JP2018043200A - 塗布装置および塗布方法 - Google Patents
塗布装置および塗布方法 Download PDFInfo
- Publication number
- JP2018043200A JP2018043200A JP2016180155A JP2016180155A JP2018043200A JP 2018043200 A JP2018043200 A JP 2018043200A JP 2016180155 A JP2016180155 A JP 2016180155A JP 2016180155 A JP2016180155 A JP 2016180155A JP 2018043200 A JP2018043200 A JP 2018043200A
- Authority
- JP
- Japan
- Prior art keywords
- substrate
- coating
- nozzle
- transport
- floating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/02—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work
- B05C5/0254—Coating heads with slot-shaped outlet
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C13/00—Means for manipulating or holding work, e.g. for separate articles
Abstract
Description
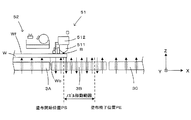
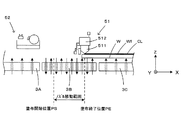
3…浮上機構(浮上部)
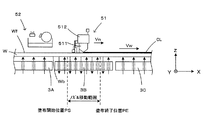
3A…上流浮上ユニット(上流浮上部)
3B…中央浮上ユニット(精密浮上部)
3C…下流浮上ユニット(下流浮上部)
4…搬送機構(搬送部)
9…制御部
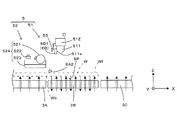
511…スリットノズル
511a…吐出口
518…移動機構(移動部)
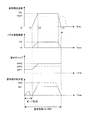
Vn…ノズル移動速度
Vw…基板搬送速度
W…基板
Wf…表面(基板の主面)
X…搬送方向
Claims (4)
- 基板の主面を上方に向けた状態で前記基板を浮上させる浮上部と、
前記浮上部により浮上させられた前記基板を所定の搬送方向に基板搬送速度で搬送する搬送部と、
前記搬送部によって搬送される前記基板の主面に塗布液を吐出して塗布するノズルと、
前記塗布液を吐出している前記ノズルを前記搬送方向に前記基板搬送速度よりも遅いノズル移動速度で移動させる移動部と、
を備えることを特徴とする塗布装置。 - 請求項1に記載の塗布装置であって、
前記浮上部は、精密浮上部と、前記搬送方向の上流側で前記精密浮上部に隣接して設けられる上流浮上部と、前記搬送方向の下流側で前記精密浮上部に隣接して設けられる下流浮上部とを有し、
前記上流浮上部および前記下流浮上部による前記基板の浮上精度は前記精密浮上部による前記基板の浮上精度よりも低く、
前記移動部は、前記ノズルを前記精密浮上部と対向させながら移動させる塗布装置。 - 請求項2に記載の塗布装置であって、
前記移動部は、前記搬送方向において前記精密浮上部の中央部と対向させながら移動させる塗布装置。 - 基板の主面を上方に向けて浮上させた状態で搬送方向に所定の基板搬送速度で搬送しながら前記基板の主面に塗布液を塗布する塗布方法であって、
ノズルから前記基板の主面に前記塗布液を吐出しながら前記ノズルを前記搬送方向に前記基板搬送速度よりも遅いノズル移動速度で移動させることを特徴とする塗布方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016180155A JP2018043200A (ja) | 2016-09-15 | 2016-09-15 | 塗布装置および塗布方法 |
| CN201710826731.5A CN107824392A (zh) | 2016-09-15 | 2017-09-14 | 涂敷装置和涂敷方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016180155A JP2018043200A (ja) | 2016-09-15 | 2016-09-15 | 塗布装置および塗布方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2018043200A true JP2018043200A (ja) | 2018-03-22 |
Family
ID=61643852
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016180155A Pending JP2018043200A (ja) | 2016-09-15 | 2016-09-15 | 塗布装置および塗布方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP2018043200A (ja) |
| CN (1) | CN107824392A (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110676192A (zh) * | 2018-07-03 | 2020-01-10 | 株式会社斯库林集团 | 基板处理装置和基板处理方法 |
| KR20200097640A (ko) * | 2019-02-08 | 2020-08-19 | 가부시키가이샤 스크린 홀딩스 | 도포 장치 및 도포 방법 |
| CN111715473A (zh) * | 2019-03-19 | 2020-09-29 | 株式会社斯库林集团 | 基板处理装置及基板处理方法 |
| CN115739522A (zh) * | 2021-09-02 | 2023-03-07 | 株式会社斯库林集团 | 基板处理装置及基板处理方法 |
| JP7301385B2 (ja) | 2020-10-23 | 2023-07-03 | 株式会社井元製作所 | 塗工機 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20060141130A1 (en) * | 2004-12-28 | 2006-06-29 | Lg Philips Lcd Co., Ltd. | Slit coater having apparatus for supplying a coating solution |
| JP2006253373A (ja) * | 2005-03-10 | 2006-09-21 | Tokyo Electron Ltd | 基板処理装置及び基板処理方法及び基板処理プログラム |
| JP2009000665A (ja) * | 2007-06-25 | 2009-01-08 | Toppan Printing Co Ltd | 塗布方法 |
| JP2011086875A (ja) * | 2009-10-19 | 2011-04-28 | Tokyo Ohka Kogyo Co Ltd | 塗布装置 |
| KR20110077341A (ko) * | 2009-12-30 | 2011-07-07 | 주식회사 케이씨텍 | 부상식 기판 코터 장치 |
| JP2012187453A (ja) * | 2011-03-09 | 2012-10-04 | Toray Eng Co Ltd | 浮上塗布装置及び浮上塗布方法 |
| JP5346643B2 (ja) * | 2009-03-27 | 2013-11-20 | 大日本スクリーン製造株式会社 | 基板塗布装置および基板塗布方法 |
| JP2014161836A (ja) * | 2013-02-27 | 2014-09-08 | Toray Eng Co Ltd | 塗布方法および塗布装置 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005185998A (ja) * | 2003-12-26 | 2005-07-14 | Optrex Corp | 処理液塗布装置および処理液塗布方法 |
| JP4634265B2 (ja) * | 2005-09-27 | 2011-02-16 | 東京エレクトロン株式会社 | 塗布方法及び塗布装置 |
| JP4228025B1 (ja) * | 2007-12-21 | 2009-02-25 | 株式会社 ハリーズ | 間欠塗布装置および間欠塗布方法 |
| JP5437134B2 (ja) * | 2010-03-31 | 2014-03-12 | 大日本スクリーン製造株式会社 | 塗布装置 |
| JP2015091569A (ja) * | 2013-10-03 | 2015-05-14 | 東京エレクトロン株式会社 | 塗布装置 |
| JP2016013900A (ja) * | 2014-07-02 | 2016-01-28 | 東レエンジニアリング株式会社 | 浮上搬送装置 |
-
2016
- 2016-09-15 JP JP2016180155A patent/JP2018043200A/ja active Pending
-
2017
- 2017-09-14 CN CN201710826731.5A patent/CN107824392A/zh active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20060141130A1 (en) * | 2004-12-28 | 2006-06-29 | Lg Philips Lcd Co., Ltd. | Slit coater having apparatus for supplying a coating solution |
| JP2006253373A (ja) * | 2005-03-10 | 2006-09-21 | Tokyo Electron Ltd | 基板処理装置及び基板処理方法及び基板処理プログラム |
| JP2009000665A (ja) * | 2007-06-25 | 2009-01-08 | Toppan Printing Co Ltd | 塗布方法 |
| JP5346643B2 (ja) * | 2009-03-27 | 2013-11-20 | 大日本スクリーン製造株式会社 | 基板塗布装置および基板塗布方法 |
| JP2011086875A (ja) * | 2009-10-19 | 2011-04-28 | Tokyo Ohka Kogyo Co Ltd | 塗布装置 |
| KR20110077341A (ko) * | 2009-12-30 | 2011-07-07 | 주식회사 케이씨텍 | 부상식 기판 코터 장치 |
| JP2012187453A (ja) * | 2011-03-09 | 2012-10-04 | Toray Eng Co Ltd | 浮上塗布装置及び浮上塗布方法 |
| JP2014161836A (ja) * | 2013-02-27 | 2014-09-08 | Toray Eng Co Ltd | 塗布方法および塗布装置 |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110676192A (zh) * | 2018-07-03 | 2020-01-10 | 株式会社斯库林集团 | 基板处理装置和基板处理方法 |
| KR20200004260A (ko) * | 2018-07-03 | 2020-01-13 | 가부시키가이샤 스크린 홀딩스 | 기판 처리 장치 및 기판 처리 방법 |
| JP2020006282A (ja) * | 2018-07-03 | 2020-01-16 | 株式会社Screenホールディングス | 基板処理装置および基板処理方法 |
| KR102525265B1 (ko) * | 2018-07-03 | 2023-04-24 | 가부시키가이샤 스크린 홀딩스 | 기판 처리 장치 및 기판 처리 방법 |
| KR20200097640A (ko) * | 2019-02-08 | 2020-08-19 | 가부시키가이샤 스크린 홀딩스 | 도포 장치 및 도포 방법 |
| KR102295753B1 (ko) | 2019-02-08 | 2021-08-30 | 가부시키가이샤 스크린 홀딩스 | 도포 장치 및 도포 방법 |
| CN111715473A (zh) * | 2019-03-19 | 2020-09-29 | 株式会社斯库林集团 | 基板处理装置及基板处理方法 |
| CN111715473B (zh) * | 2019-03-19 | 2021-12-14 | 株式会社斯库林集团 | 基板处理装置及基板处理方法 |
| JP7301385B2 (ja) | 2020-10-23 | 2023-07-03 | 株式会社井元製作所 | 塗工機 |
| CN115739522A (zh) * | 2021-09-02 | 2023-03-07 | 株式会社斯库林集团 | 基板处理装置及基板处理方法 |
| JP2023036124A (ja) * | 2021-09-02 | 2023-03-14 | 株式会社Screenホールディングス | 基板処理装置および基板処理方法 |
| JP7316331B2 (ja) | 2021-09-02 | 2023-07-27 | 株式会社Screenホールディングス | 基板処理装置および基板処理方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN107824392A (zh) | 2018-03-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2018043200A (ja) | 塗布装置および塗布方法 | |
| JP2010232472A (ja) | 基板搬送装置および基板処理装置 | |
| JP5346643B2 (ja) | 基板塗布装置および基板塗布方法 | |
| TWI445578B (zh) | Coating device | |
| JP2012199413A (ja) | 塗布膜形成装置及び塗布膜形成方法 | |
| JP6725374B2 (ja) | 基板処理装置および基板処理方法 | |
| CN108325788B (zh) | 涂敷装置以及涂敷方法 | |
| CN108525941B (zh) | 涂覆装置以及涂覆方法 | |
| KR20120116880A (ko) | 도포장치 | |
| JP6860357B2 (ja) | 塗布装置および塗布方法 | |
| JP6831406B2 (ja) | 塗布装置および塗布方法 | |
| JP5303231B2 (ja) | 塗布装置 | |
| JP6737649B2 (ja) | 塗布装置および塗布方法 | |
| CN108525942B (zh) | 上浮量计算装置、涂覆装置以及涂覆方法 | |
| JP6722723B2 (ja) | 基板処理装置および基板処理方法 | |
| JP5372824B2 (ja) | 基板処理装置および基板処理方法 | |
| JP6916833B2 (ja) | 塗布装置および塗布方法 | |
| TWI753324B (zh) | 基板搬送裝置及塗布裝置 | |
| CN111715473B (zh) | 基板处理装置及基板处理方法 | |
| JP5663297B2 (ja) | 塗布装置 | |
| KR20230034136A (ko) | 기판 처리 장치 및 기판 처리 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20170725 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190624 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200626 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200707 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20210202 |