JP2017123712A - 軸体と軸上固定体を一体化した一体化部材及び軸体と軸上固定体を一体化した一体化部材の製造方法 - Google Patents
軸体と軸上固定体を一体化した一体化部材及び軸体と軸上固定体を一体化した一体化部材の製造方法 Download PDFInfo
- Publication number
- JP2017123712A JP2017123712A JP2016000711A JP2016000711A JP2017123712A JP 2017123712 A JP2017123712 A JP 2017123712A JP 2016000711 A JP2016000711 A JP 2016000711A JP 2016000711 A JP2016000711 A JP 2016000711A JP 2017123712 A JP2017123712 A JP 2017123712A
- Authority
- JP
- Japan
- Prior art keywords
- groove
- shaft
- peripheral surface
- axis fixed
- fixed body
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Landscapes
- Iron Core Of Rotating Electric Machines (AREA)
Abstract
【課題】高い固定強度で軸体と軸上固定体を一体化した一体化部材及び高い固定強度で軸体と軸上固定体を一体化した一体化部材の製造方法を提供すること。【解決手段】本発明の軸体(シャフト10)と軸上固定体(ヨーク20)を一体化した一体化部材1は、貫通孔21を有する軸上固定体(ヨーク20)と、貫通孔21を貫通するように設けられ、軸上固定体(ヨーク20)の貫通孔21の内周面で外表面10aが押圧固定される軸体(シャフト10)と、を備え、軸体(シャフト10)が外表面10aの周方向の全周に形成された第1の溝11を有し、軸上固定体(ヨーク20)は、一端20a側の内周面20aaが第1の溝11の溝の幅内に収まるように第1の溝11の周縁11aから第1の溝11側に突出するように設けられており、一端20a側に突出した内周面20aaが、軸体(シャフト10)の外表面10aよりも第1の溝11側に食い込んでいる。【選択図】図1
Description
本発明は軸体と軸上固定体を一体化した一体化部材及び軸体と軸上固定体を一体化した一体化部材の製造方法に関する。
従来、回転子鉄心に設けられた軸穴に回転軸を挿入し、前記回転子鉄心と前記回転軸とをしまりばめで結合する電動機回転子において、前記回転軸の外周面が少なくとも一つの円筒状の溝と、前記溝に隣接するはめ合い部とを有し、且つ前記はめ合い部のみが前記回転子鉄心と結合していることを特徴とする電動機回転子が知られている(特許文献1参照)。
ところで、ファンに用いられるモータのロータなどでも、シャフト(回転軸となる軸体)の外周にヨーク(回転鉄心となる軸上固定体)が設けられており、そのヨークの外周にロータマグネットが設けられた構造をしている。
そして、高回転のファンなどの場合、ファンが動作している間にインペラが抜けることがないように、インペラの固定は軸体(シャフト)の軸方向に強く押し当てるようにして行われる。
そして、高回転のファンなどの場合、ファンが動作している間にインペラが抜けることがないように、インペラの固定は軸体(シャフト)の軸方向に強く押し当てるようにして行われる。
しかしながら、このインペラの取付け作業のときに、軸上固定体(ヨーク)が軸体(シャフト)の軸方向に強く押される場合があり、軸体(シャフト)と軸上固定体(ヨーク)の間の固定が弱いと軸上固定体(ヨーク)が軸体(シャフト)の軸方向にズレたり、軸上固定体(ヨーク)が軸体(シャフト)から抜けてしまう場合がある。
したがって、軸体(シャフト)と軸上固定体(ヨーク)の間の固定強度が高いことが求められる場合がある。
したがって、軸体(シャフト)と軸上固定体(ヨーク)の間の固定強度が高いことが求められる場合がある。
本発明は、上記事情に鑑みてなされたものであり、高い固定強度で軸体と軸上固定体を一体化した一体化部材及び高い固定強度で軸体と軸上固定体を一体化した一体化部材の製造方法を提供することを目的とする。
本発明は、上記目的を達成するために、以下の構成によって把握される。
(1)本発明の軸体と軸上固定体を一体化した一体化部材は、貫通孔を有する前記軸上固定体と、前記貫通孔を貫通するように設けられ、前記軸上固定体の前記貫通孔の内周面で、外表面が押圧固定される前記軸体と、を備え、前記軸体が前記外表面の周方向の全周に形成された第1の溝を有し、前記軸上固定体は、一端側の前記内周面が前記第1の溝の幅内に収まるように前記第1の溝の周縁から前記第1の溝の軸幅側に突出するように設けられており、一端側に突出した前記内周面が、前記軸体の前記外表面よりも前記第1の溝の内径側に食い込んでいる。
(1)本発明の軸体と軸上固定体を一体化した一体化部材は、貫通孔を有する前記軸上固定体と、前記貫通孔を貫通するように設けられ、前記軸上固定体の前記貫通孔の内周面で、外表面が押圧固定される前記軸体と、を備え、前記軸体が前記外表面の周方向の全周に形成された第1の溝を有し、前記軸上固定体は、一端側の前記内周面が前記第1の溝の幅内に収まるように前記第1の溝の周縁から前記第1の溝の軸幅側に突出するように設けられており、一端側に突出した前記内周面が、前記軸体の前記外表面よりも前記第1の溝の内径側に食い込んでいる。
(2)上記(1)の構成において、前記軸体が、前記第1の溝と離間する位置に前記外表面の周方向の全周に形成された第2の溝を有し、前記軸上固定体は、他端側の前記内周面が前記第2の溝の幅内に収まるように前記第2の溝の周縁から前記第2の溝の軸幅側に突出するように設けられており、他端側の前記内周面が、前記軸体の前記外表面よりも前記第2の溝の内径側に食い込んでいる。
(3)上記(2)の構成において、前記第1の溝の幅内に位置する一端側の前記内周面及び前記第2の溝の幅内に位置する他端側の前記内周面は、前記軸体の軸方向で見た幅が0.2mm以上ある。
(4)上記(2)又は(3)の構成において、前記第1の溝及び前記第2の溝の前記軸上固定体の前記内周面に接触する前記軸体の溝の周縁の角のフィレットが0.10mm以下である。
(5)上記(2)から(4)のいずれか1つの構成において、前記第1の溝及び前記第2の溝の前記軸上固定体の前記内周面に接触する前記軸体の溝の周縁の角のフィレットが0.05mm以下である。
(6)本発明のロータは、上記(1)から(5)のいずれか1つの構成の一体化部材を備え、前記一体化部材の軸上固定体がヨークとされ、前記ヨークの外周面に固定されたマグネットを備える。
(7)本発明の製造方法は、軸体と軸上固定体を一体化した一体化部材の製造方法であって、少なくとも第1の溝を前記軸体の外表面の全周に形成する溝形成工程と、前記軸上固定体の貫通孔に貫通した状態で前記軸上固定体の貫通孔の内周面で前記軸体の前記外表面が押圧固定されるように焼き嵌めを行う固定工程と、を含み、前記焼き嵌めは、前記軸上固定体の一端側の前記内周面が前記第1の溝の軸幅内に収まるように前記第1の溝の周縁から前記第1の溝の軸幅側に突出するように前記軸上固定体を位置させて行われる。
(8)上記(7)の構成において、前記溝形成工程は、前記軸体の軸方向の位置で前記第1の溝と離間する位置の前記外表面の周方向の全周に第2の溝を形成することを含み、前記焼き嵌めは、前記軸上固定体の他端側の前記内周面が前記第2の溝の軸幅内に収まるように前記第2の溝の周縁から前記第2の溝の軸幅側に突出するように前記軸上固定体を位置させて行われる。
(9)上記(8)の構成において、少なくとも前記軸上固定体の前記内周面と接触する前記第1の溝及び前記第2の溝の周縁の角のフィレットが0.05mm以下になるように前記軸体の前記外表面をセンタレス研磨する研磨工程を備え、前記研磨工程が、前記溝形成工程の後であって前記固定工程の前に行われる。
本発明によれば、高い固定強度で軸体と軸上固定体を一体化した一体化部材及び高い固定強度で軸体と軸上固定体を一体化した一体化部材の製造方法を提供することができる。
以下、本発明を実施するための形態(以下、「実施形態」という)を、添付図面に基づいて詳細に説明する。
なお、実施形態の説明の全体を通して同じ要素には同じ番号を付している。
なお、実施形態の説明の全体を通して同じ要素には同じ番号を付している。
(第1実施形態)
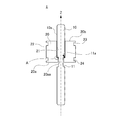
図1は、本発明に係る第1実施形態の軸体としてのシャフト10と軸上固定体としてのヨーク20を一体化した一体化部材1を示す断面図である。
図1に示すように、一体化部材1は、シャフト10を配置するための貫通孔21を有するヨーク20と、貫通孔21を貫通するように設けられ、ヨーク20の貫通孔21の内周面で外表面10aが押圧固定されるシャフト10と、を備えている。
図1は、本発明に係る第1実施形態の軸体としてのシャフト10と軸上固定体としてのヨーク20を一体化した一体化部材1を示す断面図である。
図1に示すように、一体化部材1は、シャフト10を配置するための貫通孔21を有するヨーク20と、貫通孔21を貫通するように設けられ、ヨーク20の貫通孔21の内周面で外表面10aが押圧固定されるシャフト10と、を備えている。
図1に示す一体化部材1は、インナーモータ用のロータに用いられる部材であり、後ほど説明するが、ヨーク20の外周面22上にプラスチックマグネット40(図示せず)が射出成形によって設けられてロータとなる。
(シャフト)
シャフト10は、モータの軸受で回転可能に軸支され、ロータの回転軸となる部分であり、本実施形態では、ステンレス製のシャフト10を用いている。
図1に示すように、シャフト10は、外表面10aの周方向の全周に亘って第1の溝11が形成されており、この第1の溝11は、ヨーク20の一端20a側の内周面20aaが配置される部分となる。
シャフト10は、モータの軸受で回転可能に軸支され、ロータの回転軸となる部分であり、本実施形態では、ステンレス製のシャフト10を用いている。
図1に示すように、シャフト10は、外表面10aの周方向の全周に亘って第1の溝11が形成されており、この第1の溝11は、ヨーク20の一端20a側の内周面20aaが配置される部分となる。
(ヨーク)
ヨーク20は、磁気回路を形成する部材であり、シャフト10との高い固定強度が得やすいことから磁性金属からなるものとすることが好適である。
ヨーク20は、磁気回路を形成する部材であり、シャフト10との高い固定強度が得やすいことから磁性金属からなるものとすることが好適である。
本実施形態では、磁性金属で一体成形したヨーク20を用いており、例えば、磁性金属としては、不純物の少ない純鉄、炭素の低い低炭素鋼、珪素を含んだ珪素鉄及びフェライト系ステンレス鋼などを好適に用いることができる。
ここで、シャフト10に対するヨーク20の固定位置は、設計段階で決まっているので、その設計を基にシャフト10には、ヨーク20の一端20a側の内周面20aaが第1の溝11の軸幅内に収まるように、第1の溝11が形成されている。
そして、図1に示すように、シャフト10との一体化に当たって、ヨーク20は、一端20a側の内周面20aaが第1の溝11の軸幅内に収まるように第1の溝11の周縁11aから第1の溝11側(第1の溝11の軸幅側)に突出するように設けられ、理由については後述するが、一端20a側の内周面20aaが、シャフト10の外表面10a(ヨーク20と接触している外表面10a)よりも第1の溝11の内径側に食い込むようにされる。
また、後ほど説明するが、ヨーク20の外周面22には、外周面22上に成形されるプラスチックマグネット40(図示せず)の固定強度を高めるための2つの溝23、24がシャフト10の軸方向(Z軸方向)で離間する位置に形成されている。
この2つの溝23、24は、ヨーク20の外周面22の全周に亘って溝幅及び溝深さが均一になるように形成されている。
このように、全周に亘って溝幅及び溝深さを均一にしておくことで、ロータにおける周方向の重量バランスを均一にすることができるようになる。
この2つの溝23、24は、ヨーク20の外周面22の全周に亘って溝幅及び溝深さが均一になるように形成されている。
このように、全周に亘って溝幅及び溝深さを均一にしておくことで、ロータにおける周方向の重量バランスを均一にすることができるようになる。
(一体化部材の製造方法)
以下、このような一体化部材1の製造方法を説明しながら、更に一体化部材1についての詳細な説明を行う。
まず、外表面10aの周方向の全周に亘って形成された第1の溝11を有するシャフト10と、外周面22に2つの溝23、24が形成されるとともに中央にシャフト10の外径よりも少し小さい内径の貫通孔21が形成されたヨーク20と、を準備する。
以下、このような一体化部材1の製造方法を説明しながら、更に一体化部材1についての詳細な説明を行う。
まず、外表面10aの周方向の全周に亘って形成された第1の溝11を有するシャフト10と、外周面22に2つの溝23、24が形成されるとともに中央にシャフト10の外径よりも少し小さい内径の貫通孔21が形成されたヨーク20と、を準備する。
より具体的には、シャフト10は、溝形成工程によって、外径が均一な円柱状のシャフト基材の軸方向の所定の位置に外表面10aの周方向の全周に亘って第1の溝11を形成することで作製される。
なお、シャフト基材は外径が均一な円柱状でよいため、直線性及び長手方向の外径精度を高いものとし易く、それに溝を形成するだけであるため、溝が形成された後のシャフト10の状態でも直線性及び長手方向の外径精度が高いものとなる。
なお、シャフト基材は外径が均一な円柱状でよいため、直線性及び長手方向の外径精度を高いものとし易く、それに溝を形成するだけであるため、溝が形成された後のシャフト10の状態でも直線性及び長手方向の外径精度が高いものとなる。
このようにして作製されたシャフト10を、そのまま一体化部材1に用いるようにしてもよいが、作製したシャフト10に対して外表面10aをセンタレス研磨する研磨工程を行い、このセンタレス研磨を行ったシャフト10を一体化部材1に用いることが好ましい。
なお、センタレス研磨も極めて外径精度が高い状態を維持できる研磨方法のため、シャフト10にセンタレス研磨を施した後のシャフト10も高い直線性及び長手方向の外径精度を維持した状態となる。
