JP2017123711A - ロータ及びそのロータを使用したモータ - Google Patents
ロータ及びそのロータを使用したモータ Download PDFInfo
- Publication number
- JP2017123711A JP2017123711A JP2016000694A JP2016000694A JP2017123711A JP 2017123711 A JP2017123711 A JP 2017123711A JP 2016000694 A JP2016000694 A JP 2016000694A JP 2016000694 A JP2016000694 A JP 2016000694A JP 2017123711 A JP2017123711 A JP 2017123711A
- Authority
- JP
- Japan
- Prior art keywords
- yoke
- magnet
- grooves
- shaft
- rotor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images
Landscapes
- Permanent Field Magnets Of Synchronous Machinery (AREA)
- Iron Core Of Rotating Electric Machines (AREA)
Abstract
Description
(1)本発明のロータは、シャフトと、前記シャフトの外周に設けられるヨークと、前記ヨークの外周に設けられるマグネットと、を備え、前記ヨークの外周面には、前記シャフトの軸方向で離間した位置に、全周に亘って形成された2つの溝を有し、前記マグネットが、前記ヨークの外周を覆うとともに、前記2つの溝内に食い込んでいる。
なお、実施形態の説明の全体を通して同じ要素には同じ番号を付している。
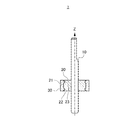
図1に示すロータ1は、図示しないステータの中央に回転可能に設けられるインナーモータ用のロータであり、シャフト10と、シャフト10の外周に設けられるヨーク20と、ヨークの外周を覆うように、ヨーク20の外周に設けられるマグネット30と、を備えている。
シャフト10は、図示しないモータの軸受で回転可能に軸支されてモータの回転軸となる部分であり、本実施形態では、ステンレス製のシャフト10を用いている。
図1に示すように、シャフト10は、ヨーク20の中央の貫通孔を貫通するように配置され、圧入又は焼き嵌めによってヨーク20に一体化されている。
ヨーク20は、磁気回路を形成する部材であり、本実施形態では、磁性金属で一体成形したヨーク20を用いている。
ヨーク20に用いる磁性金属としては、例えば不純物の少ない純鉄、炭素の低い低炭素鋼、珪素を含んだ珪素鉄及びフェライト系ステンレス鋼などを好適に用いることができる。
マグネット30は、磁界の発生源となる部分であり、本実施形態では、磁性紛体をバインダー樹脂に分散して構成されるプラスチックマグネットを用いている。
なお、本実施形態では、磁性紛体にネオジウム系の磁性紛体を用いたプラスチックマグネットを用いている。
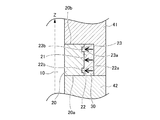
具体的には、ヨーク20の外周面21上にマグネット30を成形するための金型内に、シャフト10とヨーク20を一体化した部品を配置し、加熱したマグネット30の材料を金型に供給し、マグネット30の成形を行う。
図2に示すように、上金型41と下金型42を合わせることでヨーク20の外周面21上にマグネット30の形状に応じた空間が形成されており、この空間に加熱することで流動性を高めたマグネット30の材料が供給される。
そして、空間内に隙間なくマグネット30の材料が充填されると、マグネット30の材料が冷えて固化した状態になるのを待ち、マグネット30の材料が冷えて変形しない程度まで固化したら、金型(上金型41及び下金型42)を取外してマグネット30の成形作業が終了する。
このため、マグネット30が冷えてゆく過程では、図2に矢印で示すように、ヨーク20の外周面21を強く押圧する方向にマグネット30が収縮する。
そうすると、溝22、23内に食い込んでいるマグネット30の部分が側面22a、23aと対向する側面22b、23bを強く押圧した状態となり、この場合も、ヨーク20とマグネット30の間の摩擦力を高めることになるのでヨーク20に対してマグネット30が回転することを抑制する。
このため、低温状態から高温状態に至る広い温度範囲でヨーク20に対してマグネット30が回転するのを抑制することが可能である。
このことを考えると、マグネット30が食い込んでいる溝22、23の間の距離がある程度大きいことが好ましく、そして、この距離は溝22と溝23の離間距離で決まるため、2つの溝22、23間の離間距離が、シャフト10の軸方向(Z軸方向)のマグネット30の長さの1/2以上設けられていることが好適である。
このことから、溝22、23は0.5mm以上の深さであることが好ましい。
しかしながら、周方向で見たときの重量バランスが均一化されていることに加え、さらに、軸方向で見たときの重量バランスも均一化されている方がより好ましいと考えられる。
例えば、溝の数が1つの場合、上述したような溝22の内側の側面22a及び溝23の内側の側面23aを溝22、23内に食い込んでいるマグネット30の部分で挟む効果が得られないだけでなく、高温時の膨張量もその1つの溝の溝幅と同じ長さに対するものでしかないので優位に摩擦力を発生させることができない。
Claims (7)
- シャフトと、
前記シャフトの外周に設けられるヨークと、
前記ヨークの外周に設けられるマグネットと、を備え、
前記ヨークの外周面には、前記シャフトの軸方向で離間した位置に、全周に亘って形成された2つの溝を有し、
前記マグネットが、前記ヨークの外周を覆うとともに、前記2つの溝内に食い込んでいることを特徴とするロータ。 - 一方の前記溝の前記ヨークの一端からの距離と他方の前記溝の前記ヨークの他端からの距離がほぼ同じであることを特徴とする請求項1に記載のロータ。
- 2つの前記溝間の離間距離が、前記シャフトの軸方向の前記マグネットの長さの1/2以上設けられていることを特徴とする請求項1又は請求項2に記載のロータ。
- 2つの前記溝の深さが0.5mm以上であることを特徴とする請求項1から請求項3のいずれか1項に記載のロータ。
- 2つの前記溝は、溝幅がほぼ同じであることを特徴とする請求項1から請求項4のいずれか1項に記載のロータ。
- 前記ヨークが磁性金属であり、
前記マグネットがプラスチックマグネットであることを特徴とする請求項1から請求項5のいずれか1項に記載のロータ。 - 請求項1から請求項6のいずれか1項に記載のロータを使用していることを特徴とするモータ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016000694A JP2017123711A (ja) | 2016-01-05 | 2016-01-05 | ロータ及びそのロータを使用したモータ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016000694A JP2017123711A (ja) | 2016-01-05 | 2016-01-05 | ロータ及びそのロータを使用したモータ |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017123711A true JP2017123711A (ja) | 2017-07-13 |
Family
ID=59306710
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016000694A Pending JP2017123711A (ja) | 2016-01-05 | 2016-01-05 | ロータ及びそのロータを使用したモータ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017123711A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020202369A (ja) * | 2019-06-06 | 2020-12-17 | 日立金属株式会社 | ボンド磁石の製造方法、シャフト一体型ボンド磁石の製造方法 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS56117567A (en) * | 1980-02-20 | 1981-09-16 | Hitachi Ltd | Magnet rotor |
| JPS60181174U (ja) * | 1984-05-11 | 1985-12-02 | 東栄電機株式会社 | 回転界磁型電気機械 |
| JPH0562160U (ja) * | 1992-01-24 | 1993-08-13 | 松下電器産業株式会社 | 電動機の永久磁石回転子 |
| JPH06253514A (ja) * | 1993-02-24 | 1994-09-09 | Matsushita Refrig Co Ltd | 自己始動形永久磁石式同期電動機の回転子 |
| JPH08237915A (ja) * | 1995-12-14 | 1996-09-13 | Fuji Koki Seisakusho:Kk | 電動モータ |
| JPH08251850A (ja) * | 1995-03-14 | 1996-09-27 | Fuji Electric Co Ltd | 原動機回転子 |
| JPH10108395A (ja) * | 1996-09-30 | 1998-04-24 | Asmo Co Ltd | モータ用ロータ |
| JPH10174327A (ja) * | 1996-12-16 | 1998-06-26 | Hitachi Ltd | 永久磁石回転子とその製造方法 |
| JP2000014061A (ja) * | 1998-06-24 | 2000-01-14 | Japan Servo Co Ltd | インダクター型電動機の回転子 |
-
2016
- 2016-01-05 JP JP2016000694A patent/JP2017123711A/ja active Pending
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS56117567A (en) * | 1980-02-20 | 1981-09-16 | Hitachi Ltd | Magnet rotor |
| JPS60181174U (ja) * | 1984-05-11 | 1985-12-02 | 東栄電機株式会社 | 回転界磁型電気機械 |
| JPH0562160U (ja) * | 1992-01-24 | 1993-08-13 | 松下電器産業株式会社 | 電動機の永久磁石回転子 |
| JPH06253514A (ja) * | 1993-02-24 | 1994-09-09 | Matsushita Refrig Co Ltd | 自己始動形永久磁石式同期電動機の回転子 |
| JPH08251850A (ja) * | 1995-03-14 | 1996-09-27 | Fuji Electric Co Ltd | 原動機回転子 |
| JPH08237915A (ja) * | 1995-12-14 | 1996-09-13 | Fuji Koki Seisakusho:Kk | 電動モータ |
| JPH10108395A (ja) * | 1996-09-30 | 1998-04-24 | Asmo Co Ltd | モータ用ロータ |
| JPH10174327A (ja) * | 1996-12-16 | 1998-06-26 | Hitachi Ltd | 永久磁石回転子とその製造方法 |
| JP2000014061A (ja) * | 1998-06-24 | 2000-01-14 | Japan Servo Co Ltd | インダクター型電動機の回転子 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020202369A (ja) * | 2019-06-06 | 2020-12-17 | 日立金属株式会社 | ボンド磁石の製造方法、シャフト一体型ボンド磁石の製造方法 |
| JP7494570B2 (ja) | 2019-06-06 | 2024-06-04 | 株式会社プロテリアル | ボンド磁石の製造方法、シャフト一体型ボンド磁石の製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103051087B (zh) | 旋转电机的转子 | |
| US9071107B2 (en) | Rotor unit, rotating electrical machine, and method for manufacturing rotor unit | |
| JP7262926B2 (ja) | ラジアルギャップ型回転電機 | |
| JP6325272B2 (ja) | 樹脂ケーシングの成型方法およびモータ | |
| JP5233408B2 (ja) | ロータホルダとその製造におけるバランス調整方法 | |
| JP6221037B2 (ja) | モータおよび樹脂ケーシングの成型方法 | |
| JP6322924B2 (ja) | 回転電機用ロータとその製造方法 | |
| JP5916591B2 (ja) | アキシャルギャップモータ | |
| US20130119808A1 (en) | Motor | |
| JP2013017337A (ja) | モータおよびモータの製造方法 | |
| JP2013515455A (ja) | 変調極機械用の回転子 | |
| JP6026000B2 (ja) | 電動機の回転子、電動機、及び空気調和機 | |
| JP2012095476A (ja) | ブラシレスモータ | |
| JP2013219931A (ja) | ロータ、これを備えた回転電機及びロータの製造方法 | |
| JP2017123711A (ja) | ロータ及びそのロータを使用したモータ | |
| JP5942178B1 (ja) | 電動機およびそれを備える電気機器 | |
| JP7131457B2 (ja) | 電動機の製造方法 | |
| JP5917193B2 (ja) | ロータ、モータ及びロータの製造方法 | |
| JP6545383B2 (ja) | 回転子、電動機、空気調和機、及び回転子の製造方法 | |
| JP2017123712A (ja) | 軸体と軸上固定体を一体化した一体化部材及び軸体と軸上固定体を一体化した一体化部材の製造方法 | |
| JP2018042381A (ja) | 回転電機ロータ | |
| JP2023136154A (ja) | 回転電機及び回転電機の製造方法 | |
| JP6413601B2 (ja) | モータ | |
| JP6723478B1 (ja) | 回転電機 | |
| JP2008245438A (ja) | 外転型回転電機及び外転型回転電機の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170406 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180131 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180206 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180227 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180307 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180807 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20190219 |