JP2016155175A - 歯車加工装置及び歯車加工方法 - Google Patents
歯車加工装置及び歯車加工方法 Download PDFInfo
- Publication number
- JP2016155175A JP2016155175A JP2015032482A JP2015032482A JP2016155175A JP 2016155175 A JP2016155175 A JP 2016155175A JP 2015032482 A JP2015032482 A JP 2015032482A JP 2015032482 A JP2015032482 A JP 2015032482A JP 2016155175 A JP2016155175 A JP 2016155175A
- Authority
- JP
- Japan
- Prior art keywords
- tool
- blade
- machining
- gear
- workpiece
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23F—MAKING GEARS OR TOOTHED RACKS
- B23F21/00—Tools specially adapted for use in machines for manufacturing gear teeth
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23F—MAKING GEARS OR TOOTHED RACKS
- B23F5/00—Making straight gear teeth involving moving a tool relatively to a workpiece with a rolling-off or an enveloping motion with respect to the gear teeth to be made
- B23F5/12—Making straight gear teeth involving moving a tool relatively to a workpiece with a rolling-off or an enveloping motion with respect to the gear teeth to be made by planing or slotting
- B23F5/16—Making straight gear teeth involving moving a tool relatively to a workpiece with a rolling-off or an enveloping motion with respect to the gear teeth to be made by planing or slotting the tool having a shape similar to that of a spur wheel or part thereof
- B23F5/163—Making straight gear teeth involving moving a tool relatively to a workpiece with a rolling-off or an enveloping motion with respect to the gear teeth to be made by planing or slotting the tool having a shape similar to that of a spur wheel or part thereof the tool and workpiece being in crossed axis arrangement, e.g. skiving, i.e. "Waelzschaelen"
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23F—MAKING GEARS OR TOOTHED RACKS
- B23F23/00—Accessories or equipment combined with or arranged in, or specially designed to form part of, gear-cutting machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23F—MAKING GEARS OR TOOTHED RACKS
- B23F23/00—Accessories or equipment combined with or arranged in, or specially designed to form part of, gear-cutting machines
- B23F23/12—Other devices, e.g. tool holders; Checking devices for controlling workpieces in machines for manufacturing gear teeth
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Gear Processing (AREA)
- Numerical Control (AREA)
Abstract
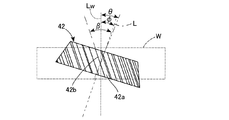
【解決手段】歯車加工装置(1)は、加工物(W)の回転軸線(Lw)に対し、傾斜した回転軸線(L)を有する加工用工具(42)を用い、加工用工具(42)を加工物(W)と同期回転させながら加工物(W)の回転軸線(Lw)方向に相対的に送り操作して歯車を加工する。そして、加工用工具(42)の工具刃(42a)の刃すじ(42b)は、加工用工具(42)の回転軸線(L)に対し、ねじれて形成され、刃すじ(42b)のねじれ角(β)は、歯車のねじれ角(θ)に、加工用工具(42)の回転軸線(L)と加工物(W)の回転軸線(Lw)との成す交差角(φ)を加えた角に形成される。
【選択図】図3A
Description
これにより、上述した歯車加工装置における効果と同様の効果を奏する。
本実施形態では、歯車加工装置の一例として、5軸マシニングセンタを例に挙げ、図1を参照して説明する。つまり、当該歯車加工装置1は、駆動軸として、相互に直交する3つの直進軸(X,Y,Z軸)及び2つの回転軸(A軸、C軸)を有する装置である。
加工制御部102は、主軸モータ41を制御して、加工用工具42を回転させ、X軸モータ11c、Z軸モータ12c、Y軸モータ23c、A軸モータ61及びC軸モータ62を制御して、加工物Wと加工用工具42とをX軸線方向、Z軸線方向、Y軸線方向、A軸回り及びC軸回りに相対移動することにより、加工物Wの切削加工を行う。
上述の歯車加工装置1では、加工用工具42と加工物Wとを同期回転させ、加工用工具42を加工物Wの回転軸線方向に送って切削加工することにより歯を創成する。図3Aに示すように、加工用工具42を工具端面42A側から回転軸線L方向に見たときの工具刃42aの形状は、加工される歯車と噛み合う歯の形状、本例ではインボリュート曲線形状と同一形状に形成される。
図5に示すように、工具刃42aの刃先幅Saは、刃先円直径da及び刃先円刃厚の半角Ψaで表される(式(1)参照)。
次に、制御装置100の処理について、図2を参照して説明する。なお、加工用工具42に関するデータ、すなわち刃先円直径da、基準円直径d、刃末のたけha、モジュールm、転位係数λ、圧力角α、正面圧力角αt及び刃先圧力角αaは、記憶部103に予め記憶されているものとする。
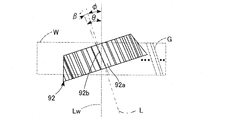
本実施形態の歯車加工装置1は、加工物Wの回転軸線Lwに対し、傾斜した回転軸線Lを有する加工用工具42を用い、加工用工具42を加工物Wと同期回転させながら加工物Wの回転軸線Lw方向に相対的に送り操作して歯車を加工する。そして、加工用工具42の工具刃42aの刃すじ42bは、加工用工具42の回転軸線Lに対し、ねじれて形成され、刃すじ42bのねじれ角βは、歯車のねじれ角θに、加工用工具42の回転軸線Lと加工物Wの回転軸線Lwとの交差角φを加えた角に形成される。
上述した実施形態では、5軸マシニングセンタである歯車加工装置1は、加工物WをA軸旋回可能とするものとした。これに対して、5軸マシニングセンタは、縦形マシニングセンタとして、加工用工具42をA軸旋回可能とする構成としてもよい。また、本発明をマシニングセンタに適用する場合を説明したが、歯車加工の専用機に対しても同様に適用可能である。また、加工物Wとして、ねじれ角度を有する歯車(はすば歯車)などがよいが、その他の歯車でも加工可能である。
これにより、上述した歯車加工装置における効果と同様の効果を奏する。
本実施形態では、歯車加工装置の一例として、5軸マシニングセンタを例に挙げ、図1を参照して説明する。つまり、当該歯車加工装置1は、駆動軸として、相互に直交する3つの直進軸(X,Y,Z軸)及び2つの回転軸(A軸、C軸)を有する装置である。
加工制御部102は、主軸モータ41を制御して、加工用工具42を回転させ、X軸モータ11c、Z軸モータ12c、Y軸モータ23c、A軸モータ61及びC軸モータ62を制御して、加工物Wと加工用工具42とをX軸線方向、Z軸線方向、Y軸線方向、A軸回り及びC軸回りに相対移動することにより、加工物Wの切削加工を行う。
上述の歯車加工装置1では、加工用工具42と加工物Wとを同期回転させ、加工用工具42を加工物Wの回転軸線方向に送って切削加工することにより歯を創成する。図3Aに示すように、加工用工具42を工具端面42A側から回転軸線L方向に見たときの工具刃42aの形状は、加工される歯車と噛み合う歯の形状、本例ではインボリュート曲線形状と同一形状に形成される。
図5に示すように、工具刃42aの刃先幅Saは、刃先円直径da及び刃先円刃厚の半角Ψaで表される(式(1)参照)。
次に、制御装置100の処理について、図2を参照して説明する。なお、加工用工具42に関するデータ、すなわち刃先円直径da、基準円直径d、刃末のたけha、モジュールm、転位係数λ、圧力角α、正面圧力角αt及び刃先圧力角αaは、記憶部103に予め記憶されているものとする。
本実施形態の歯車加工装置1は、加工物Wの回転軸線Lwに対し、傾斜した回転軸線Lを有する加工用工具42を用い、加工用工具42を加工物Wと同期回転させながら加工物Wの回転軸線Lw方向に相対的に送り操作して歯車を加工する。そして、加工用工具42の工具刃42aの刃すじ42bは、加工用工具42の回転軸線Lに対し、ねじれて形成され、刃すじ42bのねじれ角βは、歯車のねじれ角θに、加工用工具42の回転軸線Lと加工物Wの回転軸線Lwとの交差角φを加えた角に形成される。
上述した実施形態では、5軸マシニングセンタである歯車加工装置1は、加工物WをA軸旋回可能とするものとした。これに対して、5軸マシニングセンタは、縦形マシニングセンタとして、加工用工具42をA軸旋回可能とする構成としてもよい。また、本発明をマシニングセンタに適用する場合を説明したが、歯車加工の専用機に対しても同様に適用可能である。また、加工物Wとして、ねじれ角度を有する歯車(はすば歯車)などがよいが、その他の歯車でも加工可能である。
Claims (3)
- 加工物の回転軸線に対し、傾斜した回転軸線を有する加工用工具を用い、前記加工用工具を前記加工物と同期回転させながら前記加工物の回転軸線方向に相対的に送り操作して歯車を加工する歯車加工装置であって、
前記加工用工具の工具刃の刃すじは、前記加工用工具の回転軸線に対し、ねじれて形成され、前記刃すじのねじれ角は、前記歯車のねじれ角に、前記加工用工具の回転軸線と前記加工物の回転軸線との交差角を加えた角に形成される、歯車加工装置。 - 前記加工用工具は、前記工具刃の刃数を設定し、前記交差角を設定して前記刃すじのねじれ角を求め、前記設定した刃数及び前記求めたねじれ角に基づいて、前記工具刃の刃先幅を求めることにより形成される、請求項1の歯車加工装置。
- 加工物の回転軸線に対し、傾斜した回転軸線を有し、工具刃の刃すじが前記傾斜した回転軸線に対し、ねじれて形成される加工用工具を用いて歯車を加工する歯車加工方法であって、
前記工具刃の刃数を設定する刃数設定工程と、
前記加工用工具の回転軸線と前記加工物の回転軸線との交差角を設定して前記刃すじのねじれ角を求めるねじれ角演算工程と、
前記設定した刃数及び前記求めたねじれ角に基づいて前記工具刃の刃先幅を求める刃先幅演算工程と、
前記求めた刃先幅が所定値以上となったときの前記刃すじのねじれ角及び前記設定した刃数に基づいて、前記加工用工具の形状を決定する工具決定工程と、
前記決定した加工用工具を前記加工物と同期回転させながら前記加工物の回転軸線方向に相対的に送り操作して前記歯車を加工する加工工程と、
を備える、歯車加工方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015032482A JP6500486B2 (ja) | 2015-02-23 | 2015-02-23 | 歯車加工装置及び歯車加工方法 |
| CN201610090953.0A CN105904037B (zh) | 2015-02-23 | 2016-02-18 | 齿轮加工装置以及齿轮加工方法 |
| DE102016102946.7A DE102016102946A1 (de) | 2015-02-23 | 2016-02-19 | Zahnradfräsvorrichtung und Zahnradfräsverfahren |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015032482A JP6500486B2 (ja) | 2015-02-23 | 2015-02-23 | 歯車加工装置及び歯車加工方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016155175A true JP2016155175A (ja) | 2016-09-01 |
| JP6500486B2 JP6500486B2 (ja) | 2019-04-17 |
Family
ID=56577634
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015032482A Active JP6500486B2 (ja) | 2015-02-23 | 2015-02-23 | 歯車加工装置及び歯車加工方法 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP6500486B2 (ja) |
| CN (1) | CN105904037B (ja) |
| DE (1) | DE102016102946A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019089153A (ja) * | 2017-11-14 | 2019-06-13 | 株式会社ジェイテクト | 歯切り工具及び歯車加工装置 |
| JP2019118977A (ja) * | 2017-12-28 | 2019-07-22 | 株式会社ジェイテクト | 歯車加工装置及び歯車加工方法 |
| JP2020075296A (ja) * | 2018-11-05 | 2020-05-21 | 株式会社ジェイテクト | 歯車加工装置及び歯車加工方法 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102018117368A1 (de) * | 2017-07-21 | 2019-01-24 | Jtekt Corporation | Bearbeitungsgerät und bearbeitungsverfahren |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4468632B2 (ja) * | 2001-12-14 | 2010-05-26 | グリーソン − プァウター マシネンファブリク ゲーエムベーハー | 事実上円筒形の内歯車または外歯車の切削加工方法 |
| JP2010158749A (ja) * | 2009-01-09 | 2010-07-22 | Mitsubishi Heavy Ind Ltd | 内歯車加工方法 |
| WO2013076030A1 (en) * | 2011-11-25 | 2013-05-30 | Klingelnberg Ag | Semi-completing skiving method with two intersection angles of axes and use of a corresponding skiving tool for semi-completing skiving |
| JP2014004643A (ja) * | 2012-06-22 | 2014-01-16 | Toyota Motor Corp | 歯車の製造方法及び装置 |
| JP2015006713A (ja) * | 2013-06-25 | 2015-01-15 | 株式会社ジェイテクト | 歯車加工装置 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2065605A1 (de) * | 1970-03-12 | 1974-05-30 | Gehring Christoph Willi | Maschine zum fertigarbeiten, insbesondere honen von zahnraedern |
| JPH01159126A (ja) | 1987-12-14 | 1989-06-22 | Mitsubishi Heavy Ind Ltd | スカイビング盤 |
| JPH046832A (ja) | 1990-04-25 | 1992-01-10 | Oki Electric Ind Co Ltd | 半導体素子の製造方法 |
| DE102011009027A1 (de) * | 2011-01-20 | 2012-07-26 | Gleason-Pfauter Maschinenfabrik Gmbh | Verfahren zum spanenden Bearbeiten eines Werkstückes und dazu ausgelegte Werkzeugmaschine |
| JP5976805B2 (ja) * | 2011-08-08 | 2016-08-24 | ザ グリーソン ワークス | 揺動軸の動きのない正面カッタを用いたかさ歯車の製造 |
| US9067269B2 (en) * | 2011-10-13 | 2015-06-30 | Bourn & Koch, Inc. | Horizontal gear shaping machine with dual shaping heads |
| CN102581387A (zh) * | 2012-03-20 | 2012-07-18 | 唐进元 | 一种面齿轮加工方法 |
| CN103611990B (zh) * | 2013-11-15 | 2015-12-02 | 天津大学 | 一种在通用六轴数控机床上加工螺旋锥齿轮的方法 |
-
2015
- 2015-02-23 JP JP2015032482A patent/JP6500486B2/ja active Active
-
2016
- 2016-02-18 CN CN201610090953.0A patent/CN105904037B/zh active Active
- 2016-02-19 DE DE102016102946.7A patent/DE102016102946A1/de active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4468632B2 (ja) * | 2001-12-14 | 2010-05-26 | グリーソン − プァウター マシネンファブリク ゲーエムベーハー | 事実上円筒形の内歯車または外歯車の切削加工方法 |
| JP2010158749A (ja) * | 2009-01-09 | 2010-07-22 | Mitsubishi Heavy Ind Ltd | 内歯車加工方法 |
| WO2013076030A1 (en) * | 2011-11-25 | 2013-05-30 | Klingelnberg Ag | Semi-completing skiving method with two intersection angles of axes and use of a corresponding skiving tool for semi-completing skiving |
| JP2014004643A (ja) * | 2012-06-22 | 2014-01-16 | Toyota Motor Corp | 歯車の製造方法及び装置 |
| JP2015006713A (ja) * | 2013-06-25 | 2015-01-15 | 株式会社ジェイテクト | 歯車加工装置 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019089153A (ja) * | 2017-11-14 | 2019-06-13 | 株式会社ジェイテクト | 歯切り工具及び歯車加工装置 |
| JP2019118977A (ja) * | 2017-12-28 | 2019-07-22 | 株式会社ジェイテクト | 歯車加工装置及び歯車加工方法 |
| JP7003656B2 (ja) | 2017-12-28 | 2022-01-20 | 株式会社ジェイテクト | 歯車加工装置及び歯車加工方法 |
| JP2020075296A (ja) * | 2018-11-05 | 2020-05-21 | 株式会社ジェイテクト | 歯車加工装置及び歯車加工方法 |
| JP7268329B2 (ja) | 2018-11-05 | 2023-05-08 | 株式会社ジェイテクト | 歯車加工装置及び歯車加工方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6500486B2 (ja) | 2019-04-17 |
| CN105904037B (zh) | 2019-09-03 |
| CN105904037A (zh) | 2016-08-31 |
| DE102016102946A1 (de) | 2016-08-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6340764B2 (ja) | 歯車加工装置 | |
| JP6620393B2 (ja) | 歯車加工方法 | |
| JP6483586B2 (ja) | 切削工具 | |
| JP6133995B2 (ja) | 工具経路評価方法、工具経路生成方法、及び工具経路生成装置 | |
| JP6500486B2 (ja) | 歯車加工装置及び歯車加工方法 | |
| JP2018202565A (ja) | 歯車加工方法及び歯車加工装置 | |
| JP6128640B2 (ja) | 傘歯車の歯切り加工方法および装置 | |
| JP6606967B2 (ja) | 歯車加工装置及び歯車加工方法 | |
| JP6064723B2 (ja) | 歯車加工装置 | |
| JP5413913B2 (ja) | 旋削による非円形加工方法 | |
| US9623502B2 (en) | Gear machining device and gear machining method | |
| WO2017056573A1 (ja) | 歯車加工機械及び方法 | |
| JP6565399B2 (ja) | 歯車加工装置 | |
| JP2018079558A (ja) | 歯車加工装置及び歯車加工方法 | |
| JP6531353B2 (ja) | 歯車加工装置 | |
| JP5781131B2 (ja) | インボリュート歯形の加工方法およびその加工機の制御装置 | |
| JP6871675B2 (ja) | 歯車加工装置及び歯車加工方法 | |
| JP6348049B2 (ja) | 歯車研削盤の加工精度修正方法 | |
| JP7073721B2 (ja) | 歯車加工装置及び歯車加工方法 | |
| JP2018069435A (ja) | 歯車加工装置及び歯車加工方法 | |
| JP7268329B2 (ja) | 歯車加工装置及び歯車加工方法 | |
| JP2021010961A (ja) | 歯車加工方法 | |
| JP2019018334A (ja) | 歯車加工装置及び歯車加工方法 | |
| JP5561024B2 (ja) | 切削方法およびncデータ作成装置 | |
| JP3980375B2 (ja) | 歯車研削方法および歯車研削装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180115 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20181017 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20181204 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190131 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190219 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190304 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6500486 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |