
端部溶着工程で、前記樹脂製チューブ部材及び他の樹脂製チューブ部材のそれぞれの拡径端部どうしを溶着させる、請求項1〜4のいずれか一項に記載の樹脂製配管の製造方法。 - 樹脂製チューブ部材と樹脂製管継手とを連結するに当り、
端部拡径工程で、前記樹脂製チューブ部材及び樹脂製管継手のうち、樹脂製チューブ部材のみの端部の内外径を拡大させる、請求項1〜4のいずれか一項に記載の樹脂製配管の製造方法。 - 樹脂製チューブ部材と、前記樹脂製チューブ部材に端部で溶着されて連結された樹脂製管継手もしくは他の樹脂製チューブ部材とを含む樹脂製配管であって、
前記樹脂製チューブ部材と樹脂製管継手もしくは他の樹脂製チューブ部材との端部溶着工程前に、樹脂製チューブ部材の端部の内外径を該樹脂製チューブ部材の残部の内外径よりも拡大させる端部拡径工程を経て製造されたものであり、
前記樹脂製チューブ部材と樹脂製管継手もしくは他の樹脂製チューブ部材との連結箇所における内面の段差が、当該内面の周方向の平均値で0.4mm以下である樹脂製配管。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018092333A JP7180998B2 (ja) | 2018-05-11 | 2018-05-11 | 樹脂製配管の製造方法 |
| TW108110242A TWI821261B (zh) | 2018-05-11 | 2019-03-25 | 樹脂製配管之製造方法、及樹脂製配管 |
| CN201910385563.XA CN110466142B (zh) | 2018-05-11 | 2019-05-09 | 树脂制配管的制造方法、及树脂制配管 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018092333A JP7180998B2 (ja) | 2018-05-11 | 2018-05-11 | 樹脂製配管の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019196831A true JP2019196831A (ja) | 2019-11-14 |
| JP7180998B2 JP7180998B2 (ja) | 2022-11-30 |
Family
ID=68507314
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018092333A Active JP7180998B2 (ja) | 2018-05-11 | 2018-05-11 | 樹脂製配管の製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP7180998B2 (ja) |
| CN (1) | CN110466142B (ja) |
| TW (1) | TWI821261B (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111452342A (zh) * | 2020-04-10 | 2020-07-28 | 朱彬祥 | 一种绝缘橡胶管加工处理工艺 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110901078B (zh) * | 2019-11-23 | 2022-01-28 | 浙江诺洁管业有限公司 | 一种塑料管体焊接带孔塑料件的加工方法及其实现装置 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS513025A (ja) * | 1974-06-25 | 1976-01-12 | Sekisui Chemical Co Ltd | |
| JPS5134020Y1 (ja) * | 1970-08-06 | 1976-08-23 | ||
| JPH10138346A (ja) * | 1996-11-12 | 1998-05-26 | Furoueru:Kk | フッ素樹脂製チューブの継手用抜け止めリングの溶着方法 |
| US20080257604A1 (en) * | 2007-04-13 | 2008-10-23 | Underground Solutions Technologies Group, Inc. | Conduit, manufacture thereof and fusion process therefor |
| CN203757213U (zh) * | 2014-03-19 | 2014-08-06 | 山东金达管业有限公司 | 超高分子量聚乙烯管材电熔承插焊接装置 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TW561973U (en) * | 2001-12-27 | 2003-11-11 | Yau-Fu Shr | Simple and convenient type enlarging device for plastic tube |
| JP4771304B2 (ja) * | 2005-04-15 | 2011-09-14 | 株式会社フジキン | 合成樹脂製管状部材同士の溶着方法およびその装置 |
| JP2009014156A (ja) * | 2007-07-07 | 2009-01-22 | Hiroshi Yokoyama | 異種樹脂管の接続構造及び接続方法 |
| JP5373277B2 (ja) * | 2007-10-31 | 2013-12-18 | 昭和電工株式会社 | フランジ付パイプの製造方法 |
| CN205013946U (zh) * | 2015-07-07 | 2016-02-03 | 蔡少明 | 一种适用于热熔连接的塑料管道 |
| WO2017072886A1 (ja) * | 2015-10-28 | 2017-05-04 | ミライアル株式会社 | 樹脂製配管部材、樹脂製管継手及び、配管の製造方法 |
-
2018
- 2018-05-11 JP JP2018092333A patent/JP7180998B2/ja active Active
-
2019
- 2019-03-25 TW TW108110242A patent/TWI821261B/zh active
- 2019-05-09 CN CN201910385563.XA patent/CN110466142B/zh active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5134020Y1 (ja) * | 1970-08-06 | 1976-08-23 | ||
| JPS513025A (ja) * | 1974-06-25 | 1976-01-12 | Sekisui Chemical Co Ltd | |
| JPH10138346A (ja) * | 1996-11-12 | 1998-05-26 | Furoueru:Kk | フッ素樹脂製チューブの継手用抜け止めリングの溶着方法 |
| US20080257604A1 (en) * | 2007-04-13 | 2008-10-23 | Underground Solutions Technologies Group, Inc. | Conduit, manufacture thereof and fusion process therefor |
| CN203757213U (zh) * | 2014-03-19 | 2014-08-06 | 山东金达管业有限公司 | 超高分子量聚乙烯管材电熔承插焊接装置 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111452342A (zh) * | 2020-04-10 | 2020-07-28 | 朱彬祥 | 一种绝缘橡胶管加工处理工艺 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN110466142B (zh) | 2023-05-16 |
| JP7180998B2 (ja) | 2022-11-30 |
| TWI821261B (zh) | 2023-11-11 |
| TW201947149A (zh) | 2019-12-16 |
| CN110466142A (zh) | 2019-11-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1992428B1 (en) | Mechanical expander and production method for seamless steel pipe | |
| US11441716B2 (en) | Resin pipe joint, piping, and piping production method | |
| JP7180998B2 (ja) | 樹脂製配管の製造方法 | |
| JPH08226584A (ja) | 可撓性金属ホースコネクタ及びその形成方法 | |
| US20090038367A1 (en) | Apparatus for pipe end sizing and method for pipe end sizing | |
| CN101014796A (zh) | 用于密封螺纹管状连接的凸形元件 | |
| JP2018123882A (ja) | 樹脂製管継手 | |
| CN110366481B (zh) | 树脂制管构件、其制造方法、树脂制管接头及树脂制配管 | |
| WO2017056203A1 (ja) | 樹脂製管継手 | |
| JP4843340B2 (ja) | チューブ材の接合構造、チューブ材の接合方法、および管端部切断方法 | |
| WO2017072886A1 (ja) | 樹脂製配管部材、樹脂製管継手及び、配管の製造方法 | |
| JP5301267B2 (ja) | 管体溶接方法、金属製溶接管及び芯金具 | |
| EP0950441A2 (en) | Method of manufacturing long dual layer metal pipe | |
| JP2023517385A (ja) | 金属体の修正方法および修正システム | |
| JPH05278110A (ja) | 合成樹脂管の接合方法 | |
| JP6994847B2 (ja) | 樹脂製配管の製造方法 | |
| JPS58116982A (ja) | 溶接用フラツクス入りワイヤのパツト溶接方法 | |
| JPH0825476A (ja) | 樹脂製の管又は継手の端部修正方法 | |
| KR20240010520A (ko) | 자동용접용 피팅관 | |
| JPH07117117A (ja) | 管継手の製造方法 | |
| JP2020073814A (ja) | 配管 | |
| JP3209838B2 (ja) | 管材の融着接合方法 | |
| JP2004034060A (ja) | テイラードチューブおよびその製造方法 | |
| JPH01241425A (ja) | ポリエチレン製パイプの製造方法及びポリエチレン製パイプ | |
| JPH05288295A (ja) | 管継手の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210510 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220304 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220315 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220510 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220809 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20221005 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20221101 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20221117 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7180998 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |