JP2017166080A - 発泡壁紙、及び発泡壁紙の製造方法 - Google Patents
発泡壁紙、及び発泡壁紙の製造方法 Download PDFInfo
- Publication number
- JP2017166080A JP2017166080A JP2016050926A JP2016050926A JP2017166080A JP 2017166080 A JP2017166080 A JP 2017166080A JP 2016050926 A JP2016050926 A JP 2016050926A JP 2016050926 A JP2016050926 A JP 2016050926A JP 2017166080 A JP2017166080 A JP 2017166080A
- Authority
- JP
- Japan
- Prior art keywords
- foamed
- layer
- resin
- wallpaper
- paper
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 6
- 238000000034 method Methods 0.000 title description 22
- 229920005989 resin Polymers 0.000 claims abstract description 91
- 239000011347 resin Substances 0.000 claims abstract description 91
- 239000000758 substrate Substances 0.000 claims abstract description 20
- 239000004088 foaming agent Substances 0.000 claims abstract description 11
- 239000000839 emulsion Substances 0.000 claims abstract description 10
- 230000002209 hydrophobic effect Effects 0.000 claims abstract description 10
- 239000011256 inorganic filler Substances 0.000 claims abstract description 9
- 229910003475 inorganic filler Inorganic materials 0.000 claims abstract description 9
- 239000010410 layer Substances 0.000 claims description 84
- 238000000576 coating method Methods 0.000 claims description 14
- 239000005038 ethylene vinyl acetate Substances 0.000 claims description 11
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 claims description 11
- 239000004925 Acrylic resin Substances 0.000 claims description 10
- 229920000178 Acrylic resin Polymers 0.000 claims description 10
- 238000005187 foaming Methods 0.000 claims description 10
- 239000011247 coating layer Substances 0.000 claims description 8
- 239000000843 powder Substances 0.000 claims description 7
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 abstract description 7
- 239000003292 glue Substances 0.000 abstract description 4
- 230000035699 permeability Effects 0.000 abstract description 3
- 238000010521 absorption reaction Methods 0.000 abstract description 2
- 238000003795 desorption Methods 0.000 abstract 1
- 238000009434 installation Methods 0.000 abstract 1
- 239000006260 foam Substances 0.000 description 27
- 239000011241 protective layer Substances 0.000 description 18
- 239000000463 material Substances 0.000 description 10
- 239000000976 ink Substances 0.000 description 9
- 230000000052 comparative effect Effects 0.000 description 8
- 238000004049 embossing Methods 0.000 description 8
- 238000007639 printing Methods 0.000 description 8
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 6
- 229920001038 ethylene copolymer Polymers 0.000 description 6
- 239000003960 organic solvent Substances 0.000 description 6
- -1 silicas Chemical compound 0.000 description 6
- RTZKZFJDLAIYFH-UHFFFAOYSA-N Diethyl ether Chemical compound CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 5
- 238000010276 construction Methods 0.000 description 5
- 229920005648 ethylene methacrylic acid copolymer Polymers 0.000 description 5
- 229920005680 ethylene-methyl methacrylate copolymer Polymers 0.000 description 5
- 238000007646 gravure printing Methods 0.000 description 5
- 229920005672 polyolefin resin Polymers 0.000 description 5
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 4
- 239000003086 colorant Substances 0.000 description 4
- 238000007334 copolymerization reaction Methods 0.000 description 4
- 238000011156 evaluation Methods 0.000 description 4
- 239000000945 filler Substances 0.000 description 4
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 description 3
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 3
- YMWUJEATGCHHMB-UHFFFAOYSA-N Dichloromethane Chemical compound ClCCl YMWUJEATGCHHMB-UHFFFAOYSA-N 0.000 description 3
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 3
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 3
- XEKOWRVHYACXOJ-UHFFFAOYSA-N Ethyl acetate Chemical compound CCOC(C)=O XEKOWRVHYACXOJ-UHFFFAOYSA-N 0.000 description 3
- 239000005977 Ethylene Substances 0.000 description 3
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 3
- KFZMGEQAYNKOFK-UHFFFAOYSA-N Isopropanol Chemical compound CC(C)O KFZMGEQAYNKOFK-UHFFFAOYSA-N 0.000 description 3
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 3
- DNIAPMSPPWPWGF-UHFFFAOYSA-N Propylene glycol Chemical compound CC(O)CO DNIAPMSPPWPWGF-UHFFFAOYSA-N 0.000 description 3
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 3
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 3
- 238000004026 adhesive bonding Methods 0.000 description 3
- 239000011230 binding agent Substances 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 3
- 239000011248 coating agent Substances 0.000 description 3
- 238000001125 extrusion Methods 0.000 description 3
- VLKZOEOYAKHREP-UHFFFAOYSA-N n-Hexane Chemical compound CCCCCC VLKZOEOYAKHREP-UHFFFAOYSA-N 0.000 description 3
- 239000002904 solvent Substances 0.000 description 3
- XLLIQLLCWZCATF-UHFFFAOYSA-N 2-methoxyethyl acetate Chemical compound COCCOC(C)=O XLLIQLLCWZCATF-UHFFFAOYSA-N 0.000 description 2
- YNQLUTRBYVCPMQ-UHFFFAOYSA-N Ethylbenzene Chemical compound CCC1=CC=CC=C1 YNQLUTRBYVCPMQ-UHFFFAOYSA-N 0.000 description 2
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 2
- UQSXHKLRYXJYBZ-UHFFFAOYSA-N Iron oxide Chemical compound [Fe]=O UQSXHKLRYXJYBZ-UHFFFAOYSA-N 0.000 description 2
- VVQNEPGJFQJSBK-UHFFFAOYSA-N Methyl methacrylate Chemical compound COC(=O)C(C)=C VVQNEPGJFQJSBK-UHFFFAOYSA-N 0.000 description 2
- IMNFDUFMRHMDMM-UHFFFAOYSA-N N-Heptane Chemical compound CCCCCCC IMNFDUFMRHMDMM-UHFFFAOYSA-N 0.000 description 2
- 239000004372 Polyvinyl alcohol Substances 0.000 description 2
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 2
- WYURNTSHIVDZCO-UHFFFAOYSA-N Tetrahydrofuran Chemical compound C1CCOC1 WYURNTSHIVDZCO-UHFFFAOYSA-N 0.000 description 2
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 2
- WNROFYMDJYEPJX-UHFFFAOYSA-K aluminium hydroxide Chemical compound [OH-].[OH-].[OH-].[Al+3] WNROFYMDJYEPJX-UHFFFAOYSA-K 0.000 description 2
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 2
- TZCXTZWJZNENPQ-UHFFFAOYSA-L barium sulfate Chemical compound [Ba+2].[O-]S([O-])(=O)=O TZCXTZWJZNENPQ-UHFFFAOYSA-L 0.000 description 2
- 229910000019 calcium carbonate Inorganic materials 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- 239000010941 cobalt Substances 0.000 description 2
- 229910017052 cobalt Inorganic materials 0.000 description 2
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 2
- 238000004132 cross linking Methods 0.000 description 2
- JHIVVAPYMSGYDF-UHFFFAOYSA-N cyclohexanone Chemical compound O=C1CCCCC1 JHIVVAPYMSGYDF-UHFFFAOYSA-N 0.000 description 2
- 238000007607 die coating method Methods 0.000 description 2
- 239000002612 dispersion medium Substances 0.000 description 2
- 238000001035 drying Methods 0.000 description 2
- 229920001971 elastomer Polymers 0.000 description 2
- 235000019441 ethanol Nutrition 0.000 description 2
- 229920006244 ethylene-ethyl acrylate Polymers 0.000 description 2
- 229920006225 ethylene-methyl acrylate Polymers 0.000 description 2
- 239000004744 fabric Substances 0.000 description 2
- 239000000835 fiber Substances 0.000 description 2
- 239000011737 fluorine Substances 0.000 description 2
- 229910052731 fluorine Inorganic materials 0.000 description 2
- 239000001023 inorganic pigment Substances 0.000 description 2
- 230000005865 ionizing radiation Effects 0.000 description 2
- ZXEKIIBDNHEJCQ-UHFFFAOYSA-N isobutanol Chemical compound CC(C)CO ZXEKIIBDNHEJCQ-UHFFFAOYSA-N 0.000 description 2
- 150000002576 ketones Chemical class 0.000 description 2
- VTHJTEIRLNZDEV-UHFFFAOYSA-L magnesium dihydroxide Chemical compound [OH-].[OH-].[Mg+2] VTHJTEIRLNZDEV-UHFFFAOYSA-L 0.000 description 2
- 239000000347 magnesium hydroxide Substances 0.000 description 2
- 229910001862 magnesium hydroxide Inorganic materials 0.000 description 2
- 239000006224 matting agent Substances 0.000 description 2
- UAEPNZWRGJTJPN-UHFFFAOYSA-N methylcyclohexane Chemical compound CC1CCCCC1 UAEPNZWRGJTJPN-UHFFFAOYSA-N 0.000 description 2
- 239000000178 monomer Substances 0.000 description 2
- 239000012860 organic pigment Substances 0.000 description 2
- 230000000149 penetrating effect Effects 0.000 description 2
- 125000002080 perylenyl group Chemical group C1(=CC=C2C=CC=C3C4=CC=CC5=CC=CC(C1=C23)=C45)* 0.000 description 2
- CSHWQDPOILHKBI-UHFFFAOYSA-N peryrene Natural products C1=CC(C2=CC=CC=3C2=C2C=CC=3)=C3C2=CC=CC3=C1 CSHWQDPOILHKBI-UHFFFAOYSA-N 0.000 description 2
- 239000003208 petroleum Substances 0.000 description 2
- IEQIEDJGQAUEQZ-UHFFFAOYSA-N phthalocyanine Chemical compound N1C(N=C2C3=CC=CC=C3C(N=C3C4=CC=CC=C4C(=N4)N3)=N2)=C(C=CC=C2)C2=C1N=C1C2=CC=CC=C2C4=N1 IEQIEDJGQAUEQZ-UHFFFAOYSA-N 0.000 description 2
- 239000000049 pigment Substances 0.000 description 2
- 229920002451 polyvinyl alcohol Polymers 0.000 description 2
- 239000011342 resin composition Substances 0.000 description 2
- 238000007650 screen-printing Methods 0.000 description 2
- 239000000377 silicon dioxide Substances 0.000 description 2
- 239000004575 stone Substances 0.000 description 2
- 238000010345 tape casting Methods 0.000 description 2
- VZGDMQKNWNREIO-UHFFFAOYSA-N tetrachloromethane Chemical compound ClC(Cl)(Cl)Cl VZGDMQKNWNREIO-UHFFFAOYSA-N 0.000 description 2
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 2
- 239000010936 titanium Substances 0.000 description 2
- 229910052719 titanium Inorganic materials 0.000 description 2
- 239000002023 wood Substances 0.000 description 2
- RYHBNJHYFVUHQT-UHFFFAOYSA-N 1,4-Dioxane Chemical compound C1COCCO1 RYHBNJHYFVUHQT-UHFFFAOYSA-N 0.000 description 1
- RNFJDJUURJAICM-UHFFFAOYSA-N 2,2,4,4,6,6-hexaphenoxy-1,3,5-triaza-2$l^{5},4$l^{5},6$l^{5}-triphosphacyclohexa-1,3,5-triene Chemical compound N=1P(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP=1(OC=1C=CC=CC=1)OC1=CC=CC=C1 RNFJDJUURJAICM-UHFFFAOYSA-N 0.000 description 1
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 1
- FWLHAQYOFMQTHQ-UHFFFAOYSA-N 2-N-[8-[[8-(4-aminoanilino)-10-phenylphenazin-10-ium-2-yl]amino]-10-phenylphenazin-10-ium-2-yl]-8-N,10-diphenylphenazin-10-ium-2,8-diamine hydroxy-oxido-dioxochromium Chemical compound O[Cr]([O-])(=O)=O.O[Cr]([O-])(=O)=O.O[Cr]([O-])(=O)=O.Nc1ccc(Nc2ccc3nc4ccc(Nc5ccc6nc7ccc(Nc8ccc9nc%10ccc(Nc%11ccccc%11)cc%10[n+](-c%10ccccc%10)c9c8)cc7[n+](-c7ccccc7)c6c5)cc4[n+](-c4ccccc4)c3c2)cc1 FWLHAQYOFMQTHQ-UHFFFAOYSA-N 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N 2-Propenoic acid Natural products OC(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- DKPFZGUDAPQIHT-UHFFFAOYSA-N Butyl acetate Natural products CCCCOC(C)=O DKPFZGUDAPQIHT-UHFFFAOYSA-N 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 229920000089 Cyclic olefin copolymer Polymers 0.000 description 1
- XDTMQSROBMDMFD-UHFFFAOYSA-N Cyclohexane Chemical compound C1CCCCC1 XDTMQSROBMDMFD-UHFFFAOYSA-N 0.000 description 1
- 229920000877 Melamine resin Polymers 0.000 description 1
- 239000004640 Melamine resin Substances 0.000 description 1
- NTIZESTWPVYFNL-UHFFFAOYSA-N Methyl isobutyl ketone Chemical compound CC(C)CC(C)=O NTIZESTWPVYFNL-UHFFFAOYSA-N 0.000 description 1
- UIHCLUNTQKBZGK-UHFFFAOYSA-N Methyl isobutyl ketone Natural products CCC(C)C(C)=O UIHCLUNTQKBZGK-UHFFFAOYSA-N 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- CTQNGGLPUBDAKN-UHFFFAOYSA-N O-Xylene Chemical compound CC1=CC=CC=C1C CTQNGGLPUBDAKN-UHFFFAOYSA-N 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 229920001131 Pulp (paper) Polymers 0.000 description 1
- NRCMAYZCPIVABH-UHFFFAOYSA-N Quinacridone Chemical compound N1C2=CC=CC=C2C(=O)C2=C1C=C1C(=O)C3=CC=CC=C3NC1=C2 NRCMAYZCPIVABH-UHFFFAOYSA-N 0.000 description 1
- WGLPBDUCMAPZCE-UHFFFAOYSA-N Trioxochromium Chemical compound O=[Cr](=O)=O WGLPBDUCMAPZCE-UHFFFAOYSA-N 0.000 description 1
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 1
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical group ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 1
- 229920002433 Vinyl chloride-vinyl acetate copolymer Polymers 0.000 description 1
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 1
- 239000005083 Zinc sulfide Substances 0.000 description 1
- AUNAPVYQLLNFOI-UHFFFAOYSA-L [Pb++].[Pb++].[Pb++].[O-]S([O-])(=O)=O.[O-][Cr]([O-])(=O)=O.[O-][Mo]([O-])(=O)=O Chemical compound [Pb++].[Pb++].[Pb++].[O-]S([O-])(=O)=O.[O-][Cr]([O-])(=O)=O.[O-][Mo]([O-])(=O)=O AUNAPVYQLLNFOI-UHFFFAOYSA-L 0.000 description 1
- HZEWFHLRYVTOIW-UHFFFAOYSA-N [Ti].[Ni] Chemical compound [Ti].[Ni] HZEWFHLRYVTOIW-UHFFFAOYSA-N 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 229920000180 alkyd Polymers 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910000323 aluminium silicate Inorganic materials 0.000 description 1
- PYKYMHQGRFAEBM-UHFFFAOYSA-N anthraquinone Natural products CCC(=O)c1c(O)c2C(=O)C3C(C=CC=C3O)C(=O)c2cc1CC(=O)OC PYKYMHQGRFAEBM-UHFFFAOYSA-N 0.000 description 1
- 150000004056 anthraquinones Chemical class 0.000 description 1
- 239000010426 asphalt Substances 0.000 description 1
- IRERQBUNZFJFGC-UHFFFAOYSA-L azure blue Chemical compound [Na+].[Na+].[Na+].[Na+].[Na+].[Na+].[Na+].[Na+].[Al+3].[Al+3].[Al+3].[Al+3].[Al+3].[Al+3].[S-]S[S-].[O-][Si]([O-])([O-])[O-].[O-][Si]([O-])([O-])[O-].[O-][Si]([O-])([O-])[O-].[O-][Si]([O-])([O-])[O-].[O-][Si]([O-])([O-])[O-].[O-][Si]([O-])([O-])[O-] IRERQBUNZFJFGC-UHFFFAOYSA-L 0.000 description 1
- QHIWVLPBUQWDMQ-UHFFFAOYSA-N butyl prop-2-enoate;methyl 2-methylprop-2-enoate;prop-2-enoic acid Chemical compound OC(=O)C=C.COC(=O)C(C)=C.CCCCOC(=O)C=C QHIWVLPBUQWDMQ-UHFFFAOYSA-N 0.000 description 1
- 229910052793 cadmium Inorganic materials 0.000 description 1
- BDOSMKKIYDKNTQ-UHFFFAOYSA-N cadmium atom Chemical compound [Cd] BDOSMKKIYDKNTQ-UHFFFAOYSA-N 0.000 description 1
- CJOBVZJTOIVNNF-UHFFFAOYSA-N cadmium sulfide Chemical compound [Cd]=S CJOBVZJTOIVNNF-UHFFFAOYSA-N 0.000 description 1
- CEDDGDWODCGBFQ-UHFFFAOYSA-N carbamimidoylazanium;hydron;phosphate Chemical compound NC(N)=N.OP(O)(O)=O CEDDGDWODCGBFQ-UHFFFAOYSA-N 0.000 description 1
- LNEUSAPFBRDCPM-UHFFFAOYSA-N carbamimidoylazanium;sulfamate Chemical compound NC(N)=N.NS(O)(=O)=O LNEUSAPFBRDCPM-UHFFFAOYSA-N 0.000 description 1
- 239000006229 carbon black Substances 0.000 description 1
- 229910000423 chromium oxide Inorganic materials 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000005034 decoration Methods 0.000 description 1
- PPSZHCXTGRHULJ-UHFFFAOYSA-N dioxazine Chemical compound O1ON=CC=C1 PPSZHCXTGRHULJ-UHFFFAOYSA-N 0.000 description 1
- HNPSIPDUKPIQMN-UHFFFAOYSA-N dioxosilane;oxo(oxoalumanyloxy)alumane Chemical compound O=[Si]=O.O=[Al]O[Al]=O HNPSIPDUKPIQMN-UHFFFAOYSA-N 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 125000005448 ethoxyethyl group Chemical group [H]C([H])([H])C([H])([H])OC([H])([H])C([H])([H])* 0.000 description 1
- 239000005042 ethylene-ethyl acrylate Substances 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 238000007756 gravure coating Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- FUZZWVXGSFPDMH-UHFFFAOYSA-N hexanoic acid Chemical compound CCCCCC(O)=O FUZZWVXGSFPDMH-UHFFFAOYSA-N 0.000 description 1
- 235000019239 indanthrene blue RS Nutrition 0.000 description 1
- UHOKSCJSTAHBSO-UHFFFAOYSA-N indanthrone blue Chemical compound C1=CC=C2C(=O)C3=CC=C4NC5=C6C(=O)C7=CC=CC=C7C(=O)C6=CC=C5NC4=C3C(=O)C2=C1 UHOKSCJSTAHBSO-UHFFFAOYSA-N 0.000 description 1
- 239000010954 inorganic particle Substances 0.000 description 1
- WTFXARWRTYJXII-UHFFFAOYSA-N iron(2+);iron(3+);oxygen(2-) Chemical compound [O-2].[O-2].[O-2].[O-2].[Fe+2].[Fe+3].[Fe+3] WTFXARWRTYJXII-UHFFFAOYSA-N 0.000 description 1
- LDHBWEYLDHLIBQ-UHFFFAOYSA-M iron(3+);oxygen(2-);hydroxide;hydrate Chemical compound O.[OH-].[O-2].[Fe+3] LDHBWEYLDHLIBQ-UHFFFAOYSA-M 0.000 description 1
- SZVJSHCCFOBDDC-UHFFFAOYSA-N iron(II,III) oxide Inorganic materials O=[Fe]O[Fe]O[Fe]=O SZVJSHCCFOBDDC-UHFFFAOYSA-N 0.000 description 1
- 229940035429 isobutyl alcohol Drugs 0.000 description 1
- PXZQEOJJUGGUIB-UHFFFAOYSA-N isoindolin-1-one Chemical compound C1=CC=C2C(=O)NCC2=C1 PXZQEOJJUGGUIB-UHFFFAOYSA-N 0.000 description 1
- GWVMLCQWXVFZCN-UHFFFAOYSA-N isoindoline Chemical compound C1=CC=C2CNCC2=C1 GWVMLCQWXVFZCN-UHFFFAOYSA-N 0.000 description 1
- NLYAJNPCOHFWQQ-UHFFFAOYSA-N kaolin Chemical compound O.O.O=[Al]O[Si](=O)O[Si](=O)O[Al]=O NLYAJNPCOHFWQQ-UHFFFAOYSA-N 0.000 description 1
- 229910052622 kaolinite Inorganic materials 0.000 description 1
- 239000010985 leather Substances 0.000 description 1
- HCWCAKKEBCNQJP-UHFFFAOYSA-N magnesium orthosilicate Chemical compound [Mg+2].[Mg+2].[O-][Si]([O-])([O-])[O-] HCWCAKKEBCNQJP-UHFFFAOYSA-N 0.000 description 1
- 239000000391 magnesium silicate Substances 0.000 description 1
- 229910052919 magnesium silicate Inorganic materials 0.000 description 1
- 235000019792 magnesium silicate Nutrition 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- GYNNXHKOJHMOHS-UHFFFAOYSA-N methyl-cycloheptane Natural products CC1CCCCCC1 GYNNXHKOJHMOHS-UHFFFAOYSA-N 0.000 description 1
- 239000010445 mica Substances 0.000 description 1
- 229910052618 mica group Inorganic materials 0.000 description 1
- 239000003094 microcapsule Substances 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- OBJNZHVOCNPSCS-UHFFFAOYSA-N naphtho[2,3-f]quinazoline Chemical compound C1=NC=C2C3=CC4=CC=CC=C4C=C3C=CC2=N1 OBJNZHVOCNPSCS-UHFFFAOYSA-N 0.000 description 1
- 229910001000 nickel titanium Inorganic materials 0.000 description 1
- 125000000018 nitroso group Chemical group N(=O)* 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- TVMXDCGIABBOFY-UHFFFAOYSA-N octane Chemical compound CCCCCCCC TVMXDCGIABBOFY-UHFFFAOYSA-N 0.000 description 1
- 238000007645 offset printing Methods 0.000 description 1
- 239000006259 organic additive Substances 0.000 description 1
- 239000011146 organic particle Substances 0.000 description 1
- DGBWPZSGHAXYGK-UHFFFAOYSA-N perinone Chemical compound C12=NC3=CC=CC=C3N2C(=O)C2=CC=C3C4=C2C1=CC=C4C(=O)N1C2=CC=CC=C2N=C13 DGBWPZSGHAXYGK-UHFFFAOYSA-N 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229920002037 poly(vinyl butyral) polymer Polymers 0.000 description 1
- 229920000767 polyaniline Polymers 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 125000003367 polycyclic group Chemical group 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 229920001225 polyester resin Polymers 0.000 description 1
