JP2013510778A - 成形金属容器 - Google Patents
成形金属容器 Download PDFInfo
- Publication number
- JP2013510778A JP2013510778A JP2012538856A JP2012538856A JP2013510778A JP 2013510778 A JP2013510778 A JP 2013510778A JP 2012538856 A JP2012538856 A JP 2012538856A JP 2012538856 A JP2012538856 A JP 2012538856A JP 2013510778 A JP2013510778 A JP 2013510778A
- Authority
- JP
- Japan
- Prior art keywords
- container
- molded
- outsert
- metal container
- peripheral edge
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images
















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D1/00—Containers having bodies formed in one piece, e.g. by casting metallic material, by moulding plastics, by blowing vitreous material, by throwing ceramic material, by moulding pulped fibrous material, by deep-drawing operations performed on sheet material
- B65D1/02—Bottles or similar containers with necks or like restricted apertures, designed for pouring contents
- B65D1/0223—Bottles or similar containers with necks or like restricted apertures, designed for pouring contents characterised by shape
- B65D1/023—Neck construction
- B65D1/0246—Closure retaining means, e.g. beads, screw-threads
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D1/00—Containers having bodies formed in one piece, e.g. by casting metallic material, by moulding plastics, by blowing vitreous material, by throwing ceramic material, by moulding pulped fibrous material, by deep-drawing operations performed on sheet material
- B65D1/40—Details of walls
- B65D1/42—Reinforcing or strengthening parts or members
- B65D1/44—Corrugations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D41/00—Caps, e.g. crown caps or crown seals, i.e. members having parts arranged for engagement with the external periphery of a neck or wall defining a pouring opening or discharge aperture; Protective cap-like covers for closure members, e.g. decorative covers of metal foil or paper
- B65D41/02—Caps or cap-like covers without lines of weakness, tearing strips, tags, or like opening or removal devices
- B65D41/04—Threaded or like caps or cap-like covers secured by rotation
- B65D41/08—Threaded or like caps or cap-like covers secured by rotation engaging a threaded ring clamped on the external periphery of the neck or wall
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2203/00—Decoration means, markings, information elements, contents indicators
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Ceramic Engineering (AREA)
- Closures For Containers (AREA)
- Containers Having Bodies Formed In One Piece (AREA)
- Pressure Vessels And Lids Thereof (AREA)
- Filling Or Discharging Of Gas Storage Vessels (AREA)
Abstract
Description
Claims (20)
- 成形金属容器であって、
薄厚側壁を有する金属製の成形容器ボディと、成形容器ボディに取り付けられた、複数のねじ山を有するアウトサート部品とを含み、
該成形容器ボディは、ボディテーパー部、ボディ中央部、ボディ下部および底部を含み、
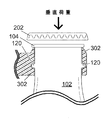
ボディテーパー部はボディテーパー部と一体的なロール済み周縁部を有する開口端を含み、底部はボディ下部の一端を封止しており、ボディ下部はボディ中央部と一体化しており、ボディ中央部はボディテーパー部と一体化しており、
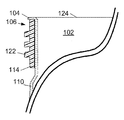
該アウトサート部品はボディテーパー部の開口端近傍の外周に嵌合しており、該アウトサート部品は該アウトサート部品の外周に形成されている保持リングを含み、
該複数のねじ山は、該アウトサート部品の外側表面に螺旋状に設けられており、成形金属容器とは別個の容器クロージャーを成形容器ボディに係合して保持するためのものである、
ことを特徴とする成形金属容器。 - ボディテーパー部が開口端の近傍にデボス加工された領域をさらに含むことを特徴とする、請求項1に記載の成形金属容器。
- 成形容器ボディの金属の厚さが0.0030インチ〜0.0200インチの範囲であることを特徴とする、請求項1に記載の成形金属容器。
- 成形容器ボディのボディ下部と一体的であり且つ該ボディ下部に沿って方向付けされている複数の第1溝をさらに含むことを特徴とする、請求項1に記載の成形金属容器。
- 複数の第1溝が、ボディ中央部の近傍に位置する隆起した上側縁部、および、底部と一体化している下側縁部をさらに含むことを特徴とする、請求項4に記載の成形金属容器。
- 成形容器ボディのボディテーパー部と一体的であり且つ該ボディテーパー部に沿って方向付けされている複数の第2溝をさらに含むことを特徴とする、請求項5に記載の成形金属容器。
- 複数の第2溝が、ボディ中央部の近傍に位置する隆起した下側縁部、および開口端と一体化している上側縁部をさらに含むことを特徴とする、請求項6に記載の成形金属容器。
- 複数の第1溝の上側縁部とボディ中央部の近傍に位置する複数の第2溝の下側縁部とによって規定される境界によって形成されるラベル領域をさらに含むことを特徴とする、請求項7に記載の成形金属容器。
- エンボス加工またはデボス加工によりラベル領域に容器と一体的に形成された複数の表示記号をさらに含むことを特徴とする、請求項8に記載の成形金属容器。
- ロール済み周縁部がアウトサート部品に係合して保持し、それによってクロージャーの取り付け中または取り外し中のアウトサート部品の回転を防止することを特徴とする、請求項1に記載の成形金属容器。
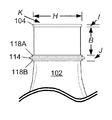
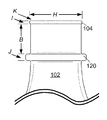
- 開口部の直径‘K’が好ましくは47ミリメートルより小さいことを特徴とする、請求項1に記載の成形金属容器。
- アウトサート部品の長さ‘B’が好ましくは30ミリメートルより小さいことを特徴とする、請求項11に記載の成形金属容器。
- 成形金属容器であって、
ボディテーパー部、ボディ中央部、ボディ下部および底部を含み、
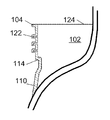
ボディテーパー部は、ボディテーパー部と一体的なロール済み周縁部を有する開口端、および、ボディテーパー部の開口端近傍の外周にボディテーパー部と一体的なネックリングを含み、
底部はボディ下部の一端を封止しており、ボディ下部はボディ中央部と一体化しており、ボディ中央部はボディテーパー部と一体化しており、それによって薄厚側壁を有する金属製の成形容器ボディを形成している、
ことを特徴とする成形金属容器。 - ネックリングがボディテーパー部から外側に延びていることを特徴とする、請求項13に記載の成形金属容器。
- ネックリングがボディテーパー部から内側に延びていることを特徴とする、請求項13に記載の成形金属容器。
- 成形容器ボディのボディ下部と一体的であり且つ該ボディ下部に沿って方向付けされている複数の第1溝をさらに含むことを特徴とする、請求項13に記載の成形金属容器。
- 成形容器ボディのボディテーパー部と一体的であり且つ該ボディテーパー部に沿って方向付けされている複数の第2溝をさらに含むことを特徴とする、請求項16に記載の成形金属容器。
- ボディ中央部の近傍に位置するラベル領域と、エンボス加工またはデボス加工によりラベル領域に容器と一体的に形成された複数の表示記号とをさらに含むことを特徴とする、請求項13に記載の成形金属容器。
- 開口部の直径‘K’、ボディ中央部の直径‘M’、ボディ下部の直径‘N’、および底部の直径‘O’の間に下記の関係が成り立つことを特徴とする、請求項13に記載の成形金属容器。
‘K’<‘M’、‘M’>‘N’ および ‘N’<‘O’ - 成形金属容器であって、
保持リング、ボディテーパー部、ボディ中央部、ボディ下部および底部を含み、
ボディテーパー部は、ボディテーパー部と一体的なロール済み周縁部を有する開口端、ボディテーパー部と一体的であり且つボディテーパー部の外周から外側に延びる下側周縁部、および、ボディテーパー部と一体的であり且つボディテーパー部の外周から外側に延びる上側周縁部を有し、
保持リングは、下側周縁部の上に配置され、下側周縁部と開口端近傍に位置する上側周縁部との間に挟み込まれ又は接着されており、
底部はボディ下部の一端を封止しており、ボディ下部はボディ中央部と一体化しており、ボディ中央部はボディテーパー部と一体化しており、それによって薄厚側壁を有する金属製の成形容器ボディを形成している、
ことを特徴とする成形金属容器。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US12/618,362 | 2009-11-13 | ||
| US12/618,362 US8360266B2 (en) | 2009-11-13 | 2009-11-13 | Shaped metal vessel |
| PCT/US2010/055095 WO2011059854A1 (en) | 2009-11-13 | 2010-11-02 | Shaped metal vessel |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016183732A Division JP6270946B2 (ja) | 2009-11-13 | 2016-09-21 | 成形金属容器 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013510778A true JP2013510778A (ja) | 2013-03-28 |
| JP2013510778A5 JP2013510778A5 (ja) | 2013-12-19 |
Family
ID=43991960
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012538856A Pending JP2013510778A (ja) | 2009-11-13 | 2010-11-02 | 成形金属容器 |
| JP2016183732A Active JP6270946B2 (ja) | 2009-11-13 | 2016-09-21 | 成形金属容器 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016183732A Active JP6270946B2 (ja) | 2009-11-13 | 2016-09-21 | 成形金属容器 |
Country Status (12)
| Country | Link |
|---|---|
| US (1) | US8360266B2 (ja) |
| EP (2) | EP2955131A1 (ja) |
| JP (2) | JP2013510778A (ja) |
| KR (2) | KR20120092664A (ja) |
| CN (1) | CN102686495B (ja) |
| AU (1) | AU2010319768B2 (ja) |
| BR (1) | BR112012011394B1 (ja) |
| CA (1) | CA2780887C (ja) |
| IL (1) | IL219763A0 (ja) |
| MX (1) | MX2012005639A (ja) |
| WO (1) | WO2011059854A1 (ja) |
| ZA (1) | ZA201203950B (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015105124A (ja) * | 2013-11-29 | 2015-06-08 | 株式会社吉野工業所 | 合成樹脂製ブロー容器 |
| JP2018162071A (ja) * | 2017-03-24 | 2018-10-18 | ユニバーサル製缶株式会社 | ボトル缶 |
| JP2018162107A (ja) * | 2018-06-21 | 2018-10-18 | ユニバーサル製缶株式会社 | ボトル缶 |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH703187A1 (de) * | 2010-05-27 | 2011-11-30 | Bottletec Gmbh | Behälter mit Verschlussgewinde. |
| US8763829B2 (en) * | 2011-07-22 | 2014-07-01 | Craig Allen Madaus | Collapsible container for holding liquids or objects |
| KR20160098526A (ko) | 2011-09-16 | 2016-08-18 | 볼 코포레이션 | 재생 알루미늄 스크랩을 사용한 충격 압출 용기 |
| KR20140127327A (ko) * | 2012-02-17 | 2014-11-03 | 더 코카콜라 컴파니 | 개선된 마감 형상을 가진 금속 음료 용기 |
| US11952164B1 (en) | 2012-08-10 | 2024-04-09 | Powercan Holding, Llc | Resealable container lid and accessories including methods of manufacture and use |
| CA2903308C (en) | 2013-03-15 | 2018-05-01 | Ball Corporation | Method and apparatus for forming a threaded neck on a metallic bottle |
| CA2908181C (en) | 2013-04-09 | 2018-02-20 | Ball Corporation | Aluminum impact extruded bottle with threaded neck made from recycled aluminum and enhanced alloys |
| EP3102498B1 (en) | 2014-02-07 | 2020-11-18 | Ball Corporation | Metallic container with a threaded closure |
| USD791593S1 (en) * | 2015-07-17 | 2017-07-11 | Cj Cheiljedang Corp. | Container for food packing |
| US10220983B1 (en) * | 2015-07-27 | 2019-03-05 | James R. Gilliam | Threaded bottle ring and method of fabrication and attachment |
| US20180044155A1 (en) * | 2016-08-12 | 2018-02-15 | Ball Corporation | Apparatus and Methods of Capping Metallic Bottles |
| WO2018125199A1 (en) | 2016-12-30 | 2018-07-05 | Ball Corporation | Aluminum alloy for impact extruded containers and method of making the same |
| US10875684B2 (en) | 2017-02-16 | 2020-12-29 | Ball Corporation | Apparatus and methods of forming and applying roll-on pilfer proof closures on the threaded neck of metal containers |
| AU2018334223B2 (en) | 2017-09-15 | 2021-11-11 | Ball Corporation | System and method of forming a metallic closure for a threaded container |
| BE1026592B1 (nl) | 2018-09-06 | 2020-04-06 | Anheuser Busch Inbev Sa | Metaalfleshouder omvattende een krulgedeelte voor het opnemen van een kroontype sluiting |
| CA3118298A1 (en) | 2018-11-05 | 2020-05-14 | Ball Corporation | Metallic container with a threaded closure |
| US11148847B2 (en) * | 2019-05-01 | 2021-10-19 | Pepsico, Inc. | Plastic neck outsert for metal beverage container |
| CA3143701A1 (en) | 2019-06-26 | 2020-12-30 | Ball Corporation | A method and apparatus for sealing a metallic container with a metallic end closure |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60120920U (ja) * | 1984-08-20 | 1985-08-15 | 東洋製罐株式会社 | 金属容器 |
| JPS6160439A (ja) * | 1984-08-20 | 1986-03-28 | 東洋製罐株式会社 | 容器およびその製造方法 |
| JPS6151314U (ja) * | 1984-09-06 | 1986-04-07 | ||
| WO1998004464A1 (en) * | 1996-07-26 | 1998-02-05 | Plastic Technologies, Inc. | Container having disappearing and reappearing indicia |
| US6010026A (en) * | 1994-11-22 | 2000-01-04 | Aluminum Company Of America | Assembly of aluminum can and threaded sleeve |
| JP2001114245A (ja) * | 1999-10-13 | 2001-04-24 | Daiwa Can Co Ltd | 印刷済みボトル型缶の製造方法 |
| US6375020B1 (en) * | 1999-07-12 | 2002-04-23 | Cebal Entec, S.A. | Cap system for aluminum and/or steel bottles |
| JP2003205924A (ja) * | 2002-01-17 | 2003-07-22 | Daiwa Can Co Ltd | ボトル型缶およびその製造方法 |
| JP2004075105A (ja) * | 2002-08-14 | 2004-03-11 | Mitsubishi Materials Corp | ホルダー及びボトル缶 |
| JP2006036216A (ja) * | 2004-07-22 | 2006-02-09 | Mitsubishi Materials Corp | ボトル缶およびキャップ付ボトル缶 |
| US7946436B2 (en) * | 2005-10-10 | 2011-05-24 | Rieke Corporation | Beverage container with threaded plastic drinking sleeve |
Family Cites Families (36)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3245569A (en) * | 1964-08-17 | 1966-04-12 | Essich Helmut | Bottle stopper arrangement |
| US4007851A (en) * | 1975-05-09 | 1977-02-15 | Zapata Industries, Inc. | Anti-missiling bottle closure |
| CH649057A5 (fr) * | 1982-06-10 | 1985-04-30 | Stericric Sa | Flacon pour liquides apte a supporter une sterilisation terminale, muni d'un dispositif de fermeture inviolable. |
| US4822326A (en) * | 1987-08-20 | 1989-04-18 | Boardman Molded Products, Inc. | Method of forming a tamper evident sealing liner |
| FR2638717B3 (fr) * | 1988-11-04 | 1991-03-15 | Scheidegger Albert | Ensemble de bouchage mettant en evidence la premiere ouverture |
| US5249449A (en) * | 1992-04-23 | 1993-10-05 | Reynolds Metals Company | Can necking apparatus with spindle containing pressurizing gas reservoir |
| US5718352A (en) * | 1994-11-22 | 1998-02-17 | Aluminum Company Of America | Threaded aluminum cans and methods of manufacture |
| US5448903A (en) * | 1994-01-25 | 1995-09-12 | Ball Corporation | Method for necking a metal container body |
| US5678445A (en) * | 1996-05-01 | 1997-10-21 | Coors Brewing Company | Apparatus for necking can bodies |
| US5823372A (en) * | 1998-01-28 | 1998-10-20 | Levine; Alan | Pump insert for bottle caps |
| US6857304B2 (en) * | 1999-08-30 | 2005-02-22 | Daiwa Can Company | Bottle-shaped can manufacturing method |
| CN1184030C (zh) * | 1999-08-30 | 2005-01-12 | 大和制罐株式会社 | 瓶形罐的制造方法和成形加工工具 |
| BR9905474B1 (pt) * | 1999-10-27 | 2009-01-13 | dispositivo para expansço e conformaÇço de corpos de lata. | |
| TW448120B (en) * | 1999-11-26 | 2001-08-01 | Takeuchi Press | Metal container with thread |
| KR20000024132A (ko) * | 2000-01-20 | 2000-05-06 | 이정민 | 금속재의 2피스 용기 및 그 구조 |
| US20020162371A1 (en) * | 2001-05-01 | 2002-11-07 | Peter Hamstra | Method of pressure-ram-forming metal containers and the like |
| US6802196B2 (en) * | 2001-05-01 | 2004-10-12 | Alcan International Limited | Methods of and apparatus for pressure-ram-forming metal containers and the like |
| US6442988B1 (en) | 2001-05-01 | 2002-09-03 | Alcan International Limited | Methods of spin forming initially cylindrical containers and the like |
| JP4715060B2 (ja) * | 2001-08-20 | 2011-07-06 | 阪神化成工業株式会社 | 合成樹脂製容器 |
| US20030132188A1 (en) * | 2001-11-08 | 2003-07-17 | Beek Alex Van Der | Threading method of a metallic bottle |
| US20030102278A1 (en) * | 2001-12-04 | 2003-06-05 | Thomas Chupak | Aluminum receptacle with threaded outsert |
| DE10212877A1 (de) * | 2001-12-10 | 2003-06-26 | Karl Matheis | Verschließbare Getränkeflasche |
| AU2003229215A1 (en) * | 2002-06-03 | 2003-12-19 | Alcan International Limited | Linear drive metal forming machine |
| US20040035871A1 (en) * | 2002-08-20 | 2004-02-26 | Thomas Chupak | Aluminum aerosol can and aluminum bottle and method of manufacture |
| US6752000B2 (en) * | 2002-11-27 | 2004-06-22 | Delaware Capital Formation, Inc. | Single cam container necking apparatus and method |
| HU3282U (en) * | 2003-12-17 | 2007-05-29 | Crown Packaging Technology Inc | Reclosable metal container |
| DK1751011T3 (da) * | 2004-05-05 | 2008-06-02 | Coca Cola Co | Karboneret drikkevaredispenser |
| US7191032B2 (en) * | 2004-05-14 | 2007-03-13 | Novelis Inc. | Methods of and apparatus for forming hollow metal articles |
| DE102004032100B4 (de) * | 2004-07-01 | 2006-06-22 | Rainer Ammann | Verfahren zum Ablösen bzw. Abtrennen einer auf den Rand des Halses einer Flasche od. dergl. aufgesiegelten Siegelfolie und Schraubkappen zur Ausführung dieser Verfahren |
| ITMI20042138A1 (it) * | 2004-11-08 | 2005-02-08 | Frattini Costr Mecc | Procedimento per la sagomatura della superficie di un contenitore metallico |
| US20060131256A1 (en) * | 2004-12-07 | 2006-06-22 | Guest Supply, Inc. | Bottle closure |
| ITMI20050397A1 (it) | 2005-03-11 | 2006-09-12 | Frattini Costr Mecc | Dispositivo per effettaure operazioni di deformazione localizzata e-o estesa in continuo di contenitori metalici |
| US7308915B2 (en) * | 2005-04-21 | 2007-12-18 | Jpro Dairy International, Inc. | Packaging system for storing and mixing separate ingredient components |
| US20070051687A1 (en) * | 2005-09-07 | 2007-03-08 | Omnitech International, Inc | Reclosable metal bottle |
| JP5003021B2 (ja) * | 2006-05-29 | 2012-08-15 | 澁谷工業株式会社 | キャッパ |
| JP5290569B2 (ja) * | 2007-12-19 | 2013-09-18 | 武内プレス工業株式会社 | ねじ付金属ボトル容器の製造方法及び製造装置。 |
-
2009
- 2009-11-13 US US12/618,362 patent/US8360266B2/en active Active
-
2010
- 2010-11-02 KR KR1020127015199A patent/KR20120092664A/ko active Search and Examination
- 2010-11-02 EP EP15177568.1A patent/EP2955131A1/en not_active Withdrawn
- 2010-11-02 CN CN201080060777.7A patent/CN102686495B/zh active Active
- 2010-11-02 BR BR112012011394-1A patent/BR112012011394B1/pt active IP Right Grant
- 2010-11-02 MX MX2012005639A patent/MX2012005639A/es active IP Right Grant
- 2010-11-02 CA CA2780887A patent/CA2780887C/en active Active
- 2010-11-02 EP EP10830528.5A patent/EP2499066A4/en not_active Ceased
- 2010-11-02 JP JP2012538856A patent/JP2013510778A/ja active Pending
- 2010-11-02 KR KR1020177034373A patent/KR101965366B1/ko active IP Right Grant
- 2010-11-02 WO PCT/US2010/055095 patent/WO2011059854A1/en active Application Filing
- 2010-11-02 AU AU2010319768A patent/AU2010319768B2/en active Active
-
2012
- 2012-05-13 IL IL219763A patent/IL219763A0/en unknown
- 2012-05-30 ZA ZA2012/03950A patent/ZA201203950B/en unknown
-
2016
- 2016-09-21 JP JP2016183732A patent/JP6270946B2/ja active Active
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60120920U (ja) * | 1984-08-20 | 1985-08-15 | 東洋製罐株式会社 | 金属容器 |
| JPS6160439A (ja) * | 1984-08-20 | 1986-03-28 | 東洋製罐株式会社 | 容器およびその製造方法 |
| JPS6151314U (ja) * | 1984-09-06 | 1986-04-07 | ||
| US6010026A (en) * | 1994-11-22 | 2000-01-04 | Aluminum Company Of America | Assembly of aluminum can and threaded sleeve |
| WO1998004464A1 (en) * | 1996-07-26 | 1998-02-05 | Plastic Technologies, Inc. | Container having disappearing and reappearing indicia |
| US6375020B1 (en) * | 1999-07-12 | 2002-04-23 | Cebal Entec, S.A. | Cap system for aluminum and/or steel bottles |
| JP2001114245A (ja) * | 1999-10-13 | 2001-04-24 | Daiwa Can Co Ltd | 印刷済みボトル型缶の製造方法 |
| JP2003205924A (ja) * | 2002-01-17 | 2003-07-22 | Daiwa Can Co Ltd | ボトル型缶およびその製造方法 |
| JP2004075105A (ja) * | 2002-08-14 | 2004-03-11 | Mitsubishi Materials Corp | ホルダー及びボトル缶 |
| JP2006036216A (ja) * | 2004-07-22 | 2006-02-09 | Mitsubishi Materials Corp | ボトル缶およびキャップ付ボトル缶 |
| US7946436B2 (en) * | 2005-10-10 | 2011-05-24 | Rieke Corporation | Beverage container with threaded plastic drinking sleeve |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015105124A (ja) * | 2013-11-29 | 2015-06-08 | 株式会社吉野工業所 | 合成樹脂製ブロー容器 |
| JP2018162071A (ja) * | 2017-03-24 | 2018-10-18 | ユニバーサル製缶株式会社 | ボトル缶 |
| JP2018162107A (ja) * | 2018-06-21 | 2018-10-18 | ユニバーサル製缶株式会社 | ボトル缶 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102686495B (zh) | 2015-04-01 |
| EP2955131A1 (en) | 2015-12-16 |
| AU2010319768A1 (en) | 2012-07-05 |
| EP2499066A1 (en) | 2012-09-19 |
| IL219763A0 (en) | 2012-07-31 |
| US8360266B2 (en) | 2013-01-29 |
| EP2499066A4 (en) | 2013-04-24 |
| CN102686495A (zh) | 2012-09-19 |
| KR20170134784A (ko) | 2017-12-06 |
| BR112012011394B1 (pt) | 2022-09-20 |
| JP2017019567A (ja) | 2017-01-26 |
| CA2780887C (en) | 2018-03-13 |
| WO2011059854A1 (en) | 2011-05-19 |
| KR20120092664A (ko) | 2012-08-21 |
| BR112012011394A2 (pt) | 2016-04-26 |
| KR101965366B1 (ko) | 2019-04-03 |
| AU2010319768B2 (en) | 2015-06-04 |
| CA2780887A1 (en) | 2011-05-19 |
| ZA201203950B (en) | 2013-02-27 |
| US20110114649A1 (en) | 2011-05-19 |
| JP6270946B2 (ja) | 2018-01-31 |
| MX2012005639A (es) | 2012-08-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6270946B2 (ja) | 成形金属容器 | |
| JP6238948B2 (ja) | 成形金属容器への垂直荷重を遮断して容器の変形を緩和する方法 | |
| JP2007297140A (ja) | ねじ付きアルミニウム缶およびその製造方法 | |
| MXPA04005442A (es) | RECEPTáCULO DE ALUMINIO CON CUELLO ROSCADO. | |
| US20190315534A1 (en) | Metal Child Resistant Container | |
| US20100006580A1 (en) | Thermoplastic container, in particular a bottle, having a partially prismatic triangular body | |
| MX2015004085A (es) | Recipiente, cierre y empaque. | |
| JP2016108016A (ja) | 樹脂製容器 | |
| US8402722B2 (en) | Method for manufacturing a container assembly | |
| EP1687209A1 (en) | A preform of a plastic container particularly for packaging foodstuffs | |
| CN2913201Y (zh) | 可重新封闭的容器 | |
| JP4221318B2 (ja) | ネジ付き缶詰の製造方法 | |
| JP5254701B2 (ja) | 金属製缶容器 | |
| JP2006213387A (ja) | ピルファープルーフ用キャップ及びキャップ付容器 | |
| JP2016179847A (ja) | 合成樹脂製容器 | |
| JP2023060482A (ja) | キャップ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131101 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131101 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140411 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140501 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20140729 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20140805 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20140829 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20140910 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20140925 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20141002 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141031 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150630 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20150929 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20151028 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20151127 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20160524 |