JP2012507279A - チーズのブロックを製造するための方法および装置 - Google Patents
チーズのブロックを製造するための方法および装置 Download PDFInfo
- Publication number
- JP2012507279A JP2012507279A JP2011534415A JP2011534415A JP2012507279A JP 2012507279 A JP2012507279 A JP 2012507279A JP 2011534415 A JP2011534415 A JP 2011534415A JP 2011534415 A JP2011534415 A JP 2011534415A JP 2012507279 A JP2012507279 A JP 2012507279A
- Authority
- JP
- Japan
- Prior art keywords
- cheese
- vacuum
- holder
- whey
- block
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 235000013351 cheese Nutrition 0.000 title claims abstract description 108
- 238000000034 method Methods 0.000 title claims abstract description 48
- 239000005862 Whey Substances 0.000 claims abstract description 39
- 102000007544 Whey Proteins Human genes 0.000 claims abstract description 39
- 108010046377 Whey Proteins Proteins 0.000 claims abstract description 39
- 238000003825 pressing Methods 0.000 claims abstract description 25
- 230000008569 process Effects 0.000 claims abstract description 22
- 238000004519 manufacturing process Methods 0.000 claims abstract description 6
- 238000009489 vacuum treatment Methods 0.000 claims abstract description 3
- 238000009835 boiling Methods 0.000 claims description 6
- 230000015572 biosynthetic process Effects 0.000 claims description 3
- 230000006837 decompression Effects 0.000 claims description 2
- 230000005494 condensation Effects 0.000 claims 1
- 238000009833 condensation Methods 0.000 claims 1
- 239000003570 air Substances 0.000 description 41
- 239000012528 membrane Substances 0.000 description 8
- 239000000463 material Substances 0.000 description 7
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 7
- 239000002245 particle Substances 0.000 description 5
- 230000002787 reinforcement Effects 0.000 description 4
- 230000001427 coherent effect Effects 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 230000003014 reinforcing effect Effects 0.000 description 3
- 239000012080 ambient air Substances 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 230000006835 compression Effects 0.000 description 2
- 238000007906 compression Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000005304 joining Methods 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000005192 partition Methods 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 239000003566 sealing material Substances 0.000 description 2
- 230000000712 assembly Effects 0.000 description 1
- 238000000429 assembly Methods 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000011038 discontinuous diafiltration by volume reduction Methods 0.000 description 1
- 238000005265 energy consumption Methods 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 230000008020 evaporation Effects 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000007800 oxidant agent Substances 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 125000006850 spacer group Chemical group 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
Images

Classifications
-
- A—HUMAN NECESSITIES
- A01—AGRICULTURE; FORESTRY; ANIMAL HUSBANDRY; HUNTING; TRAPPING; FISHING
- A01J—MANUFACTURE OF DAIRY PRODUCTS
- A01J25/00—Cheese-making
- A01J25/12—Forming the cheese
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Animal Husbandry (AREA)
- Environmental Sciences (AREA)
- Dairy Products (AREA)
- Meat, Egg Or Seafood Products (AREA)
Abstract
【選択図】なし
Description
2 箱型のケース
2 ホルダ
3 下部
3 ホルダ
4 上部
4 カバー
5 結合縁部
6 結合縁部
7 シール材料
8 気密可撓性壁
8 柔軟な膜
9 閉鎖空気室
9 空間
10 管
11 ガス弁
12 真空管
13 ホルダの内部空間
14 ガス弁
15 真空ポンプ手段
15 真空デバイス
20 チーズ型
20 チーズバット
21 支持体
22 カード塊
23 矢印
24 チーズ型に関連するカバー
24 フォロア
25 制御デバイス
25 マイクロプロセッサ
26 圧力計
27 圧力計
28 ホエーセパレーター
30 外周補強リブ
31 外周補強リブ
32 カバー4の上壁
33 補強リブ
34 補強リブ
35 第2の管
36 動作可能な弁
37 取付縁部
38 プレート
39 隔壁
40 穿孔
41 プレスプラットフォーム
42 第2の管
43 動作可能なガス弁
44 開口部
45 リブ
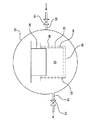
50 可撓性気密材料のバルーン状のホルダ
50 バルーン
51 真空ポンプ用の接続部
51 真空接続部
52 空気供給用の接続部
52 空気接続部
53 適切な弁
54 弁
55 二重壁
Claims (11)
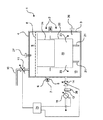
- カードからチーズのブロックを製造するための方法であって、カード塊が、フォロアを備える少なくとも1つのチーズ型に堆積され、前記少なくとも1つのチーズ型において、真空処理およびプレス処理を施され、前記少なくとも1つのチーズ型が、真空を発生させているホルダに配置される間に、前記プレス処理が行われる方法において、
前記真空処理が少なくとも第1および第2のステップを含み、前記第1のステップで真空ポンプ手段を使用して、前記ホルダに、第1の真空圧を有する真空を形成して、前記カード塊から空気とそれに随伴するホエーとを抜き、前記第2のステップ中に、前記ホルダ内の真空圧をさらに減少させて第2の真空圧にし、前記第2の真空圧は、前記カード塊に存在する前記ホエーが沸騰し始め、残りの空気および遊離ホエーが前記カード塊から押し出される値を少なくとも有することを特徴とする方法。 - 前記ホエーが沸騰し始める前記真空圧が、前記ホエーまたはカード塊の温度に応じて制御されることを特徴とする請求項1に記載の方法。
- 第3のステップにおいて、前記第2のステップで得られた前記真空圧を、設定可能な時間にわたって維持して、リンドを形成することを特徴とする請求項2に記載の方法。
- 前記真空ポンプが、沸点に達した後に続いている前記第2のステップの一部、所望ならば前記第3のステップの少なくとも一部にわたって動作し続け、製造すべき前記チーズの水分を制御することを特徴とする請求項3に記載の方法。
- 可撓性壁の外面が気圧に段階的にさらされ、これにより、前記ホルダ内にある前記チーズ型の前記フォロアと、前記チーズ型に収容された前記カード塊とに対する発生プレス力を生じさせることによって、少なくとも前記第3のステップ中に、プレス力が前記ホルダの前記可撓性壁を介して前記フォロアに加えられることを特徴とする請求項3または4に記載の方法。
- 前記可撓性壁によって付与された前記プレス力が前記第1のステップ中にまたはその後に既に加えられていることを特徴とする請求項5に記載の方法。
- 前記第3のステップにおいて、ある範囲のリンド形成が行われているときに、第4のステップでは、前記ホルダの前記真空が、沸騰限界よりも高い値に減少され、これによって、前記カード塊に存在する前記蒸気が凝縮し、前記蒸気の体積が著しく減少され、その結果、前記カード塊が前記凝縮蒸気の位置をとるときに、前記カード塊が収縮することを特徴とする請求項3〜6のいずれか1項に記載の方法。
- 前記第4のステップの後に、前記プレス処理が所望の時間にわたって継続され、前記プレス処理の終了時に、前記真空が除去されて、前記チーズブロックが前記型から取り出されることを特徴とする請求項7に記載の方法。
- 前記プレス処理の継続中に、前記真空が徐々におよび/または段階的に減少されることを特徴とする請求項8に記載の方法。
- 前記分離されたホエーの重量が、チーズ型に堆積された前記カード塊の重量と比較されること、および前記比較に基づいて、最終的なチーズブロックの重量を決定し、次のチーズ型の充填重量を制御して、所定の所望の重量を有するチーズブロックを得ることを特徴とする請求項1〜9のいずれか1項に記載の方法。
- 前記チーズブロックの内部にある前記真空を除去した後に、減圧が依然として発生しており、蒸気泡の凝縮工程が進行中であり、その結果、前記チーズブロック自体が前記チーズ型から分離するときに、形成されたチーズブロックが前記チーズ型から取り出されることを特徴とする請求項8または9に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| NL2002153 | 2008-10-30 | ||
| NL2002153A NL2002153C (nl) | 2008-10-30 | 2008-10-30 | Werkwijze en inrichting voor het produceren van blokken kaas. |
| PCT/NL2009/050655 WO2010050812A2 (en) | 2008-10-30 | 2009-10-30 | Method and apparatus for producing blocks of cheese |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014257438A Division JP5959614B2 (ja) | 2008-10-30 | 2014-12-19 | チーズのブロックを製造するための方法および装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012507279A true JP2012507279A (ja) | 2012-03-29 |
Family
ID=40638054
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011534415A Pending JP2012507279A (ja) | 2008-10-30 | 2009-10-30 | チーズのブロックを製造するための方法および装置 |
| JP2014257438A Active JP5959614B2 (ja) | 2008-10-30 | 2014-12-19 | チーズのブロックを製造するための方法および装置 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014257438A Active JP5959614B2 (ja) | 2008-10-30 | 2014-12-19 | チーズのブロックを製造するための方法および装置 |
Country Status (16)
| Country | Link |
|---|---|
| US (1) | US8512792B2 (ja) |
| EP (1) | EP2348819B1 (ja) |
| JP (2) | JP2012507279A (ja) |
| AU (1) | AU2009310482B2 (ja) |
| BR (1) | BRPI0914525B1 (ja) |
| CA (1) | CA2741806C (ja) |
| DK (1) | DK2348819T3 (ja) |
| EA (1) | EA019232B1 (ja) |
| ES (1) | ES2561043T3 (ja) |
| MX (1) | MX2011004484A (ja) |
| NL (1) | NL2002153C (ja) |
| NZ (1) | NZ592618A (ja) |
| PL (1) | PL2348819T3 (ja) |
| UA (1) | UA110457C2 (ja) |
| WO (1) | WO2010050812A2 (ja) |
| ZA (1) | ZA201103591B (ja) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH707000A1 (en) * | 2012-09-21 | 2014-03-31 | Kalt Maschb Ag | Cheese mold. |
| EA201690132A1 (ru) * | 2013-07-03 | 2016-06-30 | Тетра Лаваль Холдингз Энд Файнэнс С.А. | Способ и система для получения полутвердого сыра |
| EP3166395B1 (en) | 2014-07-07 | 2019-09-25 | Tetra Laval Holdings & Finance S.A. | A method and system for pressing out whey from curd |
| WO2016005307A1 (en) * | 2014-07-07 | 2016-01-14 | Tetra Laval Holdings & Finance S.A. | A method and system for producing cheese using closed casings |
| CA2943685A1 (en) | 2015-11-13 | 2017-05-13 | Kalt Maschinenbau Ag | A method and a device for the handling of cheese blocks |
| EP3167723A1 (de) | 2015-11-13 | 2017-05-17 | Kalt Maschinenbau AG | Verfahren und vorrichtung zur handhabung von käselaiben |
| CH712381B1 (de) | 2016-04-21 | 2021-05-14 | Kalt Maschb Ag | Käsefertiger. |
| CH714488A2 (de) | 2017-12-21 | 2019-06-28 | Kalt Maschb Ag | Pressdeckel für eine Käseform. |
| CH715264A2 (de) | 2018-08-20 | 2020-02-28 | Kalt Maschb Ag | Vorrichtung zur Käseherstellung. |
| EP3852516A4 (en) * | 2018-09-19 | 2022-06-22 | Doré, Michel | CURD MELTING APPARATUS AND METHOD |
| CH716326A2 (de) | 2019-06-17 | 2020-12-30 | Kalt Maschb Ag | Verfahren und Vorrichtung zur Herstellung von Kräuterkäse. |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS49126860A (ja) * | 1973-04-12 | 1974-12-04 | ||
| CA1040571A (en) * | 1976-07-14 | 1978-10-17 | James R. Sharp | Apparatus and method for processing curd and like material |
| JPS54140770A (en) * | 1978-04-20 | 1979-11-01 | Alfa Laval Ab | Method and apparatus for forming natural cheese block from cheese curd |
| JPS57502101A (ja) * | 1980-12-15 | 1982-12-02 | ||
| JPS61285957A (ja) * | 1985-06-14 | 1986-12-16 | Nippon Kokan Kk <Nkk> | ゲル状豆乳の脱水装置および方法 |
| JPS63500218A (ja) * | 1985-07-09 | 1988-01-28 | オステマ−,ペア | 凝乳を圧搾し成形するための装置 |
| EP0742998A1 (fr) * | 1995-05-15 | 1996-11-20 | Societe D'etude, Realisation Et Vente A L'industrie, Servi S.A. | Procédé et installation pour éliminer par presssage le lactosérum contenu dans du caillé |
| JPH1056897A (ja) * | 1996-07-09 | 1998-03-03 | Tetra Pak Tebel Bv | ブロック形成機 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3133492A (en) * | 1962-05-17 | 1964-05-19 | Commw Scient Ind Res Org | Press |
| FR1431096A (fr) * | 1965-01-29 | 1966-03-11 | Procédé et dispositif de pressage pour la fabrication des fromages | |
| FR2190358A2 (en) * | 1972-07-04 | 1974-02-01 | Magyar G Sa | Vacuum pressing process and device - for mfr of cheeses |
| DE2346339A1 (de) * | 1973-09-14 | 1975-04-24 | Friesland B V Maschf | Vorrichtung zum pneumatischen pressen von zwischen einem formboden und einem an den formwaenden entlang streichenden folger befindendem noch restmolke enthaltendem kaesebruch |
| EP0069282B1 (en) * | 1981-07-03 | 1986-05-28 | National Dairy Association Of New Zealand Limited | Method of and apparatus for cooling a wet particulate food product, especially a cheese type food product |
| CA1217376A (en) * | 1982-12-28 | 1987-02-03 | Kazumitsu Taga | Dehydrated food product and method of producing same |
| GB8807761D0 (en) * | 1988-03-31 | 1988-05-05 | Alfa Laval Cheese Systems | Method & apparatus for producing moulded cheese blocks |
| DK170390B1 (da) * | 1992-01-21 | 1995-08-21 | Apv Cheese A S | Ostepresse |
| US5773054A (en) * | 1995-12-05 | 1998-06-30 | Kraft Foods, Inc. | Manufacture of particulate natural cheese without block formation |
-
2008
- 2008-10-30 NL NL2002153A patent/NL2002153C/nl not_active IP Right Cessation
-
2009
- 2009-10-30 JP JP2011534415A patent/JP2012507279A/ja active Pending
- 2009-10-30 CA CA2741806A patent/CA2741806C/en active Active
- 2009-10-30 PL PL09752490T patent/PL2348819T3/pl unknown
- 2009-10-30 DK DK09752490.4T patent/DK2348819T3/en active
- 2009-10-30 ES ES09752490.4T patent/ES2561043T3/es active Active
- 2009-10-30 AU AU2009310482A patent/AU2009310482B2/en active Active
- 2009-10-30 EP EP09752490.4A patent/EP2348819B1/en active Active
- 2009-10-30 WO PCT/NL2009/050655 patent/WO2010050812A2/en active Application Filing
- 2009-10-30 BR BRPI0914525-7A patent/BRPI0914525B1/pt not_active IP Right Cessation
- 2009-10-30 EA EA201100697A patent/EA019232B1/ru not_active IP Right Cessation
- 2009-10-30 US US13/126,428 patent/US8512792B2/en active Active
- 2009-10-30 NZ NZ592618A patent/NZ592618A/xx unknown
- 2009-10-30 MX MX2011004484A patent/MX2011004484A/es active IP Right Grant
- 2009-10-30 UA UAA201106707A patent/UA110457C2/ru unknown
-
2011
- 2011-05-16 ZA ZA2011/03591A patent/ZA201103591B/en unknown
-
2014
- 2014-12-19 JP JP2014257438A patent/JP5959614B2/ja active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS49126860A (ja) * | 1973-04-12 | 1974-12-04 | ||
| CA1040571A (en) * | 1976-07-14 | 1978-10-17 | James R. Sharp | Apparatus and method for processing curd and like material |
| JPS54140770A (en) * | 1978-04-20 | 1979-11-01 | Alfa Laval Ab | Method and apparatus for forming natural cheese block from cheese curd |
| JPS57502101A (ja) * | 1980-12-15 | 1982-12-02 | ||
| JPS61285957A (ja) * | 1985-06-14 | 1986-12-16 | Nippon Kokan Kk <Nkk> | ゲル状豆乳の脱水装置および方法 |
| JPS63500218A (ja) * | 1985-07-09 | 1988-01-28 | オステマ−,ペア | 凝乳を圧搾し成形するための装置 |
| EP0742998A1 (fr) * | 1995-05-15 | 1996-11-20 | Societe D'etude, Realisation Et Vente A L'industrie, Servi S.A. | Procédé et installation pour éliminer par presssage le lactosérum contenu dans du caillé |
| JPH1056897A (ja) * | 1996-07-09 | 1998-03-03 | Tetra Pak Tebel Bv | ブロック形成機 |
Also Published As
| Publication number | Publication date |
|---|---|
| PL2348819T3 (pl) | 2016-05-31 |
| ZA201103591B (en) | 2012-01-25 |
| EA201100697A1 (ru) | 2011-12-30 |
| US8512792B2 (en) | 2013-08-20 |
| BRPI0914525A2 (pt) | 2015-12-15 |
| CA2741806A1 (en) | 2010-05-06 |
| MX2011004484A (es) | 2011-05-31 |
| EP2348819B1 (en) | 2015-12-16 |
| NZ592618A (en) | 2013-08-30 |
| US20110262604A1 (en) | 2011-10-27 |
| EP2348819A2 (en) | 2011-08-03 |
| WO2010050812A2 (en) | 2010-05-06 |
| AU2009310482A1 (en) | 2010-05-06 |
| WO2010050812A3 (en) | 2010-09-30 |
| EA019232B1 (ru) | 2014-02-28 |
| AU2009310482B2 (en) | 2014-01-30 |
| CA2741806C (en) | 2017-03-21 |
| NL2002153C (nl) | 2010-05-04 |
| ES2561043T3 (es) | 2016-02-24 |
| JP5959614B2 (ja) | 2016-08-02 |
| JP2015091249A (ja) | 2015-05-14 |
| BRPI0914525B1 (pt) | 2017-12-19 |
| UA110457C2 (ru) | 2016-01-12 |
| DK2348819T3 (en) | 2016-02-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5959614B2 (ja) | チーズのブロックを製造するための方法および装置 | |
| US3133492A (en) | Press | |
| AU2011100602A4 (en) | Method and apparatus for producing blocks of cheese | |
| US5904194A (en) | Method for producing a hard wood element | |
| US4184825A (en) | Apparatus for vacuum treatment of cheese | |
| US10099282B2 (en) | Low-pressure casting method and low-pressure casting apparatus | |
| JPS6338261B2 (ja) | ||
| JP3759384B2 (ja) | 減圧鋳型の減圧方法及びその吸引配管装置 | |
| US3379804A (en) | Method of the production of a body from a slip in a porous mold | |
| JP2000135547A (ja) | 鋳物砂の圧縮方法及びその装置 | |
| JPH07292598A (ja) | パルプモールドの製造方法および装置 | |
| JP5986782B2 (ja) | 成形装置 | |
| JPH09199109A (ja) | 電池製造における電解液注入装置および電解液注入方法 | |
| JP4393632B2 (ja) | エイジフォーミングの成形方法 | |
| JPH05131420A (ja) | コンクリ−ト二次製品の製造方法と製造装置 | |
| EP1260334A1 (fr) | Procédé et dispositif de fabrication d'éléments de construction | |
| JP2520624Y2 (ja) | Smc等の真空プレス成形装置 | |
| JPS61238442A (ja) | 鋳物中子の通ガス装置 | |
| CH639865A5 (en) | Process and apparatus which make it possible to remove the excess of ceramic paste from an organic foam impregnated with this paste | |
| JPH0641826Y2 (ja) | グローブボックス | |
| CN113910423A (zh) | 一种抽真空带内外模混凝土细长构件模具及其工作方法 | |
| GB1584687A (en) | Production of articles moulded from plastics | |
| CH118009A (fr) | Procédé pour comprimer et sécher des objets moulés en pâte malléable et machine pour la mise en oeuvre dudit procédé. | |
| JPH0976259A (ja) | 粉末成形方法 | |
| JPH1160349A (ja) | コンクリートセグメントの成形法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20121026 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130913 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20131001 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20131225 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20140108 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20140121 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20140128 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20140228 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20140307 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140328 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20140826 |