JP2013166340A - 複合ファブリック及び衣料 - Google Patents
複合ファブリック及び衣料 Download PDFInfo
- Publication number
- JP2013166340A JP2013166340A JP2012031808A JP2012031808A JP2013166340A JP 2013166340 A JP2013166340 A JP 2013166340A JP 2012031808 A JP2012031808 A JP 2012031808A JP 2012031808 A JP2012031808 A JP 2012031808A JP 2013166340 A JP2013166340 A JP 2013166340A
- Authority
- JP
- Japan
- Prior art keywords
- fabric
- nanofiber nonwoven
- knitted fabric
- nonwoven fabric
- composite
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000004744 fabric Substances 0.000 title claims abstract description 230
- 239000004745 nonwoven fabric Substances 0.000 claims abstract description 72
- 239000002121 nanofiber Substances 0.000 claims abstract description 70
- 230000035699 permeability Effects 0.000 claims abstract description 65
- 238000000034 method Methods 0.000 claims abstract description 59
- 239000000835 fiber Substances 0.000 claims abstract description 49
- FAPWRFPIFSIZLT-UHFFFAOYSA-M Sodium chloride Chemical compound [Na+].[Cl-] FAPWRFPIFSIZLT-UHFFFAOYSA-M 0.000 claims abstract description 14
- 239000011780 sodium chloride Substances 0.000 claims abstract description 7
- 238000012546 transfer Methods 0.000 claims abstract description 6
- 239000002131 composite material Substances 0.000 claims description 80
- 210000000078 claw Anatomy 0.000 claims description 21
- 229920001971 elastomer Polymers 0.000 claims description 18
- 239000000806 elastomer Substances 0.000 claims description 17
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 claims description 5
- 238000001523 electrospinning Methods 0.000 claims description 5
- 239000000463 material Substances 0.000 description 54
- 229920000728 polyester Polymers 0.000 description 16
- 239000004814 polyurethane Substances 0.000 description 16
- 229920002635 polyurethane Polymers 0.000 description 15
- 239000000853 adhesive Substances 0.000 description 14
- 229920002647 polyamide Polymers 0.000 description 14
- 230000001070 adhesive effect Effects 0.000 description 13
- 239000010410 layer Substances 0.000 description 13
- 239000004952 Polyamide Substances 0.000 description 12
- -1 polytetramethylene Polymers 0.000 description 12
- 229920005749 polyurethane resin Polymers 0.000 description 12
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 11
- 238000004519 manufacturing process Methods 0.000 description 10
- 239000004721 Polyphenylene oxide Substances 0.000 description 9
- 230000000052 comparative effect Effects 0.000 description 9
- 229920000570 polyether Polymers 0.000 description 9
- 238000010521 absorption reaction Methods 0.000 description 8
- 238000009940 knitting Methods 0.000 description 8
- 238000012360 testing method Methods 0.000 description 8
- 238000001035 drying Methods 0.000 description 7
- 230000000694 effects Effects 0.000 description 7
- ZMXDDKWLCZADIW-UHFFFAOYSA-N N,N-Dimethylformamide Chemical compound CN(C)C=O ZMXDDKWLCZADIW-UHFFFAOYSA-N 0.000 description 6
- 229920006311 Urethane elastomer Polymers 0.000 description 6
- MTHSVFCYNBDYFN-UHFFFAOYSA-N diethylene glycol Chemical compound OCCOCCO MTHSVFCYNBDYFN-UHFFFAOYSA-N 0.000 description 6
- 238000007731 hot pressing Methods 0.000 description 6
- 230000002209 hydrophobic effect Effects 0.000 description 6
- 238000005259 measurement Methods 0.000 description 6
- 238000012545 processing Methods 0.000 description 6
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 description 5
- 239000000243 solution Substances 0.000 description 5
- 210000004243 sweat Anatomy 0.000 description 5
- 229920002725 thermoplastic elastomer Polymers 0.000 description 5
- 239000004970 Chain extender Substances 0.000 description 4
- 229920002292 Nylon 6 Polymers 0.000 description 4
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 4
- 238000009792 diffusion process Methods 0.000 description 4
- 238000010030 laminating Methods 0.000 description 4
- 229920000139 polyethylene terephthalate Polymers 0.000 description 4
- 239000005020 polyethylene terephthalate Substances 0.000 description 4
- 239000005056 polyisocyanate Substances 0.000 description 4
- 229920001228 polyisocyanate Polymers 0.000 description 4
- 229920005862 polyol Polymers 0.000 description 4
- 150000003077 polyols Chemical class 0.000 description 4
- 239000002904 solvent Substances 0.000 description 4
- 239000002344 surface layer Substances 0.000 description 4
- 229920002994 synthetic fiber Polymers 0.000 description 4
- 239000012209 synthetic fiber Substances 0.000 description 4
- 229920000742 Cotton Polymers 0.000 description 3
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 3
- 244000299507 Gossypium hirsutum Species 0.000 description 3
- 229920002334 Spandex Polymers 0.000 description 3
- 125000005442 diisocyanate group Chemical group 0.000 description 3
- 230000001747 exhibiting effect Effects 0.000 description 3
- 239000012948 isocyanate Substances 0.000 description 3
- 239000004759 spandex Substances 0.000 description 3
- 210000002268 wool Anatomy 0.000 description 3
- PUPZLCDOIYMWBV-UHFFFAOYSA-N (+/-)-1,3-Butanediol Chemical compound CC(O)CCO PUPZLCDOIYMWBV-UHFFFAOYSA-N 0.000 description 2
- FKTHNVSLHLHISI-UHFFFAOYSA-N 1,2-bis(isocyanatomethyl)benzene Chemical compound O=C=NCC1=CC=CC=C1CN=C=O FKTHNVSLHLHISI-UHFFFAOYSA-N 0.000 description 2
- UPMLOUAZCHDJJD-UHFFFAOYSA-N 4,4'-Diphenylmethane Diisocyanate Chemical compound C1=CC(N=C=O)=CC=C1CC1=CC=C(N=C=O)C=C1 UPMLOUAZCHDJJD-UHFFFAOYSA-N 0.000 description 2
- QTBSBXVTEAMEQO-UHFFFAOYSA-M Acetate Chemical compound CC([O-])=O QTBSBXVTEAMEQO-UHFFFAOYSA-M 0.000 description 2
- 244000025254 Cannabis sativa Species 0.000 description 2
- 235000012766 Cannabis sativa ssp. sativa var. sativa Nutrition 0.000 description 2
- 235000012765 Cannabis sativa ssp. sativa var. spontanea Nutrition 0.000 description 2
- 229920000433 Lyocell Polymers 0.000 description 2
- 229920001407 Modal (textile) Polymers 0.000 description 2
- 229920002302 Nylon 6,6 Polymers 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- 229920001328 Polyvinylidene chloride Polymers 0.000 description 2
- 229920000297 Rayon Polymers 0.000 description 2
- WYURNTSHIVDZCO-UHFFFAOYSA-N Tetrahydrofuran Chemical compound C1CCOC1 WYURNTSHIVDZCO-UHFFFAOYSA-N 0.000 description 2
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 2
- 238000005299 abrasion Methods 0.000 description 2
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 2
- 239000003522 acrylic cement Substances 0.000 description 2
- 239000012790 adhesive layer Substances 0.000 description 2
- 150000001336 alkenes Chemical class 0.000 description 2
- WERYXYBDKMZEQL-UHFFFAOYSA-N butane-1,4-diol Chemical compound OCCCCO WERYXYBDKMZEQL-UHFFFAOYSA-N 0.000 description 2
- 235000009120 camo Nutrition 0.000 description 2
- 235000005607 chanvre indien Nutrition 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 229920001577 copolymer Polymers 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 239000011487 hemp Substances 0.000 description 2
- 230000001771 impaired effect Effects 0.000 description 2
- 239000012046 mixed solvent Substances 0.000 description 2
- 229920001778 nylon Polymers 0.000 description 2
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 2
- 229920002239 polyacrylonitrile Polymers 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 229920000098 polyolefin Polymers 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- 239000004800 polyvinyl chloride Substances 0.000 description 2
- 229920000915 polyvinyl chloride Polymers 0.000 description 2
- 239000005033 polyvinylidene chloride Substances 0.000 description 2
- 239000002994 raw material Substances 0.000 description 2
- 239000002964 rayon Substances 0.000 description 2
- 238000007789 sealing Methods 0.000 description 2
- DVKJHBMWWAPEIU-UHFFFAOYSA-N toluene 2,4-diisocyanate Chemical class CC1=CC=C(N=C=O)C=C1N=C=O DVKJHBMWWAPEIU-UHFFFAOYSA-N 0.000 description 2
- DNIAPMSPPWPWGF-VKHMYHEASA-N (+)-propylene glycol Chemical compound C[C@H](O)CO DNIAPMSPPWPWGF-VKHMYHEASA-N 0.000 description 1
- DNIAPMSPPWPWGF-GSVOUGTGSA-N (R)-(-)-Propylene glycol Chemical compound C[C@@H](O)CO DNIAPMSPPWPWGF-GSVOUGTGSA-N 0.000 description 1
- BYEAHWXPCBROCE-UHFFFAOYSA-N 1,1,1,3,3,3-hexafluoropropan-2-ol Chemical compound FC(F)(F)C(O)C(F)(F)F BYEAHWXPCBROCE-UHFFFAOYSA-N 0.000 description 1
- YPFDHNVEDLHUCE-UHFFFAOYSA-N 1,3-propanediol Substances OCCCO YPFDHNVEDLHUCE-UHFFFAOYSA-N 0.000 description 1
- ALQLPWJFHRMHIU-UHFFFAOYSA-N 1,4-diisocyanatobenzene Chemical compound O=C=NC1=CC=C(N=C=O)C=C1 ALQLPWJFHRMHIU-UHFFFAOYSA-N 0.000 description 1
- SBJCUZQNHOLYMD-UHFFFAOYSA-N 1,5-Naphthalene diisocyanate Chemical compound C1=CC=C2C(N=C=O)=CC=CC2=C1N=C=O SBJCUZQNHOLYMD-UHFFFAOYSA-N 0.000 description 1
- LKPQGDNAWTWXPV-UHFFFAOYSA-N 1,5-diisocyanatooctane Chemical compound CCCC(N=C=O)CCCCN=C=O LKPQGDNAWTWXPV-UHFFFAOYSA-N 0.000 description 1
- ATOUXIOKEJWULN-UHFFFAOYSA-N 1,6-diisocyanato-2,2,4-trimethylhexane Chemical compound O=C=NCCC(C)CC(C)(C)CN=C=O ATOUXIOKEJWULN-UHFFFAOYSA-N 0.000 description 1
- 229940008841 1,6-hexamethylene diisocyanate Drugs 0.000 description 1
- LCZVSXRMYJUNFX-UHFFFAOYSA-N 2-[2-(2-hydroxypropoxy)propoxy]propan-1-ol Chemical compound CC(O)COC(C)COC(C)CO LCZVSXRMYJUNFX-UHFFFAOYSA-N 0.000 description 1
- SXFJDZNJHVPHPH-UHFFFAOYSA-N 3-methylpentane-1,5-diol Chemical compound OCCC(C)CCO SXFJDZNJHVPHPH-UHFFFAOYSA-N 0.000 description 1
- SPBDXSGPUHCETR-JFUDTMANSA-N 8883yp2r6d Chemical compound O1[C@@H](C)[C@H](O)[C@@H](OC)C[C@@H]1O[C@@H]1[C@@H](OC)C[C@H](O[C@@H]2C(=C/C[C@@H]3C[C@@H](C[C@@]4(O[C@@H]([C@@H](C)CC4)C(C)C)O3)OC(=O)[C@@H]3C=C(C)[C@@H](O)[C@H]4OC\C([C@@]34O)=C/C=C/[C@@H]2C)/C)O[C@H]1C.C1C[C@H](C)[C@@H]([C@@H](C)CC)O[C@@]21O[C@H](C\C=C(C)\[C@@H](O[C@@H]1O[C@@H](C)[C@H](O[C@@H]3O[C@@H](C)[C@H](O)[C@@H](OC)C3)[C@@H](OC)C1)[C@@H](C)\C=C\C=C/1[C@]3([C@H](C(=O)O4)C=C(C)[C@@H](O)[C@H]3OC\1)O)C[C@H]4C2 SPBDXSGPUHCETR-JFUDTMANSA-N 0.000 description 1
- 241000196324 Embryophyta Species 0.000 description 1
- IAYPIBMASNFSPL-UHFFFAOYSA-N Ethylene oxide Chemical compound C1CO1 IAYPIBMASNFSPL-UHFFFAOYSA-N 0.000 description 1
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 1
- 229920003620 Grilon® Polymers 0.000 description 1
- 239000005057 Hexamethylene diisocyanate Substances 0.000 description 1
- OAKJQQAXSVQMHS-UHFFFAOYSA-N Hydrazine Chemical compound NN OAKJQQAXSVQMHS-UHFFFAOYSA-N 0.000 description 1
- 229920001410 Microfiber Polymers 0.000 description 1
- FXHOOIRPVKKKFG-UHFFFAOYSA-N N,N-Dimethylacetamide Chemical compound CN(C)C(C)=O FXHOOIRPVKKKFG-UHFFFAOYSA-N 0.000 description 1
- WMTLVUCMBWBYSO-UHFFFAOYSA-N N=C=O.N=C=O.C=1C=CC=CC=1OC1=CC=CC=C1 Chemical compound N=C=O.N=C=O.C=1C=CC=CC=1OC1=CC=CC=C1 WMTLVUCMBWBYSO-UHFFFAOYSA-N 0.000 description 1
- AXCSBFRIHQXBSG-UHFFFAOYSA-N N=C=O.N=C=O.C=1C=CC=CC=1S(=O)(=O)C1=CC=CC=C1 Chemical compound N=C=O.N=C=O.C=1C=CC=CC=1S(=O)(=O)C1=CC=CC=C1 AXCSBFRIHQXBSG-UHFFFAOYSA-N 0.000 description 1
- QORUGOXNWQUALA-UHFFFAOYSA-N N=C=O.N=C=O.N=C=O.C1=CC=C(C(C2=CC=CC=C2)C2=CC=CC=C2)C=C1 Chemical compound N=C=O.N=C=O.N=C=O.C1=CC=C(C(C2=CC=CC=C2)C2=CC=CC=C2)C=C1 QORUGOXNWQUALA-UHFFFAOYSA-N 0.000 description 1
- 240000002853 Nelumbo nucifera Species 0.000 description 1
- 235000006508 Nelumbo nucifera Nutrition 0.000 description 1
- 235000006510 Nelumbo pentapetala Nutrition 0.000 description 1
- ALQSHHUCVQOPAS-UHFFFAOYSA-N Pentane-1,5-diol Chemical compound OCCCCCO ALQSHHUCVQOPAS-UHFFFAOYSA-N 0.000 description 1
- 239000005062 Polybutadiene Substances 0.000 description 1
- 229920003071 Polyclar® Polymers 0.000 description 1
- 229920002614 Polyether block amide Polymers 0.000 description 1
- 239000002202 Polyethylene glycol Substances 0.000 description 1
- 239000007983 Tris buffer Substances 0.000 description 1
- 229920002978 Vinylon Polymers 0.000 description 1
- XMUZQOKACOLCSS-UHFFFAOYSA-N [2-(hydroxymethyl)phenyl]methanol Chemical compound OCC1=CC=CC=C1CO XMUZQOKACOLCSS-UHFFFAOYSA-N 0.000 description 1
- 150000001298 alcohols Chemical class 0.000 description 1
- 125000002947 alkylene group Chemical group 0.000 description 1
- 150000001412 amines Chemical class 0.000 description 1
- 125000003277 amino group Chemical group 0.000 description 1
- WPYMKLBDIGXBTP-UHFFFAOYSA-N benzoic acid Chemical compound OC(=O)C1=CC=CC=C1 WPYMKLBDIGXBTP-UHFFFAOYSA-N 0.000 description 1
- BMRWNKZVCUKKSR-UHFFFAOYSA-N butane-1,2-diol Chemical compound CCC(O)CO BMRWNKZVCUKKSR-UHFFFAOYSA-N 0.000 description 1
- 125000004432 carbon atom Chemical group C* 0.000 description 1
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 description 1
- 239000003054 catalyst Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- VKONPUDBRVKQLM-UHFFFAOYSA-N cyclohexane-1,4-diol Chemical compound OC1CCC(O)CC1 VKONPUDBRVKQLM-UHFFFAOYSA-N 0.000 description 1
- 230000008021 deposition Effects 0.000 description 1
- 239000000539 dimer Substances 0.000 description 1
- SZXQTJUDPRGNJN-UHFFFAOYSA-N dipropylene glycol Chemical compound OCCCOCCCO SZXQTJUDPRGNJN-UHFFFAOYSA-N 0.000 description 1
- 230000002708 enhancing effect Effects 0.000 description 1
- JBKVHLHDHHXQEQ-UHFFFAOYSA-N epsilon-caprolactam Chemical compound O=C1CCCCCN1 JBKVHLHDHHXQEQ-UHFFFAOYSA-N 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 230000004927 fusion Effects 0.000 description 1
- 210000004209 hair Anatomy 0.000 description 1
- RRAMGCGOFNQTLD-UHFFFAOYSA-N hexamethylene diisocyanate Chemical compound O=C=NCCCCCCN=C=O RRAMGCGOFNQTLD-UHFFFAOYSA-N 0.000 description 1
- XXMIOPMDWAUFGU-UHFFFAOYSA-N hexane-1,6-diol Chemical compound OCCCCCCO XXMIOPMDWAUFGU-UHFFFAOYSA-N 0.000 description 1
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 1
- IQPQWNKOIGAROB-UHFFFAOYSA-N isocyanate group Chemical group [N-]=C=O IQPQWNKOIGAROB-UHFFFAOYSA-N 0.000 description 1
- NIMLQBUJDJZYEJ-UHFFFAOYSA-N isophorone diisocyanate Chemical compound CC1(C)CC(N=C=O)CC(C)(CN=C=O)C1 NIMLQBUJDJZYEJ-UHFFFAOYSA-N 0.000 description 1
- 125000000654 isopropylidene group Chemical group C(C)(C)=* 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- AYLRODJJLADBOB-QMMMGPOBSA-N methyl (2s)-2,6-diisocyanatohexanoate Chemical compound COC(=O)[C@@H](N=C=O)CCCCN=C=O AYLRODJJLADBOB-QMMMGPOBSA-N 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- DNIAPMSPPWPWGF-UHFFFAOYSA-N monopropylene glycol Natural products CC(O)CO DNIAPMSPPWPWGF-UHFFFAOYSA-N 0.000 description 1
- SLCVBVWXLSEKPL-UHFFFAOYSA-N neopentyl glycol Chemical compound OCC(C)(C)CO SLCVBVWXLSEKPL-UHFFFAOYSA-N 0.000 description 1
- FVXBCDWMKCEPCL-UHFFFAOYSA-N nonane-1,1-diol Chemical compound CCCCCCCCC(O)O FVXBCDWMKCEPCL-UHFFFAOYSA-N 0.000 description 1
- OEIJHBUUFURJLI-UHFFFAOYSA-N octane-1,8-diol Chemical compound OCCCCCCCCO OEIJHBUUFURJLI-UHFFFAOYSA-N 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 229920002857 polybutadiene Polymers 0.000 description 1
- 229920001223 polyethylene glycol Polymers 0.000 description 1
- 229920001451 polypropylene glycol Polymers 0.000 description 1
- 229920000166 polytrimethylene carbonate Polymers 0.000 description 1
- 229920003225 polyurethane elastomer Polymers 0.000 description 1
- 229920006264 polyurethane film Polymers 0.000 description 1
- 235000013772 propylene glycol Nutrition 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 239000005060 rubber Substances 0.000 description 1
- 238000009958 sewing Methods 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 210000002784 stomach Anatomy 0.000 description 1
- 150000005846 sugar alcohols Polymers 0.000 description 1
- 125000000542 sulfonic acid group Chemical group 0.000 description 1
- YLQBMQCUIZJEEH-UHFFFAOYSA-N tetrahydrofuran Natural products C=1C=COC=1 YLQBMQCUIZJEEH-UHFFFAOYSA-N 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 1
- RYYWUUFWQRZTIU-UHFFFAOYSA-K thiophosphate Chemical compound [O-]P([O-])([O-])=S RYYWUUFWQRZTIU-UHFFFAOYSA-K 0.000 description 1
- ILJSQTXMGCGYMG-UHFFFAOYSA-N triacetic acid Chemical compound CC(=O)CC(=O)CC(O)=O ILJSQTXMGCGYMG-UHFFFAOYSA-N 0.000 description 1
- ZIBGPFATKBEMQZ-UHFFFAOYSA-N triethylene glycol Chemical compound OCCOCCOCCO ZIBGPFATKBEMQZ-UHFFFAOYSA-N 0.000 description 1
- 235000013311 vegetables Nutrition 0.000 description 1
Landscapes
- Laminated Bodies (AREA)
- Knitting Of Fabric (AREA)
- Manufacturing Of Multi-Layer Textile Fabrics (AREA)
- Nonwoven Fabrics (AREA)
Abstract
【解決手段】繊維軸直行方向断面の直径が50nm以上2μm未満の繊維からなるナノファイバー不織布と、該ナノファイバー不織布の少なくとも片面に積層された編生地とを有する複合ファブリックであって、前記編生地の目付が35〜95g/m2、生地厚みが0.10〜0.35mmであり、複合ファブリックのJIS L−1096 A法(フラジール法)による通気度が5cc/cm2/秒以下、KES法による熱伝達抵抗(クロー値)が0.05CLO以上、JIS L−1099 A−1法(塩化ナトリウム法)による透湿性が300g/m2/h以上である複合ファブリック。
【選択図】なし
Description
以下、本発明を詳述する。
ここで、編生地の通気性を抑えて保温性を高めようとする場合には、通常、編目の詰まった編生地とすることが有効であると考えられる。これに対し、本発明者は、ナノファイバー不織布と編生地とを積層して複合ファブリックとする場合には、編生地の編目を粗くしても保温性が高まることを見出した。これは、通気性の低いナノファイバー不織布と編目の粗い編生地とを積層することにより、編生地の糸の隙間に空気からなる断熱層が形成され、保温性が高まるためと推測される。このような複合ファブリックにおいては、編生地の編目が粗いことに加えて、編生地の生地厚みを薄くしても充分な保温性が得られることから、軽量化が可能となる。
なお、本発明の複合ファブリックは、編生地が肌側となるようにして用いられる。編生地は、ナノファイバー不織布の片面のみに積層されていてもよく、両面に積層されていてもよいが、ナノファイバー不織布の繊維の磨耗を抑制し、複合ファブリックの耐久性を向上できることから、両面に積層されていることが好ましい。編生地がナノファイバー不織布の両面に積層されている場合、肌側となる編生地を裏地、外側となる編生地を表地という。
繊維の直径が50nm未満であると、断熱層が更に微小になり、衣服内の湿気を逃がすはたらきが低下する。繊維の直径が2μm以上であると、断熱層が大きくなり、外部からの空気の侵入を防ぐはたらきが低下し、保温効果が不充分となる。繊維の直径は50〜900nmであることが好ましく、50〜700nmであることがより好ましく、100〜700nmであることが特に好ましい。
なお、繊維の直径は、走査型電子顕微鏡(Scanning Electron Microscope(SEM)、倍率:10000〜50000倍)にて撮影し、無作為に選んだ繊維の繊維軸直行方向断面の直径(太さ)を30点測定し、その平均値によって表される。
上記ナノファイバー不織布を構成する繊維の素材として、具体的には例えば、ポリウレタン(例えば、スパンデックス等)、エラストマー系ポリマー(例えば、ウレタン系エラストマー、ポリエステル系エラストマー、ポリアミド系エラストマー等の熱可塑性エラストマー繊維)等が挙げられる。これらの素材からなる繊維は伸縮性に優れることから、本発明の複合ファブリックを肌着等に用いる場合に好適である。なかでも、ポリウレタン、ウレタン系エラストマーが好ましい。
なお、吸水速乾性とは、生地又は衣服が汗等の水分に直接接した場合に、生地又は衣服の内部を通じて水分が即時に外部に放出され、かつ、生地又は衣服自体も素早く乾燥することのできる性質を意味する。吸水速乾性に優れた生地又は衣服は、衣服内環境を快適に保つことができる。
上記ポリエーテルポリオールは特に限定されず、ポリウレタンの製造に用いられる従来公知のポリエーテルポリオールを用いることができ、例えば、ポリテトラメチレングリコールエーテル、ポリエチレングリコールエーテル、ポリプロピレングリコールエーテル等が挙げられる。
一方、ポリウレタン構造中に親水性部分をもたない吸水性又は透湿性ポリウレタン樹脂を用いた場合には、ロータス効果により撥水性が高くなり、水分の移行を妨げることがある。
なお、滴下法とは、JIS L 1907(1)(a)で規定された測定方法であり、バイレック法とは、JIS L 1907(1)(b)で規定された測定方法である。
なお、目付とは、150×150mmの試験片の重量を測定し、単位面積あたりの重量を算出した値である。
なお、生地厚みは、例えばダイヤルシックネスゲージ(尾崎製作所社製)等を用いて測定することができる。
上記編生地の目付は、35〜95g/m2である。このような目付を有する編目の粗い編生地を、通気性の低いナノファイバー不織布に積層することにより、編生地の糸の隙間に空気からなる断熱層が形成され、複合ファブリックの保温性を高めることできる。また、このような目付を有していたとしても、編生地単独では、高い保温性を得ることはできず、外部からの空気の侵入を防いで優れた保温効果を発揮しつつ、衣服内の湿気を逃がすはたらきも発揮されない。
目付が35g/m2未満であると、編生地自体の強度が足りず、複合ファブリックとして成立しない。目付が95g/m2を超えると、衣服内にムレ感が生じたり、重くなって着用感が悪くなったりしてしまう。目付は35〜90g/m2であることが好ましく、38〜88g/m2であることがより好ましい。
なお、編生地がナノファイバー不織布の両面に積層されている場合、編生地の生地厚みとは、それぞれの編生地の生地厚みを意味する。
上記親水性素材として、従来公知の素材が用いられ、例えば、綿、麻等の植物性繊維;ウール等の獣毛繊維;親水性の付与されたポリエステル等の合成繊維;キュプラ、レーヨン、アセテート、ポリノジック、リヨセル等の再生繊維等が挙げられる。なかでも、肌触り感、保温性等の観点から、綿、ウールが好ましい。これらの親水性素材は、単独で又は2種以上が組み合わされて用いられる。
なお、水分率は、JIS L1018の規定に従って、標準状態(温度20±2℃、相対湿度(65±4)%(JIS L0105))において測定した値である。
公定水分率8%以上の素材として、例えば、綿(公定水分率:8.5%)、麻(公定水分率:12.0%)、絹(公定水分率:12.0%)等の植物性繊維;ウール(公定水分率:15.0%)等の獣毛繊維;キュプラ(公定水分率:11.0%)、レーヨン(公定水分率:11.0%)、ポリノジック(公定水分率:11.0%)、リヨセル等の再生繊維等が挙げられる。
公定水分率8%未満の素材として、例えば、ポリエチレンテレフタレート(PET)、ポリエステル(公定水分率:0.4%);ポリアクリロニトリル;ナイロン−6、ナイロン−66等のナイロン系繊維等のポリアミド;ポリ塩化ビニル(公定水分率:0.0%);ポリ塩化ビニリデン(公定水分率:0.0%);例えば、スパンデックス等のポリウレタン(公定水分率:1.0%);ポリプロピレン等のポリオレフィン;アクリル(公定水分率:2%)、トリアセテート(公定水分率:3.5%)、ビニロン(公定水分率:5.0%)、ベンゾエート(公定水分率:0.4%)等の樹脂で構成される合成繊維、アセテート(公定水分率:6.5)等の再生繊維、スチレン系エラストマー、オレフィン系エラストマー、ウレタン系エラストマー、塩化ビニル系エラストマー、ポリエステル系エラストマー、ポリアミド系エラストマー等の熱可塑性エラストマー繊維、フッ素繊維(公定水分率:0%);ポリクラール(登録商標)(公定水分率:3.0%);プロミックス(登録商標)(公定水分率:5.0%)等が挙げられる。
上記編生地の組織として、例えば、横編み、丸編からなる平編み組織、ゴム編み組織、両面編組織等が挙げられる。例えば、編み立てる組織にあった丸編み機を用いて、ゲージ数16〜40Gの範囲内で糸長及びループ長、給糸テンション、生地張力等を設定し編み立てることができる。また、たて編みであってもよい。
上記接着剤は特に限定されず、従来公知の接着剤が用いられるが、ナノファイバー不織布及び編生地の断熱層を塞ぐと保温性、透湿性等を損なうおそれがあることから、接着方法として、メッシュ状又は不織布状の熱融着フィルムを用いたホットプレス、高透湿性接着剤等をスプレーする方法、ナノファイバー不織布と編生地との間に何点か接着剤を塗布し、ポイント接着(ドット接着)する方法等が好ましい。
また、上記高透湿性接着剤として、例えば、親水基を導入したポリウレタン等が挙げられる。
なお、複合ファブリックの総目付、総厚みとは、複合ファブリック全体の目付、生地厚みを意味する。
本発明の複合ファブリックのJIS L−1096 A法(フラジール法)による通気度の下限は特に限定されないが、好ましい下限は0.10cc/cm2/秒である。
クロー値が0.05CLO未満であると、保温性が低くなりすぎ、衣服内の熱エネルギーが衣服外に大量に移動したり、外気(冷気)が衣服内に侵入したりしやすくなり、寒く感じてしまう。クロー値は0.064〜0.15CLOであることが好ましく、0.07〜0.15CLOであることがより好ましい。
本発明の複合ファブリックのJIS L−1099 A−1法(塩化ナトリウム法)による透湿性の上限は特に限定されないが、好ましい上限は800g/m2/hである。
アクリル板上に水の液滴を0.2mL滴下し、複合ファブリックの編生地(裏地)が液滴に接するように、複合ファブリックを液滴にかぶせる。次いで、複合ファブリックの上に5gの錘をのせて、1分間放置した後、複合ファブリックの編生地(裏地)の水分率をモイスチャーチェッカー707S(スカラー社製)を用いて測定する。測定は4回行い、その平均値を肌側の水分率とする。また、複合ファブリックの編生地(裏地)に抜けた液滴のシミの面積を測定する。測定は3回行い、その平均値を肌側の水分拡散面積とする。
ナノファイバー不織布を製造する方法としては、ナノファイバー不織布の繊維を構成する素材を溶媒に溶解させた溶液を用いて、電界紡糸法(Electro SpinningDeposition(ESD))によりナノファイバー不織布を形成する方法が好ましい。上記溶媒として、例えば、N,N−ジメチルホルムアミド(DMF)、テトラヒドロフラン、ジメチルアセトアミド、ヘキサフルオロイソプロパノール、メチルエチルケトン等が挙げられる。これらは、単独で又は2種以上が混合されて用いられる。
本発明の複合ファブリックは、衣料、特にインナーウェア(好ましくは防寒用肌着、保温性を目的とする肌着等)、スポーツウェア等に好適に使用される。インナーウェアとして、例えば、シャツ、ブリーフ、腹巻き、ステテコ、パッチ、ショーツ、ガードル、ペチコート、レギンス、ソックス、タイツ等が挙げられる。また、スポーツウェアとして、例えば、オートバイ、自転車ロードレース、フィッシング、ヨットセーリング、ゴルフ等の競技を行う際に着用されるウェア等が挙げられる。
本発明の衣料の総重量は特に限定されないが、例えば、本発明の衣料が肌着である場合、50〜250gであることが好ましい。このような重量とすることで、重すぎて着用時に不快感を与えることのない肌着とすることができる。総重量は50〜230gであることがより好ましい。
(1)ナノファイバー不織布の製造
一液型ポリエーテル系ポリウレタン樹脂溶液(透湿性ポリウレタン、ハイムレンY−210B、不揮発分30%、大日精化工業社製)をDMFとMEKとの混合溶媒(65:35(重量比))を用いて、不揮発分が15重量%となるように希釈し、これを電界紡糸装置(ES−2300、ヒューエンス社製)の溶液充填部に充填し、40kVの電圧をかけて電界紡糸を行い、ナノファイバー不織布を製造した。なお、このときに用いた金属製ノズルの径は23G(内径:0.33mm)で、コレクターまでの距離は15cmであった。得られたナノファイバー不織布(表1中、NF22と示す)は、生地厚み0.1mm、目付22g/m2、繊維軸直行方向断面の直径(平均直径)782nmであった。
なお、ナノファイバー不織布の生地厚みは、ダイヤルシックネスゲージ(尾崎製作所社製)を用いて3箇所の測定を行い、その平均値とした。目付は、150×150mmの試験片の重量を測定し、目付(g/m2)を求めた。繊維の直径は、走査型電子顕微鏡(Scanning ElectronMicroscope(SEM)、倍率:10000〜50000倍)にて撮影し、無作為に選んだ繊維の繊維軸直行方向断面の直径(太さ)を30点測定し、その平均値を求めた。
編生地A(天竺編生地、素材:ポリエステル、目付:39g/m2、生地厚み:0.18mm、繊度:30dtex、ウェール数:6.4/inch、コース数:10.2/inch)を裏地として用いた。編生地Aに、共重合ポリアミド/アクリル接着剤を9ポイント/1inch、6g/m2となるようドット加工した。その加工面にナノファイバー不織布を配し、熱プレス機(TABLE TYPE TEST PRESS SA−302、テスター産業社製)を用いて、100〜135℃、プレス圧力1〜3MPa、ライン速度6m/分にて熱融着して、複合ファブリックを得た。
なお、編生地の生地厚みは、ダイヤルシックネスゲージ(尾崎製作所社製)を用いて3箇所の測定を行い、その平均値とした。目付は、150×150mmの試験片の重量を測定し、目付(g/m2)を求めた。
JIS L−1096 A法(フラジール法)に従って複合ファブリックの通気度を測定した。
KES−F7−IIサーモラボ(カトーテック社製)を用い、KES法に従って複合ファブリックの熱伝達抵抗(クロー値)を測定した。測定は3回繰り返し、その平均値をクロー値とした。
JIS L−1099 A−1法(塩化ナトリウム法)に従って複合ファブリックの透湿性を測定した。
実施例1と同様にして、ナノファイバー不織布を得た。
編生地B(天竺編生地、素材:ポリエステル、目付:85g/m2、生地厚み:0.31mm、繊度:58dtex、ウェール数:4.1/inch、コース数:11.9/inch)を裏地として用いた。編生地Bに、共重合ポリアミド接着剤を22ポイント/1inch、6g/m2となるようドット加工した。その加工面にナノファイバー不織布を配し、実施例1と同様にして熱プレスを行い、複合ファブリックを得た。
その後、実施例1と同様にして、通気度、クロー値及び透湿性を測定した。
実施例1と同様にして、ナノファイバー不織布を得た。
編生地Aを裏地として用い、編生地Bを表地として用いた。編生地Aに、実施例1と同様にしてドット加工し、編生地Bに、実施例2と同様にしてドット加工した。編生地A及び編生地Bのドット加工面にナノファイバー不織布を配し、実施例1と同様にして熱プレスを行い、複合ファブリックを得た。
その後、実施例1と同様にして、通気度、クロー値及び透湿性を測定した。
実施例1と同様にして、ナノファイバー不織布を得た。
編生地Aを2枚用意し、裏地及び表地として用いた。2枚の編生地Aに、実施例1と同様にしてドット加工した。それぞれのドット加工面にナノファイバー不織布を配し、実施例1と同様にして熱プレスを行い、複合ファブリックを得た。
その後、実施例1と同様にして、通気度、クロー値及び透湿性を測定した。
実施例1と同様にして、ナノファイバー不織布を得た。
編生地C(天竺編生地、素材:ナイロン−6、目付:73g/m2、生地厚み:0.28mm、繊度:56dtex、ウェール数:4.6/inch、コース数:11.7/inch)を裏地として用い、編生地Aを表地として用いた。編生地Cに、共重合ポリアミド接着剤を22ポイント/1inch、6g/m2となるようドット加工し、編生地Aに、実施例1と同様にしてドット加工した。編生地C及び編生地Aのドット加工面にナノファイバー不織布を配し、実施例1と同様にして熱プレスを行い、複合ファブリックを得た。
その後、実施例1と同様にして、通気度、クロー値及び透湿性を測定した。
実施例1と同様にして、ナノファイバー不織布を得た。
編生地Cを裏地として用い、編生地Bを表地として用いた。編生地Cに、実施例5と同様にしてドット加工し、編生地Bに、実施例2と同様にしてドット加工した。編生地C及び編生地Bのドット加工面にナノファイバー不織布を配し、実施例1と同様にして熱プレスを行い、複合ファブリックを得た。
その後、実施例1と同様にして、通気度、クロー値及び透湿性を測定した。
生地厚み0.05mm、目付7g/m2としたこと以外は実施例1と同様にして、ナノファイバー不織布(表1中、NF7と示す)を得た。このナノファイバー不織布を用いたこと以外は実施例3と同様にして、複合ファブリックを得た。
その後、実施例1と同様にして、通気度、クロー値及び透湿性を測定した。
実施例1で得られたナノファイバー不織布をそのまま用いた。
編生地B(天竺編生地、素材:ポリエステル、目付:85g/m2、生地厚み:0.31mm、繊度:58dtex、ウェール数:4.1/inch、コース数:11.9/inch)をそのまま用いた。
(1)ウレタンフィルムの製造
一液型ポリエーテル系ポリウレタン樹脂溶液(透湿性ポリウレタン、ハイムレンY−210B、不揮発分30%、大日精化工業社製)をDMFとMEKとの混合溶媒(65:35(重量比))を用いて希釈し、これをバーコーターにてフィルム状にキャストした。80℃、20分の条件で乾燥を行い、生地厚み0.15mm、目付30g/m2となるようにウレタンフィルムを作製した。
編生地Aを2枚用意し、裏地及び表地として用いた。2枚の編生地Aに、実施例1と同様にしてドット加工した。それぞれのドット加工面にウレタンフィルムを配し、実施例1と同様にして熱プレスを行い、複合ファブリックを得た。
実施例1と同様にして、ナノファイバー不織布を得た。
編生地D(天竺編生地、素材:ナイロン−6、目付:100g/m2、生地厚み:0.39mm、繊度:80dtex、ウェール数:4.5/inch、コース数:11.5/inch)を裏地として用い、編生地E(天竺編生地、素材:ポリエステル、目付:105g/m2、生地厚み:0.41mm、繊度:77dtex、ウェール数:4.3/inch、コース数:11.7/inch)を表地として用いた。編生地D及び編生地Eに、共重合ポリアミド接着剤を22ポイント/1inch、6g/m2となるようドット加工した。編生地D及び編生地Eのドット加工面にナノファイバー不織布を配し、実施例1と同様にして熱プレスを行い、複合ファブリックを得た。
その後、実施例1と同様にして、通気度、クロー値及び透湿性を測定した。
実施例1と同様にして、ナノファイバー不織布を得た。
編生地F(天竺編生地、素材:ポリエステル、目付:34g/m2、生地厚み:0.09mm、繊度:30dtex、ウェール数:5.4/inch、コース数:10.2/inch)を裏地として用いた。編生地Fに、共重合ポリアミド/アクリル接着剤を9ポイント/1inch、6g/m2となるようドット加工した。その加工面にナノファイバー不織布を配し、実施例1と同様にして熱プレスを行い、複合ファブリックを得た。
その後、実施例1と同様にして、通気度、クロー値及び透湿性を測定した。
生地厚み0.01mm、目付2g/m2したこと以外は実施例1と同様にして、ナノファイバー不織布(表1中、NF2と示す)を得た。このナノファイバー不織布を用いたこと以外は実施例3と同様にして、複合ファブリックを得た。
その後、実施例1と同様にして、通気度、クロー値及び透湿性を測定した。
実施例1と同様にして、ナノファイバー不織布を得た。
編生地G(天竺編生地、素材:ポリエステル、目付:105g/m2、生地厚み:0.30mm、繊度:56dtex、ウェール数:5.3/inch、コース数:11.5/inch)を2枚用意し、裏地及び表地として用いた。2枚の編生地Gに、共重合ポリアミド接着剤を22ポイント/1inch、6g/m2となるようドット加工した。その加工面にナノファイバー不織布を配し、実施例1と同様にして熱プレスを行い、複合ファブリックを得た。
その後、実施例1と同様にして、通気度、クロー値及び透湿性を測定した。
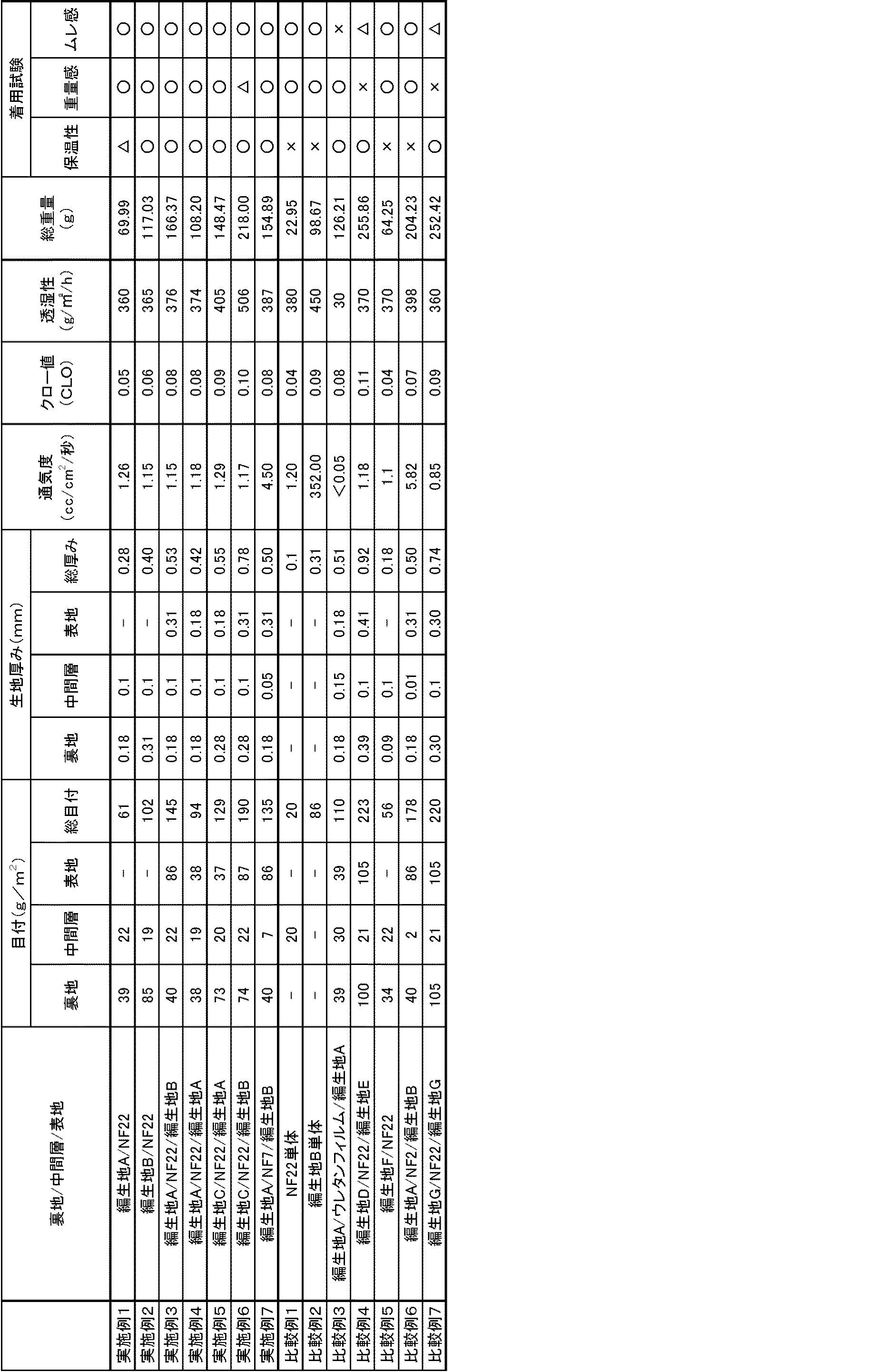
実施例及び比較例で得られた複合ファブリックについて以下の評価を行った。
複合ファブリックの総目付及び総厚みを測定した。なお、総厚みは、ダイヤルシックネスゲージ(尾崎製作所社製)を用いて3箇所の測定を行い、その平均値とした。総目付は、150×150mmの試験片の重量を測定し、目付(g/m2)を求めた。
複合ファブリックを用いて肌着を縫製し、その重量を測定した。
実施例及び比較例で得られた複合ファブリックを用いて肌着を縫製し、保温性、重量感及びムレ感について評価した(被験者:年齢20代〜30代、男性3名、女性3名)。
(保温性)
気温25度の室内において、20cm離れた位置から10℃の冷気を直径20cmのホースから流し、どのように感じたかを下記指標により評価した。
○:暖かい
△:少し寒い
×:寒い
着用した際や手で扱った際の重量感について、どのように感じたかを下記指標により評価した。
○:軽い
△:普通
×:重い
1分間に30往復の踏み台昇降運動を行った後の衣服内のムレ感について、下記指標により評価した。
○:ムレない
△:少しムレる
×:ムレる
Claims (4)
- 繊維軸直行方向断面の直径が50nm以上2μm未満の繊維からなるナノファイバー不織布と、該ナノファイバー不織布の少なくとも片面に積層された編生地とを有する複合ファブリックであって、
前記編生地の目付が35〜95g/m2、生地厚みが0.10〜0.35mmであり、
複合ファブリックのJIS L−1096 A法(フラジール法)による通気度が5cc/cm2/秒以下、KES法による熱伝達抵抗(クロー値)が0.05CLO以上、JIS L−1099 A−1法(塩化ナトリウム法)による透湿性が300g/m2/h以上である
ことを特徴とする複合ファブリック。 - ナノファイバー不織布を構成する繊維が、ウレタン系エラストマーからなることを特徴とする請求項1記載の複合ファブリック。
- ナノファイバー不織布が電界紡糸法により形成されていることを特徴とする請求項1又は2記載の複合ファブリック。
- 請求項1、2又は3記載の複合ファブリックを用いて製造されることを特徴とする衣料。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012031808A JP5898994B2 (ja) | 2012-02-16 | 2012-02-16 | 複合ファブリック及び衣料 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012031808A JP5898994B2 (ja) | 2012-02-16 | 2012-02-16 | 複合ファブリック及び衣料 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013166340A true JP2013166340A (ja) | 2013-08-29 |
| JP5898994B2 JP5898994B2 (ja) | 2016-04-06 |
Family
ID=49177170
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012031808A Expired - Fee Related JP5898994B2 (ja) | 2012-02-16 | 2012-02-16 | 複合ファブリック及び衣料 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5898994B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20220339914A1 (en) * | 2019-09-13 | 2022-10-27 | The North Face Apparel Corp. | Composite materials with membrane |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007136970A (ja) * | 2005-11-22 | 2007-06-07 | Komatsu Seiren Co Ltd | 透湿性防水布帛 |
| JP2009191435A (ja) * | 2008-01-18 | 2009-08-27 | Gunze Ltd | 複合ファブリック |
| JP2009256863A (ja) * | 2008-03-28 | 2009-11-05 | Gunze Ltd | 複合ファブリック |
-
2012
- 2012-02-16 JP JP2012031808A patent/JP5898994B2/ja not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007136970A (ja) * | 2005-11-22 | 2007-06-07 | Komatsu Seiren Co Ltd | 透湿性防水布帛 |
| JP2009191435A (ja) * | 2008-01-18 | 2009-08-27 | Gunze Ltd | 複合ファブリック |
| JP2009256863A (ja) * | 2008-03-28 | 2009-11-05 | Gunze Ltd | 複合ファブリック |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20220339914A1 (en) * | 2019-09-13 | 2022-10-27 | The North Face Apparel Corp. | Composite materials with membrane |
| US12162261B2 (en) * | 2019-09-13 | 2024-12-10 | The North Face Apparel Corp. | Composite materials with membrane |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5898994B2 (ja) | 2016-04-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5442074B2 (ja) | 複合ファブリック | |
| KR101603126B1 (ko) | 적층체 포백 | |
| JP2014234561A (ja) | 顔部用保温具 | |
| CN108026674A (zh) | 多层结构圆形针织物 | |
| JP5415786B2 (ja) | 衣類 | |
| US20230240400A1 (en) | No Sweat Marks Fabric with Moisture Management Function | |
| JP4390514B2 (ja) | 多層構造編地 | |
| JP5268730B2 (ja) | 複合ファブリック | |
| JP4518087B2 (ja) | 透湿防水性生地 | |
| JP2001164444A (ja) | 立体構造編地 | |
| TW200404109A (en) | Elastic fiber and its use | |
| KR101320488B1 (ko) | 양방향 신축 편물 및 이를 이용하여 제조된 투습방수 원단 | |
| US11458711B2 (en) | Fabric having multilayer structure and method for producing same, and fiber product | |
| JP5430323B2 (ja) | 冷感素材用複合ファブリック | |
| JP5898994B2 (ja) | 複合ファブリック及び衣料 | |
| CN101128313A (zh) | 通过吸水立体地进行结构变化的复合布帛材料及纤维制品 | |
| JP2005105442A (ja) | 多層構造編地 | |
| KR20240072991A (ko) | 섬유 적층 구조체 및 그 제조 방법 | |
| JP4518105B2 (ja) | 透湿防水性生地 | |
| US20250296292A1 (en) | Moisture-permeable waterproofing layered fabric, production method therefor, and garment obtained using same | |
| JP5393502B2 (ja) | 複合ファブリック、該複合ファブリックを含む衣料及び該複合ファブリックを製造する方法 | |
| JP2014118658A (ja) | 複合ファブリック及び衣料 | |
| JP2016215441A (ja) | 積層体布帛 | |
| JP2014177715A (ja) | 就寝時用衣料 | |
| JP2012117159A (ja) | 衣類 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20141218 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150929 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20151006 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20151127 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160301 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160307 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5898994 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |