JP2018502261A - 真空断熱パネル - Google Patents
真空断熱パネル Download PDFInfo
- Publication number
- JP2018502261A JP2018502261A JP2017537385A JP2017537385A JP2018502261A JP 2018502261 A JP2018502261 A JP 2018502261A JP 2017537385 A JP2017537385 A JP 2017537385A JP 2017537385 A JP2017537385 A JP 2017537385A JP 2018502261 A JP2018502261 A JP 2018502261A
- Authority
- JP
- Japan
- Prior art keywords
- core
- reinforcing member
- vacuum
- heat insulating
- insulation panel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000009413 insulation Methods 0.000 title claims abstract description 150
- 230000003014 reinforcing effect Effects 0.000 claims abstract description 208
- 230000004888 barrier function Effects 0.000 claims abstract description 55
- 238000004519 manufacturing process Methods 0.000 claims abstract description 19
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 claims description 48
- 238000000034 method Methods 0.000 claims description 34
- 239000011810 insulating material Substances 0.000 claims description 33
- 229910021485 fumed silica Inorganic materials 0.000 claims description 29
- 239000004814 polyurethane Substances 0.000 claims description 27
- 239000012774 insulation material Substances 0.000 claims description 25
- 239000000463 material Substances 0.000 claims description 25
- 229920002635 polyurethane Polymers 0.000 claims description 25
- 230000002787 reinforcement Effects 0.000 claims description 24
- 239000011148 porous material Substances 0.000 claims description 22
- 239000000377 silicon dioxide Substances 0.000 claims description 9
- 229910001562 pearlite Inorganic materials 0.000 claims description 6
- 239000012254 powdered material Substances 0.000 claims description 6
- 239000000843 powder Substances 0.000 claims description 5
- 239000011162 core material Substances 0.000 description 297
- 239000000047 product Substances 0.000 description 13
- 239000010410 layer Substances 0.000 description 10
- -1 polyethylene terephthalate Polymers 0.000 description 10
- 230000006835 compression Effects 0.000 description 9
- 238000007906 compression Methods 0.000 description 9
- 239000000835 fiber Substances 0.000 description 9
- 210000004027 cell Anatomy 0.000 description 8
- 239000006260 foam Substances 0.000 description 8
- 229920000139 polyethylene terephthalate Polymers 0.000 description 8
- 239000005020 polyethylene terephthalate Substances 0.000 description 8
- RZVAJINKPMORJF-UHFFFAOYSA-N Acetaminophen Chemical compound CC(=O)NC1=CC=C(O)C=C1 RZVAJINKPMORJF-UHFFFAOYSA-N 0.000 description 7
- 239000004698 Polyethylene Substances 0.000 description 7
- 230000008901 benefit Effects 0.000 description 7
- 229920000573 polyethylene Polymers 0.000 description 7
- 239000012229 microporous material Substances 0.000 description 6
- 239000003365 glass fiber Substances 0.000 description 5
- 239000003605 opacifier Substances 0.000 description 5
- 150000008442 polyphenolic compounds Chemical class 0.000 description 5
- 235000013824 polyphenols Nutrition 0.000 description 5
- 229920005830 Polyurethane Foam Polymers 0.000 description 4
- 229910052782 aluminium Inorganic materials 0.000 description 4
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 4
- 239000011495 polyisocyanurate Substances 0.000 description 4
- 229920000582 polyisocyanurate Polymers 0.000 description 4
- 239000011496 polyurethane foam Substances 0.000 description 4
- 238000003825 pressing Methods 0.000 description 4
- 238000005452 bending Methods 0.000 description 3
- 229910010272 inorganic material Inorganic materials 0.000 description 3
- 239000011147 inorganic material Substances 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 239000002245 particle Substances 0.000 description 3
- 239000010451 perlite Substances 0.000 description 3
- 235000019362 perlite Nutrition 0.000 description 3
- 238000007789 sealing Methods 0.000 description 3
- 230000037303 wrinkles Effects 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- UQSXHKLRYXJYBZ-UHFFFAOYSA-N Iron oxide Chemical compound [Fe]=O UQSXHKLRYXJYBZ-UHFFFAOYSA-N 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 2
- 239000012467 final product Substances 0.000 description 2
- 230000007774 longterm Effects 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- 238000005057 refrigeration Methods 0.000 description 2
- 239000012779 reinforcing material Substances 0.000 description 2
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 2
- 229910010271 silicon carbide Inorganic materials 0.000 description 2
- 238000009966 trimming Methods 0.000 description 2
- 229920001862 ultra low molecular weight polyethylene Polymers 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 229920000219 Ethylene vinyl alcohol Polymers 0.000 description 1
- 101000953492 Homo sapiens Inositol hexakisphosphate and diphosphoinositol-pentakisphosphate kinase 1 Proteins 0.000 description 1
- 102100037739 Inositol hexakisphosphate and diphosphoinositol-pentakisphosphate kinase 1 Human genes 0.000 description 1
- 239000005909 Kieselgur Substances 0.000 description 1
- 229920000134 Metallised film Polymers 0.000 description 1
- 239000011358 absorbing material Substances 0.000 description 1
- 239000012790 adhesive layer Substances 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 239000006229 carbon black Substances 0.000 description 1
- 210000002421 cell wall Anatomy 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000010924 continuous production Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000004715 ethylene vinyl alcohol Substances 0.000 description 1
- 239000006261 foam material Substances 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 239000008187 granular material Substances 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- SZVJSHCCFOBDDC-UHFFFAOYSA-N iron(II,III) oxide Inorganic materials O=[Fe]O[Fe]O[Fe]=O SZVJSHCCFOBDDC-UHFFFAOYSA-N 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000011140 metalized polyester Substances 0.000 description 1
- 239000002557 mineral fiber Substances 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 239000011368 organic material Substances 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 239000011236 particulate material Substances 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 239000011241 protective layer Substances 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 238000005245 sintering Methods 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 239000004408 titanium dioxide Substances 0.000 description 1
- 238000007740 vapor deposition Methods 0.000 description 1
- 210000002268 wool Anatomy 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
- B29C43/18—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles incorporating preformed parts or layers, e.g. compression moulding around inserts or for coating articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B1/00—Layered products having a non-planar shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/065—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of foam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/14—Layered products comprising a layer of synthetic resin next to a particulate layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/40—Layered products comprising a layer of synthetic resin comprising polyurethanes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/02—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by features of form at particular places, e.g. in edge regions
- B32B3/04—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by features of form at particular places, e.g. in edge regions characterised by at least one layer folded at the edge, e.g. over another layer ; characterised by at least one layer enveloping or enclosing a material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/02—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by features of form at particular places, e.g. in edge regions
- B32B3/06—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by features of form at particular places, e.g. in edge regions for securing layers together; for attaching the product to another member, e.g. to a support, or to another product, e.g. groove/tongue, interlocking
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/266—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by an apertured layer, the apertures going through the whole thickness of the layer, e.g. expanded metal, perforated layer, slit layer regular cells B32B3/12
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/10—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the pressing technique, e.g. using action of vacuum or fluid pressure
- B32B37/1018—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the pressing technique, e.g. using action of vacuum or fluid pressure using only vacuum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/16—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer formed of particles, e.g. chips, powder or granules
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/18—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer of foamed material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/30—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being formed of particles, e.g. chips, granules, powder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L59/00—Thermal insulation in general
- F16L59/02—Shape or form of insulating materials, with or without coverings integral with the insulating materials
- F16L59/029—Shape or form of insulating materials, with or without coverings integral with the insulating materials layered
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L59/00—Thermal insulation in general
- F16L59/06—Arrangements using an air layer or vacuum
- F16L59/065—Arrangements using an air layer or vacuum using vacuum
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F25—REFRIGERATION OR COOLING; COMBINED HEATING AND REFRIGERATION SYSTEMS; HEAT PUMP SYSTEMS; MANUFACTURE OR STORAGE OF ICE; LIQUEFACTION SOLIDIFICATION OF GASES
- F25D—REFRIGERATORS; COLD ROOMS; ICE-BOXES; COOLING OR FREEZING APPARATUS NOT OTHERWISE PROVIDED FOR
- F25D23/00—General constructional features
- F25D23/06—Walls
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/04—Condition, form or state of moulded material or of the material to be shaped cellular or porous
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2275/00—Use of PU, i.e. polyureas or polyurethanes or derivatives thereof, as reinforcement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0012—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds having particular thermal properties
- B29K2995/0015—Insulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2007/00—Flat articles, e.g. films or sheets
- B29L2007/002—Panels; Plates; Sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0253—Polyolefin fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0276—Polyester fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/10—Inorganic particles
- B32B2264/102—Oxide or hydroxide
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/12—Mixture of at least two particles made of different materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2266/00—Composition of foam
- B32B2266/02—Organic
- B32B2266/0214—Materials belonging to B32B27/00
- B32B2266/025—Polyolefin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2266/00—Composition of foam
- B32B2266/02—Organic
- B32B2266/0214—Materials belonging to B32B27/00
- B32B2266/0264—Polyester
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2266/00—Composition of foam
- B32B2266/02—Organic
- B32B2266/0214—Materials belonging to B32B27/00
- B32B2266/0278—Polyurethane
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2266/00—Composition of foam
- B32B2266/02—Organic
- B32B2266/0214—Materials belonging to B32B27/00
- B32B2266/0285—Condensation resins of aldehydes, e.g. with phenols, ureas, melamines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2266/00—Composition of foam
- B32B2266/06—Open cell foam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/20—Properties of the layers or laminate having particular electrical or magnetic properties, e.g. piezoelectric
- B32B2307/206—Insulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/302—Conductive
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/304—Insulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/72—Density
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
- B32B2307/7242—Non-permeable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2419/00—Buildings or parts thereof
- B32B2419/02—Bricks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2509/00—Household appliances
- B32B2509/10—Refrigerators or refrigerating equipment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2607/00—Walls, panels
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F25—REFRIGERATION OR COOLING; COMBINED HEATING AND REFRIGERATION SYSTEMS; HEAT PUMP SYSTEMS; MANUFACTURE OR STORAGE OF ICE; LIQUEFACTION SOLIDIFICATION OF GASES
- F25D—REFRIGERATORS; COLD ROOMS; ICE-BOXES; COOLING OR FREEZING APPARATUS NOT OTHERWISE PROVIDED FOR
- F25D2201/00—Insulation
- F25D2201/10—Insulation with respect to heat
- F25D2201/14—Insulation with respect to heat using subatmospheric pressure
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/23—Sheet including cover or casing
- Y10T428/231—Filled with gas other than air; or under vacuum
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Thermal Sciences (AREA)
- Fluid Mechanics (AREA)
- Life Sciences & Earth Sciences (AREA)
- Wood Science & Technology (AREA)
- Thermal Insulation (AREA)
- Refrigerator Housings (AREA)
Abstract
Description
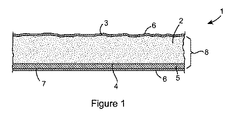
多孔性材料で形成され、実質的に剛固であり、前記断熱コアの上面又は下面に配置されて前記断熱コアを補強し、前記断熱コアと合体してハイブリッドコアを形成し、前記断熱コアを横断する熱橋を形成しない少なくとも1つの補強部材と、
前記ハイブリッドコアを被包するように、印加された真空を内部に維持するように配設されたエンベロープとからなる真空断熱パネルが提供される。
多孔性材料で形成されかつ実質的に剛固である少なくとも1つの補強部材を、前記断熱コアの上面又は下面に配置して前記断熱コアを補強し、前記少なくとも1つの補強部材が前記断熱コアを横断する熱橋を形成せず、前記少なくとも1つの補強部材と前記断熱コアとが合体してハイブリッドコアを形成する過程と、
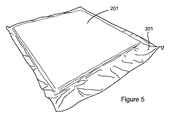
前記ハイブリッドコアを、任意によりバリアフィルムの形態をなすバリアエンベロープで被包する過程と、
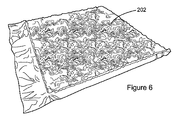
前記バリアエンベロープが前記ハイブリッドコアの前記断熱コア及び前記少なくとも1つの補強部材と密接に係合するように、真空を印加して前記バリアエンベロープを排気する過程とからなる真空断熱パネルの製造方法が提供される。
前記下側補強部材を型に配置し、
前記型に断熱材料を充填し、かつ、
前記型内の断熱材料を加圧して前記断熱コアを形成する過程を含むことができる。
型に断熱材料を充填し、
前記型内の断熱材料の上に前記上側補強部材を配置し、
前記型内の断熱材料を加圧して前記断熱コアを形成する過程を含むことができる。
下側補強部材を型に配置する過程と、
前記型に断熱材料を充填する過程と、
前記型内で下側補強部材上の断熱材料を加圧して、前記補強部材と望ましくは微孔性である断熱コアとからなり、前記補強部材が前記断熱コアを横断する熱橋を形成しないように配置されるハイブリッドコアを形成する過程と、
前記ハイブリッドコアを、任意でバリアフィルムの形態をなすバリアエンベロープで被包する過程と、
真空を印加して、真空断熱パネル内で、前記バリアエンベロープが前記ハイブリッドコアの断熱コア及び補強部材と密接に係合するように、前記バリアエンベロープを排気する過程とからなる方法が提供される。
下側補強部材を型に配置する過程と、
前記型に断熱材料を充填する過程と、
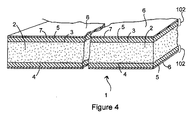
前記断熱材料の上に上側補強部材を配置してサンドイッチ体を形成する過程と、
このように形成したサンドイッチ体を前記型内で加圧して、上側補強部材と、任意で微孔性である断熱コアと、下側補強部材とからなり、前記補強部材が前記断熱コアを横断する熱橋を形成しないように配置されるハイブリッドコアを形成する過程と、
前記ハイブリッドコアを、任意でバリアフィルムの形態をなすバリアエンベロープで被包する過程と、
真空を印加して、真空断熱パネル内で、前記バリアエンベロープが前記ハイブリッドコアの断熱コア及び補強部材と密接に係合するように、前記バリアエンベロープを排気する過程とからなる方法が提供される。
多孔性材料で形成され、実質的に剛固な下側補強部材をレイダウン(敷設)領域に導く過程と、
前記下側補強部材の上に粉状断熱材料をレイダウン(敷設)する過程と、
前記粉状断熱材料と下側補強部材を圧縮して、任意でシートの形態をなし、任意で実質的に均一な厚さを有する連続的なプレス加工ハイブリッド断熱製品を形成する過程と、
前記連続的なプレス加工ハイブリッド断熱製品を所望のサイズに切断して、圧縮した前記粉状断熱材料から形成された微孔性断熱コアと前記補強部材とからなり、前記補強部材が前記断熱コアを横断する熱橋を形成しないように配置されるハイブリッドコアを供給する過程と、
前記ハイブリッドコアを、任意でバリアフィルムの形態をなすバリアエンベロープで被包する過程と、
真空を印加して、任意でバリアフィルムの形態をなす前記バリアエンベロープが、真空断熱パネル内で前記ハイブリッドコアの断熱コア及び補強部材と密接に係合するように、前記バリアエンベロープを排気する過程とからなる方法が提供される。
多孔質材料で形成され、実質的に剛固な下側補強部材をレイダウン領域に導く過程と、
前記下側補強部材の上に粉状断熱材料をレイダウンする過程と、
前記粉状断熱材料の上に上側補強部材を配置してサンドイッチ体を形成する過程と、
このように形成したサンドイッチ体を圧縮して、任意でシートの形態をなし、任意で実質的に均一な厚さを有する連続的なプレス加工ハイブリッド断熱製品を形成する過程と、
前記連続的なプレス加工ハイブリッド断熱製品を所望のサイズに切断して、補強部材と断熱コアとからなり、前記補強部材が前記断熱コアを横断する熱橋を形成しないように配置されるハイブリッドコアを供給する過程と、
前記ハイブリッドコアを、任意でバリアフィルムの形態をなすバリアエンベロープで被包する過程と、
真空を印加して、前記バリアエンベロープが真空断熱パネル内で前記ハイブリッドコアの断熱コア及び補強部材と密接に係合するように、前記バリアエンベロープを排気する過程とを含むことができる。
下側補強部材を型に配置する過程と、
前記型に断熱材料を充填する過程と、
前記型内で下側補強部材の上の前記断熱材料を加圧して、前記補強部材と任意で微孔性である断熱コアとからなり、前記補強部材が前記断熱コアを横断する熱橋を形成しないように配置されるハイブリッドコアを形成する過程と、
前記ハイブリッドコアを、任意でバリアフィルムの形態をなすバリアエンベロープで被包する過程と、
真空を印加して、前記バリアエンベロープが真空断熱パネル内で前記ハイブリッドコアの断熱コア及び補強部材と密接に係合するように、前記バリアエンベロープを排気する過程とからなり、
前記補強部材がポリウレタンで形成され、
前記断熱材料が、フュームドシリカ、沈降シリカ、パーライト、又はそれらの組合せからなり、
前記断熱コアが前記真空断熱パネル内で、約130kg/m3から約160kg/m3の範囲の密度を有し、前記真空断熱パネルが約3.0mW/mKから約4.0mW/mKの熱伝導率値を有する。
下側補強部材を型に配置する過程と、
前記型に断熱材料を充填する過程と、
前記型内で前記断熱材料の上に上側補強部材を配置してサンドイッチ体を形成する過程と、
このように形成したサンドイッチ体を型内で加圧して、前記上側補強部材と、任意で微孔性である断熱コアと、下側補強部材とからなり、前記補強部材が前記断熱コアを横断する熱橋を形成しないように配置されるハイブリッドコアを形成する過程と、
前記ハイブリッドコアを、任意でバリアフィルムの形態をなすバリアエンベロープで被包する過程と、
真空を印加して、前記バリアエンベロープが真空断熱パネル内で前記ハイブリッドコアの断熱コア及び補強部材と密接に係合するように、前記バリアエンベロープを排気する過程とからなり、
前記上側及び下側補強部材がポリウレタンで形成され、
前記断熱材料が、フュームドシリカ、沈降シリカ、パーライト、又はそれらの組合せからなり、
前記断熱コアが前記真空断熱パネル内で、約130kg/m3から約160kg/m3の範囲の密度を有し、前記真空断熱パネルが約3.0mW/mKから約4.0mW/mKの熱伝導率値を有する。
多孔性材料で形成され、実質的に剛固な下側補強部材をレイダウン領域に導く過程と、
前記下側補強部材の上に粉状断熱材料をレイダウンする過程と、
前記粉状断熱材料と下側補強部材を圧縮して、任意でシートの形態をなし、任意で実質的に均一な厚さを有する連続的なプレス加工ハイブリッド断熱製品を形成する過程と、
前記連続的なプレス加工ハイブリッド断熱製品を所望のサイズに切断して、前記粉状断熱材料から形成された断熱コアと補強部材とからなり、前記補強部材が前記断熱コアを横断する熱橋を形成しないように配置されるハイブリッドコアを供給する過程と、
前記ハイブリッドコアを、任意でバリアフィルムの形態をなすバリアエンベロープで被包する過程と、
真空を印加して、前記バリアエンベロープが真空断熱パネル内で前記ハイブリッドコアの断熱コア及び補強部材と密接に係合するように、前記バリアエンベロープを排気する過程とからなり、
前記補強部材がポリウレタンで形成され、前記粉状断熱材料がフュームドシリカからなり、前記断熱コアが前記真空断熱パネル内で、約130kg/m3から約160kg/m3の範囲の密度を有し、前記真空断熱パネルが約3.0mW/mKから約4.0mW/mKの熱伝導率値を有する。前記断熱コアは、微孔性であることが望ましい。
多孔性で実質的に剛固な下側補強部材をレイダウン領域に導く過程と、
前記下側補強部材の上に粉状断熱材料をレイダウンする過程と、
前記粉状断熱材料の上に上側補強部材を導く過程と、
このように形成したサンドイッチ体を圧縮してハイブリッドコアを形成する過程であって、前記ハイブリッドコア内で、圧縮された前記粉状断熱材料が断熱コアを形成し、前記補強部材が前記断熱コアを横断する熱橋を形成しないように配置される過程と、
前記ハイブリッドコアを、任意でバリアフィルムの形態をなすバリアエンベロープで被包する過程と、
真空を印加して、前記バリアエンベロープが真空断熱パネル内で前記ハイブリッドコアの断熱コア及び補強部材と密接に係合するように、前記バリアエンベロープを排気する過程とからなり、
前記上側及び下側補強部材がポリウレタンで形成され、前記粉状断熱材料がフュームドシリカであり、前記断熱コアが前記真空断熱パネル内で、約130kg/m3から約160kg/m3の範囲の密度を有し、前記真空断熱パネルが約3.0mW/mKから約4.0mW/mKの熱伝導率値を有する。
Claims (33)
- 上面、下面及び側部を有する多孔性断熱コアと、
多孔性材料で形成され、実質的に剛固であり、前記断熱コアの上面又は下面に配置されて前記断熱コアを補強し、前記断熱コアと合体してハイブリッドコアを形成し、前記断熱コアを横断する熱橋を形成しない少なくとも1つの補強部材と、
前記ハイブリッドコアを被包するように、印加された真空を内部に維持するように配設されたエンベロープとからなる真空断熱パネル。 - 前記断熱コアの上面に配置された上側補強部材を有し、かつ前記断熱コアの下面に配置された下側補強部材を有する請求項1に記載の真空断熱パネル。
- 複数の補強部材を有する請求項1又は2に記載の真空断熱パネル。
- 少なくとも1つの前記補強部材が95kPa〜150kPaの圧縮強度を有する請求項1乃至3のいずれかに記載の真空断熱パネル。
- 前記上側補強部材及び前記下側補強部材がそれぞれ約100kPaの圧縮強度を有する請求項2に記載の真空断熱パネル。
- 前記ハイブリッドコアが95kPa〜150kPaの圧縮強度を有する請求項1乃至5のいずれかに記載の真空断熱パネル。
- 前記ハイブリッドコアが100kPa〜120kPaの圧縮強度を有する請求項6に記載の真空断熱パネル。
- 前記少なくとも1つの補強部材が実質的に円滑な外面を有する請求項1乃至7のいずれかに記載の真空断熱パネル。
- 前記少なくとも1つの補強部材の密度が前記断熱コアの密度より低い請求項1乃至8のいずれかに記載の真空断熱パネル。
- 前記上側補強部材及び前記下側補強部材がそれぞれ前記断熱コアの密度より低い密度を有する請求項2に記載の真空断熱パネル。
- 前記少なくとも1つの補強部材がポリウレタンで形成されている請求項1乃至10のいずれかに記載の真空断熱パネル。
- 前記上側補強部材及び前記下側補強部材がポリウレタンで形成されている請求項2に記載の真空断熱パネル。
- 前記断熱コアが、粉状材料から形成された微孔性断熱材料で構成されている請求項1乃至12のいずれかに記載の真空断熱パネル。
- 前記断熱コアが微孔性であり、フュームドシリカ、沈降シリカ若しくはパーライト又はそれらの組合せからなる群から選択される粉末からなる粉状材料で構成されている請求項1乃至13のいずれかに記載の真空断熱パネル。
- 前記断熱コアがフュームドシリカからなる請求項1乃至14のいずれかに記載の真空断熱パネル。
- 前記断熱コアが微孔性であり、その平均ポアサイズが約50nmから約350nmである請求項1乃至15のいずれかに記載の真空断熱パネル。
- 前記断熱コアの前記真空断熱パネル内における密度が、約100kg/m3から約165kg/m3、例えば約130kg/m3から約160kg/m3、又は約100kg/m3から約135kg/m3である請求項1乃至16のいずれかに記載の真空断熱パネル。
- 前記断熱コアが、フュームドシリカからなる材料から構成されており、前記断熱コアの前記真空断熱パネル内における密度が、約100kg/m3から約160kg/m3、又は約130kg/m3から約160kg/m3、又は約100kg/m3から約130kg/m3である請求項1乃至17のいずれかに記載の真空断熱パネル。
- 前記少なくとも1つの補強部材がポリウレタンからなり、前記断熱コアが、フュームドシリカからなる材料から構成されており、前記断熱コアの前記真空断熱パネル内における密度が、約100kg/m3から約160kg/m3、例えば約100kg/m3から約135kg/m3、又は約130kg/m3から約160kg/m3である請求項1乃至18のいずれかに記載の真空断熱パネル。
- 前記少なくとも1つの補強部材が、直径約20nmから約200nmの平均ポアサイズを有する多孔性材料から形成されている請求項1乃至19のいずれかに記載の真空断熱パネル。
- 熱伝導率が約3.0mW/mKから約4.0mW/mKの範囲内にある請求項1乃至20のいずれかに記載の真空断熱パネル。
- 熱伝導率が約3.0mW/mKから約4.0mW/mKの範囲内にあり、前記補強部材の厚さと前記断熱コアの厚さの比率が、前記真空断熱パネル内において約1:5から約1:20であり、前記少なくとも1つの補強部材がポリウレタンからなりかつ前記断熱コアがフュームドシリカからなり、前記断熱コアの前記真空断熱パネル内における密度が、約100kg/m3から約160kg/m3、例えば約100kg/m3から約135kg/m3又は約130kg/m3から約160kg/m3である請求項1乃至21のいずれかに記載の真空断熱パネル。
- 熱伝導率値が3.5mW/mKより小さい請求項1乃至22のいずれかに記載の真空断熱パネル。
- 上面、下面及び側部を有する多孔性断熱コアを供給する過程と、
多孔性材料で形成されかつ実質的に剛固である少なくとも1つの補強部材を、前記断熱コアの上面又は下面に配置して前記断熱コアを補強し、前記少なくとも1つの補強部材が前記断熱コアを横断する熱橋を形成せず、前記少なくとも1つの補強部材と前記断熱コアとが合体してハイブリッドコアを形成する過程と、
前記ハイブリッドコアを、任意によりバリアフィルムの形態をなすバリアエンベロープで被包する過程と、
前記バリアエンベロープが前記ハイブリッドコアの前記断熱コア及び前記少なくとも1つの補強部材と密接に係合するように、真空を印加して前記バリアエンベロープを排気する過程とからなる真空断熱パネルの製造方法。 - 上側補強部材を前記断熱コアの上面に配置し、下側補強部材を前記断熱コアの下面に配置する請求項24に記載の方法。
- 前記少なくとも1つの補強部材をポリウレタンで形成する請求項24又は25に記載の方法。
- 前記断熱コアを粉状断熱材料からなる材料から構成する請求項24乃至26のいずれかに記載の方法。
- 前記断熱コアを、フュームドシリカ、沈降シリカ若しくはパーライト又はそれらの組合せからなる群から選択される粉状材料からなる材料から構成する請求項24乃至27のいずれかに記載の方法。
- 前記断熱コアがフュームドシリカからなる請求項24乃至28のいずれかに記載の方法。
- 前記断熱コアの前記真空断熱パネル内における密度が、約100kg/m3から約160kg/m3、例えば約100kg/m3から約135kg/m3又は約130kg/m3から約160kg/m3である請求項24乃至29のいずれかに記載の方法。
- 前記断熱コアをフュームドシリカからなる材料から構成し、前記断熱コアの前記真空断熱パネル内における密度が、約100kg/m3から約160kg/m3、例えば約100kg/m3から約135kg/m3又は約130kg/m3から約160kg/m3である請求項24乃至30のいずれかに記載の方法。
- 下側補強部材を前記断熱コアの下面に配置する過程が、
前記下側補強部材を型に配置し、
前記型に断熱材料を充填し、かつ、
前記型内の前記断熱材料を加圧して前記断熱コアを形成する過程からなる請求項24乃至31のいずれかに記載の方法。 - 上側補強部材を前記断熱コアの上面に配置する過程が、
型に断熱材料を充填し、
前記型内の前記断熱材料の上に前記上側補強部材を配置し、
前記型内の前記断熱材料を加圧して前記断熱コアを形成する過程からなる請求項24乃至31のいずれかに記載の方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020115363A JP6965410B2 (ja) | 2015-01-15 | 2020-07-03 | 真空断熱パネル及びその製造方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GB1500679.4A GB2534185B (en) | 2015-01-15 | 2015-01-15 | Vacuum insulating panel |
| GB1500679.4 | 2015-01-15 | ||
| PCT/EP2016/050845 WO2016113423A1 (en) | 2015-01-15 | 2016-01-15 | Vacuum insulating panel |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020115363A Division JP6965410B2 (ja) | 2015-01-15 | 2020-07-03 | 真空断熱パネル及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018502261A true JP2018502261A (ja) | 2018-01-25 |
| JP2018502261A5 JP2018502261A5 (ja) | 2018-12-06 |
Family
ID=52630645
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017537385A Pending JP2018502261A (ja) | 2015-01-15 | 2016-01-15 | 真空断熱パネル |
| JP2020115363A Active JP6965410B2 (ja) | 2015-01-15 | 2020-07-03 | 真空断熱パネル及びその製造方法 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020115363A Active JP6965410B2 (ja) | 2015-01-15 | 2020-07-03 | 真空断熱パネル及びその製造方法 |
Country Status (12)
| Country | Link |
|---|---|
| US (1) | US10173354B2 (ja) |
| EP (1) | EP3245461B1 (ja) |
| JP (2) | JP2018502261A (ja) |
| KR (1) | KR102197514B1 (ja) |
| CN (1) | CN107405858B (ja) |
| AU (1) | AU2016207983B2 (ja) |
| CA (1) | CA2973634C (ja) |
| DK (1) | DK3245461T3 (ja) |
| GB (1) | GB2534185B (ja) |
| NZ (1) | NZ733797A (ja) |
| SG (1) | SG11201705689WA (ja) |
| WO (1) | WO2016113423A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2021132619A1 (ja) * | 2019-12-26 | 2021-07-01 |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102013014614A1 (de) * | 2013-07-31 | 2015-02-05 | Liebherr-Hausgeräte Lienz Gmbh | Vakuumdämmkörper |
| KR102529853B1 (ko) * | 2015-08-03 | 2023-05-08 | 엘지전자 주식회사 | 진공단열체, 진공단열체의 제조방법, 다공성물질패키지, 및 냉장고 |
| US20170108260A1 (en) * | 2015-10-16 | 2017-04-20 | Viking Cold Solutions, Inc. | Multizone recreational cooler |
| GB2555099B (en) * | 2016-10-13 | 2020-01-29 | Kingspan Holdings Irl Ltd | Vacuum insulation panel |
| EP3531004B1 (en) * | 2016-10-20 | 2022-03-16 | Panasonic Intellectual Property Management Co., Ltd. | Vacuum heat insulator, and heat-insulating container and heat-insulating wall in which same is used |
| WO2018181440A1 (ja) * | 2017-03-30 | 2018-10-04 | パナソニックIpマネジメント株式会社 | 真空断熱筐体、およびこれを用いた冷蔵庫 |
| JP2018169097A (ja) * | 2017-03-30 | 2018-11-01 | パナソニックIpマネジメント株式会社 | 真空断熱筐体および冷蔵庫 |
| WO2018199980A1 (en) | 2017-04-28 | 2018-11-01 | Whirlpool Corporation | Structural insulating component for a multi-layer insulation system of a vacuum insulated structure |
| CN107781580B (zh) * | 2017-09-29 | 2020-04-07 | 福建赛特新材股份有限公司 | 一种真空绝热板的生产方法和真空绝热板 |
| FR3075918B1 (fr) * | 2017-12-22 | 2022-01-14 | Gaztransport Et Technigaz | Caisson isolant pour une cuve etanche et thermiquement isolante et procede de fabrication d'un tel caisson |
| CN108266602B (zh) * | 2018-01-23 | 2020-07-24 | 长江师范学院 | 一种真空绝热板体结构 |
| FI3699470T3 (fi) * | 2019-02-22 | 2023-02-28 | Eristetty putki | |
| CN111578045B (zh) * | 2020-05-22 | 2022-01-28 | 上海海事大学 | 一种多功能复合真空绝热板及其制作封装方法 |
| US11691908B2 (en) | 2020-10-20 | 2023-07-04 | Whirlpool Corporation | Insulation materials for a vacuum insulated structure and methods of forming |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63279082A (ja) * | 1987-05-06 | 1988-11-16 | シャープ株式会社 | 真空断熱材 |
| JP2002310384A (ja) * | 2001-04-11 | 2002-10-23 | Matsushita Refrig Co Ltd | 真空断熱材、および真空断熱材を備えた冷凍機器、電気湯沸し器、オーブンレンジ |
| JP2005036975A (ja) * | 2003-06-27 | 2005-02-10 | Matsushita Electric Ind Co Ltd | 断熱材と、その製造方法、及びその断熱材を使用した機器 |
| JP2006194559A (ja) * | 2005-01-17 | 2006-07-27 | Nisshinbo Ind Inc | 真空断熱材を用いた断熱箱体 |
| EP2607073A2 (en) * | 2010-08-17 | 2013-06-26 | LG Hausys, Ltd. | Composite core material for vacuum insulation panel, preparation method thereof, and vacuum insulation panel using same |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0755088A (ja) * | 1993-08-12 | 1995-03-03 | Toshiba Corp | 真空断熱パネル |
| JPH07178176A (ja) * | 1993-12-24 | 1995-07-18 | Terumo Corp | カテーテル |
| JPH08178176A (ja) * | 1994-12-28 | 1996-07-12 | Sekisui Plastics Co Ltd | 真空断熱材 |
| GB2336565A (en) | 1998-04-24 | 1999-10-27 | Micropore International Ltd | Vacuum insulation panel |
| JP2000018485A (ja) * | 1998-06-30 | 2000-01-18 | Mitsubishi Electric Corp | 真空断熱パネル |
| US20030082357A1 (en) * | 2001-09-05 | 2003-05-01 | Cem Gokay | Multi-layer core for vacuum insulation panel and insulated container including vacuum insulation panel |
| US7318498B2 (en) * | 2004-04-06 | 2008-01-15 | Azdel, Inc. | Decorative interior sound absorbing panel |
| JP2005344832A (ja) * | 2004-06-03 | 2005-12-15 | Matsushita Electric Ind Co Ltd | 真空断熱材 |
| JP2006029686A (ja) * | 2004-07-15 | 2006-02-02 | Toshiba Corp | 真空断熱パネル、および真空断熱パネルを用いた冷蔵庫 |
| CN100537215C (zh) * | 2005-04-22 | 2009-09-09 | 海尔集团公司 | 一种宇航绝热板及其制备工艺 |
| US20090179541A1 (en) * | 2007-12-12 | 2009-07-16 | Nanopore, Inc. | Vacuum insulation panel with smooth surface method for making and applications of same |
| US8881398B2 (en) * | 2011-05-26 | 2014-11-11 | General Electric Company | Method and apparatus for insulating a refrigeration appliance |
| CN102996977A (zh) * | 2011-09-15 | 2013-03-27 | 江苏东邦科技有限公司 | 一种具有多独立腔的真空隔热泡沫板结构 |
-
2015
- 2015-01-15 GB GB1500679.4A patent/GB2534185B/en active Active
-
2016
- 2016-01-15 CA CA2973634A patent/CA2973634C/en active Active
- 2016-01-15 KR KR1020177022376A patent/KR102197514B1/ko active IP Right Grant
- 2016-01-15 CN CN201680015241.0A patent/CN107405858B/zh active Active
- 2016-01-15 US US15/543,396 patent/US10173354B2/en active Active
- 2016-01-15 NZ NZ733797A patent/NZ733797A/en unknown
- 2016-01-15 WO PCT/EP2016/050845 patent/WO2016113423A1/en active Application Filing
- 2016-01-15 DK DK16700771.5T patent/DK3245461T3/da active
- 2016-01-15 AU AU2016207983A patent/AU2016207983B2/en active Active
- 2016-01-15 SG SG11201705689WA patent/SG11201705689WA/en unknown
- 2016-01-15 JP JP2017537385A patent/JP2018502261A/ja active Pending
- 2016-01-15 EP EP16700771.5A patent/EP3245461B1/en active Active
-
2020
- 2020-07-03 JP JP2020115363A patent/JP6965410B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63279082A (ja) * | 1987-05-06 | 1988-11-16 | シャープ株式会社 | 真空断熱材 |
| JP2002310384A (ja) * | 2001-04-11 | 2002-10-23 | Matsushita Refrig Co Ltd | 真空断熱材、および真空断熱材を備えた冷凍機器、電気湯沸し器、オーブンレンジ |
| JP2005036975A (ja) * | 2003-06-27 | 2005-02-10 | Matsushita Electric Ind Co Ltd | 断熱材と、その製造方法、及びその断熱材を使用した機器 |
| JP2006194559A (ja) * | 2005-01-17 | 2006-07-27 | Nisshinbo Ind Inc | 真空断熱材を用いた断熱箱体 |
| EP2607073A2 (en) * | 2010-08-17 | 2013-06-26 | LG Hausys, Ltd. | Composite core material for vacuum insulation panel, preparation method thereof, and vacuum insulation panel using same |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2021132619A1 (ja) * | 2019-12-26 | 2021-07-01 | ||
| WO2021132619A1 (ja) * | 2019-12-26 | 2021-07-01 | パナソニックIpマネジメント株式会社 | 定温容器 |
| JP7296606B2 (ja) | 2019-12-26 | 2023-06-23 | パナソニックIpマネジメント株式会社 | 定温容器 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN107405858A (zh) | 2017-11-28 |
| US20170368724A1 (en) | 2017-12-28 |
| KR102197514B1 (ko) | 2021-01-04 |
| AU2016207983A1 (en) | 2017-08-03 |
| EP3245461B1 (en) | 2019-12-04 |
| DK3245461T3 (da) | 2020-01-20 |
| CN107405858B (zh) | 2020-05-19 |
| JP2020159562A (ja) | 2020-10-01 |
| GB201500679D0 (en) | 2015-03-04 |
| SG11201705689WA (en) | 2017-08-30 |
| EP3245461A1 (en) | 2017-11-22 |
| US10173354B2 (en) | 2019-01-08 |
| WO2016113423A1 (en) | 2016-07-21 |
| CA2973634C (en) | 2019-10-22 |
| CA2973634A1 (en) | 2016-07-21 |
| AU2016207983B2 (en) | 2019-01-17 |
| JP6965410B2 (ja) | 2021-11-10 |
| GB2534185B (en) | 2017-03-29 |
| KR20170105049A (ko) | 2017-09-18 |
| GB2534185A (en) | 2016-07-20 |
| NZ733797A (en) | 2019-05-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6965410B2 (ja) | 真空断熱パネル及びその製造方法 | |
| JP6150191B2 (ja) | 真空断熱パネルを製造する方法 | |
| JP7109432B2 (ja) | 真空断熱パネル | |
| US8281558B2 (en) | Method for the production of a vacuum insulation element wrapped in a film, filled with powder | |
| JP2018502261A5 (ja) | ||
| JP2017510763A (ja) | 真空断熱パネル及び真空断熱パネルを有する容器 | |
| KR101263577B1 (ko) | 페놀수지 경화 발포체로 이루어진 진공단열재용 심재와 이를 이용한 진공단열재 및 그 제조 방법 | |
| JP2015007450A (ja) | 2重に真空包装された真空断熱材 | |
| KR101587487B1 (ko) | 진공 단열재의 연속식 제조 방법 | |
| CN108551761B (zh) | 真空隔热板的制备方法 | |
| KR100634573B1 (ko) | 단열재의 정형체의 제조 방법 | |
| JP2003269689A (ja) | 真空断熱材 | |
| KR20160005158A (ko) | 개방 셀 폴리우레탄 폼을 포함하는 진공단열재 및 그의 제조방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A529 | Written submission of copy of amendment under article 34 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A529 Effective date: 20170911 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181026 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181026 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20191016 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191025 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200124 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20200303 |