なお、センタレス研磨も極めて外径精度が高い状態を維持できる研磨方法のため、シャフト10にセンタレス研磨を施した後のシャフト10も高い直線性及び長手方向の外径精度を維持した状態となる。
さらに溝形成工程で形成された第1の溝11は、第1の溝11の周縁11aのエッジがRを帯びた、つまり、丸みのあるエッジになっている場合があるが、この丸みを帯びている部分をセンタレス研磨工程で削り取ることによって、第1の溝11の周縁11aが角張ったエッジのたった状態とすることができる。
このようにエッジを立たせることが好ましい理由については、後述するが、研磨工程では、例えば、第1の溝11の周縁11aの角のR(フィレット)が0.10mm以下、より好ましくは0.05mm以下、更に好ましくは0.02mm以下となるように、センタレス研磨を実施する。
シャフト10とヨーク20が準備できたら、次に、シャフト10とヨーク20を一体化するように焼き嵌めを行う固定工程を行う。
具体的には、ヨーク20を加熱して熱膨張させ、ヨーク20の貫通孔21を大きくし、シャフト10を貫通孔21に挿通しやすい状態にする。
具体的には、ヨーク20を加熱して熱膨張させ、ヨーク20の貫通孔21を大きくし、シャフト10を貫通孔21に挿通しやすい状態にする。
そして、シャフト10を挿通しやすい状態となったところで貫通孔21にシャフト10を挿入していく。
このシャフト10の挿入は、ヨーク20の一端20a側の内周面20aaが第1の溝11の溝の幅内に収まるように、第1の溝11の周縁11aから第1の溝11側に突出するようにヨーク20を位置させた状態となるようにして、この状態を維持したまま、ヨーク20が冷えて収縮するのを待つ。
このシャフト10の挿入は、ヨーク20の一端20a側の内周面20aaが第1の溝11の溝の幅内に収まるように、第1の溝11の周縁11aから第1の溝11側に突出するようにヨーク20を位置させた状態となるようにして、この状態を維持したまま、ヨーク20が冷えて収縮するのを待つ。
上述したように、ヨーク20の貫通孔21は、シャフト10の外表面10aの直径よりも少し小さい内径となるように形成されているため、ヨーク20が冷えて収縮すると、ヨーク20の貫通孔21の内周面が、シャフト10の外表面10aを強く押圧した状態となり、シャフト10とヨーク20が一体化される。
さらに、ヨーク20の一端20a側の内周面20aaは、第1の溝11の溝の幅内に収まるように、第1の溝11の周縁11aから第1の溝11側に突出しているため、シャフト10の外表面10aで規制されることなく、このヨーク20の収縮時に、シャフト10の外表面10aよりも第1の溝11の内径側に食い込んだ状態となる。
このため、第1の溝11の周縁11aの部分では、ヨーク20の一端20a側の内周面20aaが第1の溝11側に食い込んだ状態となることによる段差ができるため(丸囲み部分A参照)、この段差が第1の溝11の側面に係合し、ヨーク20を一端20a側から他端20b側に押すような力がかかっても、ヨーク20がシャフト10上で滑るように移動することが抑制される。
特に、上述したように、センタレス研磨を施して、第1の溝11の周縁11aの角のRを小さくし、周縁11aのエッジが立った状態にしておくと、鋭角な段差が形成されることになるため、丸みを帯びた段差の場合に比べてヨーク20がシャフト10上で滑るように移動することを、より効率よく抑制することができる。
ところで、ヨーク20の一端20a側の内周面20aaの食い込み量は、第1の溝11上に位置する内周面20aaのシャフト10の軸方向(Z軸方向)で見たときの幅が大きいほど多くなり、逆に幅が小さくなれば、食い込み量が少なくなり、ヨーク20がシャフト10から抜けたり、シャフト10上で軸方向(Z軸方向)にズレたりし易くなる。
このことから、第1の溝11の溝の幅内に位置する一端20a側の貫通孔21の内周面20aaは、シャフト10の軸方向(Z軸方向)で見た幅が0.2mm以上であることが好適である。
このようにしてシャフト10とヨーク20を一体化した一体化部材1には、さらに、ヨーク20の外周面22にプラスチックマグネット40(図示せず)を設けるマグネット成形工程が施され、ロータとされる。
(ロータの製造方法)
引き続き、簡単に一体化部材1にマグネット成形工程を施してロータを製造する製造方法について説明する。
図2は、一体化部材1を用いたロータの製造方法を説明するための断面図である。
図2に示すように、一体化部材1を上金型31と下金型32とからなる金型内に配置する。
引き続き、簡単に一体化部材1にマグネット成形工程を施してロータを製造する製造方法について説明する。
図2は、一体化部材1を用いたロータの製造方法を説明するための断面図である。
図2に示すように、一体化部材1を上金型31と下金型32とからなる金型内に配置する。
金型は、ヨーク20の外周面22上にプラスチックマグネット40を成形するために、ヨーク20の外周面22に対応する部分にプラスチックマグネット40の材料を充填するための空間ができるように設計されており、この空間内に加熱することで流動性を高めたプラスチックマグネット40の材料が供給される。
プラスチックマグネット40の材料は、一般的なものであれば、特に限定されるものではないが、ネオジウム系の磁性紛体やフェライト系の磁性紛体をナイロン(ポリアミド樹脂)などのプラスチックマグネット40のバインダーに用いられる熱可塑性樹脂に分散した材料を好適に用いることができる。
なお、本実施形態では、磁性紛体にネオジウム系の磁性紛体を用いたプラスチックマグネット40を用いている。
なお、本実施形態では、磁性紛体にネオジウム系の磁性紛体を用いたプラスチックマグネット40を用いている。
この供給されるプラスチックマグネット40の材料は、流動性が高い状態になっているため、ヨーク20の溝23、24内にも充填される。
そして、材料の充填が終わった後、プラスチックマグネット40の材料が冷えて流動性が低くなり、固化する状態を待って、金型を取り外すと、ヨーク20の外周面22上にプラスチックマグネット40が成形されたロータの状態となる。
そして、材料の充填が終わった後、プラスチックマグネット40の材料が冷えて流動性が低くなり、固化する状態を待って、金型を取り外すと、ヨーク20の外周面22上にプラスチックマグネット40が成形されたロータの状態となる。
ここで、金型に供給されるプラスチックマグネット40の材料は、加熱されているため、材料の体積として見ると熱膨張した状態にある。
このため、冷えていく過程でヨーク20の外周面22を強く押圧するように径方向にプラスチックマグネット40は収縮し、ヨーク20に一体化した状態となるが、この収縮は、径方向だけでなく、シャフト10の軸方向(Z軸方向)にも起こる。
このため、冷えていく過程でヨーク20の外周面22を強く押圧するように径方向にプラスチックマグネット40は収縮し、ヨーク20に一体化した状態となるが、この収縮は、径方向だけでなく、シャフト10の軸方向(Z軸方向)にも起こる。
そうすると、2つの溝23、24内に充填されたプラスチックマグネット40の部分が溝23、24の内側の側壁23a、24aを強く挟み込むようになるので、プラスチックマグネット40とヨーク20の間の密着力が増し、プラスチックマグネット40をヨーク20に対してより一層強固に固定することができる。
また、このように2つの溝23、24内にプラスチックマグネット40を食い込ませた構造としておくと、モータ駆動時の熱でプラスチックマグネット40が熱膨張したときには、溝23、24の内側の側壁23a、24aと反対側に位置する溝23、24の外側の側壁を、溝23、24内に食い込んでいるプラスチックマグネット40の部分が押圧するようになり、高温状態においてもプラスチックマグネット40をヨーク20に対して強固に固定した状態を維持することができる。
したがって、低温から高温までの広い温度域において、プラスチックマグネット40をヨーク20に対して強固に固定することができるので、プラスチックマグネット40がヨーク20の周方向に回転するようにズレることを抑制することができる。
また、溝23、24内にプラスチックマグネット40が食い込むようになっているため、プラスチックマグネット40がシャフト10の軸方向(Z軸方向)にズレたり、ヨーク20から抜けたりすることも防止される。
なお、溝23、24の溝深さが深い方が固定強度を高めることができるので、溝深さは0.5mm以上であることが好適である。
なお、溝23、24の溝深さが深い方が固定強度を高めることができるので、溝深さは0.5mm以上であることが好適である。
(第2実施形態)
次に、本発明に係る第2実施形態の一体化部材2について説明する。
なお、第2実施形態の一体化部材2において、第1実施形態の一体化部材1と同様の構成部分については、説明を省略する場合がある。
次に、本発明に係る第2実施形態の一体化部材2について説明する。
なお、第2実施形態の一体化部材2において、第1実施形態の一体化部材1と同様の構成部分については、説明を省略する場合がある。
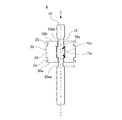
図3は、本発明に係る第2実施形態の一体化部材2を示す断面図である。
図3に示すように、第2実施形態のシャフト10は、第1実施形態で説明した第1の溝11に加えて、外表面10aの周方向の全周に亘って形成され、シャフト10の軸方向(Z軸方向)の位置で第1の溝11と離間する位置に設けられた第2の溝12を有している。
図3に示すように、第2実施形態のシャフト10は、第1実施形態で説明した第1の溝11に加えて、外表面10aの周方向の全周に亘って形成され、シャフト10の軸方向(Z軸方向)の位置で第1の溝11と離間する位置に設けられた第2の溝12を有している。
そして、ヨーク20は、他端20b側の内周面20bbが第2の溝12の軸幅内に収まるように第2の溝12の周縁12aから第2の溝12側(第2の溝12の軸幅側)に突出するように設けられており、他端20b側の内周面20bbが、シャフト10の外表面10aよりも第2の溝12の内径側に食い込むようにされている。
このようにすることによって、第1実施形態で説明した周縁11aのところにできる段差による係合構造が、周縁12aのところにも形成されることになるのでヨーク20を他端20b側から一端20a側に押すような力がヨーク20に加わったとしてもヨーク20がズレたり、抜けたりすることが防止される。
したがって、第2実施形態の一体化部材2であれば、ヨーク20に対してシャフト10の軸方向(Z軸方向)に沿った力が、ヨーク20の一端20a側に向かって加わる場合でも、他端20b側に向かって加わる場合でもヨーク20がズレたり、抜けたりすることを防止することができる。
なお、この第2の溝12側の構成も第1実施形態で説明した第1の溝11と同様であることが好ましい。
したがって、第2の溝12の溝の幅内に位置する他端20b側の内周面20bbは、シャフト10の軸方向で見た幅が0.2mm以上であることが好ましく、また、第2の溝12のヨーク20の内周面に接触する周縁12aの角のR(フィレット)は0.10mm以下、より好ましくは0.05mm以下、更に好ましくは0.02mm以下であることがよい。
したがって、第2の溝12の溝の幅内に位置する他端20b側の内周面20bbは、シャフト10の軸方向で見た幅が0.2mm以上であることが好ましく、また、第2の溝12のヨーク20の内周面に接触する周縁12aの角のR(フィレット)は0.10mm以下、より好ましくは0.05mm以下、更に好ましくは0.02mm以下であることがよい。
このような周縁12aの角のRはセンタレス研磨を行うことで作ることができ、第1の溝11と第2の溝12を形成したシャフト10に対してセンタレス研磨を行う研磨工程を実施すればよい。
また、第2実施形態の一体化部材2を製造するためには、シャフト10を準備するに当たって、第1実施形態で説明した溝形成工程に、シャフト10の軸方向(Z軸方向)の位置で第1の溝11と離間する位置の外表面10aの周方向の全周に亘って第2の溝12を形成することを加えるようにし、そして、焼き嵌めを行う固定工程では、ヨーク20の他端20b側の内周面20bbを第2の溝12の溝の幅内に収まるように第2の溝12の周縁12aから第2の溝12側に突出するように、ヨーク20を位置させるようにして焼き嵌めを行うようにすればよい。
なお、シャフト10に対して第1の溝11と第2の溝12を設け、ヨーク20の両端(一端20a及び他端20b)側を溝に食い込ませるようにするときに、一端20a側の内周面20aaと他端20b側の内周面20bbを同じ幅だけ溝の軸幅側に突出させるようにすれば、食い込みの状態が両端(一端20a及び他端20b)で同じになるので、ヨーク20にかかるシャフト10の軸方向に沿った力に対する耐久力を両端(一端20a及び他端20b)でほぼ同じにすることができる。
したがって、両端(一端20a及び他端20b)のシャフト10の軸方向に沿った力に対する耐久力を等しくすることが求められる場合には、一端20a側の内周面20aa及び他端20b側の内周面20bbの溝の軸幅側に突出させる幅を等しくしておけばよい。
以上、本発明を実施形態に基づき説明したが、本発明は実施形態に限定されるものではなく、その要旨を逸脱しない範囲で種々変更が可能である。
上記実施形態では、軸体がシャフト10であり、軸上固定体がヨーク20であるモータのロータに用いられる一体化部材1、2について説明してきたが、本発明に係る一体化部材はモータのロータに用いられる一体化部材に限定されるものではない。
上記実施形態では、軸体がシャフト10であり、軸上固定体がヨーク20であるモータのロータに用いられる一体化部材1、2について説明してきたが、本発明に係る一体化部材はモータのロータに用いられる一体化部材に限定されるものではない。
例えば、動力を伝達するギヤ部材などの場合でも、回転軸となる軸体に軸上固定体としてのギヤ部品が固定されたものなどがあり、本発明に係る一体化部材は、そのようなギヤ部材のようなものであってもよい。
したがって、本発明に係る一体化部材は、軸体と軸体上に軸上固定体となる部品が固定される態様の部材一般を含むものである。
したがって、本発明に係る一体化部材は、軸体と軸体上に軸上固定体となる部品が固定される態様の部材一般を含むものである。
また、上記実施形態では、シャフト10上に設けられる溝が第1の溝11だけ(第1実施形態)又は第1の溝11及び第2の溝12だけ(第2実施形態)の場合について示したが、例えば、シャフト10の端部にモータに取付ける際に必要な外周溝などを設けてよいことは言うまでもない。
このように、本発明は、上記実施形態に限定されるものではなく、そのことは当業者にとって特許請求の範囲の記載から明らかである。
1,2…一体化部材、10…シャフト(軸体)、10a…外表面、11…第1の溝、11a…周縁、12…第2の溝、12a…周縁、20…ヨーク(軸上固定体)、20a…一端、20aa…一端側の内周面、20b…他端、20bb…他端側の内周面、21…貫通孔、22…外周面、23…溝、24…溝、40…プラスチックマグネット
Claims (9)
- 軸体と軸上固定体を一体化した一体化部材であって、
貫通孔を有する前記軸上固定体と、
前記貫通孔を貫通するように設けられ、前記軸上固定体の前記貫通孔の内周面で、外表面が押圧固定される前記軸体と、を備え、
前記軸体が前記外表面の周方向の全周に形成された第1の溝を有し、
前記軸上固定体は、一端側の前記内周面が前記第1の溝の幅内に収まるように前記第1の溝の周縁から前記第1の溝の軸幅側に突出するように設けられており、
一端側に突出した前記内周面が、前記軸体の前記外表面よりも前記第1の溝の内径側に食い込んでいることを特徴とする一体化部材。 - 前記軸体が、前記第1の溝と離間する位置に前記外表面の周方向の全周に形成された第2の溝を有し、
前記軸上固定体は、他端側の前記内周面が前記第2の溝の幅内に収まるように前記第2の溝の周縁から前記第2の溝の軸幅側に突出するように設けられており、
他端側の前記内周面が、前記軸体の前記外表面よりも前記第2の溝の内径側に食い込んでいることを特徴とする請求項1に記載の一体化部材。 - 前記第1の溝の幅内に位置する一端側の前記内周面及び前記第2の溝の幅内に位置する他端側の前記内周面は、前記軸体の軸方向で見た幅が0.2mm以上あることを特徴とする請求項2に記載の一体化部材。
- 前記第1の溝及び前記第2の溝の前記軸上固定体の前記内周面に接触する前記軸体の溝の周縁の角のフィレットが0.10mm以下であることを特徴とする請求項2又は請求項3に記載の一体化部材。
- 前記第1の溝及び前記第2の溝の前記軸上固定体の前記内周面に接触する前記軸体の溝の周縁の角のフィレットが0.05mm以下であることを特徴とする請求項2から請求項4のいずれか1項に記載の一体化部材。
- 請求項1から請求項5のいずれか1項に記載の一体化部材を備え、
前記一体化部材の軸上固定体がヨークとされ、
前記ヨークの外周面に固定されたマグネットを備えることを特徴とするロータ。 - 軸体と軸上固定体を一体化した一体化部材の製造方法であって、
少なくとも第1の溝を前記軸体の外表面の全周に形成する溝形成工程と、
前記軸上固定体の貫通孔に貫通した状態で前記軸上固定体の貫通孔の内周面で前記軸体の前記外表面が押圧固定されるように焼き嵌めを行う固定工程と、を含み、
前記焼き嵌めは、前記軸上固定体の一端側の前記内周面が前記第1の溝の軸幅内に収まるように前記第1の溝の周縁から前記第1の溝の軸幅側に突出するように前記軸上固定体を位置させて行われることを特徴とする一体化部材の製造方法。 - 前記溝形成工程は、前記軸体の軸方向の位置で前記第1の溝と離間する位置の前記外表面の周方向の全周に第2の溝を形成することを含み、
前記焼き嵌めは、前記軸上固定体の他端側の前記内周面が前記第2の溝の軸幅内に収まるように前記第2の溝の周縁から前記第2の溝の軸幅側に突出するように前記軸上固定体を位置させて行われることを特徴とする請求項7に記載の一体化部材の製造方法。 - 少なくとも前記軸上固定体の前記内周面と接触する前記第1の溝及び前記第2の溝の周縁の角のフィレットが0.05mm以下になるように前記軸体の前記外表面をセンタレス研磨する研磨工程を備え、
前記研磨工程が、前記溝形成工程の後であって前記固定工程の前に行われることを特徴とする請求項8に記載の一体化部材の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016000711A JP2017123712A (ja) | 2016-01-05 | 2016-01-05 | 軸体と軸上固定体を一体化した一体化部材及び軸体と軸上固定体を一体化した一体化部材の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016000711A JP2017123712A (ja) | 2016-01-05 | 2016-01-05 | 軸体と軸上固定体を一体化した一体化部材及び軸体と軸上固定体を一体化した一体化部材の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017123712A true JP2017123712A (ja) | 2017-07-13 |
Family
ID=59306033
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016000711A Pending JP2017123712A (ja) | 2016-01-05 | 2016-01-05 | 軸体と軸上固定体を一体化した一体化部材及び軸体と軸上固定体を一体化した一体化部材の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017123712A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021027799A (ja) * | 2019-08-07 | 2021-02-22 | アイシン・エィ・ダブリュ株式会社 | ロータおよびロータの製造方法 |
-
2016
- 2016-01-05 JP JP2016000711A patent/JP2017123712A/ja active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021027799A (ja) * | 2019-08-07 | 2021-02-22 | アイシン・エィ・ダブリュ株式会社 | ロータおよびロータの製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4803525B2 (ja) | ブラシレスモータ用ロータ、及びブラシレスモータ | |
| US9634533B2 (en) | Motor with a stator having four separate corner bobbins/insulators and molded resin insulation around tooth completely enclosing the coil and manufacturing method thereof | |
| JP5746873B2 (ja) | ロータの製造方法 | |
| WO2012137464A1 (en) | Rotor unit, rotating electrical machine, and method for manufacturing rotor unit | |
| JP7053129B2 (ja) | 永久磁石を有したロータアセンブリ、ならびに、その製造方法 | |
| JP2015154515A (ja) | モータおよび樹脂ケーシングの成型方法 | |
| US7911099B2 (en) | Outer rotor motor | |
| JP2019106797A (ja) | ロータ製造方法 | |
| CN110729832A (zh) | 转子单元 | |
| JP2009273356A (ja) | 電動モータのステータハウジングを製造するための方法 | |
| CN103460569A (zh) | 粘结磁体转子和其制造方法及具有该粘结磁体转子的马达 | |
| JP2017123712A (ja) | 軸体と軸上固定体を一体化した一体化部材及び軸体と軸上固定体を一体化した一体化部材の製造方法 | |
| CN206370738U (zh) | 电机机壳、电机和车辆 | |
| JP2012239319A (ja) | ステッピングモータ用ロータおよびhb型ステッピングモータ | |
| JP2008061319A (ja) | ステータおよびステータの製造方法および内径リング | |
| JPWO2018016177A1 (ja) | モータの製造方法、モータの製造装置、樹脂封止治具およびモータ | |
| JP6545383B2 (ja) | 回転子、電動機、空気調和機、及び回転子の製造方法 | |
| JPH1127912A (ja) | 電動機の製造方法 | |
| JP2017123711A (ja) | ロータ及びそのロータを使用したモータ | |
| US7714476B2 (en) | Rotating electrical machine core and rotating electrical machine | |
| JP2017118772A (ja) | モータ及びモータを構成するロータの製造方法 | |
| WO2018016067A1 (ja) | 電動機、空気調和機、回転子、及び電動機の製造方法 | |
| JP5103000B2 (ja) | ロータコアのマグネットモールド方法およびその治具 | |
| JP4876364B2 (ja) | モータの製造方法 | |
| EP2747248B1 (en) | Magnetic rotor unit |