JP2016110901A - ワイヤーハーネスの接続端子構造 - Google Patents
ワイヤーハーネスの接続端子構造 Download PDFInfo
- Publication number
- JP2016110901A JP2016110901A JP2014248899A JP2014248899A JP2016110901A JP 2016110901 A JP2016110901 A JP 2016110901A JP 2014248899 A JP2014248899 A JP 2014248899A JP 2014248899 A JP2014248899 A JP 2014248899A JP 2016110901 A JP2016110901 A JP 2016110901A
- Authority
- JP
- Japan
- Prior art keywords
- terminal
- terminal fitting
- contact
- contact surface
- wire
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000004020 conductor Substances 0.000 claims abstract description 33
- 239000000853 adhesive Substances 0.000 claims abstract description 32
- 230000001070 adhesive effect Effects 0.000 claims abstract description 32
- 229910052751 metal Inorganic materials 0.000 claims description 35
- 239000002184 metal Substances 0.000 claims description 35
- 238000005452 bending Methods 0.000 claims description 29
- 230000008602 contraction Effects 0.000 claims description 17
- 238000009413 insulation Methods 0.000 claims description 4
- 230000002411 adverse Effects 0.000 abstract description 7
- 239000000463 material Substances 0.000 description 9
- 238000003466 welding Methods 0.000 description 7
- 230000002093 peripheral effect Effects 0.000 description 6
- 239000011347 resin Substances 0.000 description 4
- 229920005989 resin Polymers 0.000 description 4
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 3
- 239000012790 adhesive layer Substances 0.000 description 3
- 229910052782 aluminium Inorganic materials 0.000 description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 3
- 229910052802 copper Inorganic materials 0.000 description 3
- 239000010949 copper Substances 0.000 description 3
- 238000002788 crimping Methods 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 3
- 238000003825 pressing Methods 0.000 description 3
- 238000000926 separation method Methods 0.000 description 3
- 229910000881 Cu alloy Inorganic materials 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 230000000052 comparative effect Effects 0.000 description 2
- 238000005260 corrosion Methods 0.000 description 2
- 230000007797 corrosion Effects 0.000 description 2
- 239000012943 hotmelt Substances 0.000 description 2
- 230000001105 regulatory effect Effects 0.000 description 2
- 238000005536 corrosion prevention Methods 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000002654 heat shrinkable material Substances 0.000 description 1
- 239000010410 layer Substances 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 239000007858 starting material Substances 0.000 description 1
Images
Landscapes
- Connections Effected By Soldering, Adhesion, Or Permanent Deformation (AREA)
Abstract
【課題】端子金具の加工や特性に悪影響を与えずに接着剤の接触端子部側への付着を防止でき、端子金具の長さを確実に短縮できるワイヤーハーネスの接続端子構造を提供する。【解決手段】接続対象物に接触する外部接触面21aを形成する一端側の接触端子部21と外皮により絶縁被覆された電線11の導体に接触する内部接触面22aを形成する他端側の電線接続部22とを有する端子金具12と、端子金具12の電線接続部21と導体および被覆の端部11eとを被覆する接着剤付の熱収縮チューブ13とを備えたワイヤーハーネスの接続端子構造であって、端子金具12の外部接触面21aが、端子金具12の内部接触面22aよりも電線の中心軸線Cに近接しており、端子金具12の電線接続部22と端子金具12の接触端子部21との間に、外部接触面21aおよび内部接触面22aの双方に対して交差するように傾斜する傾斜壁面部23が設けられている。【選択図】図1
Description
本発明は、ワイヤーハーネスの接続端子構造に関し、特に接続端子が接続された電線端末部を熱収縮チューブで被覆し防水処理したワイヤーハーネスの接続端子構造に関する。
自動車用のワイヤーハーネスにおいては、電線端末部の防水処理のために、被覆剥ぎ後に電気接続用の端子金具に圧着された導体の端部を端子金具の電線圧着部および電線の絶縁被覆の端部と共に熱収縮チューブで被覆するものが多い。
そのように電線端末部に熱収集チューブを外装した従来のワイヤーハーネスとしては、例えばいわゆるホットメルト(登録商標)タイプの接着剤付きの熱収縮チューブを用いるとともに、端子金具の電線圧着部と接続端子部との間に、加熱により溶けた接着剤が接続端子部側に流出するのを制限する凸部や凹部あるいは端子の板面貫通する穴を形成しているものが知られている(例えば、特許文献1参照)。
しかしながら、上述のような従来のワイヤーハーネスの接続端子構造にあっては、端子金具の板幅より狭い範囲内に板厚方向の凹凸を形成したりその板幅の範囲で板厚方向に折返したりして溶融接着剤の接触端子部側への流動および付着を規制していた。そのため、流動規制部の加工が複雑であるばかりか、その流動規制部を作製するための複雑な加工部位が端子金具の板幅方向の中心付近に集中し、端子金具にクラック等が発生し易くなっていた。そのため、加工面、端子金具の特性面あるいは腐食防止の面から、接続端子のサイズ、特に端子金具の長さ方向の寸法を縮小することが困難になるという問題があった。
本発明は、このような従来の課題を解決するためになされたものであり、電気接続用の端子金具の加工や特性に悪影響を与えることなく、接着剤の接触端子部側への流動および付着を防止でき、しかも、端子金具の長さを確実に短縮できるワイヤーハーネスの接続端子構造を提供することを目的とする。
本発明に係るワイヤーハーネスの接続端子構造は、上記目的達成のため、接続対象物に接触する外部接触面を形成する一端側の接触端子部と外皮により絶縁被覆された電線の導体に接触する内部接触面を形成する他端側の電線接続部とを有する端子金具と、前記端子金具の前記電線接続部と前記導体の端部および前記被覆の端部とを被覆する接着剤付の熱収縮チューブと、を備えたワイヤーハーネスの接続端子構造であって、前記端子金具の前記外部接触面が、前記端子金具の前記内部接触面よりも前記電線の中心軸線に近接しており、前記端子金具の前記電線接続部と前記端子金具の前記接触端子部との間に、前記外部接触面および前記内部接触面の双方に対して交差するように傾斜する傾斜壁面部が設けられているものである。
したがって、本発明のワイヤーハーネスの接続端子構造では、傾斜壁面部が端子金具の電線接続部より接触端子部側に熱収縮チューブの開口を塞ぐように設けられることになり、接着剤付の熱収縮チューブの熱収縮時に、熱収縮チューブの内部から接着剤が漏れ出し難くなり、接着剤が接触端子部側に付着し難くなる。しかも、電線の導体に接触する内部接触面に対して接触端子部側の外部接触面が電線の中心側に位置するので、接触端子部側の外部接触面を電線接続部の内部接触面に対し鉛直上方側に容易に配置でき、熱収縮チューブの内部で溶けた接着剤がより漏れ出し難くなる。したがって、電線の長さ方向における接触端子部の外部接触面と電線接続部の内部接触面との離間距離を抑えながらも、接触端子部側への接着剤の付着を有効に防止できる。その結果、電気接続用の端子金具の加工や特性に悪影響を与えることなくその端子金具の長さを確実に短縮できるワイヤーハーネスの接続端子構造となる。
本発明のワイヤーハーネスの接続端子構造においては、前記熱収縮チューブが、前記端子金具の前記傾斜壁面部のうち前記接触端子部側の壁面部の周囲に、前記電線接続部の周囲を取り囲む中央側収縮部より小径に収縮している一端側収縮部を有しているとよい。
この場合、傾斜壁面部の電線接続部側の面が接触端子部に近い側で熱収縮チューブの一端側の内周部分と近接することになり、熱収縮チューブの熱収縮時にこの近接部分が早期に閉じることで、熱収縮チューブの内部で溶けた接着剤が接触端子部側に漏れ出し難くなる。
本発明のワイヤーハーネスの接続端子構造においては、前記端子金具の前記傾斜壁面部が、前記電線接続部および前記接触端子部に対しそれぞれ曲げ加工された略帯状の金属板で構成されており、前記端子金具の前記電線接続部および前記傾斜壁面部が、前記金属板の片面側で前記電線接続部の前記内部接触面と前記傾斜壁面部の片面とに連続するように形成された曲げ内側面と、該曲げ内側面の幅方向の両側で前記端子金具の長手方向に延在しつつ前記傾斜壁面部の片面と前記内部接触面との双方に対し傾斜するように前記曲げ内側面の曲げ内側に突き出たリブ面と、を有していてもよい。
このようにすると、端子金具の曲げ部を補強しつつその両端の突出を抑えて、熱収縮チューブの熱収縮時における一端側の開口を早期に縮小させることができる。
本発明のワイヤーハーネスの接続端子構造においては、前記端子金具の前記傾斜壁面部が、前記端子金具の前記内部接触面に対し前記金属板の反対面側で前記接触端子部の前記外部接触面に連続する端子側曲げ内側面と、該端子側曲げ内側面の幅方向の両側で前記端子金具の長手方向に延在しつつ前記金属板の反対面側における前記傾斜壁面部の片面と前記外部接触面との双方に対し傾斜するように前記端子側曲げ内側面の曲げ内側に突き出た端子側リブ面と、を有していてもよい。
この構成により、傾斜壁面部の電線接続部側の面と熱収縮チューブとの熱収縮時における密着性が高まるとともに、端子金具の曲げ剛性も高められる。したがって、熱収縮チューブの内部で溶けた接着剤が接触端子部側により漏れ出し難くなる。
本発明によれば、電気接続用の端子金具の加工や特性に悪影響を与えることなく、接着剤の接触端子部側への流動および付着を防止でき、しかも、端子金具の長さを確実に短縮できるワイヤーハーネスの接続端子構造を提供することができる。
以下、本発明を実施するための形態について図面を参照して説明する。
(第1の実施の形態)
図1ないし図6は、本発明のワイヤーハーネスの接続端子構造に係る第1の実施の形態を示している。なお、本実施の形態は、本発明をワイヤーハーネスにおける絶縁被覆電線の導体と丸形電線端子との接続部に適用するものであるが、本発明は、角形その他の板端子や板端子以外の接続端子にも適用できる。
図1ないし図6は、本発明のワイヤーハーネスの接続端子構造に係る第1の実施の形態を示している。なお、本実施の形態は、本発明をワイヤーハーネスにおける絶縁被覆電線の導体と丸形電線端子との接続部に適用するものであるが、本発明は、角形その他の板端子や板端子以外の接続端子にも適用できる。
まず、本実施の形態のワイヤーハーネスの接続端子構造の構成を説明する。
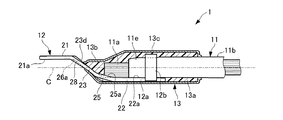
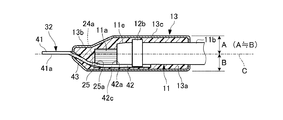
図1に示すように、本実施の形態のワイヤーハーネス1は、絶縁被覆された電線11と、その電線11の一端側に圧着接続された丸形の板端子である端子金具12と、電線11の端末部11eおよびこの端末部11eに結合された端子金具12の基端側部分12aを被覆する熱収縮チューブ13と、を含んで構成されている。
電線11は、例えば高引張強度に合金化および調質されたアルミニウム製の複数の素線からなる導体部11aと、その導体部11aを長さ方向のほぼ全域で絶縁被覆する被覆材11b(外皮)とを有する被覆電線である。
電線11の導体部11aは、端子金具12の基端側部分12aに例えば超音波溶接されている。また、電線11の被覆材11bは、その一端側で導体部11aを取り囲みつつ、端子金具12の基端側部分12aに設けられた樹脂バレル12bによって端子金具12に圧着結合されている。
電線11は、端子金具12が圧着された一端側であるいは他端側で、例えば図外の車両用の補機(例えば、スタータモータ、オルタネータ、バッテリ等)に接続されるようになっている。
端子金具12は、例えば銅または銅合金製の金属板をプレス加工により所定形状に成形したものである。
この端子金具12は、前記補機等の接続対象物に接触する外部接触面21aを形成する一端側の接触端子部21と、電線11の導体部11aに接触する内部接触面22aを形成する他端側の電線接続部22とを有している。
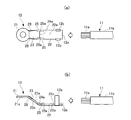
具体的には、図2(a)および図2(b)に示すように、端子金具12の接触端子部21は、丸形座金状(円環板状)をなしており、その片面側または両面側に円環状の外部接触面21aを有している。
また、端子金具12の基端側部分12aには、電線11の導体部11aに接触する片面すなわち内部接触面22a側で導体部11aに超音波溶接された電線接続部22と、図3(a)および図3(b)に示すように、電線11の被覆材11bの端部近傍の外周面に圧着する状態にかしめられた樹脂バレル部12bとが設けられている。
熱収縮チューブ13は、端子金具12の電線接続部22と、電線11の導体部11aおよび被覆材11bの端末部11eを被覆する接着剤付のもので、熱収縮により電線11および端子金具12の電気接続および機械的結合部分の外面形状に応じて周方向に隙間なく熱収縮している。
また、熱収縮チューブ13の内方の接着剤層13aは、いわゆるホットメルト(登録商標)タイプの接着剤の硬化層で構成されている。この熱収縮チューブ13の接着剤層13aは、熱収縮チューブ13の熱収縮のための加熱に際して、熱収縮チューブ13の熱収縮温度より低い温度で低粘度に溶剤化し、導体部11aの複数の素線間の隙間や、電線11の端末部11eにおける導体部11aと被覆材11bの間の隙間に浸透した状態で、冷却されて硬化している。
したがって、電線11の端末部11eと端子金具12の電線接続部22との電気的接続部分となるワイヤーハーネスの長さ方向の特定区間Zにおいて、電線11の端末部11eおよび端子金具12の電線接続部22が、接着剤付の熱収縮チューブ13によって防水可能に被覆されている。
なお、熱収縮チューブ13の熱収縮に際しては、熱収縮チューブ13が全体として均熱加熱されてもよいし、熱収縮チューブ13の長さ方向の端部側と中央側とで加熱条件や加熱のタイミングが異なってもよい。すなわち、熱収縮チューブ13の熱収縮の条件は、特に限定されるものではない。また、熱収縮チューブ13の熱収縮に際しての熱収縮率は、例えば約1/2であるが、それより高い熱収縮率でも低い熱収縮率でもよい。熱収縮前の熱収縮チューブ13は、電線11および端子金具12のサイズに応じて、長尺の接着剤付の熱収縮素材を所定長さに切断して作製される。
一方、端子金具12の接触端子部21は、熱収縮チューブ13から図1中の左方側に突出しており、端子金具12の接触端子部21と電線接続部22のうちの内部接触面22aを形成する平板状部分22cとは、電線11の径方向で異なる位置に離間している。
また、電線接続部22の内部接触面22aに対し端子金具12の反対面側に位置する接触端子部21の片面側の外部接触面21aは、例えば端子金具12の内部接触面22aよりも電線11の中心軸線Cに近接している。
そして、端子金具12の接触端子部21と電線接続部22との間には、外部接触面21aおよび内部接触面22aの双方に対して交差するように傾斜する傾斜壁面部23が設けられている。
端子金具12の傾斜壁面部23は、接触端子部21および電線接続部22に対してそれぞれ曲げ加工された略帯状の金属板形状をなしている。
また、電線接続部22および傾斜壁面部23は、端子金具12を形成する金属板の片面側に、電線接続部22の内部接触面22aと傾斜壁面部23の図1中で上方側の片面23aとに連続する曲げ内側面24aを形成している。この曲げ内側面24aは、内部接触面22aから傾斜壁面部23の片面23aに連続する湾曲面または屈曲面である。
この曲げ内側面24aの幅方向(図2(a)中で上下方向)の両側には、電線接続部22および傾斜壁面部23の間で、それぞれ端子金具12の長手方向に延在しつつ傾斜壁面部23の片面23aと電線接続部22の内部接触面22aとの双方に対し交差するように曲げ内側面24aの曲げ内側に突き出た一対のリブ面25aが形成されている。
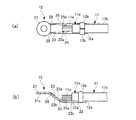
より具体的には、図5(a)ないし図5(c)に示すように、端子金具12の一対のリブ面25aは、曲げ内側面24aと共に、電線接続部22と傾斜壁面部23の間の曲げ加工部分に曲げ内側(図5(c)中で上側)に開く凹状をなす略三角形の内側壁面部分25a1と、曲げ内側面24aよりその曲げの内方側に入り込んで傾斜壁面部23の片面23aと電線接続部22の内部接触面22aとの双方に対し傾斜する略平坦な傾斜面部分25a2とを含んでいる。
そして、端子金具12は、両リブ面25aに対応する図5(c)中で左右一対の略L字形横断面のリブ25を有し、両リブ25によって傾斜壁面部23の一端側における板厚方向の曲げに対する曲げ剛性が高められている。なお、両リブ25は、ここでは略L字形の横断面としているが、略三角形の内側壁面部分25a1が電線接続部22と傾斜壁面部23の幅歩行両端に近接し、両リブ25は、傾斜壁面部23の片面23aと電線接続部22の内部接触面22aとの双方に対し交差するように幅方向外側に傾斜した形状となっていてもよい。
本実施の形態では、さらに、端子金具12の傾斜壁面部23が、図5(d)に示すように、端子金具12の内部接触面22aに対し反対面側で接触端子部21の外部接触面21aに連続する端子側曲げ内側面26aと、その端子側曲げ内側面26aの幅方向の両側で端子金具12の長手方向に延在しつつ前記反対面側における傾斜壁面部23の片面23bと外部接触面21aとの双方に対し傾斜するように端子側曲げ内側面26aの曲げ内側に突き出た端子側リブ面27aとを有している。
端子金具12の一対の端子側リブ面27aは、端子側曲げ内側面26aと共に、接触端子部21と傾斜壁面部23の間の曲げ加工部分に曲げ内側(図5(d)中で下側)に開く凹状をなす略三角形の内側壁面部分27a1と、端子側曲げ内側面26aよりその曲げの内方側に入り込んで傾斜壁面部23の片面23bと接触端子部21の外部接触面21aとの双方に対し傾斜する略平坦な細幅の傾斜面部分27a2とを含んでいる。
そして、端子金具12は、両リブ面27aに対応する図5(d)中で左右一対のリブ28を有し、両リブ28によって傾斜壁面部23の他端側における板厚方向の曲げに対する曲げ剛性が高められている。
熱収縮チューブ13は、このような端子金具12の傾斜壁面部23のうち接触端子部21側の壁面部23dの周囲に、電線接続部22の周囲を取り囲む中央側収縮部13cより小径に収縮している一端側収縮部13bを有している。
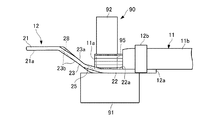
なお、電線11の導体部11aと端子金具12とを接続するための超音波溶接は、電線11の端末部11eを端子金具12に圧着した状態で行なわれる。
この超音波溶接に際しては、図4に示すように、超音波溶接機90ベッド91上に電線11の導体部11aおよび端子金具12を載置し、端子金具12の内部接触面22a上で電線11の導体部11aを同図中に仮想線で示すサイドガイド治具95によって径方向の両側から所定幅内に拘束する。そして、超音波溶接機90の超音波ホーン92を用いて導体部11aおよび端子金具12に対し振動および圧力を加えながら、導体部11aおよび端子金具12を超音波溶接する。
次に、作用を説明する。
上述のように構成された本実施の形態のワイヤーハーネスの接続端子構造においては、傾斜壁面部23が端子金具12の電線接続部22より接触端子部21側に熱収縮チューブ13の一端側収縮部13bの開口を塞ぐように設けられることになる。したがって、接着剤付の熱収縮チューブ13の熱収縮時に、熱収縮チューブ13の内部から溶けた接着剤が漏れ出し難くなり、接着剤が接触端子部21側に付着し難くなる。
しかも、電線11の導体に接触する内部接触面22aに対して接触端子部21側の外部接触面21aが電線11の中心軸線C側に位置するので、接触端子部21側の外部接触面21aを電線接続部22の内部接触面22aに対し鉛直上方側に容易に配置でき、熱収縮チューブ13の内部で溶けた接着剤が接触端子部21側により漏れ出し難くなる。
したがって、端子金具12の幅方向中央部に複雑な加工部位を集中させることなく、電線11の長さ方向における接触端子部21の外部接触面21aと電線接続部22の内部接触面22aとの離間距離を抑えながら、接触端子部21側への接着剤の付着を有効に防止できる。その結果、電気接続用の端子金具12の加工や特性に悪影響を与えることなく、その端子金具12の長さを確実に短縮できるワイヤーハーネスの接続端子構造となる。
また、本実施の形態においては、熱収縮チューブ13が、端子金具12の傾斜壁面部23のうち接触端子部21側の壁面部23dの周囲に一端側収縮部13bを有しているので、傾斜壁面部23の電線接続部22側の片面23aが接触端子部21に近い側で熱収縮チューブ13の一端側の内周部分と近接することになる。したがって、熱収縮チューブ13の熱収縮時にこの近接部分が早期に閉じることで、熱収縮チューブ13の内部で溶けた接着剤が接触端子部21側に漏れ出し難くなる。
さらに、本実施の形態においては、端子金具12の傾斜壁面部23が、電線接続部22および接触端子部21に対しそれぞれ曲げ加工された略帯状の金属板で構成され、電線接続部22および傾斜壁面部23が、その金属板の片面側の曲げ内側面24aと、その幅方向の両側に位置する一対のリブ面25aとを有している。
したがって、端子金具12の曲げ部を補強しつつその両端の突出を一対のリブ面25aの背面側で抑えて、熱収縮チューブ13の熱収縮時における一端側収縮部13bの開口を早期に縮小させることができる。
加えて、本実施の形態においては、端子金具12の傾斜壁面部23が、端子金具12の内部接触面22aに対し反対面側で接触端子部21の外部接触面21aに連続する端子側曲げ内側面26aと、その端子側曲げ内側面26aの幅方向の両側に位置する一対の端子側リブ面27aとを有している。したがって、傾斜壁面部23の電線接続部22側の片面23aと熱収縮チューブ13との熱収縮時における密着性が高まるとともに、端子金具12の板厚方向の曲げに対する曲げ剛性も高められる。したがって、熱収縮チューブ13の内部で溶けた接着剤が接触端子部21側により漏れ出し難くなる。
また、本実施の形態のようにアルミニウムを用いた電線によりワイヤーハーネスを作製する場合、銅系の端子金具12とアルミニウム系の導体部11aとの接触部付近における接着面は腐食防止にも寄与するが、本実施の形態では、端子金具12を長さ方向に短くして腐食防止のための接着面積をも有効に縮小できるとともに、接着剤の漏出規制のために端子金具12の幅方向中央部に複雑な加工部位が集中することがない。
このように、本実施の形態のワイヤーハーネスの接続端子構造においては、電気接続用の端子金具12の加工や特性に悪影響を与えることなく、接着剤の接触端子部21側への流動および付着を防止でき、しかも、端子金具12の長さを確実に短縮できるワイヤーハーネスの接続端子構造を提供することができる。
(第2の実施の形態)
図6は、本発明の第2の実施の形態に係るワイヤーハーネスの接続端子構造を示している。
図6は、本発明の第2の実施の形態に係るワイヤーハーネスの接続端子構造を示している。
なお、本実施の形態は、上述の第1の実施の形態とは端子金具の形状が相違するものの、他の構成については第1の実施の形態と同一または類似するものである。したがって、以下、第1の実施の形態と同一または類似する構成については図1ないし図6に示した第1の実施の形態中の対応する構成要素の符号を用いつつ、第1の実施の形態との相違点について説明する。
図6に示す本実施の形態のワイヤーハーネスの接続端子構造においては、第1の実施の形態における端子金具12に代えて、端子金具32が設けられている。
この端子金具32は、例えば銅または銅合金製の金属板をプレス加工により所定形状に成形したもので、前記補機等の接続対象物に接触する一端側の接触端子部41と、電線11の導体部11aに接触する他端側の電線接続部42とを有している。
端子金具32の接触端子部41は、丸形座金状(円環板状)をなしており、その片面側または両面側に円環状の外部接触面41aを有している。
また、端子金具32の電線接続部42は、電線11の導体部11aに接触する片面すなわち内部接触面42a側で導体部11aに超音波溶接されるとともに、樹脂バレル部12bによって電線11の被覆材11bの端部近傍の外周面に圧着する状態にかしめられている。
一方、端子金具32の接触端子部41は、熱収縮チューブ13から図6中の左方側に突出しており、接触端子部41と電線接続部42のうちの内部接触面42aを形成する平板状部分42cとは、電線11の径方向で異なる位置に離間している。
また、電線接続部42の内部接触面42aとは反対面側に位置する接触端子部41の片面側の外部接触面41aは、電線接続部42の内部接触面42aよりも電線11の中心軸線Cに近接しており、あるいは、中心軸線C上に位置している。この場合、接触端子部41の外部接触面41aと直交する電線11の径方向において、電線11の中心軸線Cから熱収縮チューブ13の外周面の上端までの距離Aと下端までの距離Bとは略同一となる。
そして、端子金具32の接触端子部41と電線接続部42との間には、外部接触面41aおよび内部接触面42aの双方に対して交差するように傾斜する傾斜壁面部43が設けられている。
この傾斜壁面部43は、接触端子部41および電線接続部42に対してそれぞれ曲げ加工された略帯状の金属板形状をなしている。
また、電線接続部42および傾斜壁面部43は、第1の実施の形態における電線接続部22および傾斜壁面部23と略同様に、電線接続部42の内部接触面42aと傾斜壁面部43の図6中で上方側の片面とに連続する曲げ内側面24aを形成している。
さらに、曲げ内側面24aの幅方向の両側に、図5(b)に示した第1の実施の形態の場合と同様に、一対のリブ面25aやリブ25が形成され、端子金具32の板厚方向の曲げに対する曲げ剛性が強化されている。
本実施の形態においても、端子金具32の幅方向中央部に複雑な加工部位を集中させることなく、電線11の長さ方向における接触端子部41の外部接触面41aと電線接続部42の内部接触面42aとの離間距離を抑えながら、接触端子部41側への接着剤の付着を有効に防止できる。その結果、第1の実施の形態と同様の効果を得ることができる。
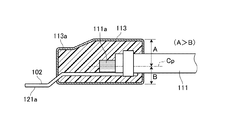
ちなみに、図7に示す比較例のように、端子金具102が電線111の中心軸線Cpから大きく離れる場合、熱収縮チューブ113の一端側収縮部113aの開口が、端子金具102によって広げられることとなり、熱収縮チューブ113の内周側の接着剤が端子金具102の外部接触面121a側に漏れ出し易くなってしまうことになる。
なお、上述の各実施においては、電線11の導体部11aを端子金具12、32に超音波溶接するものとしたが、電線11の導体部11aまたは/および端子金具12、32の材料や性質に応じて、超音波溶着でなく抵抗溶接を採用したり、かしめ(ワイヤバレルのかしめによる圧着)を用いたりすることができることはいうまでもない。
また、端子金具12、32の接触端子部21、41の端子形状が円環板状でなく、公知の各種の端子形状を採り得ることはいうまでもなく、端子金具12、32の電線接続部22、42の内部接触面22a、42aが必ずしも平坦でなく、略U字形や円形に湾曲してもよいことも勿論である。
以上説明したように、本発明は、電気接続用の端子金具の加工や特性に悪影響を与えることなく、接着剤の接触端子部側への流動および付着を防止でき、しかも、端子金具の長さを確実に短縮できるワイヤーハーネスの接続端子構造を提供することができるものであり、接続端子が接続された電線端末部を熱収縮チューブで被覆し防水処理したワイヤーハーネスの接続端子構造全般に有用である。
11 電線
11a 導体部
11b 被覆材
11e 端末部(導体の端部および被覆の端部)
12、32 端子金具
12a 基端側部分
12b 樹脂バレル
13 熱収縮チューブ
13a 接着剤層
13b 一端側収縮部
13c 中央側収縮部
21、41 接触端子部
21a、41a 外部接触面
22、42 電線接続部
22a、42a 内部接触面
22c、42c 平板状部分
23、43 傾斜壁面部
23a 片面(内部接触面側の片面、金属板の片面)
23b 片面(外部接触面側の片面、金属板の反対面側の片面)
23d 接触端子部側の壁面部
24a 曲げ内側面
25 リブ(一対のリブ)
25a リブ面
25a1 内側壁面部分
25a2 傾斜面部分
26a 端子側曲げ内側面
27a 端子側リブ面(一対の端子側リブ面)
27a1 内側壁面部分
27a2 傾斜面部分
28 リブ
90 超音波溶接機
91 ベッド
92 超音波ホーン
95 サイドガイド治具
11a 導体部
11b 被覆材
11e 端末部(導体の端部および被覆の端部)
12、32 端子金具
12a 基端側部分
12b 樹脂バレル
13 熱収縮チューブ
13a 接着剤層
13b 一端側収縮部
13c 中央側収縮部
21、41 接触端子部
21a、41a 外部接触面
22、42 電線接続部
22a、42a 内部接触面
22c、42c 平板状部分
23、43 傾斜壁面部
23a 片面(内部接触面側の片面、金属板の片面)
23b 片面(外部接触面側の片面、金属板の反対面側の片面)
23d 接触端子部側の壁面部
24a 曲げ内側面
25 リブ(一対のリブ)
25a リブ面
25a1 内側壁面部分
25a2 傾斜面部分
26a 端子側曲げ内側面
27a 端子側リブ面(一対の端子側リブ面)
27a1 内側壁面部分
27a2 傾斜面部分
28 リブ
90 超音波溶接機
91 ベッド
92 超音波ホーン
95 サイドガイド治具
Claims (4)
- 接続対象物に接触する外部接触面を形成する一端側の接触端子部と外皮により絶縁被覆された電線の導体に接触する内部接触面を形成する他端側の電線接続部とを有する端子金具と、
前記端子金具の前記電線接続部と前記導体の端部および前記被覆の端部とを被覆する接着剤付の熱収縮チューブと、を備えたワイヤーハーネスの接続端子構造であって、
前記端子金具の前記外部接触面が、前記端子金具の前記内部接触面よりも前記電線の中心軸線に近接しており、
前記端子金具の前記電線接続部と前記端子金具の前記接触端子部との間に、前記外部接触面および前記内部接触面の双方に対して交差するように傾斜する傾斜壁面部が設けられていることを特徴とするワイヤーハーネスの接続端子構造。 - 前記熱収縮チューブが、前記端子金具の前記傾斜壁面部のうち前記接触端子部側の壁面部の周囲に、前記電線接続部の周囲を取り囲む中央側収縮部より小径に収縮している一端側収縮部を有していることを特徴とする請求項1に記載のワイヤーハーネスの接続端子構造。
- 前記端子金具の前記傾斜壁面部が、前記電線接続部および前記接触端子部に対しそれぞれ曲げ加工された略帯状の金属板で構成されており、
前記端子金具の前記電線接続部および前記傾斜壁面部が、前記金属板の片面側で前記電線接続部の前記内部接触面と前記傾斜壁面部の片面とに連続するように形成された曲げ内側面と、該曲げ内側面の幅方向の両側で前記端子金具の長手方向に延在しつつ前記傾斜壁面部の片面と前記内部接触面との双方に対し傾斜するように前記曲げ内側面の曲げ内側に突き出たリブ面と、を有していることを特徴とする請求項1または2に記載のワイヤーハーネスの接続端子構造。 - 前記端子金具の前記傾斜壁面部が、前記端子金具の前記内部接触面に対し前記金属板の反対面側で前記接触端子部の前記外部接触面に連続する端子側曲げ内側面と、該端子側曲げ内側面の幅方向の両側で前記端子金具の長手方向に延在しつつ前記金属板の反対面側における前記傾斜壁面部の片面と前記外部接触面との双方に対し傾斜するように前記端子側曲げ内側面の曲げ内側に突き出た端子側リブ面と、を有していることを特徴とする請求項3に記載のワイヤーハーネスの接続端子構造。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014248899A JP2016110901A (ja) | 2014-12-09 | 2014-12-09 | ワイヤーハーネスの接続端子構造 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014248899A JP2016110901A (ja) | 2014-12-09 | 2014-12-09 | ワイヤーハーネスの接続端子構造 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2016110901A true JP2016110901A (ja) | 2016-06-20 |
Family
ID=56124703
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014248899A Pending JP2016110901A (ja) | 2014-12-09 | 2014-12-09 | ワイヤーハーネスの接続端子構造 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2016110901A (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108011201A (zh) * | 2017-12-19 | 2018-05-08 | 上海晗普新材料科技有限公司 | 一种阶梯式热缩端子 |
| JP2019096473A (ja) * | 2017-11-22 | 2019-06-20 | 矢崎総業株式会社 | 端子付き電線 |
| CN110824214A (zh) * | 2019-12-06 | 2020-02-21 | 林毓松 | 一种电力仪表箱固定装配外引接线装置 |
| CN111564706A (zh) * | 2019-02-14 | 2020-08-21 | 住友电装株式会社 | 接地端子及线束 |
| JP2020135963A (ja) * | 2019-02-14 | 2020-08-31 | 住友電装株式会社 | アース端子およびワイヤーハーネス |
-
2014
- 2014-12-09 JP JP2014248899A patent/JP2016110901A/ja active Pending
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019096473A (ja) * | 2017-11-22 | 2019-06-20 | 矢崎総業株式会社 | 端子付き電線 |
| CN108011201A (zh) * | 2017-12-19 | 2018-05-08 | 上海晗普新材料科技有限公司 | 一种阶梯式热缩端子 |
| CN108011201B (zh) * | 2017-12-19 | 2023-08-29 | 苏州晗普新材料科技有限公司 | 一种阶梯式热缩端子 |
| CN111564706A (zh) * | 2019-02-14 | 2020-08-21 | 住友电装株式会社 | 接地端子及线束 |
| JP2020135964A (ja) * | 2019-02-14 | 2020-08-31 | 住友電装株式会社 | アース端子およびワイヤーハーネス |
| JP2020135963A (ja) * | 2019-02-14 | 2020-08-31 | 住友電装株式会社 | アース端子およびワイヤーハーネス |
| CN113366706A (zh) * | 2019-02-14 | 2021-09-07 | 住友电装株式会社 | 接地端子及线束 |
| JP7286993B2 (ja) | 2019-02-14 | 2023-06-06 | 住友電装株式会社 | アース端子およびワイヤーハーネス |
| CN110824214A (zh) * | 2019-12-06 | 2020-02-21 | 林毓松 | 一种电力仪表箱固定装配外引接线装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5860618B2 (ja) | 電線の接続方法 | |
| JP5820153B2 (ja) | 電線間接続構造及びその製造方法 | |
| US9379460B2 (en) | Terminal welded and crimped to a wire and a shrinkable tube covering the wire and the terminal | |
| CN111210927B (zh) | 导电部件 | |
| US10319497B2 (en) | Molded portion-equipped electric cable and method for manufacturing molded portion-equipped electric cable | |
| WO2015093247A1 (ja) | 電線接続用の端子および該端子の電線接続構造 | |
| JP4720168B2 (ja) | シールド電線 | |
| JP6142807B2 (ja) | ワイヤーハーネス | |
| JP2016110901A (ja) | ワイヤーハーネスの接続端子構造 | |
| JP5369637B2 (ja) | 端子金具付き電線及びその製造方法 | |
| WO2013032030A1 (en) | Electric cable end processing method and electric cable end structure with solder coating and sheath protection | |
| JP6996974B2 (ja) | 端子付き電線および端子付き電線の製造方法 | |
| US10348002B2 (en) | Wiring member having molded part | |
| JP2017084600A (ja) | 端子付電線及び端子付電線の製造方法 | |
| JP6417738B2 (ja) | ワイヤーハーネス | |
| JP5907119B2 (ja) | ワイヤハーネスの製造方法及びワイヤハーネス | |
| US20180331485A1 (en) | Method of manufacturing terminal-equipped conductive member, conductive member, and terminal-equipped wire | |
| JP2017162757A (ja) | ワイヤハーネスの端末防水構造 | |
| JP7244262B2 (ja) | アルミ電線の接続方法及びアルミ電線の接続構造 | |
| JP5527376B2 (ja) | シールド電線 | |
| JP2016001542A (ja) | 端子付電線 | |
| JP5168016B2 (ja) | シールド電線 | |
| JP2015076329A (ja) | 端子付電線 | |
| JP2012256440A (ja) | 端子金具付き電線及び端子金具 | |
| JP2014229572A (ja) | 端子付電線 |