- 239000004645 polyester resin Substances 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- BDERNNFJNOPAEC-UHFFFAOYSA-N propan-1-ol Chemical compound CCCO BDERNNFJNOPAEC-UHFFFAOYSA-N 0.000 description 1
- FYNROBRQIVCIQF-UHFFFAOYSA-N pyrrolo[3,2-b]pyrrole-5,6-dione Chemical compound C1=CN=C2C(=O)C(=O)N=C21 FYNROBRQIVCIQF-UHFFFAOYSA-N 0.000 description 1
- IZMJMCDDWKSTTK-UHFFFAOYSA-N quinoline yellow Chemical compound C1=CC=CC2=NC(C3C(C4=CC=CC=C4C3=O)=O)=CC=C21 IZMJMCDDWKSTTK-UHFFFAOYSA-N 0.000 description 1
- 238000010526 radical polymerization reaction Methods 0.000 description 1
- 238000007763 reverse roll coating Methods 0.000 description 1
- 238000007777 rotary screen coating Methods 0.000 description 1
- 239000004576 sand Substances 0.000 description 1
- 229920002050 silicone resin Polymers 0.000 description 1
- 238000004513 sizing Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000003381 stabilizer Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
- 229920002994 synthetic fiber Polymers 0.000 description 1
- 239000012209 synthetic fiber Substances 0.000 description 1
- 239000000454 talc Substances 0.000 description 1
- 229910052623 talc Inorganic materials 0.000 description 1
- YLQBMQCUIZJEEH-UHFFFAOYSA-N tetrahydrofuran Natural products C=1C=COC=1 YLQBMQCUIZJEEH-UHFFFAOYSA-N 0.000 description 1
- 239000012749 thinning agent Substances 0.000 description 1
- JOUDBUYBGJYFFP-FOCLMDBBSA-N thioindigo Chemical compound S\1C2=CC=CC=C2C(=O)C/1=C1/C(=O)C2=CC=CC=C2S1 JOUDBUYBGJYFFP-FOCLMDBBSA-N 0.000 description 1
- 239000004408 titanium dioxide Substances 0.000 description 1
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 1
- BIKXLKXABVUSMH-UHFFFAOYSA-N trizinc;diborate Chemical compound [Zn+2].[Zn+2].[Zn+2].[O-]B([O-])[O-].[O-]B([O-])[O-] BIKXLKXABVUSMH-UHFFFAOYSA-N 0.000 description 1
- 235000013799 ultramarine blue Nutrition 0.000 description 1
- 239000008096 xylene Substances 0.000 description 1
- 239000011787 zinc oxide Substances 0.000 description 1
- 235000014692 zinc oxide Nutrition 0.000 description 1
- 229910052984 zinc sulfide Inorganic materials 0.000 description 1
- DRDVZXDWVBGGMH-UHFFFAOYSA-N zinc;sulfide Chemical compound [S-2].[Zn+2] DRDVZXDWVBGGMH-UHFFFAOYSA-N 0.000 description 1
- 239000004711 α-olefin Substances 0.000 description 1
Images
Landscapes
- Synthetic Leather, Interior Materials Or Flexible Sheet Materials (AREA)
- Laminated Bodies (AREA)
Abstract
Description
以下に、図面を参照して、本発明の一実施形態に係る発泡壁紙の製造方法について説明する。ここで、図面は模式的なものであり、厚みと平面寸法との関係、各層の厚みの比率等は現実のものとは異なる。また、以下に示す実施形態は、本発明の技術的思想を具体化するための構成を例示するものであって、本発明の技術的思想は、構成部品の材質、形状、及び構造等が下記のものに特定するものでない。本発明の技術的思想は、特許請求の範囲に記載された請求項が規定する技術的範囲内において、種々の変更を加えることができる。
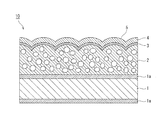
図1に、本発明の一実施形態に係る発泡壁紙10の断面の形状の一例を示す。
本実施形態に係る発泡壁紙10は、基材となる紙基材1の上に、発泡樹脂層2、適宜設ける絵柄模様層3、表面保護層4が、この順に積層されている。なお、絵柄模様層3及び表面保護層4は省略可能である。また、本実施形態に係る発泡壁紙10の表面にはエンボス模様5が賦型されている。更に、紙基材1の表面及び裏面の少なくとも一方に疎水性のコート層1aが形成されている。
樹脂の塗工方法としては、例えば、ナイフコート法、ノズルコート法、ダイコート法、リップコート法、コンマコート法、グラビアコート法、ロータリースクリーンコート法、リバースロールコート法等の塗工方法を挙げられる。
発泡剤の添加量としては、発泡樹脂層2の厚みと発泡倍率(発泡前後での体積の膨張率)にもよるが、例えば、樹脂100質量部に対して1質量部以上20質量部以下、好ましくは5質量部以上15質量部以下程度が良い。
なお、発泡樹脂層2の坪量と発泡倍率を、坪量50g/m2以上220g/m2以下かつ3倍以上の発泡倍率とすることで、不陸隠蔽性を得るのに十分なボリューム感を有しかつ優れた表面強度を有するとともに、後述するエンボス模様5の凹凸形状もシャープに再現することができる。
このように、本実施形態に係る発泡樹脂層2は、水性エマルジョン系樹脂と発泡剤と無機フィラーとを含有する樹脂組成物により形成される。
また、発泡樹脂層2が絵柄模様層3に対するベタ層の役割を果たす場合、又は発泡樹脂層2を絵柄模様状に塗工する場合には、発泡樹脂層2も着色剤を含有していても良い。
このように、本実施形態に係る表面保護層4は、アクリル系樹脂とフィラーとを含有する。
発泡壁紙10の最表層である表面保護層4の表面に対してエンボス加工(エンボス版を用いた凹凸賦型)を施し、エンボス模様5を賦型(付与)する。エンボス加工では、例えば、発泡壁紙10を、深度15μm以上の凹部を有するエンボスロールと、硬度が50度以上90度未満のゴム製のバックロールとの間を通過させて、発泡壁紙10に凹凸形状を施すようにしても良い。硬度の計測方法としては、例えば、JIS K−6301 A型を用いることができる。エンボス模様としては、例えば、木目板導管溝、石板表面凹凸、布表面テクスチャア、梨地、砂目、ヘアライン、万線条溝等がある。
[実施例1]
紙基材1として坪量85g/m2かつ厚み130μmの普通紙(KJ特殊紙(株):「WK685AP」)を用い、コート層1aとして紙基材1の表面及び裏面の少なくとも一方に坪量5g/m2のアクリル樹脂コートを施し、発泡樹脂層2としてEVA樹脂(住化ケムテックス製:「S−7400(HQ)」)100質量部に対して無機粉体(無機フィラー)80質量部を添加したペーストを当該樹脂層の坪量が160g/m2となるようにコーティング法により塗布した後、発泡炉の出口での紙面温度150℃及びエンボスヒーターの出口での紙面温度180℃で発泡樹脂層2の加熱発泡を行い、エンボスヒーターを通過した後直ちにエンボスロールにて加圧してエンボス模様5の付与を行い、その後冷却、乾燥して実施例1の発泡壁紙を作成した。
紙基材1として坪量85g/m2かつ厚み130μmの普通紙(KJ特殊紙(株):「WK685AP」)を用い、コート層1aとして紙基材1の表面及び裏面の少なくとも一方に坪量5g/m2のアクリル樹脂コートを施し、発泡樹脂層2としてEVA樹脂(住化ケムテックス製:「S−7400(HQ)」)100質量部に対して無機粉体(無機フィラー)80質量部を添加したペーストを当該樹脂層の坪量が160g/m2となるようにコーティング法により塗布し、絵柄模様層3として水性インキを用いてグラビア印刷にて絵柄印刷を行った後、発泡炉の出口での紙面温度150℃及びエンボスヒーターの出口での紙面温度180℃で発泡樹脂層2の加熱発泡を行い、エンボスヒーターを通過した後直ちにエンボスロールにて加圧してエンボス模様5の付与を行い、その後冷却、乾燥して実施例2の発泡壁紙を作成した。
紙基材1として坪量85g/m2かつ厚み130μmの普通紙(KJ特殊紙(株):「WK685AP」)を用い、発泡樹脂層2としてEVA樹脂(住化ケムテックス製:「S−7400(HQ)」)100質量部に対して無機粉体(無機フィラー)80質量部を添加したペーストを当該樹脂層の坪量が160g/m2となるようにコーティング法により塗布した後、発泡炉の出口での紙面温度150℃及びエンボスヒーターの出口での紙面温度180℃で発泡樹脂層2の加熱発泡を行い、冷却、乾燥して比較例1の発泡壁紙とした。
コート層1aとしてアクリル樹脂を塗布せず(コート層1aを除去)、エンボスヒーターの出口での紙面温度を160℃とした。それ以外は実施例2と同様にして比較例2の発泡壁紙を作成した。
以下の手順で評価を行う。
(1)試験体を20cm×20cmにカットする
(2)1m2当たり150gを目安に糊付けして二つ折りにする
(3)試料をポリエチレン製の袋に詰めて密閉し、25℃環境下で所定のオープンタイムを取る
オープンタイム:15分、30分、1時間、2時間、3時間、4時間、5時間
(4)オープンタイム経過毎に袋を開放し、試験体の表面のべたつきを指等で接触して確認する
評価の結果について、下記の表1に示す。

△(留保) :表面はべたつかないが湿気を感じる(実用上問題なし)
×(不合格):表面がべたつく
比較例1、2の発泡壁紙については、上記の環境下でオープンタイム30分が経過するまでは表面がべたつかず湿気も感じない状態であった。更に、上記の環境下でオープンタイム4時間が経過した時点でも表面はべたつかない状態であった。しかし、上記の環境下でオープンタイム5時間が経過した時点で表面がべたつく状態となった。
したがって、発泡壁紙の表面への水分の表出の防止という観点においては、実施例1、2の発泡壁紙の方が、比較例1、2の発泡壁紙よりも優れていることが確認できた。これにより、発泡壁紙において、紙基材の表面及び裏面の少なくとも一方に疎水性のコート層を形成することは、発泡壁紙の表面への水分の表出の防止という観点においては有効であることがわかった。
1a…コート層
2…発泡樹脂層
3…絵柄模様層
4…表面保護層
5…エンボス模様
10…発泡壁紙
Claims (4)
- 表面及び裏面の少なくとも一方に疎水性のコート層を有する紙基材上に、水性エマルジョン系樹脂と発泡剤と無機フィラーとを含有する発泡樹脂層が形成されていることを特徴とする発泡壁紙。
- 前記コート層は、坪量1g/m2以上20g/m2以下であることを特徴とする請求項1に記載の発泡壁紙。
- 前記紙基材は、坪量50g/m2以上100g/m2以下かつ厚み80μm以上150μm以下であり、
前記発泡樹脂層は、坪量50g/m2以上220g/m2以下かつ3倍以上の発泡倍率であることを特徴とする請求項1又は2に記載の発泡壁紙。 - 紙基材として坪量50g/m2以上100g/m2以下かつ厚み80μm以上150μm以下の普通紙を用い、
コート層として前記紙基材の表面及び裏面の少なくとも一方に坪量1g/m2以上20g/m2以下のアクリル樹脂を塗布し、
発泡樹脂層としてエチレン−酢酸ビニル共重合体樹脂100質量部に対して無機粉体80質量部を添加したペーストを坪量50g/m2以上220g/m2以下となるようにコーティング法により塗布し、
発泡炉の出口での紙面温度150℃及びエンボスヒーターの出口での紙面温度180℃で前記発泡樹脂層の加熱発泡を行い、
前記エンボスヒーターを通過した後直ちにエンボスロールにて加圧してエンボス模様の付与を行い、
その後冷却、乾燥することを特徴とする発泡壁紙の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016050926A JP6866568B2 (ja) | 2016-03-15 | 2016-03-15 | 発泡壁紙、及び発泡壁紙の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016050926A JP6866568B2 (ja) | 2016-03-15 | 2016-03-15 | 発泡壁紙、及び発泡壁紙の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017166080A true JP2017166080A (ja) | 2017-09-21 |
| JP6866568B2 JP6866568B2 (ja) | 2021-04-28 |
Family
ID=59912952
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016050926A Active JP6866568B2 (ja) | 2016-03-15 | 2016-03-15 | 発泡壁紙、及び発泡壁紙の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6866568B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20190126655A (ko) * | 2018-05-02 | 2019-11-12 | (주)엘지하우시스 | 벽지 및 이의 제조방법 |
| JP2020183076A (ja) * | 2019-05-08 | 2020-11-12 | 凸版印刷株式会社 | 発泡化粧材 |
| JP7532890B2 (ja) | 2020-05-18 | 2024-08-14 | Toppanホールディングス株式会社 | 壁紙 |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01139252A (ja) * | 1987-11-25 | 1989-05-31 | Fujiwara Kagaku Kk | 簡易貼着式壁装用化粧シート |
| JPH0633399A (ja) * | 1992-07-15 | 1994-02-08 | Toppan Printing Co Ltd | 紙壁紙 |
| JPH0647875A (ja) * | 1992-02-25 | 1994-02-22 | Achilles Corp | 装飾シートおよびその製造方法 |
| JPH0639430U (ja) * | 1992-10-29 | 1994-05-27 | 特種製紙株式会社 | 化粧材用素材 |
| JPH06280192A (ja) * | 1993-03-24 | 1994-10-04 | Nittetsu Mining Co Ltd | ビニル壁紙裏打ち用難燃紙の製造方法 |
| JPH0734400A (ja) * | 1993-07-22 | 1995-02-03 | Sankoo Kogyo Kk | 粘着剤付き壁紙 |
| JPH0725000U (ja) * | 1993-09-16 | 1995-05-12 | オカモト株式会社 | アクリル壁紙 |
| JPH10140482A (ja) * | 1996-11-15 | 1998-05-26 | Nippon Ueeblock Kk | 壁紙材料、これを用いた壁紙およびその製造方法 |
| JP2000248499A (ja) * | 1999-03-03 | 2000-09-12 | Kohjin Co Ltd | 壁紙用裏打ち紙 |
| JP2003003382A (ja) * | 2002-05-17 | 2003-01-08 | One Uiru:Kk | 調湿性を有する壁紙 |
| JP2013208808A (ja) * | 2012-03-30 | 2013-10-10 | Dainippon Printing Co Ltd | 積層シート及び発泡積層シート |
-
2016
- 2016-03-15 JP JP2016050926A patent/JP6866568B2/ja active Active
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01139252A (ja) * | 1987-11-25 | 1989-05-31 | Fujiwara Kagaku Kk | 簡易貼着式壁装用化粧シート |
| JPH0647875A (ja) * | 1992-02-25 | 1994-02-22 | Achilles Corp | 装飾シートおよびその製造方法 |
| JPH0633399A (ja) * | 1992-07-15 | 1994-02-08 | Toppan Printing Co Ltd | 紙壁紙 |
| JPH0639430U (ja) * | 1992-10-29 | 1994-05-27 | 特種製紙株式会社 | 化粧材用素材 |
| JPH06280192A (ja) * | 1993-03-24 | 1994-10-04 | Nittetsu Mining Co Ltd | ビニル壁紙裏打ち用難燃紙の製造方法 |
| JPH0734400A (ja) * | 1993-07-22 | 1995-02-03 | Sankoo Kogyo Kk | 粘着剤付き壁紙 |
| JPH0725000U (ja) * | 1993-09-16 | 1995-05-12 | オカモト株式会社 | アクリル壁紙 |
| JPH10140482A (ja) * | 1996-11-15 | 1998-05-26 | Nippon Ueeblock Kk | 壁紙材料、これを用いた壁紙およびその製造方法 |
| JP2000248499A (ja) * | 1999-03-03 | 2000-09-12 | Kohjin Co Ltd | 壁紙用裏打ち紙 |
| JP2003003382A (ja) * | 2002-05-17 | 2003-01-08 | One Uiru:Kk | 調湿性を有する壁紙 |
| JP2013208808A (ja) * | 2012-03-30 | 2013-10-10 | Dainippon Printing Co Ltd | 積層シート及び発泡積層シート |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20190126655A (ko) * | 2018-05-02 | 2019-11-12 | (주)엘지하우시스 | 벽지 및 이의 제조방법 |
| KR102200313B1 (ko) * | 2018-05-02 | 2021-01-08 | (주)엘지하우시스 | 벽지 및 이의 제조방법 |
| JP2020183076A (ja) * | 2019-05-08 | 2020-11-12 | 凸版印刷株式会社 | 発泡化粧材 |
| JP7404650B2 (ja) | 2019-05-08 | 2023-12-26 | Toppanホールディングス株式会社 | 発泡化粧材 |
| JP7532890B2 (ja) | 2020-05-18 | 2024-08-14 | Toppanホールディングス株式会社 | 壁紙 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6866568B2 (ja) | 2021-04-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6930067B2 (ja) | 発泡壁紙、及び発泡壁紙の製造方法 | |
| JP5292735B2 (ja) | 壁装用化粧シート | |
| JP2017166080A (ja) | 発泡壁紙、及び発泡壁紙の製造方法 | |
| JP2007055229A (ja) | 壁装用化粧シート | |
| JP6930066B2 (ja) | 発泡壁紙、及び発泡壁紙の製造方法 | |
| JP4942682B2 (ja) | 発泡壁紙 | |
| JPH09109303A (ja) | 発泡エンボス化粧シート及びその製造方法 | |
| JP4765470B2 (ja) | 発泡壁紙 | |
| JP2002067068A (ja) | 化粧材の製造方法 | |
| JP5672864B2 (ja) | 発泡化粧シート | |
| JP4009873B2 (ja) | 発泡壁紙 | |
| JP2011093302A (ja) | 発泡化粧シート | |
| JP7043725B2 (ja) | 発泡壁紙及び発泡壁紙の製造方法 | |
| JP4110422B2 (ja) | 発泡壁紙 | |
| JP2006274508A (ja) | 壁装用化粧シート | |
| JP5842506B2 (ja) | 透湿性発泡積層シート及びその製造方法 | |
| JP5476899B2 (ja) | 発泡化粧シート及び樹脂シートの製造方法 | |
| JP2019142202A (ja) | 発泡積層シート | |
| JP6801360B2 (ja) | 発泡壁紙 | |
| JP5488657B2 (ja) | 壁装用化粧シートの発泡前の積層体 | |
| JP2019085673A (ja) | 発泡壁紙、発泡壁紙の製造方法 | |
| JP2018069714A (ja) | 発泡壁紙原反 | |
| JP5476893B2 (ja) | 発泡化粧シート | |
| JPH10175280A (ja) | 化粧シート | |
| JP5617820B2 (ja) | 発泡壁紙 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20160603 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20160622 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190221 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200212 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200409 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200923 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201119 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210309 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210322 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6866568 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |