JP2014146741A - 半導体装置の製造方法及び導電性構造体 - Google Patents
半導体装置の製造方法及び導電性構造体 Download PDFInfo
- Publication number
- JP2014146741A JP2014146741A JP2013015316A JP2013015316A JP2014146741A JP 2014146741 A JP2014146741 A JP 2014146741A JP 2013015316 A JP2013015316 A JP 2013015316A JP 2013015316 A JP2013015316 A JP 2013015316A JP 2014146741 A JP2014146741 A JP 2014146741A
- Authority
- JP
- Japan
- Prior art keywords
- electrode
- conductive structure
- holding plate
- mold resin
- mold
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000004065 semiconductor Substances 0.000 title claims abstract description 96
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 35
- 239000011347 resin Substances 0.000 claims abstract description 146
- 229920005989 resin Polymers 0.000 claims abstract description 146
- 238000000465 moulding Methods 0.000 claims abstract description 25
- 238000007711 solidification Methods 0.000 claims abstract description 16
- 230000008023 solidification Effects 0.000 claims abstract description 16
- 230000000149 penetrating effect Effects 0.000 claims abstract description 11
- 238000000034 method Methods 0.000 claims description 68
- 239000004020 conductor Substances 0.000 claims description 12
- 235000012431 wafers Nutrition 0.000 description 69
- 239000000758 substrate Substances 0.000 description 65
- 239000012790 adhesive layer Substances 0.000 description 44
- 239000010410 layer Substances 0.000 description 40
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 16
- 239000010703 silicon Substances 0.000 description 16
- 229910052710 silicon Inorganic materials 0.000 description 16
- 238000012986 modification Methods 0.000 description 13
- 230000004048 modification Effects 0.000 description 13
- 230000035515 penetration Effects 0.000 description 11
- 239000010949 copper Substances 0.000 description 9
- 239000000463 material Substances 0.000 description 9
- 239000004820 Pressure-sensitive adhesive Substances 0.000 description 8
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 6
- 239000000853 adhesive Substances 0.000 description 6
- 230000001070 adhesive effect Effects 0.000 description 6
- 229910052802 copper Inorganic materials 0.000 description 6
- 230000003014 reinforcing effect Effects 0.000 description 6
- 229910000679 solder Inorganic materials 0.000 description 6
- 239000002390 adhesive tape Substances 0.000 description 5
- 239000011241 protective layer Substances 0.000 description 5
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 4
- 238000010586 diagram Methods 0.000 description 4
- 238000001020 plasma etching Methods 0.000 description 4
- 238000003825 pressing Methods 0.000 description 4
- 239000003870 refractory metal Substances 0.000 description 4
- 239000010936 titanium Substances 0.000 description 4
- 238000005187 foaming Methods 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 3
- 238000007747 plating Methods 0.000 description 3
- 239000011342 resin composition Substances 0.000 description 3
- 229910052814 silicon oxide Inorganic materials 0.000 description 3
- 239000004593 Epoxy Substances 0.000 description 2
- 229910052581 Si3N4 Inorganic materials 0.000 description 2
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 239000011256 inorganic filler Substances 0.000 description 2
- 229910003475 inorganic filler Inorganic materials 0.000 description 2
- 230000010354 integration Effects 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 230000008054 signal transmission Effects 0.000 description 2
- HQVNEWCFYHHQES-UHFFFAOYSA-N silicon nitride Chemical compound N12[Si]34N5[Si]62N3[Si]51N64 HQVNEWCFYHHQES-UHFFFAOYSA-N 0.000 description 2
- 229920001187 thermosetting polymer Polymers 0.000 description 2
- 229910052719 titanium Inorganic materials 0.000 description 2
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 2
- 229910052721 tungsten Inorganic materials 0.000 description 2
- 239000010937 tungsten Substances 0.000 description 2
- 229910052582 BN Inorganic materials 0.000 description 1
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 description 1
- WNROFYMDJYEPJX-UHFFFAOYSA-K aluminium hydroxide Chemical compound [OH-].[OH-].[OH-].[Al+3] WNROFYMDJYEPJX-UHFFFAOYSA-K 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 239000003990 capacitor Substances 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- PMHQVHHXPFUNSP-UHFFFAOYSA-M copper(1+);methylsulfanylmethane;bromide Chemical compound Br[Cu].CSC PMHQVHHXPFUNSP-UHFFFAOYSA-M 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 239000007772 electrode material Substances 0.000 description 1
- 238000007772 electroless plating Methods 0.000 description 1
- 238000009713 electroplating Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000005530 etching Methods 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 229910010272 inorganic material Inorganic materials 0.000 description 1
- 239000011147 inorganic material Substances 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 238000000059 patterning Methods 0.000 description 1
- 239000010453 quartz Substances 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910052715 tantalum Inorganic materials 0.000 description 1
- GUVRBAGPIYLISA-UHFFFAOYSA-N tantalum atom Chemical compound [Ta] GUVRBAGPIYLISA-UHFFFAOYSA-N 0.000 description 1
Images



























Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L24/00—Arrangements for connecting or disconnecting semiconductor or solid-state bodies; Methods or apparatus related thereto
- H01L24/93—Batch processes
- H01L24/95—Batch processes at chip-level, i.e. with connecting carried out on a plurality of singulated devices, i.e. on diced chips
- H01L24/96—Batch processes at chip-level, i.e. with connecting carried out on a plurality of singulated devices, i.e. on diced chips the devices being encapsulated in a common layer, e.g. neo-wafer or pseudo-wafer, said common layer being separable into individual assemblies after connecting
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/04—Manufacture or treatment of semiconductor devices or of parts thereof the devices having at least one potential-jump barrier or surface barrier, e.g. PN junction, depletion layer or carrier concentration layer
- H01L21/50—Assembly of semiconductor devices using processes or apparatus not provided for in a single one of the subgroups H01L21/06 - H01L21/326, e.g. sealing of a cap to a base of a container
- H01L21/56—Encapsulations, e.g. encapsulation layers, coatings
- H01L21/568—Temporary substrate used as encapsulation process aid
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/02—Bonding areas; Manufacturing methods related thereto
- H01L2224/04—Structure, shape, material or disposition of the bonding areas prior to the connecting process
- H01L2224/04105—Bonding areas formed on an encapsulation of the semiconductor or solid-state body, e.g. bonding areas on chip-scale packages
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/18—High density interconnect [HDI] connectors; Manufacturing methods related thereto
- H01L2224/19—Manufacturing methods of high density interconnect preforms
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/15—Details of package parts other than the semiconductor or other solid state devices to be connected
- H01L2924/181—Encapsulation
Landscapes
- Engineering & Computer Science (AREA)
- Computer Hardware Design (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Power Engineering (AREA)
- Structures Or Materials For Encapsulating Or Coating Semiconductor Devices Or Solid State Devices (AREA)
- Encapsulation Of And Coatings For Semiconductor Or Solid State Devices (AREA)
Abstract
【解決手段】樹脂層9、樹脂層9内に埋め込まれた半導体チップ10、及び樹脂層9を厚さ方向に貫通する貫通電極22を備え、これらが同一面内に形成される半導体装置の製造方法であって、貫通電極22を形成する複数の電極用ピン及び各電極用ピンの基端を束ねる保持板部を含む剣山状の導電性構造体を、支持体に仮接着する仮接着工程と、固化後に樹脂層9の少なくとも一部を形成するモールド樹脂30を支持体上に供給し、仮接着された導電性構造体を被覆するモールド工程とを有し、仮接着工程において保持板部の背面又は各電極用ピンの先端面を仮接着する。
【選択図】図1
Description
複数の半導体チップを2次元又は3次元に集積し、各半導体チップを相互配線接続する技術が知られている。その中でも、複数の半導体チップを同一平面内に配置した状態でモールド樹脂により被覆及び固定することで擬似ウエハ(ウェーハ)を作製し、擬似ウエハを貫通する貫通ビアを介して擬似ウエハ同士を3次元積層する技術が注目されている。この擬似ウエハは、再構築ウエハとも呼ばれている。
及び前記樹脂層を厚さ方向に貫通する貫通電極を備え、これらが同一面内に形成される半導体装置の製造に適用される剣山状の導電性構造体であって、前記貫通電極を形成する複数の電極用ピンと、各電極用ピンの基端を束ねる保持板部と、を有し、前記導電性構造体は、前記保持板部の背面又は各電極用ピンの先端面を支持体に仮接着された状態でモールド樹脂によって被覆され、且つ、前記モールド樹脂の固化後に、前記保持板部が前記モールド樹脂と共に研削されて除去されることで、各電極用ピンが互いに独立する、導電性構造体が提供される。
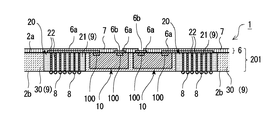
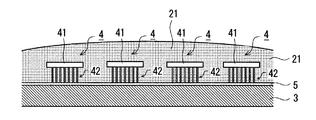
図1は、実施形態1に係る半導体装置1の断面図である。図2〜図18は、実施形態1に係る半導体装置1の製造方法を示す図である。半導体装置1は、半導体チップ10、モールド貫通電極20、及び樹脂層9を備えたウエハレベルパッケージである。本実施形態において、半導体チップ10は、LSI(Large Scale Integration)であるが、IC(Integrated Circuit)、トランジスタ等といった他の能動素子であってもよいし、抵抗、コンデンサ、コイル等といった受動素子であってもよい。モールド貫通電極20は、絶縁樹脂部21と、この絶縁樹脂部21を厚さ方向に貫通する複数の貫通電極22を有している。
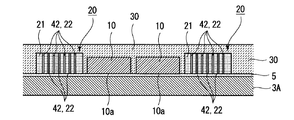
わち、半導体チップ10の回路形成面10aが、粘着層5の表面に面するように(接するように)粘着層5上に載置し、半導体チップ10を支持基板3Aに仮接着する。図10に示す例では、粘着層5を介して支持基板3Aに二つの半導体チップ10と、二つのモールド貫通電極20を併せて仮接着している。より詳しくは、二つの半導体チップ10を並べて配置し、これら二つの半導体チップ10の両側を挟むようにしてモールド貫通電極20を配置している。但し、支持基板3Aに仮接着する半導体チップ10の数、及び、導電性構造体4の数は、製造する半導体装置1の仕様に応じて適宜変更することができる。
2を支持基板3Aから剥離してもよい。
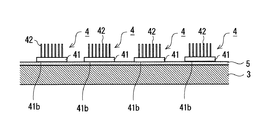
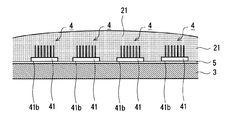
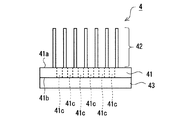
酸化シリコン(石英)としてもよい。また、導電性構造体4のうち、保持板部41を形成する部分にシリコン基板を用い、電極用ピン42(骨格部420)を形成する部分に窒化シリコン、酸化シリコンを用いてもよい。また、タングステン(W)、チタン(Ti)、タンタル(Ta)等といった高融点金属を用いて電極用ピン42を形成してもよい。この場合、この高融点金属が電極用ピン42における骨格部420と導体膜421とを兼ねてもよいし、高融点金属に他種の導体膜(例えば、銅等)を積層してもよい。また、電極用ピン42の導体膜421は、銅(Cu)の他、アルミニウム(Al)であっても良い。
次に、実施形態2について説明する。本実施形態では、モールド貫通電極20の製造工程が実施形態1と相違する。以下、実施形態1との相違点を中心に実施形態2について説明する。なお、本実施形態においてモールド貫通電極20の製造に使用する導電性構造体4は、実施形態1で使用したものと同一である。
る(剥離工程)。剥離工程が完了した状態では、導電性構造体4における保持板部41の背面41bはモールド樹脂21に埋め込まれており、電極用ピン42の先端面がモールド樹脂21の剥離面21aに露出した状態となっている。そこで、次の研削工程では、モールド樹脂21における非剥離面21b側から研削して保持板部41を除去することで電極用ピン42の基端側を露出させる(研削工程)。これにより、図8に示したような、疑似ウエハ200が得られる。なお、本実施形態では、モールド樹脂21を支持基板3から剥離した時点で剥離面21aに電極用ピン42の先端面が既に露出しているため、当該先端面を露出されるためにモールド樹脂21を研削する必要が無い。つまり、モールド貫通電極20の製造工数を少なくすることができる。研削工程の後に行う各工程は、上述した実施形態1と同様であり、その説明を省略する。
次に、実施形態3について説明する。実施形態1及び2では、モールド貫通電極20を半導体チップ10と共にモールドするようにしたが、本実施形態では、半導体チップ10及び導電性構造体4を並べて支持基板に仮接着してモールドする点で実施形態1及び2と相違する。以下、実施形態1及び2との相違点を中心に実施形態3について説明する。なお、本実施形態における導電性構造体4は、実施形態1及び2で使用したものと同一である。
こでの説明を省略する。なお、図26に示す状態では、導電性構造体4における電極用ピン42の先端面が疑似ウエハ2Aの剥離面2aに露出している。一方、導電性構造体4の保持板部41は、モールド樹脂30内に埋め込まれている。そこで、電極用ピン42の両端面を露出した状態とするために、図27に示すように、疑似ウエハ2Aの非剥離面2b側から、モールド樹脂30を研削する(研削工程)。この研削工程により、疑似ウエハ2Aを薄化させることで、導電性構造体4の保持板部41が除去され、各電極用ピン42の基端側も外部に露出するようになる。なお、疑似ウエハ2Aの薄化は、疑似ウエハ2Aに再配線層6を形成する前に行ってもよい。また、疑似ウエハ2Aの薄化を行った後に、疑似ウエハ2Aを支持基板3Aから剥離してもよい。
次に、導電性構造体4の変形例について説明する。上述の実施形態2及び3では、支持基板3に導電性構造体4を仮接着する際に、各電極用ピン42の先端面を粘着層5に仮接着するようにした。この場合、導電性構造体4の上部からモールド樹脂を供給しても、モールド樹脂は保持板部41に遮られるため、電極用ピン42の側方からモールド樹脂を流し込む必要がある。その結果、導電性構造体4の平面方向における中心近傍部位に、モールド樹脂が行き渡りにくくなることが懸念される。そこで、図28A〜図28Cに示す変形例では、導電性構造体4の保持板部41に貫通開口部41cを形成するようにした。貫通開口部41cは、保持板部41を板厚方向に貫通するように設けられた開口部である。貫通開口部41cは、モールド工程において支持基板3の粘着層5上に供給されるモールド樹脂を保持板部41の背面41b側から前面41a側、すなわち電極用ピン42側に導くための貫通孔である。図28A〜図28Cに示す変形例によれば、各電極用ピン42の先端面を粘着層5に仮接着した状態で導電性構造体4をモールドする場合でも、保持板部41の上部から貫通開口部41cを通じてモールド樹脂を電極用ピン42側に流し込むことができる。これによれば、保持板部41の下部の隅々まで隈なくモールド樹脂を行き渡らすことができる。
2・・・疑似ウエハ
3・・・支持基板
4・・・導電性構造体
5・・・粘着層
6・・・再配線層
9・・・樹脂層
10・・・半導体チップ
20・・・モールド貫通電極
21・・・絶縁樹脂部(モールド樹脂)
22・・・貫通電極
30・・・モールド樹脂
41・・・保持板部
42・・・電極用ピン
420・・・骨格部
421・・・導体膜
Claims (9)
- 樹脂層、前記樹脂層内に埋め込まれた半導体チップ、及び前記樹脂層を厚さ方向に貫通する貫通電極を備え、これらが同一面内に形成される半導体装置の製造方法であって、
前記貫通電極を形成する複数の電極用ピン及び各電極用ピンの基端を束ねる保持板部を含む剣山状の導電性構造体を、支持体に仮接着する仮接着工程と、
固化後に前記樹脂層の少なくとも一部を形成するモールド樹脂を前記支持体上に供給し、仮接着された前記導電性構造体を被覆するモールド工程と、
を有し、
前記仮接着工程において、前記保持板部の背面又は各電極用ピンの先端面を仮接着する、
半導体装置の製造方法。 - 前記電極用ピンは、前記保持板部に立設されて前記電極用ピンの骨格を形成する骨格部と、前記骨格部の表面を被覆する導体膜とを有する、
請求項1に記載の半導体装置の製造方法。 - 前記モールド樹脂を固化する固化工程と、
前記支持体から、前記導電性構造体を被覆した固化後の前記モールド樹脂を剥離する剥離工程と、
固化後の前記モールド樹脂を研削することで、前記電極用ピンの両端を露出させると共に各電極用ピンを互いに独立させる研削工程と、
前記研削工程によって得られたモールド貫通電極を、前記半導体チップと共に第2の支持体に仮接着する第2の仮接着工程と、
前記第2の支持体に仮接着された前記モールド貫通電極と前記半導体チップとをモールド樹脂によって被覆する第2のモールド工程と、
を更に有する、
請求項1又は2に記載の半導体装置の製造方法。 - 前記仮接着工程で前記電極用ピンの先端面を仮接着する場合、前記研削工程において、前記モールド樹脂における前記支持体からの剥離面と反対側の非剥離面側から研削して前記保持板部を除去することで前記電極用ピンの基端側を露出させ、
前記仮接着工程で前記ベース板部の背面を仮接着する場合、前記研削工程において、前記非剥離面側から前記モールド樹脂を研削することで前記電極用ピンの先端側を露出させ、且つ、前記剥離面側から前記モールド樹脂を研削して前記保持板部を除去することで前記電極用ピンの基端側を露出させる、
請求項3に記載の半導体装置の製造方法。 - 前記仮接着工程において、前記導電性構造体における各電極用ピンの先端面を仮接着すると共に、前記導電性構造体と併せて前記半導体チップを前記支持体に仮接着し、
前記モールド工程において、前記導電性構造体及び前記半導体チップの双方を前記モールド樹脂によって被覆し、
前記支持体から、前記導電性構造体及び前記半導体チップを被覆した固化後の前記モールド樹脂を剥離する剥離工程と、
固化後の前記モールド樹脂を研削することで、前記電極用ピンの両端を露出させると共に各電極用ピンを互いに独立させる研削工程と、を更に有し、
前記研削工程において、前記モールド樹脂における前記支持体からの剥離面と反対側の非剥離面側から研削して前記保持板部を除去することで前記電極用ピンの基端側を露出させる、
請求項1又は2に記載の半導体装置の製造方法。 - 前記保持板部は、前記保持板部を板厚方向に貫通して、前記モールド工程に供給される前記モールド樹脂を当該保持板部の背面側から前記電極用ピン側に導くための貫通開口部を有する、
請求項1から5の何れか一項に記載の半導体装置の製造方法。 - 樹脂層、前記樹脂層内に埋め込まれた半導体チップ、及び前記樹脂層を厚さ方向に貫通する貫通電極を備え、これらが同一面内に形成される半導体装置の製造に適用される剣山状の導電性構造体であって、
前記貫通電極を形成する複数の電極用ピンと、
各電極用ピンの基端を束ねる保持板部と、
を有し、
前記導電性構造体は、前記保持板部の背面又は各電極用ピンの先端面を支持体に仮接着された状態でモールド樹脂によって被覆され、且つ、前記モールド樹脂の固化後に、前記保持板部が前記モールド樹脂と共に研削されて除去されることで、各電極用ピンが互いに独立する、
導電性構造体。 - 前記電極用ピンは、前記保持板部に立設されて前記電極用ピンの骨格を形成する骨格部と、前記骨格部の表面を被覆する導体膜とを有する、
請求項7に記載の導電性構造体。 - 前記保持板部は、前記保持板部を板厚方向に貫通して前記モールド樹脂を当該保持板部の背面側から前記電極用ピン側に導くための貫通開口部を有する、
請求項7又は8に記載の導電性構造体。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013015316A JP2014146741A (ja) | 2013-01-30 | 2013-01-30 | 半導体装置の製造方法及び導電性構造体 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013015316A JP2014146741A (ja) | 2013-01-30 | 2013-01-30 | 半導体装置の製造方法及び導電性構造体 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2014146741A true JP2014146741A (ja) | 2014-08-14 |
Family
ID=51426741
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013015316A Pending JP2014146741A (ja) | 2013-01-30 | 2013-01-30 | 半導体装置の製造方法及び導電性構造体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2014146741A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018182225A (ja) * | 2017-04-20 | 2018-11-15 | 京セラ株式会社 | 半導体装置の製造方法および半導体装置 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008016729A (ja) * | 2006-07-07 | 2008-01-24 | Kyushu Institute Of Technology | 両面電極構造の半導体装置の製造方法 |
| WO2011114774A1 (ja) * | 2010-03-18 | 2011-09-22 | 日本電気株式会社 | 半導体素子内蔵基板およびその製造方法 |
| JP2012015216A (ja) * | 2010-06-29 | 2012-01-19 | Fujitsu Ltd | 半導体装置の製造方法 |
-
2013
- 2013-01-30 JP JP2013015316A patent/JP2014146741A/ja active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008016729A (ja) * | 2006-07-07 | 2008-01-24 | Kyushu Institute Of Technology | 両面電極構造の半導体装置の製造方法 |
| WO2011114774A1 (ja) * | 2010-03-18 | 2011-09-22 | 日本電気株式会社 | 半導体素子内蔵基板およびその製造方法 |
| JP2012015216A (ja) * | 2010-06-29 | 2012-01-19 | Fujitsu Ltd | 半導体装置の製造方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018182225A (ja) * | 2017-04-20 | 2018-11-15 | 京セラ株式会社 | 半導体装置の製造方法および半導体装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102450822B1 (ko) | 반도체 장치의 제조 방법 | |
| JP5808586B2 (ja) | インターポーザの製造方法 | |
| JP6342120B2 (ja) | 超薄埋設ダイモジュール及びその製造方法 | |
| TWI517322B (zh) | 半導體元件及其製作方法 | |
| US7768119B2 (en) | Carrier structure embedded with semiconductor chip | |
| JP4708399B2 (ja) | 電子装置の製造方法及び電子装置 | |
| JP5367523B2 (ja) | 配線基板及び配線基板の製造方法 | |
| TWI694612B (zh) | 半導體模組 | |
| JP2006210745A (ja) | 半導体装置及びその製造方法 | |
| JP5942823B2 (ja) | 電子部品装置の製造方法、電子部品装置及び電子装置 | |
| JP2006019368A (ja) | インターポーザ及びその製造方法並びに半導体装置 | |
| WO2012137714A1 (ja) | 半導体装置および半導体装置の製造方法 | |
| JP2013243345A5 (ja) | ||
| JP2004022730A (ja) | 半導体装置及びその製造方法 | |
| JP2016152260A (ja) | 電子装置 | |
| JP2017041500A (ja) | プリント配線板および半導体パッケージ | |
| JP5406572B2 (ja) | 電子部品内蔵配線基板及びその製造方法 | |
| TWI590398B (zh) | 製造包含高可靠性晶粒底膠之積體電路系統的方法 | |
| JP2008210912A (ja) | 半導体装置及びその製造方法 | |
| JP4334397B2 (ja) | 半導体装置及びその製造方法 | |
| TWI825118B (zh) | 半導體裝置及半導體裝置的製造方法 | |
| JP4121543B1 (ja) | 電子装置 | |
| JP2007123719A (ja) | 半導体チップとその製造方法ならびに半導体装置 | |
| JP5264640B2 (ja) | 積層型半導体装置及びその製造方法 | |
| JP2014146741A (ja) | 半導体装置の製造方法及び導電性構造体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150903 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160727 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160809 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20161007 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20170221 |