JP2016028829A - Au−Sn−Ag系はんだ合金並びにこのAu−Sn−Ag系はんだ合金を用いて封止された電子部品及び電子部品搭載装置 - Google Patents
Au−Sn−Ag系はんだ合金並びにこのAu−Sn−Ag系はんだ合金を用いて封止された電子部品及び電子部品搭載装置 Download PDFInfo
- Publication number
- JP2016028829A JP2016028829A JP2014194086A JP2014194086A JP2016028829A JP 2016028829 A JP2016028829 A JP 2016028829A JP 2014194086 A JP2014194086 A JP 2014194086A JP 2014194086 A JP2014194086 A JP 2014194086A JP 2016028829 A JP2016028829 A JP 2016028829A
- Authority
- JP
- Japan
- Prior art keywords
- mass
- solder
- alloy
- solder alloy
- less
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Abstract
【課題】 加工性や応力緩和性等に優れ、240℃〜300℃という融点を有し、かつAu含有量が約40質量%以下と非常に少なく低コストであり、加えて濡れ性を実用上、十分に有する高温用PbフリーのAu−Sn−Ag系はんだ合金を提供する。
【解決手段】 Snを55.0質量%以上70.0質量%以下含有し、Agを2.0質量%以上9.0質量%以下含有し、さらに好ましくはSnを58.0質量%以上63.0質量%以下含有し、Agを3.0質量%以上7.0質量%以下含有し、残部がAuから構成されることを特徴とするAu−Sn−Ag系はんだ合金。さらにAl、Cu、Ge、In、Mg、Ni、Sb、Zn及びPのいずれか1種以上を含有してよいAu−Sn−Ag系はんだ合金。
【選択図】 図1
【解決手段】 Snを55.0質量%以上70.0質量%以下含有し、Agを2.0質量%以上9.0質量%以下含有し、さらに好ましくはSnを58.0質量%以上63.0質量%以下含有し、Agを3.0質量%以上7.0質量%以下含有し、残部がAuから構成されることを特徴とするAu−Sn−Ag系はんだ合金。さらにAl、Cu、Ge、In、Mg、Ni、Sb、Zn及びPのいずれか1種以上を含有してよいAu−Sn−Ag系はんだ合金。
【選択図】 図1
Description
本発明は、高温用の鉛フリーはんだ合金に関するものであり、AuとSnを主成分としたはんだ合金、および該はんだ合金を用いて封止した電子部品などに関する。
近年、環境に有害な化学物質に対する規制がますます厳しくなってきており、この規制は電子部品などを基板に接合する目的で使用されるはんだ材料に対しても例外ではない。はんだ材料には古くから鉛が主成分として使われ続けてきたが、すでにRohs指令などで規制対象物質になっている。このため、鉛(Pb)を含まないはんだ(以降、鉛フリーはんだまたは無鉛はんだと称する。)の開発が盛んに行われている。
電子部品を基板に接合する際に使用するはんだは、その使用限界温度によって高温用(約260℃〜400℃)と中低温用(約140℃〜230℃)に大別され、それらのうち、中低温用はんだに関してはSnを主成分とするもので鉛フリーはんだが実用化されている。
例えば、中低温用の鉛フリーはんだ材料としては、特許文献1として示す特開平11−77366号公報にはSnを主成分とし、Agを1.0〜4.0重量%、Cuを2.0重量%以下、Niを1.0重量%以下、Pを0.2重量%以下含有する無鉛はんだ合金組成が記載されている。また、特許文献2として示す特開平8−215880号公報にはAgを0.5〜3.5重量%、Cuを0.5〜2.0重量%含有し、残部がSnからなる合金組成の無鉛はんだが記載されている。
一方、高温用の鉛フリーはんだ材料に関しても、さまざまな機関で開発が行われている。例えば、特許文献3として示す特開2002−160089号公報には、Biを30〜80at%含んだ溶融温度が350〜500℃のBi/Agろう材が記載されている。また、特許文献4として示す特開2008−161913号公報には、Biを含む共昌合金に2元共晶合金を加え、さらに添加元素を加えたはんだ合金が開示されており、このはんだ合金は4元系以上の多元系はんだではあるものの、液相線温度の調整とばらつきの減少が可能となることが示されている。
また、高価な高温用の鉛フリーはんだ材料としてはすでにAu−Sn合金やAu−Ge合金などが水晶デバイス、SAWフィルター、そして、MEMS等の電子部品搭載装置で使用されている。Au−20質量%Sn合金(80質量%のAuと20質量%のSnから構成されることを意味する。以下同様。)は共晶点の組成であり、その融点は280℃である。一方、Au−12.5質量%Ge合金も共晶点の組成であり、その融点は356℃である。
Au−Sn合金とAu−Ge合金の使い分けは、まずはこの融点の違いによる。すなわち、高温用といっても比較的温度の低い箇所の接合に用いる場合は共晶温度が280℃であるAu−Sn合金を用いる。そして、比較的高い温度の場合には共晶温度が356℃ であるAu−Ge合金を用いる。
また、環境面に配慮してPb系はんだを使用せずにAu系合金を使用するとしても、Au系合金はPb系はんだやSn系はんだに比較し非常に硬い。特にAu−Ge合金はGeが半金属であることから、シート形状などに加工することが非常に難しい。従って、生産性や収率が悪く、コストアップの原因になっている。
Au−Sn合金もAu−Ge合金ほどではないにしても加工しづらくプリフォーム材などへの加工時の生産性や収率は悪い。Au−20質量%Snは共晶点の組成であるとはいえ、金属間化合物から構成されている。したがって、Au−Sn合金は転位が移動しづらく、よって、変形しづらく、薄く圧延したり、プレスで打抜いたりするとクラックやバリが発生しやすいという欠点はあるが、鉛フリーはんだ材料としては融点や信頼性が優れているため、特に高信頼性が要求される水晶デバイス封止用として多用されている。
しかし、当然、Au−20質量%Sn合金やAu−12.5質量%Ge合金の場合、材料コストが他のはんだ材料と比較し、桁違いに高い。
そこで、Au−Sn合金を安価でさらに使いやすくすることを目的として、例えば特許文献5に示すAu−Sn−Ag系はんだ合金が開発されている。
そこで、Au−Sn合金を安価でさらに使いやすくすることを目的として、例えば特許文献5に示すAu−Sn−Ag系はんだ合金が開発されている。
特許文献5として示す特開2008−155221号公報には、比較的低融点で扱いやすく、強度、接着性に優れ、かつ安価であるろう材、及び圧電デバイスを提供することを目的として、
組成比(Au(重量%),Ag(重量%),Sn(重量%))が、
Au、Ag、Snの三元組成図において、
点A1(41.8, 7.6,50.5)、
点A2(62.6, 3.4,34.0)、
点A3(75.7, 3.2,21.1)、
点A4(53.6,22.1,24.3)、
点A5(30.3,33.2,36.6)
に囲まれる領域にあるろう材が記載されている。
組成比(Au(重量%),Ag(重量%),Sn(重量%))が、
Au、Ag、Snの三元組成図において、
点A1(41.8, 7.6,50.5)、
点A2(62.6, 3.4,34.0)、
点A3(75.7, 3.2,21.1)、
点A4(53.6,22.1,24.3)、
点A5(30.3,33.2,36.6)
に囲まれる領域にあるろう材が記載されている。
高温用の鉛フリーはんだ材料に関しては、上記、引用文献以外にもさまざまな機関で開発されてはいるが、未だ低コストで汎用性のあるはんだ材料は見つかっていない。すなわち、一般的に電子部品や基板には熱可塑性樹脂や熱硬化性樹脂などの比較的耐熱温度の低い材料が多用されているため、作業温度を400℃未満、望ましくは370℃以下にする必要がある。しかしながら、例えば特許文献3に開示されているBi/Agろう材では、液相線温度が400〜700℃と高いため、接合時の作業温度も400〜700℃以上になると推測され、接合される電子部品や基板の耐熱温度を超えてしまうことになる。
そして、Au−Sn系はんだやAu−Ge系はんだの場合は非常に高価なAuを多量に使用するため、汎用のPb系はんだやSn系はんだなどに比較して格段に高価であり、実用化されてはいるものの、その使用範囲は水晶デバイス、SAWフィルター、そして、MEMSなどのとくに高い信頼性が必要とされる箇所のはんだ付けの使用に限られている。
加えて、Au系はんだは非常に硬く、加工しづらいため、例えば、シート形状に圧延加工する際に時間がかかったり、ロールに疵のつきづらい特殊な材質のものを用いたりしなければならず、コストがかかり、プレス成形時にもAu系はんだの硬くて脆い性質のため、クラックやバリが発生し易く、他のはんだに比較して収率が格段に低い。ワイヤ形状に加工する場合にも似たような深刻な問題があり、非常に圧力の高い押出機を使用しても硬いため、押出速度が遅くPb系はんだの数100分の1程度の生産性しかない。
さらに、このような加工性の悪さを解決するため、Au系はんだをはんだペースト化するなどの工夫もされているが、ボイド発生やさらなるコストアップなどの新たな問題を引き起こしてしまう。
一方、以上のような融点や加工性やコストなどを含め、Au系はんだのさまざまな課題を解決することを目的として開発された特許文献5に示すAu−Sn−Ag系はんだ合金にも次のような課題がある。
特許文献5は、比較的低融点で扱いやすく、強度、接着性に優れ、かつ安価であるろう材、及び圧電デバイスを提供する、と述べられている。さらに上記のようにAu、Sn、Agそれぞれの組成範囲を限定したことで、Au含有量を従来に比して減少させつつ、封止材として同等の特性が得られるようにしている、とも述べられている。しかし、特許文献5には強度や接着性が向上する理由について述べられていない。強度に関しては、「Au又はAgと固溶体を形成し、バルクの融点が400℃以上である金属元素を、0.1wt%以上3%以下含有する構成としてもよい。このような構成とすれば、ろう材の融点と硬さを上昇させ、耐熱性及び機械強度に優れるろう材が得られる。」との記載があるがどのようなメカニズムで強度が向上するかの説明が一切なく、発明が不明瞭である。また接着性(接合性や濡れ性のことと解釈できる)の向上する理由については一切記載がなく、このことから特許文献5のはんだ合金が有する接着性は一般的に使用されているはんだ合金と同じ程度であると思われる。
本発明は、かかる事情に鑑みてなされたものであり、その目的とするところは、融点が240℃〜300℃であって、水晶デバイス、SAWフィルター、そして、MEMS等の非常に高い信頼性を要求される電子部品や電子部品搭載装置の接合において十分に使用できるほど各種特性に優れ、その上特に低コストであり、かつ加工性と応力緩和性等に優れ、そして信頼性に優れた鉛フリー高温用Au−Sn−Ag系はんだ合金を提供することである。
そこで、上記目的を達成するために本発明によるAu−Sn−Ag系はんだ合金は、Snを55.0質量%以上70.0質量%以下含有し、Agを2.0質量%以上9.0質量%以下含有し、残部が製造上、不可避に含まれる元素を除き、Auからなることを特徴としている。
また、本発明においてはSnを58.0質量%以上63.0質量%以下含有し、Agを3.0質量%以上7.0質量%以下含有することが好ましい。
また、本発明においては、さらにAl、Cu、Ge、In、Mg、Ni、Sb、Zn及びPのいずれか1種以上を含有し、Alを含有する場合は0.01質量%以上0.8質量%以下、Cuを含有する場合は0.01質量%以上1.0質量%以下、Geを含有する場合は0.01質量%以上1.0質量%以下、Inを含有する場合は0.01質量%以上1.0質量%以下、Mgを含有する場合は0.01質量%以上0.5質量%以下、Niを含有する場合は0.01質量%以上0.7質量%以下、Sbを含有する場合は0.01質量%以上0.5質量%以下、Znを含有する場合は0.01質量%以上5.0質量%以下、Pを含有する場合は0.500質量%以下含有することが好ましい。
一方、本発明の電子部品は上記のAu−Sn−Ag系はんだ合金を用いて封止されていることを特徴としている。
また、本発明の電子部品搭載装置は上記のAu−Sn−Ag系はんだ合金を用いて封止された電子部品が搭載されていることを特徴としている。
本発明によれば、水晶デバイス、SAWフィルター、そして、MEMSなどの非常に高い信頼性を要求される箇所に使用可能な融点が240℃〜300℃である高温用Au系はんだ合金を、従来のAu系はんだよりも格段に安価に提供できる。さらには本発明のはんだ合金は加工性に優れるため、高温用の鉛フリーのはんだ合金を効率よく製造でき、より一層の低コスト化を実現でき、かつ、実用上十分な濡れ性を有し、信頼性等にも優れるAu系はんだを提供できる。したがって、工業的な貢献度は極めて高い。
以下、本発明のAu−Sn−Ag系はんだ合金について詳しく説明する。本発明のAu−Sn−Ag系はんだ合金の組成は、Snを55.0質量%以上70.0質量%以下含有し、Agを2.0質量%以上9.0質量%以下含有し、残部が製造上不可避に含まれる元素を除きAuから構成されることを基本組成とすることを特徴とする。
さらに本発明のはんだ合金はなお一層の特性改善を図るために第四番目以上の元素としてAl、Cu、Ge、In、Mg、Ni、Sb、Zn及びPのいずれか1種以上を含有してよく、Alを含有する場合は0.01質量%以上0.8質量%以下、Cuを含有する場合は0.01質量%以上1.0質量%以下、Geを含有する場合は0.01質量%以上1.0質量%以下、Inを含有する場合は0.01質量%以上1.0質量%以下、Mgを含有する場合は0.01質量%以上0.5質量%以下、Niを含有する場合は0.01質量%以上0.7質量%以下、Sbを含有する場合は0.01質量%以上0.5質量%以下、Znを含有する場合は0.01質量%以上5.0質量%以下、Pを含有する場合は0.500質量%以下含有する。
本発明のはんだ合金は、非常に高コストであるAu−20質量%Sn合金はんだなどのAu系はんだのコストを大幅に下げるとともに、優れた加工性を持たせるために比較的柔らかいSnをAu−20質量%Sn合金の共晶点の組成割合よりも過剰に含有させ、さらにAgを含有させる。また、さらにAl、Cu、Ge、In、Mg、Ni、Sb、Zn及びPのいずれか1種以上を含有していてもよい。まずAu−Sn−Agの3元型合金とすることにより融点を250℃前後まで下げることが可能となり、はんだ合金に求められる各種特性を満たすことができる。さらに第4元素以降を含有させることによって使用目的に合わせた特性により一層調整できる。本発明のAu−Sn−Ag系はんだ合金は主にAg3SnやAuSn4の金属間化合物から構成されるため、加工性に優れ、非常に高い信頼性の要求に対しても十分な接合性、濡れ性を有し、また各種特性を幅広い範囲で制御可能な優れたはんだ合金である。
本発明のはんだ合金はSnを60.6質量%を中心としてこの前後の量、すなわち55質量%〜70質量%のSnを含有している。そして、例えばAu−60.6質量%Sn−5.0質量%Ag合金(95質量%(Au25.5Sn74.5)5質量%Ag合金)であれば、図1の状態図に示すようにSn=74.5at.%のライン上(Ag3SnとAuSn4だけから成る)の組成を基本とするものとなる。なお、図1はAg=5wt.%(質量%)に固定し、AuとSnを原子比(at.%)を変えて状態図として示したものであり、図1に示すSn=74.5at.%は換算するとSn=60.6重量%になる。また、図1でSn=55質量%は換算するとSn=69.5at.%、Sn=70質量%は換算するとSn=82.3at.%である。
以下、本発明のはんだ合金に必須の元素について、さらに詳しく説明する。
以下、本発明のはんだ合金に必須の元素について、さらに詳しく説明する。
<Au>
Auは本発明のはんだ合金の主成分であり、当然、必須の元素である。Auは非常に酸化しづらいため、高い信頼性が要求される電子部品類の接合や封止用のはんだとして、特性面においては最も適している。このため、水晶デバイスやSAWフィルターの封止用としてAu系はんだが多用されており、本発明のはんだ合金もAuを基本とし、このような高信頼性を要求される技術分野に属するはんだを提供する。
Auは本発明のはんだ合金の主成分であり、当然、必須の元素である。Auは非常に酸化しづらいため、高い信頼性が要求される電子部品類の接合や封止用のはんだとして、特性面においては最も適している。このため、水晶デバイスやSAWフィルターの封止用としてAu系はんだが多用されており、本発明のはんだ合金もAuを基本とし、このような高信頼性を要求される技術分野に属するはんだを提供する。
ただし、Auは非常に高価な金属であるため、コスト面からするとできるだけ使わない方がよく、Au含有量を1質量%でも下げることが望まれている。このため、一般的なレベルの信頼性を要求される電子部品にはほとんど使用されていない。本発明のはんだ合金は、Au−20質量%Snはんだ合金に比較して、Sn含有量を多くしてAgを含有させることにより、Au含有量を格段に低く抑え低コスト化を実現するとともに、濡れ性や接合性といった特性面ではAu−20質量%Snはんだと同等以上であり、かつ、柔軟性、加工性に優れる。
<Sn>
Snは本発明のはんだにおいて主成分をあり、当然、必須の元素である。Au−Snはんだ合金は、通常、共晶点付近の組成、つまりAu−20質量%Sn付近の組成で使用され、これによって、固相線温度が280℃になり、かつ、結晶が微細化し、比較的柔軟性が得られるわけである。しかし、共晶合金と言ってもAu−20質量%Sn合金はAu1Sn1金属間化合物とAu5Sn1金属間化合物から構成されているため、硬くて脆い。このため、加工しづらく、例えば、圧延によってシート状に加工する際には少しずつしか薄くしていくことができず生産性が悪かったり、圧延時に多数のクラックが入って収率が悪かったりするわけだが、金属間化合物の硬くて脆い性質は一般的には変えることができない。このように硬くて脆い材料ではあるが、酸化しにくく濡れ性、信頼性に優れるため、高信頼用途に使用されているわけである。
Snは本発明のはんだにおいて主成分をあり、当然、必須の元素である。Au−Snはんだ合金は、通常、共晶点付近の組成、つまりAu−20質量%Sn付近の組成で使用され、これによって、固相線温度が280℃になり、かつ、結晶が微細化し、比較的柔軟性が得られるわけである。しかし、共晶合金と言ってもAu−20質量%Sn合金はAu1Sn1金属間化合物とAu5Sn1金属間化合物から構成されているため、硬くて脆い。このため、加工しづらく、例えば、圧延によってシート状に加工する際には少しずつしか薄くしていくことができず生産性が悪かったり、圧延時に多数のクラックが入って収率が悪かったりするわけだが、金属間化合物の硬くて脆い性質は一般的には変えることができない。このように硬くて脆い材料ではあるが、酸化しにくく濡れ性、信頼性に優れるため、高信頼用途に使用されているわけである。
しかし、Auは非常に高価な金属であるためAu系はんだの低コスト化は解決すべき重要な課題である。この課題を解決すべく、本発明のはんだ合金はSnを60.6質量%、Agを5.0質量%、残部が不可避的に含まれる元素を除きAuからなる組成付近を基本としていることを特徴する。このような合金組成にする理由ははんだ合金の低コスト化はもちろん、図1のAu−Sn−Ag系3元系状態に示すようにAu−60.6質量%Sn−5.0質量%Ag合金(95質量%(Au25.5Sn74.5)5質量%Ag合金)がAg3Sn金属間化合物、AuSn4金属間化合物から構成され、Au−20質量%Sn合金よりも柔軟な性質を持つためである。
つまりAg3Sn、AuSn4は金属間化合物ではあるが、Au−20質量%を構成するAu1Sn1金属間化合物、Au5Sn1金属間化合物よりは柔軟性を有するのである。さらにAu−60.6質量%Sn−5.0質量%Ag合金を液相線温度を超える、例えば270℃以上の溶融状態から冷却していくとまずAuSn2金属間化合物が生成され、さらに温度を下げるとAg3Sn、そして240℃の固相線温度以下に下げていくとAuSn2がAuSn4となって、はんだ合金がAg3SnとAuSn4金属間化合物から構成されることとなる。このように結晶生成過程は、(1)液相→(2)AuSn2+液相→(3)AuSn2+Ag3Sn+液相→AuSn4+Ag3Snといった過程を辿るため、AuSn4やAg3Snが微細な結晶構造となり、このため柔軟性を有し、さらにクラック等も進展しづらく接合信頼性が高いはんだ合金となるのである。
なお、固相線温度が240℃程度だと高温用はんだとしては低めであるが、液相の割合が少なければ高温用はんだとして十分に使用できるものであり、使用目的に合わせて液相が問題にならないで使用可能な場合に使用すればよいのである。
このように優れた特性を有するAu−Sn−Ag系はんだ合金におけるSnの含有量は55.0質量%以上70.0質量%以下である。55.0質量%(例えば、Ag=5wt.%とすると図1において69.5at.%)未満であると液相線温度が高くなりすぎて良好な接合ができなくなってしまう。また液相線温度と固相線温度の差が大きくなりすぎて溶け別れ現象などが生じてしまう。さらにAu含有量も多くなりやすくなるためコスト削減効果も限定されたものとなってしまう。一方、Snの含有量が70.0質量%(例えば、Ag=5wt.%とすると図1において82.3at.%)を越えてしまうと固相線温度が低くなり過ぎてしまう。さらに結晶粒の粗大化が顕著になり信頼性などを大きく低下させてしまったり、Sn含有量が多くなり過ぎ、酸化しやすくなってしまい、Au系はんだの特徴である良好な濡れ性を失い、よって、高い接合信頼性を得ることが難しくなってしまう。
Sn含有量が58.0質量%以上63.0質量%以下であれば、液相線温度と固相線温度の差が小さく、酸化の影響が少ないため、とくに良好な接合が得られて好ましい。
<Ag>
Agは本発明のはんだにおいて必須の元素であり、Agを含有させることによってAu含有量を低減させ、はんだ合金の低コスト化に寄与するだけでなく、Au−Snはんだの融点を調整したり、また柔軟性や加工性を向上させ、よって、応力緩和性、信頼性、生産性、収率等を向上させることができる重要な元素である。
Agは本発明のはんだにおいて必須の元素であり、Agを含有させることによってAu含有量を低減させ、はんだ合金の低コスト化に寄与するだけでなく、Au−Snはんだの融点を調整したり、また柔軟性や加工性を向上させ、よって、応力緩和性、信頼性、生産性、収率等を向上させることができる重要な元素である。
Agを含有させる主な効果は以下のとおりである。Agを含有させることによって、Au−Sn−Ag系合金の液相線温度を265℃まで下げることができる。これによってAu−20質量%Snの融点(280℃)に近づけることが可能となるのである。そして、はんだ合金を主にAg3Sn、AuSn4金属間化合物から構成させることが可能となり、この金属間化合物がAu−20質量%SnのAu1Sn1やAu5Sn1金属間化合物より柔軟であるため、Au−Sn−Ag合金はAu−20質量%よりも柔軟であり、よって加工性、応力緩和性、信頼性等に優れるのである。
また、Agを含有させることによりAu含有量を低減でき、はんだ合金のさらなる低コスト化が可能となることである。さらにはAgはAuの次に酸化しづらい金属であることからはんだ表面が酸化しづらくなり、かつ各種金属との反応性に優れるため濡れ性を向上させる効果が期待できる。
このような優れた特性をはんだ合金に付与することができるAgの含有量は2.0質量%以上9.0質量%以下である。Agの含有量がこの範囲であれば、液相線温度や固相線温度がはんだ接合において許容範囲内にあり、良好な接合が可能である。さらに高融点の金属間化合物などを生成することもなく、十分な濡れ性や接合強度、接合信頼性を得ることができる。
さらに好ましいAg含有量は3.0質量%以上7.0質量%以下であり、この範囲にあればAgを含有させた効果がより一層顕著に現れるのである。
<Al、Ge、Mg>
Al、Ge、Mgは本発明において各種特性を改善または調整するために含有してよい元素であり、これらの元素を含有させることによって得られる主な効果は同じであり、濡れ性の向上にある。
Al、Ge、Mgは本発明において各種特性を改善または調整するために含有してよい元素であり、これらの元素を含有させることによって得られる主な効果は同じであり、濡れ性の向上にある。
Alは、Auに数質量%固溶し、Snに僅かに固溶し、Agには数質量%固溶する。このようにAlは固体の状態ではAu−Sn−Ag系合金に少量固溶した状態であるが、接合時に溶融した状態ではAlがAu、Sn、Agよりも酸化し易いため、Alが優先的に酸化してはんだ表面に薄い酸化膜を生成し、母相の酸化進行を抑制することによって濡れ性を向上させる。このような濡れ性向上効果のあるAlの含有量は0.01質量%以上0.8質量%以下である。0.01質量%未満では含有量が少なすぎてAlを含有させた効果が実質的に現れず、0.8質量%を超えると酸化膜が厚くなりすぎて逆に濡れ性を低下させてしまう。Alの含有量が0.1質量%以上0.5質量%以下であれば含有させた効果がより顕著に現れて好ましい。
Geは、Auと固溶体から成る共晶合金を生成し、Snにはほとんど固溶せず、Agとは固溶体から成る共晶合金を生成する。GeはSnと金属間化合物を生成させない程度で含有することがはんだ合金の脆化等を起こさせないために好ましい。Geが濡れ性を向上させるメカニズムは以下のとおりである。Geは比重が比較的小さく溶融はんだ中において、ある程度はんだ表面に浮いて酸化し薄い酸化膜を生成し母相の酸化進行を抑制し濡れ性を向上させる。このような効果のあるGeの含有量は0.01質量%以上1.0質量%以下である。Ge含有量が0.01質量%未満では含有量が少なすぎて実質的に効果が現れず、1.0質量%を超えると含有量が多すぎてはんだ合金の脆化やGeの偏析等を起こし接合性や信頼性を低下させてしまう。
Mgは、AuとAuMg3金属間化合物を生成し、Snにはほとんど固溶せずMg2Sn金属間化合物を生成し、Agには6質量%程度固溶する。Mgを含有させる主な効果は濡れ性の向上であるが、このように金属間化合物を多く生成するため、脆くなる傾向があり多くは含有させることができない。Mgの濡れ性向上のメカニズムは次のとおりである。Mgは非常に酸化しやすいため少量含有させることで自らが酸化し濡れ性を向上させる。前述のように多くは含有させることができないが還元性が非常に強いため少量含有させただけでも効果を発揮するのである。Mgの含有量は0.01質量%以上0.5質量%以下である。0.01質量%未満では含有量が少なすぎて実質的に効果が現れない。一方でMg含有量が0.5質量%を超えると上記のとおり、脆いAuMg3金属間化合物やMg2Sn金属間化合物を生成してしまい、信頼性等が極端に低下してしまう。
<Cu、In、Sb>
Cu、In、Sbは本発明において各種特性を改善または調整するために含有してよい元素であり、これらの元素を含有させることによって得られる主な効果は同じであり、はんだ中のクラック進展の抑制にある。
Cu、In、Sbは本発明において各種特性を改善または調整するために含有してよい元素であり、これらの元素を含有させることによって得られる主な効果は同じであり、はんだ中のクラック進展の抑制にある。
Cuは、AuとAuCu金属間化合物を生成し、SnやAgには固溶する。金属間化合物は許容範囲を超えて生成してしまったり粗大なものが存在したりしてしまうと脆くなり、搭載したチップの傾き等も発生するため避けなければならない。しかし、金属間化合物が適量生成し、はんだ中に微細に分散した場合、はんだの引張強度が向上しクラック抑制効果を発揮する。つまり、熱応力等によってはんだ中にクラックが進展する際、金属間化合物が分散しているとクラックの先端が金属間化合物にぶつかり、硬い金属間化合物によってクラック進展が止められるのである。このメカニズムは例えばPb−Sn−Ag系はんだのAg3Sn金属間化合物のクラック抑制効果、すなわち信頼性向上効果と基本的に同じメカニズムである。このような優れた効果を発揮するCuの含有量は0.01質量%以上1.0質量%以下である。Cu含有量が0.01質量%未満では含有量が少なすぎて効果が発揮されず、1.0質量%を超えると金属間化合物が許容量を超えて発生し、硬くて脆くなり、信頼性等を低下させてしまう。
Inは、Auにはほとんど固溶せず、Snには1質量%程度固溶し、Agには20数質量%固溶する。Inをはんだ合金中に含有させると固溶強化によりはんだの引張強度が適度に上がりクラックが進展しづらくなるのである。このような効果を有するInの含有量は0.01質量%以上1.0質量%以下である。In含有量が0.01質量%未満では含有量が少なすぎて効果が現れず、1.0質量%を超えると強度が上がりすぎて応力緩和効果が低下し、チップ接合体に熱応力等が加わった際にはんだが応力を緩和できずチップが割れてしまったりしてしまう。
Sbは、AuとAu固溶体とAuSb2から成る共晶合金を生成し、Snには僅かに固溶し、Agには7質量%程度固溶する。Sbを含有させる効果ははんだ中のクラック進展の抑制であり、そのメカニズムはInと同様である。すなわち、Sbをはんだ合金中に含有させると固溶強化によりはんだの引張強度が適度に上がりクラックが進展しづらくなるのである。このような効果を有するSbの含有量は0.01質量%以上0.5質量%以下である。Sb含有量が0.01質量%未満では含有量が少なすぎて効果が現れず、0.5質量%を超えると強度が上がりすぎてチップ接合後の冷却時にはんだが収縮する際、はんだの硬さに負けてチップが割れてしまったりしてしまう。
<Ni>
Niは本発明において各種特性を改善または調整するために含有してよい元素であり、その効果は結晶微細化による接合信頼性等の向上にある。NiはSnやAgに僅かにではあるが固溶する。そして、このように僅かにはんだ合金に含有されたNiははんだが溶融状態から冷却されて固化する際、まず高融点のNiがはんだ中に分散して生成し、そのNiを核として結晶が生成する。このため、はんだの結晶が微細化した構造となる。このように微細結晶化されたはんだは引張強度が向上し、かつクラックは基本的に粒界を沿うように進展していくためクラックがより進展しづらくなり、よってヒートサイクル試験等の信頼性が向上するのである。このような効果を発揮するNiの含有量は0.01質量%以上0.7質量%以下である。Ni含有量が0.01質量%未満では含有量が少なすぎて効果が現れず、0.7質量%を超えると逆に結晶粒が粗大になってしまい信頼性等を低下させてしまう。
Niは本発明において各種特性を改善または調整するために含有してよい元素であり、その効果は結晶微細化による接合信頼性等の向上にある。NiはSnやAgに僅かにではあるが固溶する。そして、このように僅かにはんだ合金に含有されたNiははんだが溶融状態から冷却されて固化する際、まず高融点のNiがはんだ中に分散して生成し、そのNiを核として結晶が生成する。このため、はんだの結晶が微細化した構造となる。このように微細結晶化されたはんだは引張強度が向上し、かつクラックは基本的に粒界を沿うように進展していくためクラックがより進展しづらくなり、よってヒートサイクル試験等の信頼性が向上するのである。このような効果を発揮するNiの含有量は0.01質量%以上0.7質量%以下である。Ni含有量が0.01質量%未満では含有量が少なすぎて効果が現れず、0.7質量%を超えると逆に結晶粒が粗大になってしまい信頼性等を低下させてしまう。
<Zn>
Znは本発明において各種特性を改善または調整するために含有してよい元素であり、その主な効果は濡れ性、接合性の向上にある。ZnはAuに約4質量%固溶し、Snとは固溶体同士の共晶合金を生成し、Agには20質量%以上固溶する。このようにはんだ合金に固溶したり共晶合金を生成するZnは硬くて脆い金属間化合物を許容範囲以上に生成することはなく、よって機械的特性等には大きな影響は及ぼさない。そしてZnは基板の主成分であるCuなどと反応性がよいため、濡れ性、接合性を向上させる。つまりはんだ中のZnはCu等と反応し基板に濡れ広がりながら合金化して強固な合金層を生成するのである。このような効果を有するZnの含有量は0.01質量%以上5.0質量%以下である。Zn含有量が0.01質量%未満では含有量が少なすぎて実質的に効果が現れず、5.0質量%を超えると合金層が厚くなり過ぎたり酸化し易いZnによってはんだ表面の酸化膜が厚くなりすぎて濡れ性低下等を引き起こしてしまう。そして濡れ性が低下すると合金相が十分に生成できなかったりボイドが多くなったりして接合強度などの低下も顕著に起きてしまう。
Znは本発明において各種特性を改善または調整するために含有してよい元素であり、その主な効果は濡れ性、接合性の向上にある。ZnはAuに約4質量%固溶し、Snとは固溶体同士の共晶合金を生成し、Agには20質量%以上固溶する。このようにはんだ合金に固溶したり共晶合金を生成するZnは硬くて脆い金属間化合物を許容範囲以上に生成することはなく、よって機械的特性等には大きな影響は及ぼさない。そしてZnは基板の主成分であるCuなどと反応性がよいため、濡れ性、接合性を向上させる。つまりはんだ中のZnはCu等と反応し基板に濡れ広がりながら合金化して強固な合金層を生成するのである。このような効果を有するZnの含有量は0.01質量%以上5.0質量%以下である。Zn含有量が0.01質量%未満では含有量が少なすぎて実質的に効果が現れず、5.0質量%を超えると合金層が厚くなり過ぎたり酸化し易いZnによってはんだ表面の酸化膜が厚くなりすぎて濡れ性低下等を引き起こしてしまう。そして濡れ性が低下すると合金相が十分に生成できなかったりボイドが多くなったりして接合強度などの低下も顕著に起きてしまう。
<P>
Pは本発明において各種特性を改善または調整するために含有してよい元素であり、その効果は濡れ性の向上にある。Pが濡れ性を向上させるメカニズムは、還元性が強く、自ら酸化することによって、はんだ合金表面の酸化を抑制すると共に基板面を還元し、濡れ性を向上させることにある。一般にAu系はんだが酸化し難く、濡れ性に優れていると言っても、接合面の酸化物を除去することはできない。ところが、Pは、はんだ表面の酸化膜の除去だけではなく、基板などの接合面の酸化膜も除去することが可能である。このはんだ表面と接合面の酸化膜除去の効果により、酸化膜によって形成される隙間(ボイド)も低減することができる。このPの効果によって、接合性や信頼性等が更に向上する。
Pは本発明において各種特性を改善または調整するために含有してよい元素であり、その効果は濡れ性の向上にある。Pが濡れ性を向上させるメカニズムは、還元性が強く、自ら酸化することによって、はんだ合金表面の酸化を抑制すると共に基板面を還元し、濡れ性を向上させることにある。一般にAu系はんだが酸化し難く、濡れ性に優れていると言っても、接合面の酸化物を除去することはできない。ところが、Pは、はんだ表面の酸化膜の除去だけではなく、基板などの接合面の酸化膜も除去することが可能である。このはんだ表面と接合面の酸化膜除去の効果により、酸化膜によって形成される隙間(ボイド)も低減することができる。このPの効果によって、接合性や信頼性等が更に向上する。
尚、Pは、はんだ合金や基板を還元して酸化物になると同時に気化し、雰囲気ガスに流されるため、はんだや基板等に残らない。このため、Pの残渣が信頼性等に悪影響を及ぼす可能性はなく、この点からもPは優れた元素と言える。本発明のはんだ合金がPを含有する場合、Pの含有量は0.500質量%以下が好ましい。Pは非常に還元性が強いため、微量を含有させれば濡れ性向上の効果が得られるが、0.500質量%を超えて含有しても濡れ性向上の効果はあまり変わらず、過剰な含有によってPやP酸化物の気体が多量に発生し、ボイド率を上げてしまったり、Pが脆弱な相を形成して偏析し、はんだ接合部を脆化して信頼性を低下させたりするおそれがある。
以下、具体的な実施例を挙げて本発明をさらに詳細に説明するが、本発明はこれら実施例によって何ら限定されるものではない。
まず、原料として純度99.999質量%以上のAu、純度99.99質量%以上のSn、Ag、Al、Cu、Ge、In、Mg、Ni、Sb、Zn及びPを準備した。大きな薄片やバルク状の原料については、溶解後の合金においてサンプリング場所による組成のバラツキがなく均一になるように留意しながら切断、粉砕等を行い、3mm以下の大きさに細かくした。次に、高周波溶解炉用グラファイトるつぼに、これら原料から表1の試料1〜25及び表2の試料31〜77の各試料に相当する所定量を秤量して入れた。
まず、原料として純度99.999質量%以上のAu、純度99.99質量%以上のSn、Ag、Al、Cu、Ge、In、Mg、Ni、Sb、Zn及びPを準備した。大きな薄片やバルク状の原料については、溶解後の合金においてサンプリング場所による組成のバラツキがなく均一になるように留意しながら切断、粉砕等を行い、3mm以下の大きさに細かくした。次に、高周波溶解炉用グラファイトるつぼに、これら原料から表1の試料1〜25及び表2の試料31〜77の各試料に相当する所定量を秤量して入れた。
原料の入ったるつぼを高周波溶解炉に入れ、酸化を抑制するために窒素を原料1kg当たり0.7L/分以上の流量で流した。この状態で溶解炉の電源を入れ、原料を加熱溶融させた。金属が溶融しはじめたら混合棒でよく攪拌し、局所的な組成のばらつきが起きないように均一に混ぜた。十分溶融したことを確認した後、高周波電源を切り、速やかにるつぼを取り出し、るつぼ内の溶湯をはんだ母合金の鋳型に流し込んだ。鋳型には、圧延用に厚さ4mm×幅45mm×長さ250mmの板状の合金が得られるものを使用した。
このようにして、原料の混合比率を変えた以外は上記と同様にして、試料1〜25及び試料31〜77のはんだ母合金を作製した。これらの各試料のはんだ母合金について、ICP発光分光分析器(SHIMAZU S−8100)を用いて組成分析を行った。得られた分析結果を下記表1と表2に示した。表1はAuとSnとAgとからなる例を示し、表2はさらにAl、Cu、Ge、In、Mg、Ni、Sn、Zn及びPのいずれか1種以上を含有する例を示したものである。
次に、上記試料1〜25及び試料31〜77の各はんだ母合金について、温間圧延機を用いてシート状に加工してクラック等の発生率を調べることで1番目の加工性の評価とした。そして、このシート状の試料を用い、プレス機で0.6mm×0.6mmの長方形状に打抜いてプリフォーム材(打抜き品)を作り、その打抜き品の合格率を調べることで2番目の加工性の評価とした。そして、この打ち抜き品を用いて基板とSiチップを挟んで接合した接合体を用いてヒートサイクル試験による信頼性評価を行った。以下、試料の加工方法、各評価について説明し、得られた各評価結果を表3と表4に示す。
<シートの製造方法(加工性の評価1)>
準備した試料1〜25及び試料31〜77の厚さ4mm×幅45mm×長さ250mmの板状母合金試料を温間圧延機で圧延した。圧延条件はすべての試料において同じである。圧延回数は5回、圧延速度は15〜30cm/秒、ロール温度は210℃とし、5回の圧延で30.0±1.3μmまで圧延した。圧延後の各試料において、シート10mあたり、クラックやバリが発生しなかった場合を「○」、クラックやバリが1個以上発生した場合を「×」として、1番目の加工性の評価とした。
準備した試料1〜25及び試料31〜77の厚さ4mm×幅45mm×長さ250mmの板状母合金試料を温間圧延機で圧延した。圧延条件はすべての試料において同じである。圧延回数は5回、圧延速度は15〜30cm/秒、ロール温度は210℃とし、5回の圧延で30.0±1.3μmまで圧延した。圧延後の各試料において、シート10mあたり、クラックやバリが発生しなかった場合を「○」、クラックやバリが1個以上発生した場合を「×」として、1番目の加工性の評価とした。
<打抜き(加工性の評価2)>
シート状に加工した各試料をプレス機で打抜いて、打抜き品を製造した。形状は0.6mm×0.6mmの四角形状として、各試料1000個ずつ打抜いて製造した。打抜き品にワレ、カケ、バリなどがあった場合を不良品とし、そのようなものが無くきれいな四角に打抜けた場合を良品とし、良品数を打抜き数(1000)で割り100をかけて合格率(%)を算出した。
シート状に加工した各試料をプレス機で打抜いて、打抜き品を製造した。形状は0.6mm×0.6mmの四角形状として、各試料1000個ずつ打抜いて製造した。打抜き品にワレ、カケ、バリなどがあった場合を不良品とし、そのようなものが無くきれいな四角に打抜けた場合を良品とし、良品数を打抜き数(1000)で割り100をかけて合格率(%)を算出した。
<ボイド率の測定(濡れ性の評価)>
濡れ性評価は上記の打抜き品を用いて行った。まず、ダイボンダー(ウェストボンド社製、MODEL:7327C)を起動し、加熱するヒーター部分にカバーをしてヒーター部の周囲から窒素を流した(窒素流量:合計8L/分)。その後、ヒーター設定温度を融点より50℃高い温度にして加熱した。
濡れ性評価は上記の打抜き品を用いて行った。まず、ダイボンダー(ウェストボンド社製、MODEL:7327C)を起動し、加熱するヒーター部分にカバーをしてヒーター部の周囲から窒素を流した(窒素流量:合計8L/分)。その後、ヒーター設定温度を融点より50℃高い温度にして加熱した。
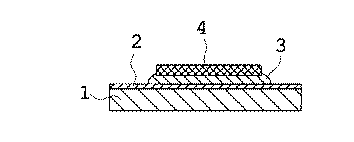
ヒーター温度が設定値で安定した後、図2に示すようにNiメッキ2(膜厚:3.0μm)をしたCu基板1(板厚:0.3mm)をヒーター部にセッティング後、25秒加熱した。次に、はんだ合金3をNiメッキ2をしたCu基板1の上に載せ、25秒加熱し、その直後にSiチップ4を載せて3秒間スクラブした。スクラブが終了した後はCu基板をヒーター部から取り上げてその横の窒素雰囲気が保たれている場所に一旦設置して冷却した。十分に冷却した後、作製した図2に示す接合体を大気中に取り出した。
濡れ性を確認するため、得た接合体のボイド率をX線透過装置(株式会社 東芝製 TOSMICRON−6125)を用いて測定した。試料(はんだ合金)でSiチップとCu基板が接合された接合体の接合面をSiチップ上部から垂直にX線を透過し、以下の計算式(1)を用いてボイド率を算出した。
ボイド率 = ボイド面積÷(ボイド面積+はんだとCu基板の接合面積)×100 (%)・・・(1)式
ボイド率 = ボイド面積÷(ボイド面積+はんだとCu基板の接合面積)×100 (%)・・・(1)式
<ヒートサイクル試験(信頼性の評価)>
はんだ接合の信頼性を評価するためにヒートサイクル試験を行った。なお、この試験は、上記濡れ性評価と同様にして得たはんだ合金でSiチップとCu基板が接合された図2に示す接合体を用いて行った。まず、接合体に対して、−40℃の冷却と250℃の加熱を1サイクルとして、これを所定のサイクル繰り返した。その後、はんだ合金が接合されたCu基板を樹脂に埋め込み、断面研磨を行い、SEM(日立製作所製 S−4800)により接合面の観察を行った。接合面にはがれやはんだにクラックが入っていた場合を「×」、そのような不良がなく、初期状態と同様の接合面を保っていた場合を「○」とした。
はんだ接合の信頼性を評価するためにヒートサイクル試験を行った。なお、この試験は、上記濡れ性評価と同様にして得たはんだ合金でSiチップとCu基板が接合された図2に示す接合体を用いて行った。まず、接合体に対して、−40℃の冷却と250℃の加熱を1サイクルとして、これを所定のサイクル繰り返した。その後、はんだ合金が接合されたCu基板を樹脂に埋め込み、断面研磨を行い、SEM(日立製作所製 S−4800)により接合面の観察を行った。接合面にはがれやはんだにクラックが入っていた場合を「×」、そのような不良がなく、初期状態と同様の接合面を保っていた場合を「○」とした。
上記表3及び表4から分かるように、本発明の要件を満たしている試料1〜14及び試料31〜61のはんだ母合金は、各評価項目において良好な特性を示している。つまり、加工性は良好であり、シートに加工してもクラック等の発生はなく、打抜き品合格率も100%であり、比較例である試料24のAu−20質量%Sn共晶合金と比較しても加工性が優れることが分かる。ボイド率についてボイドの発生が無く0.0%であり良好な濡れ性、接合性を示した。そして、信頼性に関する評価であるヒートサイクル試験においても良好な結果が得られており、500サイクル経過後も不良が現れなかった。
一方、本発明の要件を満たしていない比較例の試料15〜25及び試料62〜77のはんだ合金は、少なくともいずれかの特性において好ましくない結果となった。すなわち、加工性が悪くてシート加工時にクラック等が発生し、打抜き品合格率も低く、ボイド率も試料23〜25を除き20.0%以上であり、ヒートサイクル試験でも試料24を除き500回までに全てに不良が発生した。
なお、本発明のはんだは上記の各特性において良好な結果であるだけに留まらず、Au含有量が約25〜40質量%と非常に少なく、Au−Sn系はんだにおいて最も一般的な共晶点の組成である80質量%Au−20質量%SnよりもAu含有量を格段に少なくすることが可能であり、低コスト化できることが分かる。
1 Cu基板
2 Niメッキ
3 はんだ合金
4 Siチップ
2 Niメッキ
3 はんだ合金
4 Siチップ
Claims (5)
- Snを55.0質量%以上70.0質量%以下含有し、Agを2.0質量%以上9.0質量%以下含有し、残部が製造上、不可避に含まれる元素を除き、Auからなることを特徴とするAu−Sn−Ag系はんだ合金。
- Snを58.0質量%以上63.0質量%以下含有し、Agを3.0質量%以上7.0質量%以下含有することを特徴とする請求項1に記載のAu−Sn−Ag系はんだ合金。
- さらにAl、Cu、Ge、In、Mg、Ni、Sb、Zn及びPのいずれか1種以上を含有し、Alを含有する場合は0.01質量%以上0.8質量%以下、Cuを含有する場合は0.01質量%以上1.0質量%以下、Geを含有する場合は0.01質量%以上1.0質量%以下、Inを含有する場合は0.01質量%以上1.0質量%以下、Mgを含有する場合は0.01質量%以上0.5質量%以下、Niを含有する場合は0.01質量%以上0.7質量%以下、Sbを含有する場合は0.01質量%以上0.5質量%以下、Znを含有する場合は0.01質量%以上5.0質量%以下、Pを含有する場合は0.500質量%以下含有することを特徴とする請求項1又は2に記載のAu−Sn−Ag系はんだ合金。
- 請求項1〜3のいずれかに記載のAu−Sn−Ag系はんだ合金を用いて封止されていることを特徴とする電子部品。
- 請求項4に記載の電子部品が搭載されていることを特徴とする電子部品搭載装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014194086A JP2016028829A (ja) | 2014-07-16 | 2014-09-24 | Au−Sn−Ag系はんだ合金並びにこのAu−Sn−Ag系はんだ合金を用いて封止された電子部品及び電子部品搭載装置 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014145861 | 2014-07-16 | ||
| JP2014145861 | 2014-07-16 | ||
| JP2014194086A JP2016028829A (ja) | 2014-07-16 | 2014-09-24 | Au−Sn−Ag系はんだ合金並びにこのAu−Sn−Ag系はんだ合金を用いて封止された電子部品及び電子部品搭載装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2016028829A true JP2016028829A (ja) | 2016-03-03 |
Family
ID=55435030
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014194086A Pending JP2016028829A (ja) | 2014-07-16 | 2014-09-24 | Au−Sn−Ag系はんだ合金並びにこのAu−Sn−Ag系はんだ合金を用いて封止された電子部品及び電子部品搭載装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2016028829A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016073979A (ja) * | 2014-10-02 | 2016-05-12 | 住友金属鉱山株式会社 | ボール状Au−Sn−Ag系はんだ合金並びにこのボール状Au−Sn−Ag系はんだ合金を用いて封止された電子部品及び電子部品搭載装置 |
| CN111440965A (zh) * | 2020-04-15 | 2020-07-24 | 深圳市兴鸿泰锡业有限公司 | 一种抗氧化合金线及其制备工艺 |
-
2014
- 2014-09-24 JP JP2014194086A patent/JP2016028829A/ja active Pending
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016073979A (ja) * | 2014-10-02 | 2016-05-12 | 住友金属鉱山株式会社 | ボール状Au−Sn−Ag系はんだ合金並びにこのボール状Au−Sn−Ag系はんだ合金を用いて封止された電子部品及び電子部品搭載装置 |
| CN111440965A (zh) * | 2020-04-15 | 2020-07-24 | 深圳市兴鸿泰锡业有限公司 | 一种抗氧化合金线及其制备工艺 |
| CN111440965B (zh) * | 2020-04-15 | 2022-01-14 | 深圳市兴鸿泰锡业有限公司 | 一种抗氧化合金线及其制备工艺 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2015087588A1 (ja) | Au-Sn-Ag系はんだ合金並びにこのAu-Sn-Ag系はんだ合金を用いて封止された電子部品及び電子部品搭載装置 | |
| JP5206779B2 (ja) | Znを主成分とするPbフリーはんだ合金 | |
| JP5962461B2 (ja) | Au−Ge−Sn系はんだ合金 | |
| JP5861559B2 (ja) | PbフリーIn系はんだ合金 | |
| JP6036202B2 (ja) | Au−Ag−Ge系はんだ合金 | |
| JP5633816B2 (ja) | Au−Sn合金はんだ | |
| JP2016026884A (ja) | 中低温用のBi−Sn−Al系はんだ合金及びはんだペースト | |
| JP2016028829A (ja) | Au−Sn−Ag系はんだ合金並びにこのAu−Sn−Ag系はんだ合金を用いて封止された電子部品及び電子部品搭載装置 | |
| JP2015157307A (ja) | Au−Sn−Ag系はんだ合金並びにこのAu−Sn−Ag系はんだ合金を用いて封止された電子部品及び電子部品搭載装置 | |
| JP2016059924A (ja) | Au−Sn−Ag系はんだ合金並びにこのAu−Sn−Ag系はんだ合金を用いて封止された電子部品及び電子部品搭載装置 | |
| JP5699897B2 (ja) | Znを主成分とするPbフリーはんだ合金 | |
| JP2016059943A (ja) | ボール状Au−Ge−Sn系はんだ合金及び該はんだ合金を用いた電子部品 | |
| JP5979083B2 (ja) | PbフリーAu−Ge−Sn系はんだ合金 | |
| JP2013123741A (ja) | 塑性変形性に優れたPbフリーはんだ合金 | |
| JP2017196647A (ja) | Au−Sn−Ag−α系はんだ合金及びそのはんだ材料並びに該はんだ材料を用いて接合又は封止された実装基板 | |
| JP5633815B2 (ja) | Au−Sn合金はんだ | |
| JP2016026883A (ja) | 中低温用のBi−Sn−Zn系はんだ合金及びはんだペースト | |
| JP2017185520A (ja) | Au−Sn系はんだ合金 | |
| JP5633812B2 (ja) | Au−Sn系合金はんだ | |
| JP2015020189A (ja) | Auを主成分とするPbフリーAu−Ge−Sn系はんだ合金 | |
| JP5699898B2 (ja) | Znを主成分とするPbフリーはんだ合金 | |
| JP2017225979A (ja) | 高温用PbフリーZn系はんだ合金 | |
| JP6128062B2 (ja) | Au−Ge−Sn系はんだ合金 | |
| JP2016087608A (ja) | エネルギー吸収量が制御されたPbフリーAu−Ge−Sn系はんだ合金及びこれを用いて封止若しくは接合された電子部品 | |
| JP2015208777A (ja) | ボール状Au−Ag−Ge系はんだ合金並びにこのボール状Au−Ag−Ge系はんだ合金を用いて封止された電子部品及び電子部品搭載装置 |