JP2017199730A - インプリント装置、インプリント方法、および物品の製造方法。 - Google Patents
インプリント装置、インプリント方法、および物品の製造方法。 Download PDFInfo
- Publication number
- JP2017199730A JP2017199730A JP2016087383A JP2016087383A JP2017199730A JP 2017199730 A JP2017199730 A JP 2017199730A JP 2016087383 A JP2016087383 A JP 2016087383A JP 2016087383 A JP2016087383 A JP 2016087383A JP 2017199730 A JP2017199730 A JP 2017199730A
- Authority
- JP
- Japan
- Prior art keywords
- mold
- substrate
- imprint
- relative inclination
- pattern
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
- B29C43/021—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles characterised by the shape of the surface
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03F—PHOTOMECHANICAL PRODUCTION OF TEXTURED OR PATTERNED SURFACES, e.g. FOR PRINTING, FOR PROCESSING OF SEMICONDUCTOR DEVICES; MATERIALS THEREFOR; ORIGINALS THEREFOR; APPARATUS SPECIALLY ADAPTED THEREFOR
- G03F7/00—Photomechanical, e.g. photolithographic, production of textured or patterned surfaces, e.g. printing surfaces; Materials therefor, e.g. comprising photoresists; Apparatus specially adapted therefor
- G03F7/0002—Lithographic processes using patterning methods other than those involving the exposure to radiation, e.g. by stamping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/58—Measuring, controlling or regulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C59/00—Surface shaping of articles, e.g. embossing; Apparatus therefor
- B29C59/002—Component parts, details or accessories; Auxiliary operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C59/00—Surface shaping of articles, e.g. embossing; Apparatus therefor
- B29C59/02—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing
- B29C59/022—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing characterised by the disposition or the configuration, e.g. dimensions, of the embossments or the shaping tools therefor
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/027—Making masks on semiconductor bodies for further photolithographic processing not provided for in group H01L21/18 or H01L21/34
- H01L21/0271—Making masks on semiconductor bodies for further photolithographic processing not provided for in group H01L21/18 or H01L21/34 comprising organic layers
- H01L21/0273—Making masks on semiconductor bodies for further photolithographic processing not provided for in group H01L21/18 or H01L21/34 comprising organic layers characterised by the treatment of photoresist layers
- H01L21/0274—Photolithographic processes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/67005—Apparatus not specifically provided for elsewhere
- H01L21/67011—Apparatus for manufacture or treatment
- H01L21/67092—Apparatus for mechanical treatment
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L23/00—Details of semiconductor or other solid state devices
- H01L23/544—Marks applied to semiconductor devices or parts, e.g. registration marks, alignment structures, wafer maps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/58—Measuring, controlling or regulating
- B29C2043/5808—Measuring, controlling or regulating pressure or compressing force
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/58—Measuring, controlling or regulating
- B29C2043/5833—Measuring, controlling or regulating movement of moulds or mould parts, e.g. opening or closing, actuating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/58—Measuring, controlling or regulating
- B29C2043/585—Measuring, controlling or regulating detecting defects, e.g. foreign matter between the moulds, inaccurate position, breakage
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/58—Measuring, controlling or regulating
- B29C2043/585—Measuring, controlling or regulating detecting defects, e.g. foreign matter between the moulds, inaccurate position, breakage
- B29C2043/5858—Measuring, controlling or regulating detecting defects, e.g. foreign matter between the moulds, inaccurate position, breakage for preventing tilting of movable mould plate during closing or clamping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C59/00—Surface shaping of articles, e.g. embossing; Apparatus therefor
- B29C59/02—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing
- B29C59/022—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing characterised by the disposition or the configuration, e.g. dimensions, of the embossments or the shaping tools therefor
- B29C2059/023—Microembossing
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Mechanical Engineering (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- Computer Hardware Design (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
- Exposure Of Semiconductors, Excluding Electron Or Ion Beam Exposure (AREA)
- Micromachines (AREA)
Abstract
【解決手段】パターンが形成されたパターン領域を有するモールドを用いて、基板上のインプリント材に当該パターンを転写するインプリント装置は、前記パターン領域を変形させる変形部と、前記変形部により前記パターン領域を変形させて前記モールドとインプリント材とを接触させる処理を制御する制御部と、を含み、前記制御部は、前記モールドと基板との相対傾きと、前記モールドとインプリント材との接触時に当該相対傾きを変動させるモーメントとの関係を示す情報に基づいて、前記モールドとインプリント材との接触時に生じるモーメントが許容範囲に収まるときの前記モールドと基板との目標相対傾きを決定し、前記モールドと基板との相対傾きを当該目標相対傾きにしてから前記モールドとインプリント材との接触を開始させる。
【選択図】図1
Description
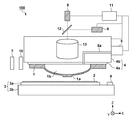
本発明に係る第1実施形態のインプリント装置100について説明する。インプリント装置は、基板上に供給されたインプリント材と型とを接触させ、インプリント材に硬化用のエネルギを与えることにより、型の凹凸パターンが転写された硬化物のパターンを形成する装置である。インプリント装置100は、半導体デバイスなどの製造に使用され、パターンが形成されたパターン領域1aを有するモールド1を用いて、基板2のショット領域上に供給されたインプリント材に当該パターンを転写するインプリント処理を行う。例えば、インプリント装置100は、パターンが形成されたモールド1を基板上のインプリント材に接触させた状態で当該インプリント材を硬化する。そして、インプリント装置100は、モールド1と基板2との間隔を広げ、硬化したインプリント材からモールド1を剥離(離型)することによって、インプリント材にパターンを形成することができる。
次に、第1実施形態のインプリント装置100の構成について、図1を参照しながら説明する。図1は、第1実施形態のインプリント装置100を示す概略図である。インプリント装置100は、基板ステージ3と、インプリントヘッド4と、変形部5と、照射部6と、供給部7と、撮像部8と、第1計測部9と、第2計測部10と、制御部11とを含みうる。制御部11は、例えばCPUやメモリなどを有するコンピュータによって構成され、インプリント処理を制御する(インプリント装置100の各部を制御する)。インプリント処理には、例えば、変形部5によってモールド1のパターン領域1aを変形させてモールド1と基板上のインプリント材との接触を開始させ、モールド1とインプリント材(基板2)との接触領域を徐々に拡げる処理(接触処理)を含みうる。
次に、第1実施形態のインプリント装置100におけるインプリント処理について、図3を参照しながら説明する。図3は、インプリント処理のフローを示すフローチャートである。以下に示すインプリント処理の各工程は、制御部11によって行われうる。
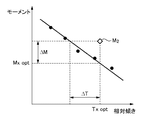
インプリント装置100では、一般に、モールド1と基板上のインプリント材とを接触させる際には、モールド1と基板2との相対傾きのサーボ制御が行われうる。しかしながら、パターン領域1aを凸形状に変形させた状態でモールド1とインプリント材とを接触させると、モールド1とインプリント材との接触時に、モールド1と基板2との相対傾きを変動させるモーメント(変動力とも言う)が発生することがある。このようなモーメントが発生すると、モールド1とインプリント材との接触面積を拡げている間、モールド1と基板2とが相対的に揺動しうる。その結果、モールド1の凹凸パターンの凹部へのインプリント材の充填が不十分になったり、インプリント材の充填時間が延びたりといった不具合が生じうる。また、インプリント材に形成されたパターンの凹部と基板2との間の厚さ(所謂、残膜厚(Residual Layer Thickness:RLT))にムラが生じるといった不具合も生じうる。
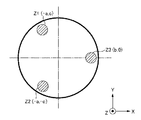
ΔMx(t)=−aF1(t)−aF2(t)+bF3(t) ・・・(1)
ΔMy(t)=cF1(t)−cF2(t) ・・・(2)
インプリント装置100では、基板上における複数のショット領域において、モールド1とインプリント材との接触時に生じるモーメントがショット領域の場所によって異なりうる。特に、モールド1のパターン領域1aの全体が転写されるショット領域(所謂、フルショット領域)と、モールドのパターン領域1aの一部のみが転写されるショット領域(所謂、パーシャルショット領域)とでは、モーメントが大きく異なりうる。そのため、モールド1と基板2との目標相対傾きを複数のショット領域の各々について決定することが好ましい。しかしながら、複数のショット領域の各々について、相対傾きに対するモーメント情報を生成することは煩雑である。そのため、第2実施形態では、複数のショット領域のうちの1つのショット領域について生成した相対傾きに対するモーメント情報に基づいて、他のショット領域での目標相対傾きを求める方法について説明する。
本発明の実施形態にかかる物品の製造方法は、例えば、半導体デバイス等のマイクロデバイスや微細構造を有する素子等の物品を製造するのに好適である。インプリント装置を用いて成形した硬化物のパターンは、各種物品の少なくとも一部に恒久的に、或いは各種物品を製造する際に一時的に、用いられる。
本発明は、上述の実施形態の1以上の機能を実現するプログラムを、ネットワーク又は記憶媒体を介してシステム又は装置に供給し、そのシステム又は装置のコンピュータにおける1つ以上のプロセッサーがプログラムを読出し実行する処理でも実現可能である。また、1以上の機能を実現する回路(例えば、ASIC)によっても実現可能である。
Claims (11)
- パターンが形成されたパターン領域を有するモールドを用いて、基板上のインプリント材に当該パターンを転写するインプリント装置であって、
基板に向かって突出した凸形状に前記パターン領域を変形させる変形部と、
前記変形部により前記パターン領域を変形させて前記モールドとインプリント材とを接触させる処理を制御する制御部と、
を含み、
前記制御部は、前記モールドと基板との相対傾きと、前記モールドとインプリント材との接触時に当該相対傾きを変動させるモーメントとの関係を示す情報に基づいて、前記モールドとインプリント材との接触時に生じるモーメントが許容範囲に収まるときの前記モールドと基板との目標相対傾きを決定し、前記モールドと基板との相対傾きを当該目標相対傾きにしてから前記モールドとインプリント材との接触を開始させる、ことを特徴とするインプリント装置。 - 基板は、複数のショット領域を有し、
前記制御部は、前記モールドと基板との目標相対傾きを、前記情報に基づいてショット領域ごとに決定する、ことを特徴とする請求項1に記載のインプリント装置。 - 前記複数のショット領域は、第1ショット領域および第2ショット領域を含み、
前記制御部は、前記第1ショット領域と前記第2ショット領域との間でのモーメントの差を前記情報に基づいて相対傾きの差に換算し、前記第1ショット領域について決定された目標相対傾きを前記相対傾きの差で補正することにより前記第2ショット領域についての目標相対傾きを決定する、ことを特徴とする請求項2に記載のインプリント装置。 - 前記制御部は、前記モールドと基板との相対傾きが互いに異なる複数の状態の各々について、前記モールドとインプリント材との接触時に生じるモーメントを求めることにより、前記情報を生成する、ことを特徴とする請求項1乃至3のうちいずれか1項に記載のインプリント装置。
- 複数のアクチュエータを含み、前記モールドと基板と接触させるように前記モールドおよび基板の少なくとも一方を駆動する駆動部と、
前記複数のアクチュエータの各々で発生した力を検出するセンサと、
を含み、
前記制御部は、前記複数の状態の各々について、前記センサでの検出結果からモーメントを求める、ことを特徴とする請求項4に記載のインプリント装置。 - 前記許容範囲は、前記複数のアクチュエータで発生する力の差が目標範囲に収まるときのモーメントの範囲である、ことを特徴とする請求項5に記載のインプリント装置。
- 前記制御部は、モールドごとに前記情報を生成する、ことを特徴とする請求項4乃至6のうちいずれか1項に記載のインプリント装置。
- 前記許容範囲は、基板に転写されたパターンのディストーションが目標範囲に収まるときのモーメントの範囲である、ことを特徴とする請求項1乃至7のうちいずれか1項に記載のインプリント装置。
- 前記制御部は、前記モールドと基板との相対傾きが維持されるように前記モールドとインプリント材との接触を制御する、ことを特徴とする請求項1乃至8のうちいずれか1項に記載のインプリント装置。
- 請求項1乃至9のうちいずれか1項に記載のインプリント装置を用いて基板にパターンを形成する工程と、
前記工程でパターンを形成された前記基板を加工する工程と、
を含む、ことを特徴とする物品の製造方法。 - パターンが形成されたパターン領域を有するモールドを用いて、基板上のインプリント材に当該パターンを転写するインプリント方法であって、
前記モールドと基板との相対傾きと、前記モールドとインプリント材との接触時に当該相対傾きを変動させるモーメントとの関係を示す情報に基づいて、前記モールドとインプリント材との接触時に生じるモーメントが許容範囲に収まるときの前記モールドと基板との目標相対傾きを決定する決定工程と、
基板に向かって突出した凸形状に前記パターン領域を変形させ、前記モールドと基板との相対傾きを前記決定工程で決定した前記目標相対傾きにしてから前記モールドとインプリント材との接触を開始させる接触工程と、
を含むことを特徴とするインプリント方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016087383A JP6700936B2 (ja) | 2016-04-25 | 2016-04-25 | インプリント装置、インプリント方法、および物品の製造方法 |
| TW106112637A TWI718288B (zh) | 2016-04-25 | 2017-04-14 | 壓印設備、壓印方法及製造物品的方法 |
| SG10201703225PA SG10201703225PA (en) | 2016-04-25 | 2017-04-19 | Imprint apparatus, imprint method, and method of manufacturing article |
| US15/492,314 US10828808B2 (en) | 2016-04-25 | 2017-04-20 | Imprint apparatus, imprint method, and method of manufacturing article |
| KR1020170051374A KR102126177B1 (ko) | 2016-04-25 | 2017-04-21 | 임프린트 장치, 임프린트 방법, 및 물품의 제조 방법 |
| CN201710265042.1A CN107305317B (zh) | 2016-04-25 | 2017-04-21 | 压印装置、压印方法以及制造物品的方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016087383A JP6700936B2 (ja) | 2016-04-25 | 2016-04-25 | インプリント装置、インプリント方法、および物品の製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2017199730A true JP2017199730A (ja) | 2017-11-02 |
| JP2017199730A5 JP2017199730A5 (ja) | 2019-04-25 |
| JP6700936B2 JP6700936B2 (ja) | 2020-05-27 |
Family
ID=60089303
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016087383A Active JP6700936B2 (ja) | 2016-04-25 | 2016-04-25 | インプリント装置、インプリント方法、および物品の製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10828808B2 (ja) |
| JP (1) | JP6700936B2 (ja) |
| KR (1) | KR102126177B1 (ja) |
| CN (1) | CN107305317B (ja) |
| SG (1) | SG10201703225PA (ja) |
| TW (1) | TWI718288B (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017168833A (ja) * | 2016-03-15 | 2017-09-21 | キヤノン株式会社 | インプリント装置、および物品の製造方法 |
| JP2020017597A (ja) * | 2018-07-24 | 2020-01-30 | キヤノン株式会社 | 検査方法、インプリント装置、および物品製造方法 |
| JP2021022594A (ja) * | 2019-07-24 | 2021-02-18 | キヤノン株式会社 | インプリント装置、インプリント方法および物品の製造方法 |
| JP7309572B2 (ja) | 2019-11-08 | 2023-07-18 | キヤノン株式会社 | インプリント装置、インプリント方法および物品の製造方法 |
| US11759994B2 (en) | 2019-07-24 | 2023-09-19 | Canon Kabushiki Kaisha | Imprint apparatus, imprint method, and article manufacturing method |
| JP7414627B2 (ja) | 2020-04-15 | 2024-01-16 | キヤノン株式会社 | インプリント装置、インプリント方法、および物品の製造方法 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7134717B2 (ja) * | 2018-05-31 | 2022-09-12 | キヤノン株式会社 | インプリント装置、インプリント方法および物品製造方法 |
| JP7150535B2 (ja) * | 2018-09-13 | 2022-10-11 | キヤノン株式会社 | 平坦化装置、平坦化方法及び物品の製造方法 |
| US11869813B2 (en) | 2020-12-15 | 2024-01-09 | Canon Kabushiki Kaisha | Planarization apparatus, planarization process, and method of manufacturing an article |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013055327A (ja) * | 2011-08-11 | 2013-03-21 | Canon Inc | インプリント装置および物品の製造方法 |
| JP2013058517A (ja) * | 2011-09-07 | 2013-03-28 | Canon Inc | インプリント装置、それを用いた物品の製造方法 |
| JP2014022527A (ja) * | 2012-07-17 | 2014-02-03 | Canon Inc | インプリント装置、インプリント方法および物品の製造方法 |
| JP2015130448A (ja) * | 2014-01-08 | 2015-07-16 | キヤノン株式会社 | インプリント装置、インプリント方法及び物品の製造方法 |
| JP2016021440A (ja) * | 2014-07-11 | 2016-02-04 | キヤノン株式会社 | インプリント装置、インプリント方法、および物品の製造方法 |
| JP2016201455A (ja) * | 2015-04-09 | 2016-12-01 | キヤノン株式会社 | インプリント装置、および物品の製造方法 |
| JP2017174904A (ja) * | 2016-03-22 | 2017-09-28 | キヤノン株式会社 | インプリント装置、インプリント装置の動作方法および物品製造方法 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20080160129A1 (en) | 2006-05-11 | 2008-07-03 | Molecular Imprints, Inc. | Template Having a Varying Thickness to Facilitate Expelling a Gas Positioned Between a Substrate and the Template |
| US6871558B2 (en) * | 2002-12-12 | 2005-03-29 | Molecular Imprints, Inc. | Method for determining characteristics of substrate employing fluid geometries |
| US7636999B2 (en) * | 2005-01-31 | 2009-12-29 | Molecular Imprints, Inc. | Method of retaining a substrate to a wafer chuck |
| CN100503265C (zh) | 2005-06-08 | 2009-06-24 | 佳能株式会社 | 模子、图案形成方法以及图案形成设备 |
| JP4736821B2 (ja) | 2006-01-24 | 2011-07-27 | 株式会社日立製作所 | パターン形成方法およびパターン形成装置 |
| TWI388418B (zh) * | 2008-10-09 | 2013-03-11 | Hitachi Ind Equipment Sys | Precision imprinting device and its embossing load control method |
| KR20100135353A (ko) | 2009-06-17 | 2010-12-27 | 주식회사 동진쎄미켐 | 임프린트 또는 롤-프린트 리소그래피용 스탬프 제조장치 및 제조방법 |
| JP5822597B2 (ja) * | 2010-10-01 | 2015-11-24 | キヤノン株式会社 | インプリント装置、及びそれを用いた物品の製造方法 |
| KR101849508B1 (ko) * | 2011-12-20 | 2018-05-28 | 가부시키가이샤 니콘 | 기판 처리 장치, 디바이스 제조 시스템 및 디바이스 제조 방법 |
| JP2015050437A (ja) * | 2013-09-04 | 2015-03-16 | キヤノン株式会社 | インプリント装置および物品の製造方法 |
| JP6472189B2 (ja) * | 2014-08-14 | 2019-02-20 | キヤノン株式会社 | インプリント装置、インプリント方法及び物品の製造方法 |
-
2016
- 2016-04-25 JP JP2016087383A patent/JP6700936B2/ja active Active
-
2017
- 2017-04-14 TW TW106112637A patent/TWI718288B/zh active
- 2017-04-19 SG SG10201703225PA patent/SG10201703225PA/en unknown
- 2017-04-20 US US15/492,314 patent/US10828808B2/en active Active
- 2017-04-21 KR KR1020170051374A patent/KR102126177B1/ko active IP Right Grant
- 2017-04-21 CN CN201710265042.1A patent/CN107305317B/zh active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013055327A (ja) * | 2011-08-11 | 2013-03-21 | Canon Inc | インプリント装置および物品の製造方法 |
| JP2013058517A (ja) * | 2011-09-07 | 2013-03-28 | Canon Inc | インプリント装置、それを用いた物品の製造方法 |
| JP2014022527A (ja) * | 2012-07-17 | 2014-02-03 | Canon Inc | インプリント装置、インプリント方法および物品の製造方法 |
| JP2015130448A (ja) * | 2014-01-08 | 2015-07-16 | キヤノン株式会社 | インプリント装置、インプリント方法及び物品の製造方法 |
| JP2016021440A (ja) * | 2014-07-11 | 2016-02-04 | キヤノン株式会社 | インプリント装置、インプリント方法、および物品の製造方法 |
| JP2016201455A (ja) * | 2015-04-09 | 2016-12-01 | キヤノン株式会社 | インプリント装置、および物品の製造方法 |
| JP2017174904A (ja) * | 2016-03-22 | 2017-09-28 | キヤノン株式会社 | インプリント装置、インプリント装置の動作方法および物品製造方法 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017168833A (ja) * | 2016-03-15 | 2017-09-21 | キヤノン株式会社 | インプリント装置、および物品の製造方法 |
| JP2020017597A (ja) * | 2018-07-24 | 2020-01-30 | キヤノン株式会社 | 検査方法、インプリント装置、および物品製造方法 |
| JP2021022594A (ja) * | 2019-07-24 | 2021-02-18 | キヤノン株式会社 | インプリント装置、インプリント方法および物品の製造方法 |
| JP7341769B2 (ja) | 2019-07-24 | 2023-09-11 | キヤノン株式会社 | インプリント装置、インプリント方法および物品の製造方法 |
| US11759994B2 (en) | 2019-07-24 | 2023-09-19 | Canon Kabushiki Kaisha | Imprint apparatus, imprint method, and article manufacturing method |
| JP7309572B2 (ja) | 2019-11-08 | 2023-07-18 | キヤノン株式会社 | インプリント装置、インプリント方法および物品の製造方法 |
| JP7414627B2 (ja) | 2020-04-15 | 2024-01-16 | キヤノン株式会社 | インプリント装置、インプリント方法、および物品の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| TWI718288B (zh) | 2021-02-11 |
| CN107305317B (zh) | 2021-06-15 |
| JP6700936B2 (ja) | 2020-05-27 |
| SG10201703225PA (en) | 2017-11-29 |
| US20170305043A1 (en) | 2017-10-26 |
| KR102126177B1 (ko) | 2020-06-24 |
| TW201738067A (zh) | 2017-11-01 |
| US10828808B2 (en) | 2020-11-10 |
| CN107305317A (zh) | 2017-10-31 |
| KR20170121707A (ko) | 2017-11-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6700936B2 (ja) | インプリント装置、インプリント方法、および物品の製造方法 | |
| JP2013102132A (ja) | インプリント装置、それを用いた物品の製造方法 | |
| US10870225B2 (en) | Imprint apparatus and article manufacturing method | |
| JP6942491B2 (ja) | インプリント装置、および物品の製造方法 | |
| JP2015204419A (ja) | インプリント装置、および物品の製造方法 | |
| JP2020074446A (ja) | インプリント装置、及び、物品の製造方法 | |
| US11175598B2 (en) | Imprint apparatus and method of manufacturing article | |
| JP6978859B2 (ja) | インプリント装置、および物品の製造方法 | |
| TW201943543A (zh) | 成型裝置及製造物品的方法 | |
| JP7134055B2 (ja) | 成形装置、および物品の製造方法 | |
| WO2019163565A1 (ja) | インプリント方法、インプリント装置、モールドの製造方法、および、物品の製造方法 | |
| US11835871B2 (en) | Imprint apparatus, imprint method, and article manufacturing method | |
| JP2019102495A (ja) | 情報処理装置、プログラム、リソグラフィ装置、リソグラフィシステム、および物品の製造方法 | |
| KR20210100542A (ko) | 임프린트 장치, 임프린트 방법, 및 물품 제조 방법 | |
| JP7414627B2 (ja) | インプリント装置、インプリント方法、および物品の製造方法 | |
| US11759994B2 (en) | Imprint apparatus, imprint method, and article manufacturing method | |
| JP2019145591A (ja) | インプリント装置、物品の製造方法及びモールド | |
| JP7309572B2 (ja) | インプリント装置、インプリント方法および物品の製造方法 | |
| JP7341769B2 (ja) | インプリント装置、インプリント方法および物品の製造方法 | |
| JP2019012821A (ja) | インプリント装置及び物品の製造方法 | |
| US20230145758A1 (en) | Imprint apparatus and article manufacturing method | |
| JP2023125837A (ja) | 成形方法、成形装置、および物品の製造方法 | |
| JP2019021875A (ja) | インプリント方法、インプリント装置、および物品の製造方法 | |
| JP2022172906A (ja) | 成形装置、および物品製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190312 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190312 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20191216 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200106 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200304 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200316 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200501 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6700936 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |