JP2019143252A - ポット精紡機における糸切れ時の巻き返し方法 - Google Patents
ポット精紡機における糸切れ時の巻き返し方法 Download PDFInfo
- Publication number
- JP2019143252A JP2019143252A JP2018025876A JP2018025876A JP2019143252A JP 2019143252 A JP2019143252 A JP 2019143252A JP 2018025876 A JP2018025876 A JP 2018025876A JP 2018025876 A JP2018025876 A JP 2018025876A JP 2019143252 A JP2019143252 A JP 2019143252A
- Authority
- JP
- Japan
- Prior art keywords
- pot
- yarn
- cake
- bobbin
- rewinding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000009987 spinning Methods 0.000 title claims abstract description 41
- 238000000034 method Methods 0.000 title claims abstract description 25
- 238000001514 detection method Methods 0.000 claims description 24
- 238000004804 winding Methods 0.000 claims description 13
- 230000015572 biosynthetic process Effects 0.000 claims description 8
- 238000005520 cutting process Methods 0.000 description 6
- 238000010586 diagram Methods 0.000 description 5
- 239000000463 material Substances 0.000 description 5
- 238000006073 displacement reaction Methods 0.000 description 4
- 238000003780 insertion Methods 0.000 description 3
- 230000037431 insertion Effects 0.000 description 3
- 230000003287 optical effect Effects 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 238000009966 trimming Methods 0.000 description 2
- 230000007547 defect Effects 0.000 description 1
- 238000003708 edge detection Methods 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 238000004382 potting Methods 0.000 description 1
- 238000007378 ring spinning Methods 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
Images











Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01H—SPINNING OR TWISTING
- D01H1/00—Spinning or twisting machines in which the product is wound-up continuously
- D01H1/08—Spinning or twisting machines in which the product is wound-up continuously cup, pot or disc type, in which annular masses of yarn are formed by centrifugal action
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01H—SPINNING OR TWISTING
- D01H13/00—Other common constructional features, details or accessories
- D01H13/32—Counting, measuring, recording or registering devices
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Spinning Or Twisting Of Yarns (AREA)
Abstract
Description
また、ケーク端部検知ステップにおいて、糸が切れたことを検知するタイミングに基づいて、ケークの端部の位置を検知してもよい。
また、ケークの端部は、ケークの下端部であってもよい。
また、ポットを複数有する場合に、接触ステップにおいて、複数のポットの内壁に細長部材を同時に接触させてもよい。
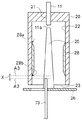
図1は、本発明の実施形態に係るポット精紡機のポットより上部の構成例を示す概略図である。
図1に示すように、ポット精紡機1は、ドラフト装置10と、導糸管11と、ポット12と、ボビン支持部13と、を備えている。なお、これらの構成要素は、精紡の一単位となる1つの紡錘を構成するものである。ポット精紡機1は、複数の紡錘を備えるものであるが、図1ではそのうちの1つの紡錘の構成について説明する。
ポット20の上方にはドラフト装置が設けられている。ドラフト装置10は、粗糸などの糸材料を所定の細さに引き伸ばす装置である。ドラフト装置10は、バックローラ対15、ミドルローラ対16およびフロントローラ対17からなる複数のローラ対を用いて構成されている。複数のローラ対は、糸材料の搬送方向の上流側から下流側に向かって、バックローラ対15、ミドルローラ対16およびフロントローラ対17の順に配置されている。
導糸管11は、ドラフト装置10で所定の細さに引き伸ばされた糸18をポット12内に導くものである。導糸管11は、細長い管状に形成されている。導糸管11を長さ方向と直交する方向に断面したときの形状は円形になっている。
ポット12は、ケーク28の形成と糸の巻き返しに用いられるものである。ポット12は、円筒形に形成されている。ポット12は、ポット12の中心軸回りに回転可能に設けられている。ポット12の中心軸Kは、鉛直方向と平行に配置されている。このため、ポット12の中心軸方向の一方は上方、他方は下方となっている。
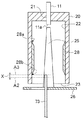
ポット精紡機1の下部には、ボビンレール26の上に載せられた円筒形のボビン25と、ボビン25を収容することができるポット20と、フィラー(細長部材)73と、ワゴンユニット75とが設けられている。ボビン25及び細長部材73は、ボビンレール26に沿って紡錘の数だけ複数配置されている。
ボビンレール26は、垂直方向に昇降可能に構成されている。ボビンレール26の下方には、スライドパイプ71がボビンレール26に沿って設けられている。スライドパイプ71は、ボビンレール26に固定されたスライダガイド72に、ボビンレール26に沿って水平方向に移動可能に支持されている。細長形状の細長部材73はボビンレール26を貫通し、図示しない支持手段によってスライドパイプ71に上下自在に支持されている。
図3に示すように、ポット精紡機1は、制御部51と、ドラフト駆動部52と、導糸管駆動部53と、ポット駆動部54と、ボビン駆動部55と、巻き返し手段駆動部56と、ソレノイド74と、ワゴンユニット75を備えている。
制御部51は、ポット精紡機1全体の動作を統括的に制御するものである。制御部51には、動作制御の対象として、ドラフト駆動部52、導糸管駆動部53、ポット駆動部54、ボビン駆動部55、巻き返し手段駆動部56、ソレノイド74及びワゴンユニット75が電気的に接続されている。また、制御部51には、糸センサ19が電気的に接続されている。糸センサ19は、ドラフト装置10で糸切れが発生した場合に、その旨を知らせる糸切れ発生信号を制御部51に出力する。
ドラフト駆動部52は、バックローラ対15、ミドルローラ対16およびフロントローラ対17をそれぞれ所定の回転数で回転させるものである。ドラフト駆動部52は、制御部51からドラフト駆動部52に与えられるドラフト駆動信号に基づいて駆動することにより、バックローラ対15、ミドルローラ対16およびフロントローラ対17を回転させる。
導糸管駆動部53は、導糸管11を動作させるものである。導糸管駆動部53は、導糸管11を上下方向に移動させるように動作させる。導糸管駆動部53は、制御部51から導糸管駆動部53に与えられる導糸管駆動信号に基づいて駆動することにより、導糸管11を上下方向に移動させる。
ポット駆動部54は、ポット12を回転させるものである。ポット駆動部54は、制御部51から与えられるポット駆動信号に基づいて駆動することにより、ポット12の中心軸Kを回転中心としてポット12を回転させる。
ボビン駆動部55は、ボビン25を動作させるものである。ボビン駆動部55は、ボビン支持部13のボビン装着部27に装着されたボビン25を、ボビン支持部13およびボビンレール26と一体に上下方向に移動させるように動作させる。ボビン駆動部55は、制御部51から与えられるボビン駆動信号に基づいて駆動することにより、ボビン25を上下方向に移動させる。
巻き返し手段駆動部56は、通常巻き返しを行う場合に図示しない巻き返し手段を動作させるものである。巻き返し手段駆動部56は、制御部51から与えられる巻き返し手段駆動信号に基づいて駆動することにより、巻き返し手段を動作させる。
続いて、本発明の実施形態に係るポット精紡方法について説明する。
図4は、ポット精紡方法の基本的な流れを示す図である。
図4に示すように、ポット精紡方法は、紡出動作において、ケーク端部検知ステップS1と、細長部材位置調整ステップS2とを有する。また、巻き返し動作において、ボビン配置ステップS3と、接触ステップS4と、移動ステップS5と、細長部材退避ステップS6と、ボビン配置ステップS3Aと、巻き返し手段駆動ステップS7とを有する。
最初に、引き伸ばし動作が図1に示すようにドラフト装置10を用いて行われる。ドラフト駆動部52は、制御部51から与えられるドラフト駆動信号に基づいて駆動することにより、バックローラ対15、ミドルローラ対16およびフロントローラ対17をそれぞれ所定の回転速度で回転させる。これにより、粗糸などの糸材料は、各々のローラ対15,16,17の回転に従って搬送される。
次に、ケーク形成ステップが、導糸管11とポット12を用いて行われる。導糸管駆動部53は、制御部51から与えられる導糸管駆動信号に基づいて駆動することにより、導糸管11を所定量だけ下方に移動させる。また、ポット駆動部54は、制御部51から与えられるポット駆動信号に基づいて駆動することにより、ポット12の回転を継続する。なお、導糸管11を下方に移動させると、糸供給管14から導糸管11が離間した状態となる。また、糸供給管14から導糸管11に導入された糸18は、導糸管11の下端部11aから紡出される。
図6において、導糸管11は、まず、P1位置まで下降した後、P2位置まで上昇し、次いでP3位置まで下降した後、P4位置まで上昇する。つまり、導糸管11は繰り返し上下方向に往復移動する。この場合、導糸管11がP1位置に到達してからP3位置に到達するまでの期間T1、および、導糸管11がP2位置に到達してからP4位置に到達するまでの期間T2が、それぞれ一周期となる。また、導糸管11の位置を相対的に下方に変位させるため、P3位置はP1位置よりも低位となり、P4位置はP2位置よりも低位となる。P1位置とP3位置との上下方向のズレ量H1、および、P2位置とP4位置との上下方向のズレ量H2は、それぞれ一周期における導糸管11の変位ステップ量となる。つまり、導糸管11は、一定の周期で繰り返し上下方向への往復移動を繰り返しながら、一定の変位ステップ量ずつ下方に変位する。このような導糸管11の動作は、導糸管11がPm位置に到達するまで続く。この場合、P1位置は、図1に示すケーク28の巻き始め側の端部(以下、「ケーク上端部」ともいう。)28aを規定し、Pm位置は、同図に示すケーク28の巻き終わり側の端部(以下、「ケーク下端部」ともいう。)28bを規定する。
糸切りは、ポット12の内壁22に予め決められた所定量の糸18が巻かれた段階で意図的に行われるものである。これに対し、糸切れは、ポット12の内壁22に所定量の糸18が巻かれる前に何らかの理由によって途中で糸18が切れてしまう現象である。
ケーク形成ステップの完了前に糸切れが発生した場合は、ケーク端部検知ステップS1が行われる。このケーク端部検知ステップS1は、糸切れが発生したポット12毎に行われる。糸切れが糸センサ19に検知されると、糸切れ発生信号を制御部51に出力する。このとき、制御部51は糸切れ発生信号が入力されたタイミングから、ケーク28のケーク下端部28bの位置を検知する。図6に示すように、例えば導糸管11がP1位置に到達してからP3位置に到達するまでの期間T1においては、P1より上方で糸切れが発生した場合はP1がケーク下端部28bとなり、下降中にP1に達してからP3に至るまでに糸切れが発生した場合は、糸切れ発生時の導糸管11の位置がケーク下端部28bとなる。このように、制御部51は、糸切れ発生信号が入力されたタイミングがどの期間であるかを判定することで、そのポット12におけるケーク下端部28bの位置を検知する。
次に、細長部材位置調整ステップS2においては、制御部51が、ワゴンユニット75(図2参照)に駆動信号を入力して糸切れの発生したポット12の位置まで走行させる。糸切れの発生したポット12の位置に到達したワゴンユニット75は、制御部51から駆動信号を入力されることにより、押上腕76を上昇させて細長部材73を持ち上げる。このとき図7に示すように、時間U1で細長部材73が持ち上げられたときの高さは、細長部材73の先端が初期位置であるA0から、後述する接触ステップS4においてケーク下端部28b(図5参照)の数ミリ下であるA1となるように持ち上げられる。細長部材73が持ち上げられたら、押上腕76は下降する。細長部材73は図示しない支持手段によって高さが保持される。
巻き返し動作は、ケーク形成ステップが完了した後に行われる。なお、以降の図8、図9、図11〜図13においては、ケーク端部検知ステップS1において糸切れが検知されていたポット12を図示する。
ケーク形成ステップにおいて、糸切れが検知されていたポット12においては、ボビン配置ステップS3が行われる。ボビン配置ステップS3では、ポット駆動部54(図3参照)の駆動により、開口部23を通してポット12内にボビン25を配置する。ポット駆動部54は、制御部51から与えられるポット駆動信号に基づいて駆動することにより、ポット12の回転を継続する。ボビン駆動部55は、制御部51から与えられるボビン駆動信号に基づいて駆動することにより、ボビン支持部13を上方に移動させる。これにより、後述する図9に示すようにボビン装着部27(図1参照)に装着されているボビン25が、最高点の数mm下まで、共に上方に移動する。具体的には図7に示すように、時間U2から時間U3の間にボビンレール26の高さが初期位置B0から、ボビンレール26の最高点の数mm下であるB1まで上昇する。
ケーク形成ステップにおいて糸切れが発生していた場合には、糸部18aが正常に形成されず、通常巻き返しによる巻き返しは行えない。しかし、糸切れが発生したポット12においては、多くの場合切れた糸の糸端はケーク28の下に位置しており、また、遠心力でポット12の内壁22に張り付いている。そのため、以下に示す糸切れ巻き返しが行われる。
糸切れ巻き返しにおいては、まず接触ステップS4が行われる。図7及び拡大図である図10に示すように、時間U3に制御部51から与えられるソレノイド駆動信号に基づいてソレノイド36(図2参照)がオンになることにより、スライドパイプ71がボビンレール26に沿って移動する。これにより、各細長部材73がボビンレール26に沿って水平方向へ移動する。また、図11に示すようにケーク端部検知ステップS1において糸切れを検知されていたポット12においては、細長部材73があらかじめ持ち上げられているので、細長部材73は、ポット12の内壁22に押し当てられて接触している。このときの細長部材73の先端高さは、ケーク28の下端部の数mm下である。
次に、移動ステップS5が行われる。ボビン駆動部55は、制御部51から与えられるボビン駆動信号に基づいて駆動することにより、図7、図12に示すように、ボビンレール26を最高点B2まで上方に移動させる。これにより、ボビン25及び細長部材73が上昇する。細長部材73は、ポット12の内壁22に押し当てられたまま上方へ高さA2からA3までの距離Xを移動する。これにより、細長部材73の先端がケーク28のケーク下端部28bに押し当てられて接触する。
その後、ケーク28を形成しているすべての糸が図7に示すように時間U5においてボビン25に巻き返されると、細長部材退避ステップS6が行われる。制御部51は、ボビン駆動部55にボビン駆動信号を与えることにより、ボビンレール26を下降させる。その後、時間U6において、制御部51は図2に示すワゴンユニット75に駆動信号を与えることにより、押上腕76を昇降させて上昇していた細長部材73を下降させる。これにより、糸切れ巻き返しが終了する。
また、ケーク形成ステップにおいて糸切れが検知していないポット12においては、図4に示すように通常巻き返しのためにボビン配置ステップS3Aが行われる。ボビン配置ステップS3Aは、上記ボビン配置ステップS3と同じ動作であり、ボビン配置ステップS3と同時に行われる。
また、図6に示すようなケーク形成ステップとは別のケーク形成ステップ(例えば、特開平4−308227号公報に開示されるようなステップ)であってもよい。
Claims (5)
- 開口部を有するポットを回転させるとともに、所定の細さに引き伸ばされた糸を前記ポットの内壁に巻き付けてケークを形成するケーク形成ステップと、
前記ケーク形成ステップの完了前に糸切れ検知部により前記糸が切れたことを検知した場合に前記ケークの前記開口部側の端部を検知するケーク端部検知ステップと、
前記ケーク形成ステップ完了後に前記開口部を通して前記ポット内にボビンを配置するボビン配置ステップと、
前記開口部を通して前記ケーク端部検知ステップで検知した前記ケークの端部よりも前記開口部側の前記ポットの内壁に細長部材を接触させる接触ステップと
を有するポット精紡機における糸切れ時の巻き返し方法。 - 前記接触ステップの後に、前記ポットの前記内壁に前記細長部材を接触させたまま前記細長部材を上昇させ、前記ケークの前記開口部側の端部に接触させる移動ステップを有する請求項1に記載のポット精紡機における糸切れ時の巻き返し方法。
- 前記ケーク端部検知ステップにおいて、前記糸が切れたことを検知するタイミングに基づいて、前記ケークの端部の位置を検知する請求項1又は2に記載のポット精紡機における糸切れ時の巻き返し方法。
- 前記ケークの端部は、前記ケークの下端部である請求項1〜3のいずれか一項に記載のポット精紡機における糸切れ時の巻き返し方法。
- 前記ポットを複数有する場合に、前記接触ステップにおいて、複数の前記ポットの前記内壁に前記細長部材を同時に接触させる請求項1〜4のいずれか一項に記載のポット精紡機における糸切れ時の巻き返し方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018025876A JP6992574B2 (ja) | 2018-02-16 | 2018-02-16 | ポット精紡機における巻き返し方法 |
| EP19155224.9A EP3527701B1 (en) | 2018-02-16 | 2019-02-04 | Rewinding method employed in pot spinning machine following yarn breakage |
| CN201910114310.9A CN110158204B (zh) | 2018-02-16 | 2019-02-14 | 离心式细纱机在断纱时的回卷方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018025876A JP6992574B2 (ja) | 2018-02-16 | 2018-02-16 | ポット精紡機における巻き返し方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019143252A true JP2019143252A (ja) | 2019-08-29 |
| JP6992574B2 JP6992574B2 (ja) | 2022-01-13 |
Family
ID=65279431
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018025876A Active JP6992574B2 (ja) | 2018-02-16 | 2018-02-16 | ポット精紡機における巻き返し方法 |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP3527701B1 (ja) |
| JP (1) | JP6992574B2 (ja) |
| CN (1) | CN110158204B (ja) |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08170227A (ja) * | 1994-07-29 | 1996-07-02 | W Schlafhorst Ag & Co | ポット・スピニング装置におけるスピニング・ケークの巻返し法 |
| JPH11256434A (ja) * | 1998-01-24 | 1999-09-21 | W Schlafhorst Ag & Co | 遠心紡績機において糸切れのあとで巻返し過程を開始する方法と装置 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4103771A1 (de) | 1991-02-08 | 1992-08-13 | Schlafhorst & Co W | Verfahren und einrichtung zum herstellen eines fadens nach dem zentrifugenspinnverfahren |
| DE19523835A1 (de) * | 1995-06-30 | 1997-01-02 | Schlafhorst & Co W | Verfahren und Vorrichtung zum Topfspinnen |
| DE19802656A1 (de) * | 1998-01-24 | 1999-07-29 | Schlafhorst & Co W | Verfahren und Vorrichtung zum Einleiten des Umwickelvorganges beim Zentrifugenspinnen nach einem Fadenbruch |
| DE10211862A1 (de) * | 2002-03-18 | 2003-10-02 | Schlafhorst & Co W | Zentrifugenspinnvorrichtung |
| DE10211850A1 (de) * | 2002-03-18 | 2003-10-02 | Schlafhorst & Co W | Verfahren zum Betreiben einer Spinnvorrichtung |
| DE10318317A1 (de) * | 2003-04-19 | 2004-10-28 | Saurer Gmbh & Co. Kg | Verfahren und Vorrichtung zur Steuerung eines Fadenführers |
| WO2009127074A1 (de) * | 2008-04-15 | 2009-10-22 | Maschinenfabrik Rieter Ag | Verfahren und vorrichtung zum herstellen eines vorgarns |
| JP5796558B2 (ja) * | 2012-09-05 | 2015-10-21 | 株式会社豊田自動織機 | 紡機の糸検出装置 |
-
2018
- 2018-02-16 JP JP2018025876A patent/JP6992574B2/ja active Active
-
2019
- 2019-02-04 EP EP19155224.9A patent/EP3527701B1/en active Active
- 2019-02-14 CN CN201910114310.9A patent/CN110158204B/zh active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08170227A (ja) * | 1994-07-29 | 1996-07-02 | W Schlafhorst Ag & Co | ポット・スピニング装置におけるスピニング・ケークの巻返し法 |
| JPH11256434A (ja) * | 1998-01-24 | 1999-09-21 | W Schlafhorst Ag & Co | 遠心紡績機において糸切れのあとで巻返し過程を開始する方法と装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN110158204B (zh) | 2022-05-27 |
| EP3527701A1 (en) | 2019-08-21 |
| CN110158204A (zh) | 2019-08-23 |
| EP3527701B1 (en) | 2022-04-13 |
| JP6992574B2 (ja) | 2022-01-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2345612A2 (en) | Doffing apparatus | |
| JP2013067935A (ja) | 紡績機及び紡績機における糸の製造を中断する方法 | |
| JP6242670B2 (ja) | パッケージ駆動ローラの加速度を制御する方法 | |
| JP3262833B2 (ja) | ポット精紡機 | |
| JP2016194188A (ja) | 少なくとも1つのリング精紡機と少なくとも1つの巻取り機とから成る複合システムを運転する方法並びに複合システム | |
| JPH10168673A (ja) | ポット紡績装置において紡績コップを製作する方法 | |
| CN103305943A (zh) | 纺丝卷取设备 | |
| CN1643194B (zh) | 离心式纺纱装置 | |
| JP6992574B2 (ja) | ポット精紡機における巻き返し方法 | |
| ITMI20002031A1 (it) | Filatoio ad anelli con dispositivo di bloccaggio sul fuso | |
| JP4243545B2 (ja) | 紡績装置を運転するための方法 | |
| EP2080825A2 (en) | Integrated yarn-winder machine | |
| CN106400216B (zh) | 在开放端纺纱机的工作站处纺入纱线的方法及其执行装置 | |
| CN100415968C (zh) | 用于在纺纱机中去除多余纱线的方法 | |
| CN110158206B (zh) | 离心式精纺方法和离心式细纱机 | |
| EP1857578B1 (en) | Method of forming a cop in a spinning machine | |
| JP7200835B2 (ja) | ポット精紡機 | |
| US4843809A (en) | Method of automatically exchanging spinning bobbin tubes in a spinning machine | |
| JP7206717B2 (ja) | ポット精紡機の制御方法 | |
| JP2019167645A (ja) | ポット精紡機 | |
| CN112048787B (zh) | 离心式细纱机 | |
| JP6881345B2 (ja) | ポット精紡方法およびポット精紡機 | |
| JP2019137951A (ja) | ポット精紡機およびポット精紡方法 | |
| US2814175A (en) | Twisting-and-winding machine | |
| JP2001226837A (ja) | 粗紡機におけるボビンを玉揚げする際に粗糸を自動的に切断するための方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200514 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210413 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210427 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210618 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20211109 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20211122 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6992574 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |