JP2012195108A - コンタクト及び金属部品の製造方法 - Google Patents
コンタクト及び金属部品の製造方法 Download PDFInfo
- Publication number
- JP2012195108A JP2012195108A JP2011057073A JP2011057073A JP2012195108A JP 2012195108 A JP2012195108 A JP 2012195108A JP 2011057073 A JP2011057073 A JP 2011057073A JP 2011057073 A JP2011057073 A JP 2011057073A JP 2012195108 A JP2012195108 A JP 2012195108A
- Authority
- JP
- Japan
- Prior art keywords
- contact
- resist film
- concavo
- convex
- convex shape
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





















Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R12/00—Structural associations of a plurality of mutually-insulated electrical connecting elements, specially adapted for printed circuits, e.g. printed circuit boards [PCB], flat or ribbon cables, or like generally planar structures, e.g. terminal strips, terminal blocks; Coupling devices specially adapted for printed circuits, flat or ribbon cables, or like generally planar structures; Terminals specially adapted for contact with, or insertion into, printed circuits, flat or ribbon cables, or like generally planar structures
- H01R12/70—Coupling devices
- H01R12/77—Coupling devices for flexible printed circuits, flat or ribbon cables or like structures
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R12/00—Structural associations of a plurality of mutually-insulated electrical connecting elements, specially adapted for printed circuits, e.g. printed circuit boards [PCB], flat or ribbon cables, or like generally planar structures, e.g. terminal strips, terminal blocks; Coupling devices specially adapted for printed circuits, flat or ribbon cables, or like generally planar structures; Terminals specially adapted for contact with, or insertion into, printed circuits, flat or ribbon cables, or like generally planar structures
- H01R12/70—Coupling devices
- H01R12/82—Coupling devices connected with low or zero insertion force
- H01R12/85—Coupling devices connected with low or zero insertion force contact pressure producing means, contacts activated after insertion of printed circuits or like structures
- H01R12/88—Coupling devices connected with low or zero insertion force contact pressure producing means, contacts activated after insertion of printed circuits or like structures acting manually by rotating or pivoting connector housing parts
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R12/00—Structural associations of a plurality of mutually-insulated electrical connecting elements, specially adapted for printed circuits, e.g. printed circuit boards [PCB], flat or ribbon cables, or like generally planar structures, e.g. terminal strips, terminal blocks; Coupling devices specially adapted for printed circuits, flat or ribbon cables, or like generally planar structures; Terminals specially adapted for contact with, or insertion into, printed circuits, flat or ribbon cables, or like generally planar structures
- H01R12/70—Coupling devices
- H01R12/77—Coupling devices for flexible printed circuits, flat or ribbon cables or like structures
- H01R12/778—Coupling parts carrying sockets, clips or analogous counter-contacts
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/16—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for manufacturing contact members, e.g. by punching and by bending
Abstract
【課題】他部材との電気的接触及び機械的接触を確実に行わせることのできるコンタクトを提供する。
【解決手段】コンタクト31は、ほぼ平行となった固定片32と可動片33を連結部34で連結したものである。可動片33の先端部下面には、フレキシブルプリント基板などに接触させるための可動接点部35を設けてあり、可動片33の後端部には、カム部で押して可動片33を傾かせるための操作受け部36を設けている。固定片32の前端部はコネクタのハウジングに嵌合させるための嵌合部37となっている。このコンタクト31において、可動接点部35の接触面となる接点接触面35aには、コンタクト31の幅方向に沿って延伸した凹凸形状が設けられている。また、嵌合部37の下面は圧接面37a、すなわちハウジングの底面に接触する接触面となっており、この圧接面37aにもコンタクト31の幅方向に沿って延伸した凹凸形状が設けられている。
【選択図】図3
【解決手段】コンタクト31は、ほぼ平行となった固定片32と可動片33を連結部34で連結したものである。可動片33の先端部下面には、フレキシブルプリント基板などに接触させるための可動接点部35を設けてあり、可動片33の後端部には、カム部で押して可動片33を傾かせるための操作受け部36を設けている。固定片32の前端部はコネクタのハウジングに嵌合させるための嵌合部37となっている。このコンタクト31において、可動接点部35の接触面となる接点接触面35aには、コンタクト31の幅方向に沿って延伸した凹凸形状が設けられている。また、嵌合部37の下面は圧接面37a、すなわちハウジングの底面に接触する接触面となっており、この圧接面37aにもコンタクト31の幅方向に沿って延伸した凹凸形状が設けられている。
【選択図】図3
Description
本発明はコンタクト及び金属部品の製造方法に関する。たとえば、ハウジングに組み込まれてコネクタを形成するコンタクトや、当該コンタクトの製造に用いることのできる金属部品の製造方法に関する。
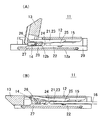
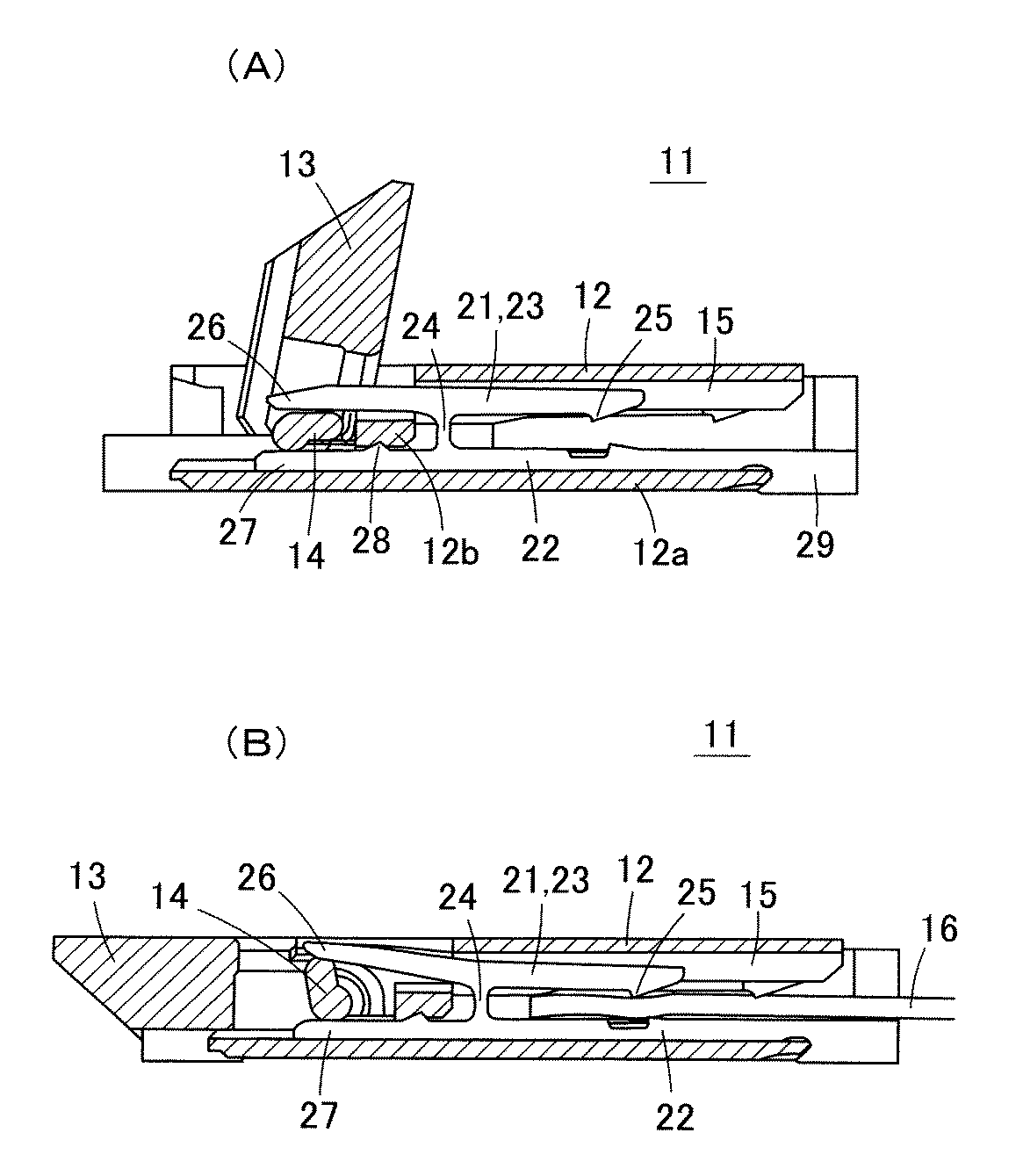
特許文献1には、図1(A)及び図1(B)に示すような構造のコネクタが開示されている。このコネクタ11のハウジング12内には、2種類のコンタクト(接続端子)が組み込まれる。図2に一方のコンタクト21を示す。このコンタクト21は、固定片22と可動片23がほぼ平行となっており、固定片22と可動片23とが両片22、23に垂直な連結部24により連結されている。可動片23の前端部下面には可動接点部25が設けられ、可動片23の後端部がコネクタ11のカム部14により作用を受ける操作受け部26となっている。また、固定片22の後部に形成された嵌合部27のうち連結部24に近い位置の上面には抜止め部28が突出し、固定片22の前端部下面には固定用脚部29が突出している。
コンタクト21は、図1(A)に示すように、ハウジング12の挿入孔15内に前方から挿入され、固定用脚部29の背面がハウジング12のベース12a前端に当たって止まる。嵌合部27はハウジング12のベース12aと押え部12bの間に圧入され、抜止め部28を押え部12bの下面に嵌合させることによって嵌合部27の下面をベース12aに圧接させ、抜け止めされる。また、コンタクト21の操作受け部26と嵌合部27との間には、カム部14が入り込んでいる。このカム部14は、操作レバー13で回転操作される。
そして、コネクタ11にフレキシブルプリント基板16を接続するときには、図1(B)に示すように、連結部24よりも前方において固定片22と可動片23の間にフレキシブルプリント基板16を挿入する。ついで、操作レバー13を倒してカム部14を回転させ、カム部14で操作受け部26を押し上げる。操作受け部26を押し上げると、可動接点部25が下がってフレキシブルプリント基板16の上面に圧接される。フレキシブルプリント基板16は、こうして撓んだ状態で可動接点部25と固定片22との間に噛み込まれて保持される。また、可動接点部25がフレキシブルプリント基板16の電極パッドに圧接することで、コネクタ11とフレキシブルプリント基板16が電気的に接続される。
しかし、コネクタ11は用途によっては振動を受ける場合がある。また、コンタクト21は掴んでいるフレキシブルプリント基板16によって引っ張り力を受ける場合もある。そのため、このようなコネクタ11においては、コンタクト21がハウジングから抜けて徐々に緩んでくるおそれを払拭することができない。
また、このコンタクト21は、可動接点部25をフレキシブルプリント基板16の電極パッドに圧接させるだけでフレキシブルプリント基板16と電気的に接続しているので、可動接点部25と電極パッドとの電気的な接触を安定させることが要求される。
本発明は、上記のような技術的課題に鑑みてなされたものであって、その目的とするところは、他部材との電気的接触及び機械的接触を確実に行わせることのできるコンタクトを提供することにある。また、当該コンタクトを含む金属部品の製造方法を提供することにある。
本発明に係るコンタクトは、他部材との接触部に、凹条又は凸条の少なくとも一方からなる凹凸形状を設けたことを特徴としている。
本発明のコンタクトにあっては、他部材との接触部に凹凸形状を設けているので、他部材との接触圧を高めることができる。よって、電気的接触及び機械的接触を確実にすることができる。すなわち、他部材との接触部、たとえば接点部に凹凸形状を設けてあれば、他部材の電極表面の汚れや酸化膜を凹凸形状によって破壊し、その下の電極を露出させることができ、電気的接触の信頼性を向上させることができる。また、他部材との接触部、たとえば圧接部に凹凸形状を設けてあれば、コンタクトを他部材に嵌合させたときに他部材との摺動抵抗が高くなり、コンタクトが緩んだり抜けたりするのを防ぐことができる。
本発明に係るコンタクトのある実施態様は、前記他部材との接触部が接点部であって、前記凹凸形状は、当該接点部の押圧方向及びワイピング方向に垂直な方向に延伸している。かかる実施態様では、凹凸形状の凸条が他部材の電極などに線状に当接し、線状に当接している方向と直交する方向へワイピングされる。よって、線状に当接した凸条がそれと直交する方向へ移動して電極表面を面状にワイピングするので、電極パッドの表面の汚れや酸化膜を効率よく破壊することができ、接点部の接触信頼性をより一層向上させることができる。
本発明に係るコンタクトの別な実施態様は、前記他部材との接触部が他部材への圧接面であって、前記凹凸形状は、前記他部材への挿入方向に垂直な方向に延伸している。かかる実施態様によれば、挿入方向と凹凸形状の延びている方向とが直交しているので、コンタクトが挿入方向に動きにくく、コンタクトの抜けや緩みを防止することができる。
本発明に係るコンタクトのさらに別な実施態様は、幅が250μm以下であって、前記凹凸形状を構成する凸条の先端が湾曲している。かかる実施態様によれば、凹凸形状の接触圧を非常に高くすることができる。
本発明に係るコンタクトのさらに別な実施態様は、幅が250μm以下であって、前記凹凸形状を構成する凸条又は凹条が幅方向の一端から他端まで連続している。かかる実施態様によれば、凸条又は凹条が端から端まで連続しているので、他部材との接触が安定し、コンタクトが傾いたりしにくくなる。
本発明に係るコンタクトのさらに別な実施態様は、電鋳法によって作製する際に、前記凹凸形状を設けられている。かかる実施態様によれば、パンチ加工によってコンタクトを作製する場合にくらべてきれいな凹凸形状を作製することができる。
本発明に係る金属部品の第1の製造方法は、電極板の表面にレジスト膜を形成する工程と、縁の少なくとも一部に微細な凹凸が描かれたマスクパターンを有するフォトマスクを用いて前記レジスト膜に露光する工程と、前記レジスト膜を現像して前記レジスト膜に成形用開口をあける工程と、前記成形用開口内に電鋳法によって電鋳材料を堆積させて賦形する工程とを有している。ここでいう縁とは、内周側の縁であってもよく、外周側の縁であってもよい。本発明の第1の製造方法によれば、フォトマスクに形成されたマスクパターンの凹凸によって金属部品の表面に凹凸形状を作製することができる。また、フォトマスクに任意の形状をデザインすることによって金属部品に所望の凹凸パターンを形成することができる。
本発明に係る金属部品の第2の製造方法は、電極板の表面にレジスト膜を形成する工程と、前記レジスト膜とフォトマスクとの間に微粒子群を分布させた状態で、前記レジスト膜に露光する工程と、前記レジスト膜を現像して前記レジスト膜に成形用開口をあける工程と、前記成形用開口内に電鋳法によって電鋳材料を堆積させて賦形する工程とを有している。本発明の第2の製造方法によれば、高価なフォトマスクを用いないで金属部品に凹凸形状を作製することができ、金属部品の製造コストを安価にできる。
本発明に係る金属部品の第3の製造方法は、表層部に微粒子層を有するドライフィルムレジストを電極板の表面に配設する工程と、前記レジスト膜に露光及び現像を行って前記レジスト膜に成形用開口をあける工程と、前記成形用開口内に電鋳法によって電鋳材料を堆積させて賦形する工程とを有している。ドライフィルムの表層部の微粒子層としては、ドライフィルムの製造工程及び流通工程において密着防止のためにドライフィルムレジストの表面に貼られている滑剤入りの保護フィルムを用いることができる。本発明の第3の製造方法によれば、高価なフォトマスクを用いないで金属部品に凹凸形状を作製することができ、またドライフィルムレジストの保護フィルムを利用できるので、金属部品の製造コストを安価にできる。
本発明に係る金属部品、特にコンタクトは、本発明に係る金属部品の第1−第3の製造方法により、凹条又は凸条の少なくとも一方からなる凹凸形状を表面に設けられたものである。係る金属部品又はコンタクトでは、電鋳法によって製造される金属部品の表面に、簡単な方法で微細な凹凸形状を付与することができる。
本発明に係るコネクタは、本発明に係るコンタクトをハウジング内に納めたことを特徴としている。係るコネクタによれば、コンタクトをハウジング内にしっかりと組み込むことができ、コンタクトがハウジングから抜けにくくなる。また、フレキシブルプリント基板などの電極パッドとの電気的接触の信頼性も向上する。
なお、本発明における前記課題を解決するための手段は、以上説明した構成要素を適宜組み合せた特徴を有するものであり、本発明はかかる構成要素の組合せによる多くのバリエーションを可能とするものである。
以下、添付図面を参照しながら本発明の好適な実施形態を説明する。但し、本発明は以下の実施形態に限定されるものでなく、本発明の要旨を逸脱しない範囲において種々設計変更することができる。
(コンタクトの構造)
図3は、本発明の一実施形態によるコンタクト31の斜視図であって、上下を反転させた状態で表している。このコンタクト31は、電鋳法によって作製される微小な接続端子である。図4(A)及び図4(B)は、コンタクト31の一部を拡大した図である。また、図5(A)は当該コンタクト31を組み込んだコネクタ51の断面図、図5(B)はフレキシブルプリント基板46を接続されたコネクタ51の断面図である。
図3は、本発明の一実施形態によるコンタクト31の斜視図であって、上下を反転させた状態で表している。このコンタクト31は、電鋳法によって作製される微小な接続端子である。図4(A)及び図4(B)は、コンタクト31の一部を拡大した図である。また、図5(A)は当該コンタクト31を組み込んだコネクタ51の断面図、図5(B)はフレキシブルプリント基板46を接続されたコネクタ51の断面図である。
コンタクト31は、固定片32と可動片33がほぼ平行となっており、固定片32と可動片33とが両片32、33にほぼ垂直な連結部34により一体に連結されている。可動片33の前端部下面には三角形状をした可動接点部35が突出し、可動片33の後端部はコネクタ51のカム部より作用を受ける操作受け部36となっている。また、固定片32の前端部は、コンタクト31をハウジング52の挿入孔に納めたときに、ハウジングと嵌合する嵌合部37となっている。また、嵌合部37の上面からは突起部38が突出している。固定片32の後端部下面には固定用脚部39が突出している。
可動接点部35のうちフレキシブルプリント基板の電極パッドに圧接する接触面、すなわち可動接点部35の下面に位置する接点接触面35aには、図4(A)に示すように、可動接点部35の押圧方向Pとワイピング方向Wに垂直な方向に沿って延びた複数本の凸条41a又は凹条41bからなる凹凸形状41が形成されている。この凹凸形状41は、一般的にはコンタクト31の幅方向に沿って一端から他端まで連続して延びた複数本の凸条又は凹条となる。
また、嵌合部37のハウジングと接する面、すなわち下面に位置する圧接面37aには、図4(B)に示すように、嵌合部37の圧入方向Sに垂直な方向に延びた複数本の凸条42a又は凹条42bからなる凹凸形状42が形成されている。この凹凸形状42も、一般的にはコンタクト31の幅方向に沿って一端から他端まで連続して延びた複数本の凸条又は凹条となる。なお、凹凸形状は、コンタクトの形状をなすようなものではなく、微小なコンタクトと比べても微小なサイズのものである。
(コネクタの構造)
図5(A)及び図5(B)に示すコネクタ51は、コンタクト31を組み込んだものである。このコネクタには、2種類のコンタクトがそれぞれ複数本組み込まれている。一方のコンタクトは、上記コンタクト31である。他方のコンタクトは、図1に示したコンタクト21において、図3のコンタクト31と同様に、その可動接点部25の接点接触面に凹凸形状41を設け、またその嵌合部27の圧接面に凹凸形状42を設けたものである。
図5(A)及び図5(B)に示すコネクタ51は、コンタクト31を組み込んだものである。このコネクタには、2種類のコンタクトがそれぞれ複数本組み込まれている。一方のコンタクトは、上記コンタクト31である。他方のコンタクトは、図1に示したコンタクト21において、図3のコンタクト31と同様に、その可動接点部25の接点接触面に凹凸形状41を設け、またその嵌合部27の圧接面に凹凸形状42を設けたものである。
コネクタ51は、両コンタクトに凹凸形状41、42を設けた点を除けば、特許文献1に開示されたコネクタとほぼ同様であってよい。したがって、コネクタ51については、図5(A)及び図5(B)を参照して簡単に説明する(ここに記載していない点については特許文献1の記載を援用する。)。
コンタクト31は、図5(A)に示すように、ハウジング52の挿入孔55内に後方から挿入され、固定用脚部39の前面がハウジング52のベース52a後端に当たって止まる。嵌合部37はハウジング52内に圧入され、嵌合部37の下面に設けられた圧接面37a(凹凸形状42)がベース52aの上面に圧接し、コンタクト31が抜け止めされる。また、コンタクト31の操作受け部36と固定片32の間には、カム部54が入り込んでいる。このカム部54は、操作レバー53で回転操作される。
そして、コネクタ51にフレキシブルプリント基板46を接続するときには、図5(B)に示すように、連結部24よりも前方において固定片22と可動片23の間にフレキシブルプリント基板46を挿入する。ついで、操作レバー53を倒してカム部54を回転させ、カム部54で操作受け部36を押し上げる。操作受け部36を押し上げると、可動接点部35が下がってフレキシブルプリント基板46の上面に圧接する。フレキシブルプリント基板46は、こうして撓んだ状態で可動接点部35と突起部38との間に噛み込まれて保持される。また、可動接点部35がフレキシブルプリント基板46の電極パッドに圧接することで、コネクタ51とフレキシブルプリント基板46が電気的に接続される。
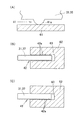
なお、図3に示した接点接触面35a(凹凸形状41)の位置や圧接面37a(凹凸形状42)の位置は、一例であって、適宜変更されるものである。すなわち、コンタクト31を組み込むコネクタなどの構造や種類によって可動接点部35や接点接触面35aの位置が変化するので、凹凸形状41の位置もそれに応じて変化する。また、ハウジングの形状やコンタクト31のハウジングへの組込み方によってコンタクト31の圧接面37aの位置も変化するので、凹凸形状42の位置もそれに応じて変化する。したがって、凹凸形状41、42は、図6(A)のように曲面の上に設けられる場合もあり、図6(B)のように平面の上に設けられる場合もあり、図6(C)のように盛り上がった平面の上に設けられる場合もある。
また、上記コンタクト31は、コネクタのほか、リレーやスイッチのターミナルなどに使用することもできるものである。
(コンタクトの作用効果)
つぎに、コンタクト31に凹凸形状41、42を設けることによる効果を説明する。このコンタクト31では、可動接点部35の接触面に凹凸形状41を形成しているので、可動接点部35の接触圧が凸条41aの先端に集中し、可動接点部35の接触圧が大きくなり、可動接点部35の接触信頼性が向上する。また、可動接点部35に凹凸形状41を設けていると、フレキシブルプリント基板46の電極パッド表面に生じている汚れや酸化膜が凸条41aによって破壊され、露出させた電極パッドの金属面に可動接点部35を接触させることができ、可動接点部35の接触信頼性が向上する。特に、図7(A)に示すように、凹凸形状41が可動接点部35の押圧方向P及びワイピング方向Wに垂直な方向に延びている場合には、凸条41aが電極パッド61に線状に当接して線状に当接している方向と直交する方向へワイピングされる。よって、線状に当接した凸条41aがそれと直交する方向へ移動して電極パッドの表面を面状にワイピングするので、電極パッドの表面の汚れや酸化膜を効率よく破壊することができ、可動接点部35の接触信頼性をより一層向上させることができる。
つぎに、コンタクト31に凹凸形状41、42を設けることによる効果を説明する。このコンタクト31では、可動接点部35の接触面に凹凸形状41を形成しているので、可動接点部35の接触圧が凸条41aの先端に集中し、可動接点部35の接触圧が大きくなり、可動接点部35の接触信頼性が向上する。また、可動接点部35に凹凸形状41を設けていると、フレキシブルプリント基板46の電極パッド表面に生じている汚れや酸化膜が凸条41aによって破壊され、露出させた電極パッドの金属面に可動接点部35を接触させることができ、可動接点部35の接触信頼性が向上する。特に、図7(A)に示すように、凹凸形状41が可動接点部35の押圧方向P及びワイピング方向Wに垂直な方向に延びている場合には、凸条41aが電極パッド61に線状に当接して線状に当接している方向と直交する方向へワイピングされる。よって、線状に当接した凸条41aがそれと直交する方向へ移動して電極パッドの表面を面状にワイピングするので、電極パッドの表面の汚れや酸化膜を効率よく破壊することができ、可動接点部35の接触信頼性をより一層向上させることができる。
また、このコンタクト31では、ハウジング52と接している圧接面37aに、コンタクト31の挿入方向と直交する方向に延びた凹凸形状42を設けているので、圧接面37aとハウジング52との接触面積を小さくできる。よって、圧接面37a(あるいは凹凸形状42)の接触圧を高めることできる。その結果、たとえば図7(B)に示すように、相手部材62の挿入孔63にコンタクト31を圧入する場合、コンタクト31とハウジング52との間の摺動抵抗を大きくしてコンタクト31の保持力を高めることができ、コンタクト31が緩んでハウジング52から抜けにくくなる。特に、振動やフレキシブルプリント基板46からの引っ張り力によるコンタクト31の緩みを低減させることができる。この効果を得るためには、図7(B)に示すように嵌合部37の全面に凹凸形状42を設ける必要はなく、図7(C)に示すように、嵌合部37の一部の面だけに凹凸形状42を設けていてもよい。
(凹凸形状について)
つぎに、好ましい凹凸形状について説明する。コンタクトは、一般に、金属板を打ち抜くことによって作製されることが多い。プレスにより金属板から打ち抜いたときの断面の顕微鏡写真を図8に示す。金属板をプレスで打ち抜いたときの断面には、筋状の剪断面と組織が潰れたような破断面とが表れていて、剪断面の筋が破断面で途切れている。ここで、金属板の厚みをD1、剪断面の長さ(厚み)をD2とすると、一般的には、D2/D1の値が1/2以上1/3以下である。このようなプレスによる断面をコンタクトの接触面として使用した場合には、相手部材に接触したときにコンタクトが片当たりして傾く。また、相手部材との接触も不安定になる。そのため、プレスによる断面はコンタクトの接触面としては好ましくない。
つぎに、好ましい凹凸形状について説明する。コンタクトは、一般に、金属板を打ち抜くことによって作製されることが多い。プレスにより金属板から打ち抜いたときの断面の顕微鏡写真を図8に示す。金属板をプレスで打ち抜いたときの断面には、筋状の剪断面と組織が潰れたような破断面とが表れていて、剪断面の筋が破断面で途切れている。ここで、金属板の厚みをD1、剪断面の長さ(厚み)をD2とすると、一般的には、D2/D1の値が1/2以上1/3以下である。このようなプレスによる断面をコンタクトの接触面として使用した場合には、相手部材に接触したときにコンタクトが片当たりして傾く。また、相手部材との接触も不安定になる。そのため、プレスによる断面はコンタクトの接触面としては好ましくない。
そこで、種々の凹凸形状のうち望ましい凹凸形状を模索した結果、コンタクトの幅が250μm以下であって、幅方向の一端(一方側面)から他端(他方側面)まで連続した、表面が円弧状又は断面が半円状の凹凸形状が好ましいとの結論に達した。以下、その理由を説明する。
まず、図9(A)に示すように、表面が円弧状(断面半円状)の凸条71が端から端まで延びていて、それが平均ピッチsで並んだ凹凸形状を有する接触面を考えた。これをモデルM1という。また、図9(B)に示すように、V溝状の凹条72(あるいは、断面が台形状の凸条)が平均ピッチsで並び、一方の端部では表面73が平坦になった接触面を考えた。これをモデルM2という。モデルM2は、図8のようなプレスによる断面をモデル化したものである。また、図9(C)は、拙速面が平滑な場合である。これをモデルM3という。
ついで、これらのモデルM1−M3について、それぞれの接触圧を計算した。
図9(A)のような円弧状の凹凸形状を有するモデルM1では、線接触のために接触圧が大きくなるので、ヘルツ(Hertz)理論(たとえば、NACHI-BUISINESS news, Vol.10D1, June 2006; 株式会社不二越 開発本部 開発企画部 2006年6月20日発行)を用いて接触圧を計算した。
円弧状の凸条が1本であれば、凸条(円筒)と平面の接触時の面圧は次の数式1で表される。
ここで、Pm:接触圧
F:荷重(加圧力)
E:縦弾性係数
t:板厚
R:凸条の表面の曲率半径
である。
図9(A)のような円弧状の凹凸形状を有するモデルM1では、線接触のために接触圧が大きくなるので、ヘルツ(Hertz)理論(たとえば、NACHI-BUISINESS news, Vol.10D1, June 2006; 株式会社不二越 開発本部 開発企画部 2006年6月20日発行)を用いて接触圧を計算した。
円弧状の凸条が1本であれば、凸条(円筒)と平面の接触時の面圧は次の数式1で表される。
F:荷重(加圧力)
E:縦弾性係数
t:板厚
R:凸条の表面の曲率半径
である。
しかし、モデルM1では、複数本の円弧状の凸条を考えているので、上記数式1は、次の数式2のように修正される。
ここで、Pm:接触圧
F:荷重
E:縦弾性係数
t:板厚
R:凸条の表面の曲率半径
f:凸条1本当たりにかかる力
n:凸条の本数
L:接触幅
s:凹凸の平均ピッチ
であって、f=F/n、L=n×s である。
F:荷重
E:縦弾性係数
t:板厚
R:凸条の表面の曲率半径
f:凸条1本当たりにかかる力
n:凸条の本数
L:接触幅
s:凹凸の平均ピッチ
であって、f=F/n、L=n×s である。
つぎに、図9(B)のような台形の凸条を有するモデルM2では面接触となるので、単純に表面積で計算した。モデルM2では、V溝の面積割合は最大で10%とし、剪断面の割合D2/D1は30%とした。用いた計算式は、つぎの数式3である。
ここで、Pm:接触圧
F:荷重
t:板厚
L:接触幅
である。
F:荷重
t:板厚
L:接触幅
である。
つぎに、図9(C)のように平らなモデルM3では、つぎの数式3で計算した。これは、モデルM2において、V溝の面積割合を0%とし、剪断面の割合を100%とした場合にあたる。
ここで、Pm:接触圧
F:荷重
t:板厚
L:接触幅
である。
F:荷重
t:板厚
L:接触幅
である。
上記数式2−4を用いて、モデルM1−M3のそれぞれの接触圧Pを計算した。計算を行うにあたっては、各条件を統一した。条件1はつぎの通りである。
凹凸の平均ピッチ s: 0.1mm
荷重(加圧力) F: 100gf
接触幅 L: 0.05mm
板厚 t: 0.1mm
曲率半径 R: 0.002mm
ヤング率とポアソン比については、コネクタ材料として最も多く用いられる「りん青銅」の値を使用した。
ヤング率E=1.2×105[N/mm2]
ポアソン比=0.3
この条件1は、大きな接触力を想定した条件である。この結果は次の表1の通りであった。
凹凸の平均ピッチ s: 0.1mm
荷重(加圧力) F: 100gf
接触幅 L: 0.05mm
板厚 t: 0.1mm
曲率半径 R: 0.002mm
ヤング率とポアソン比については、コネクタ材料として最も多く用いられる「りん青銅」の値を使用した。
ヤング率E=1.2×105[N/mm2]
ポアソン比=0.3
この条件1は、大きな接触力を想定した条件である。この結果は次の表1の通りであった。
また、小さな接触力を想定した条件2はつぎの通りである。
凹凸の平均ピッチ s: 0.004mm
荷重(加圧力) F: 10gf
接触幅 L: 10mm
板厚 t: 0.25mm
曲率半径 R: 0.025mm
ここでもヤング率とポアソン比については、コネクタ材料として最も多く用いられる「りん青銅」の上記値を使用した。
この結果は次の表2の通りであった。
凹凸の平均ピッチ s: 0.004mm
荷重(加圧力) F: 10gf
接触幅 L: 10mm
板厚 t: 0.25mm
曲率半径 R: 0.025mm
ここでもヤング率とポアソン比については、コネクタ材料として最も多く用いられる「りん青銅」の上記値を使用した。
この結果は次の表2の通りであった。
上記表1、表2の結果から分かるように、接触圧が小さい場合でも接触圧が大きな場合でも(したがって、それらの中間でも)、円弧状の凸条を有するモデルM1が他のモデルに比べて非常に大きな接触圧を発生させることが分かる。
別な計算でも、モデルM3の接触圧を1とした場合、s=8μmのピッチでV溝を形成したモデルM2の接触圧はその3.7倍であった。また、半径0.3μmの円弧状の凸条をs=4.1μmのピッチで設けたモデルM1の接触圧は、モデルM3の182倍であり、半径4μmの円弧状の凸条をs=8μmのピッチで設けたモデルM1の接触圧は、モデルM3の71倍であった。ヘルツの式によれば、円弧状の凸条によって構成された凹凸形状接触圧は、プレスにより形成された部品の接触圧よりも大きくなる。
(金属部品の第1の製造方法)
以上述べたように、コンタクトの凹凸形状は25μm以下の幅の金属板に対して端から端まで連続的に形成された断面半円弧状の凸条を有するものが好ましい。このような凹凸形状を有するコンタクト、一般的にいえば金属板は、以下のようにして電鋳法で作製することができる。
以上述べたように、コンタクトの凹凸形状は25μm以下の幅の金属板に対して端から端まで連続的に形成された断面半円弧状の凸条を有するものが好ましい。このような凹凸形状を有するコンタクト、一般的にいえば金属板は、以下のようにして電鋳法で作製することができる。
電鋳法による金属部品の第1の製造方法を図10(A)−図10(C)、図11(A)−図11(C)及び図12(A)−図12(D)に示す。ここで、図10(A)、図10(B)、図11(B)、図11(C)、図12(B)及び図12(C)は断面図である。図10(C)は図10(B)の平面図である。図11(A)は図11(B)に示すフォトマスクの下面図である。図12(A)は図12(B)の平面図である。図12(D)は金属部品の斜視図である。
第1の製造方法では、まず図10(A)に示すように、電鋳用の電極板101の上面にネガ型レジストを塗布してレジスト膜102を形成する。電極板101は、導電性を有する基板であって、金属板、導電性物質からなる板、あるいは非導電性材料からなる板の表面に導電性物質をコーティングしたものである。ついで、図10(B)及び図10(C)に示すように、レジスト膜102の上面に微粒子103を適当な密度で分布させて微粒子層を形成する。微粒子103を分布させる領域は、レジスト膜102の上面の全体であってもよく、一部分であってもよい。また、微粒子としては、金属微粒子やセラミック微粒子のように光を遮蔽するものであってもよく、ガラス粒子のように光を散乱させる透明体であってもよい。微粒子層は、微粒子を含んだ透明なシートをレジスト膜102の上面に貼ってもよく、レジスト液に分散させた微粒子をレジスト膜102の上面に塗布してもよく、粉状の微粒子(粉体)をレジスト膜102の上面に散布してもよい。
この後、図11(B)に示すように、表面に微粒子層を形成されたレジスト膜102の上にフォトマスク104を重ねる。フォトマスク104の下面には、図11(A)に示すようなマスクパターン105(遮光領域)が形成されている。このマスクパターン105には周辺に微細な凹凸を設計しておく必要がないので、マスクコストを抑えることができる。図11(B)のようにフォトマスク104を通してレジスト膜102に露光すると、マスクパターン105の設けられていない領域ではフォトマスク104を光が透過してレジスト膜102が露光される。同時に、フォトマスク104を透過した光は微粒子103によっても遮蔽されるので、図11(A)のようにマスクパターン105の縁が滑らかであっても、レジスト膜102の遮光領域の縁に凹凸が生じる。
ネガ型レジストを用いた場合には、露光領域のレジストは不溶化される。図11(C)では、不溶性のレジストは実線のハッチングで表し、可溶性のレジストは破線のハッチングで表している。よって、微粒子103を除去した後でレジスト膜102を現像すると、図12(A)及び(B)に示すように、露光領域のレジスト膜102だけを残して遮光領域のレジスト膜102が除去され、レジスト膜102内にキャビティ106が開口される。このとき、微粒子103の影によってキャビティ106の壁面には、上下方向に延びた円弧状断面の凹凸パターン107ができる。
この後、図12(C)に示すように、電鋳法によりレジスト膜102のキャビティ106内に電鋳材料108を成長させて所定形状に成形する。用いる電鋳材料108は、Ni、Co、Fe、Cu、Mn、Sn、Znのいずれかを主成分とするものであって、これらの合金であってもよい。電鋳材料64が十分な厚みに成長したら、電鋳工程を完了する。
ついで、剥離液によってレジスト膜102を除去する。こうして、図12(D)に示すような金属部品109が得られる。この金属部品109は、たとえばコンタクトであって、外周面の全体又は一部には金属部品109の幅方向に沿って端から端まで連続的に延びた凹凸形状41、42が形成されている。
このようにして電鋳法で金属部品109と凹凸形状41、42を成形すれば、簡略な形状のマスクパターンを用いることができるので、製造コストを安価にできる。
図13は、直径28μmの微粒子をレジスト膜の表面に塗布したときの状態を撮影した顕微鏡写真である。図14は、この微粒子層を通して露光及び現像を行ったネガ型レジスト膜を撮影したSEM写真である。キャビティの壁面にストライプ状の凹凸パターンが形成されていることが分かる。
図15は、微粒子の粒子径を0μm〜約30μmの範囲で変化させたとき(ただし、粒子径が0μmとは、微粒子が存在しない場合である。)、レジスト膜の壁面に形成される凹凸パターンのピッチがどのように変化するかを実測した結果を表している。この測定結果によれば、凹凸パターンのピッチと粒子径がほぼ比例していることが分かる。よって、粒子径を調整することによってほぼ所望のピッチの凹凸形状41、42を得ることができる。
(金属部品の第2の製造方法)
電鋳法による金属部品の第2の製造方法を図16(A)−図16(C)、図17(A)、図17(B)及び図18(A)−図18(C)に示す。ここで、図16(A)、図17(A)、図17(B)及び図18(B)は断面図である。図16(B)は図16(A)の平面図である。図16(C)は図17(A)に示すフォトマスクの下面図である。図18(A)は図18(B)の平面図である。図18(C)は金属部品の斜視図である。
電鋳法による金属部品の第2の製造方法を図16(A)−図16(C)、図17(A)、図17(B)及び図18(A)−図18(C)に示す。ここで、図16(A)、図17(A)、図17(B)及び図18(B)は断面図である。図16(B)は図16(A)の平面図である。図16(C)は図17(A)に示すフォトマスクの下面図である。図18(A)は図18(B)の平面図である。図18(C)は金属部品の斜視図である。
第2の製造方法では、ドライフィルムレジストを用いる。一般に、ドライフィルムレジストは基材フィルムの上に貼られ、さらにドライフィルムレジストの上には保護フィルムが貼られており、このように基材フィルム−ドライフィルムレジスト−保護フィルムという3層構造の状態で流通している。しかも、ドライフィルム製作工程でロール巻き取り時の密着を防止するため、保護フィルムには滑剤と呼ばれる微粒子が混入されている。このドライフィルムレジストを使用するときには、基材フィルムを剥がして電極板などの基材に貼り付けて使用される。
本発明に係る第2の製造方法では、まず図16(A)及び図16(B)に示すように、基材フィルムを剥がしたドライフィルムレジスト111を、電鋳用の電極板101の上面に密着させて貼り付ける。よって、電極板101の上面にドライフィルムレジスト111を設けたとき、その上では透明な保護フィルム112中に滑剤113(微粒子)が分布している。
この後、図17(A)に示すように、保護フィルム112の上にフォトマスク104を重ねる。フォトマスク104の下面には、図16(C)に示すようなマスクパターン105(遮光領域)が形成されている。図17(A)のようにフォトマスク104及び保護フィルム112を通してドライフィルムレジスト111に露光すると、滑剤113により遮光されるので、図16(C)のようにマスクパターン105の縁が滑らかであっても、保護フィルム112の遮光領域の縁に凹凸が生じる。
ネガ型の保護フィルム112を用いている場合には、図17(B)のように露光領域のレジストは不溶化される。よって、保護フィルム112を剥がした後でレジスト膜102を現像すると、図18(A)及び(B)に示すように、露光領域の112だけを残して遮光領域の保護フィルム112が除去され、保護フィルム112内にキャビティ106が開口される。このとき、113の影によってキャビティ106の壁面には、上下方向に延びた円弧状断面の凹凸パターン107ができる。
この後、電鋳法によってキャビティ106内に電鋳材料を堆積させて所定厚み(幅)に成長させると、図18(C)に示すような金属部品109が製造される。
このようにして電鋳法でも、簡略な形状のマスクパターンを用いることができるので、製造コストを安価にできる。
図19は第2の製造方法により製造された金属部品の端面を撮影したSEM写真である。また、図20は、図19のX部を拡大した写真である。これは、ドライフィルムレジストの上に保護フィルムを残したままで露光及び現像を行い、電鋳法により金属部品を製造したものであり、保護フィルムの滑剤によって生じた凹凸形状が示されている。
(金属部品の第3の製造方法)
電鋳法による金属部品の第3の製造方法を図21(A)−図21(C)及び図22(A)−図22(D)に示す。ここで、図21(A)、図21(C)、図22(A)及び図22(C)は断面図である。図21(B)は図21(C)に示すフォトマスクの下面図である。図22(B)は図22(C)の平面図である。図22(D)は金属部品の斜視図である。
電鋳法による金属部品の第3の製造方法を図21(A)−図21(C)及び図22(A)−図22(D)に示す。ここで、図21(A)、図21(C)、図22(A)及び図22(C)は断面図である。図21(B)は図21(C)に示すフォトマスクの下面図である。図22(B)は図22(C)の平面図である。図22(D)は金属部品の斜視図である。
第3の製造方法では、まず図21(A)に示すように、電鋳用の電極板101の上面にネガ型レジストを塗布してレジスト膜102を形成する。ついで、図21(C)に示すように、レジスト膜102の上にフォトマスク104を重ねる。フォトマスク104の下面には、図21(B)に示すようなマスクパターン105(遮光領域)が形成されている。このマスクパターン105には、外周の一部又は全体に微細な凹凸115がデザインされている。なお、図21(B)では凹凸115は誇張して描いているが、マスクパターン105の大きさと比較しても凹凸115は微細なパターンである。図21(C)のようにフォトマスク104を通してレジスト膜102に露光すると、マスクパターン105の設けられていない領域ではフォトマスク104を光が透過してレジスト膜102が露光される。
ネガ型レジストを用いた場合には、図22(A)に示すように、露光領域のレジストは不溶化される。よって、レジスト膜102を現像すると、図22(B)及び(C)に示すように、露光領域のレジスト膜102だけを残して遮光領域のレジスト膜102が除去され、レジスト膜102内にキャビティ106が開口される。このときキャビティ106の壁面には、マスクパターン105の凹凸115により、上下方向に延びた円弧状断面の凹凸パターン107ができる。
この後、電鋳法によりレジスト膜102のキャビティ106内に電鋳材料を成長させて所定形状の金属部品109を製造する。この金属部品109は、たとえばコンタクトであって、外周面の全体又は一部には金属部品109の幅方向に沿って端から端まで連続的に延びた凹凸形状41、42が形成されている。
このようにして電鋳法で金属部品109と凹凸形状41、42を成形すれば、簡略な形状のマスクパターンを用いることができるので、製造コストを安価にできる。
このような製造方法によれば、任意の形状をした凹凸形状41、42を形成することができる。
(第2のコネクタ)
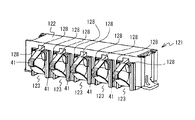
つぎに、本発明に係る別な形態のコンタクトとコネクタを説明する。このコネクタ121は、たとえば携帯用電子機器に使用されるバッテリーの電極パッドに接触させて充電を行わせるためのコネクタである。図23は、当該コネクタ121を示す斜視図であって、図24は当該コネクタの断面図である。
つぎに、本発明に係る別な形態のコンタクトとコネクタを説明する。このコネクタ121は、たとえば携帯用電子機器に使用されるバッテリーの電極パッドに接触させて充電を行わせるためのコネクタである。図23は、当該コネクタ121を示す斜視図であって、図24は当該コネクタの断面図である。
このコネクタ121は、図23に示すように、コネクタハウジング122内に複数本のコンタクト123を納め、コネクタハウジング122の前面からコンタクト123の一部を突出させたものである。
図24に示すように、コンタクト123は、固定部124、弾性部125、コンタクト部126及び掛止部127から構成されている。コンタクト123の固定部124は、後端部において水平方向に延在したコンタクトテール124a及びコンタクトテール124aから垂直上方に折り曲げられて上方に伸びる保持部124bを備えている。コンタクトテール124aは、コネクタ121を実装するプリント配線基板に電気的に接続される。また、コンタクト123は、コンタクトテール124aによってコネクタハウジング122に固定されている。
コンタクト123の弾性部125は、固定部124の上端からU字状に湾曲した第1湾曲部125a、第1湾曲部125aから下方に向かって延在する第1接続部125b、第1接続部125bの下端から水平および前方方向に向けて湾曲する第2湾曲部125c、第2湾曲部125cの前端から水平および前方方向に延在する第2接続部125d、第2接続部125dの前端から斜め上方に向かって湾曲する第3湾曲部125e、第3湾曲部125eの前端から斜め前方および上方に向かって延在する延長部125fを備える。上記の構造により、弾性部125は略S字形状をなしており、コンタクト123が前後方向に十分な付勢力を発生できるようになっている。
コンタクト123のコンタクト部126は、弾性部125の延長部125fの前端から略U字形状または円弧状をなして後方に湾曲し、この湾曲面が接触部23aを形成している。このコンタクト部126には、図23に示すように、幅方向に沿ってその一端から他端まで連続した断面円弧状の凸条からなる凹凸形状41が互いに平行に形成されている。なお、コンタクト部126の接触部23a付近は他の部分に比べて幅狭となっている。
コンタクト123の掛止部127は、コンタクト部126の端部からさらに下方に折り返されて形成されており、この掛止部127がコネクタハウジング122の開口部に設けられたコンタクトサポート部128に掛止されている。
このコネクタ121は、図25(A)及び図25(B)に示すように携帯機器用のバッテリー129に接触されるものである。すなわち、コネクタ121にバッテリー129が押し当てられると、凹凸形状41を設けられたコンタクト部126がバッテリー129の電極130に接触して撓み、コネクタ121からバッテリー129へ充電用の電流が供給される。
31 コンタクト
32 固定片
33 可動片
34 連結部
35 可動接点部
35a 接点接触面
37 嵌合部
37a 圧接面
41 凹凸形状
42 凹凸形状
46 フレキシブルプリント基板
51 コネクタ
101 電極板
102 レジスト膜
103 微粒子
104 フォトマスク
111 ドライフィルムレジスト
112 保護フィルム
113 滑剤
32 固定片
33 可動片
34 連結部
35 可動接点部
35a 接点接触面
37 嵌合部
37a 圧接面
41 凹凸形状
42 凹凸形状
46 フレキシブルプリント基板
51 コネクタ
101 電極板
102 レジスト膜
103 微粒子
104 フォトマスク
111 ドライフィルムレジスト
112 保護フィルム
113 滑剤
本発明に係る第1のコンタクトは、他部材との接触部に凹条又は凸条のうち少なくとも凸条を有する凹凸形状を設けた、幅が250μm以下のコンタクトであって、前記凹凸形状を構成する凸条の先端が湾曲していることを特徴としている。
本発明の第1のコンタクトは、他部材との接触部に凹凸形状を設けているので、他部材との接触圧を高めることができる。よって、電気的接触及び機械的接触を確実にすることができる。すなわち、他部材との接触部、たとえば接点部に凹凸形状を設けてあれば、他部材の電極表面の汚れや酸化膜を凹凸形状によって破壊し、その下の電極を露出させることができ、電気的接触の信頼性を向上させることができる。また、他部材との接触部、たとえば圧接部に凹凸形状を設けてあれば、コンタクトを他部材に嵌合させたときに他部材との摺動抵抗が高くなり、コンタクトが緩んだり抜けたりするのを防ぐことができる。
さらに、本発明の第1のコンタクトにあっては、幅が250μm以下であって、前記凹凸形状を構成する凸条の先端が湾曲しているので、凹凸形状の接触圧を非常に高くすることができる。
本発明の第1のコンタクトは、他部材との接触部に凹凸形状を設けているので、他部材との接触圧を高めることができる。よって、電気的接触及び機械的接触を確実にすることができる。すなわち、他部材との接触部、たとえば接点部に凹凸形状を設けてあれば、他部材の電極表面の汚れや酸化膜を凹凸形状によって破壊し、その下の電極を露出させることができ、電気的接触の信頼性を向上させることができる。また、他部材との接触部、たとえば圧接部に凹凸形状を設けてあれば、コンタクトを他部材に嵌合させたときに他部材との摺動抵抗が高くなり、コンタクトが緩んだり抜けたりするのを防ぐことができる。
さらに、本発明の第1のコンタクトにあっては、幅が250μm以下であって、前記凹凸形状を構成する凸条の先端が湾曲しているので、凹凸形状の接触圧を非常に高くすることができる。
本発明に係る第2のコンタクトは、他部材との接触部に凹条又は凸条のうち少なくとも一方からなる凹凸形状を設けた、幅が250μm以下のコンタクトであって、前記凹凸形状を構成する凸条又は凹条が幅方向の一端から他端まで連続していることを特徴としている。
本発明の第2のコンタクトは、他部材との接触部に凹凸形状を設けているので、他部材との接触圧を高めることができる。よって、電気的接触及び機械的接触を確実にすることができる。すなわち、他部材との接触部、たとえば接点部に凹凸形状を設けてあれば、他部材の電極表面の汚れや酸化膜を凹凸形状によって破壊し、その下の電極を露出させることができ、電気的接触の信頼性を向上させることができる。また、他部材との接触部、たとえば圧接部に凹凸形状を設けてあれば、コンタクトを他部材に嵌合させたときに他部材との摺動抵抗が高くなり、コンタクトが緩んだり抜けたりするのを防ぐことができる。
本発明の第2のコンタクトにあっては、幅が250μm以下であって、前記凹凸形状を構成する凸条又は凹条が幅方向の一端から他端まで連続しているので、他部材との接触が安定し、コンタクトが傾いたりしにくくなる。
本発明の第2のコンタクトは、他部材との接触部に凹凸形状を設けているので、他部材との接触圧を高めることができる。よって、電気的接触及び機械的接触を確実にすることができる。すなわち、他部材との接触部、たとえば接点部に凹凸形状を設けてあれば、他部材の電極表面の汚れや酸化膜を凹凸形状によって破壊し、その下の電極を露出させることができ、電気的接触の信頼性を向上させることができる。また、他部材との接触部、たとえば圧接部に凹凸形状を設けてあれば、コンタクトを他部材に嵌合させたときに他部材との摺動抵抗が高くなり、コンタクトが緩んだり抜けたりするのを防ぐことができる。
本発明の第2のコンタクトにあっては、幅が250μm以下であって、前記凹凸形状を構成する凸条又は凹条が幅方向の一端から他端まで連続しているので、他部材との接触が安定し、コンタクトが傾いたりしにくくなる。
本発明に係る第3のコンタクトは、他部材との接触部に凹条又は凸条のうち少なくとも一方からなる凹凸形状を設けたコンタクトであって、電鋳法によって作製する際に、前記凹凸形状を設けられていることを特徴としている。
本発明の第3のコンタクトは、他部材との接触部に凹凸形状を設けているので、他部材との接触圧を高めることができる。よって、電気的接触及び機械的接触を確実にすることができる。すなわち、他部材との接触部、たとえば接点部に凹凸形状を設けてあれば、他部材の電極表面の汚れや酸化膜を凹凸形状によって破壊し、その下の電極を露出させることができ、電気的接触の信頼性を向上させることができる。また、他部材との接触部、たとえば圧接部に凹凸形状を設けてあれば、コンタクトを他部材に嵌合させたときに他部材との摺動抵抗が高くなり、コンタクトが緩んだり抜けたりするのを防ぐことができる。
本発明の第3のコンタクトは、電鋳法によって作製する際に凹凸形状を設けられているので、パンチ加工によってコンタクトを作製する場合にくらべてきれいな凹凸形状を作製することができる。
本発明の第3のコンタクトは、他部材との接触部に凹凸形状を設けているので、他部材との接触圧を高めることができる。よって、電気的接触及び機械的接触を確実にすることができる。すなわち、他部材との接触部、たとえば接点部に凹凸形状を設けてあれば、他部材の電極表面の汚れや酸化膜を凹凸形状によって破壊し、その下の電極を露出させることができ、電気的接触の信頼性を向上させることができる。また、他部材との接触部、たとえば圧接部に凹凸形状を設けてあれば、コンタクトを他部材に嵌合させたときに他部材との摺動抵抗が高くなり、コンタクトが緩んだり抜けたりするのを防ぐことができる。
本発明の第3のコンタクトは、電鋳法によって作製する際に凹凸形状を設けられているので、パンチ加工によってコンタクトを作製する場合にくらべてきれいな凹凸形状を作製することができる。
本発明に係る第1−第3のコンタクトのある実施態様は、前記他部材との接触部が接点部であって、前記凹凸形状は、当該接点部の押圧方向及びワイピング方向に垂直な方向に延伸している。かかる実施態様では、凹凸形状の凸条が他部材の電極などに線状に当接し、線状に当接している方向と直交する方向へワイピングされる。よって、線状に当接した凸条がそれと直交する方向へ移動して電極表面を面状にワイピングするので、電極パッドの表面の汚れや酸化膜を効率よく破壊することができ、接点部の接触信頼性をより一層向上させることができる。
本発明に係る第1−第3のコンタクトの別な実施態様は、前記他部材との接触部が他部材への圧接面であって、前記凹凸形状は、前記他部材への挿入方向に垂直な方向に延伸している。かかる実施態様によれば、挿入方向と凹凸形状の延びている方向とが直交しているので、コンタクトが挿入方向に動きにくく、コンタクトの抜けや緩みを防止することができる。
本発明に係る第1のコネクタは、本発明に係る第1−第3のコンタクトをハウジング内に納めたことを特徴としている。係るコネクタによれば、コンタクトをハウジング内にしっかりと組み込むことができ、コンタクトがハウジングから抜けにくくなる。また、フレキシブルプリント基板などの電極パッドとの電気的接触の信頼性も向上する。
本発明に係るコンタクトの第1の製造方法は、本発明に係る第1−第3のコンタクトを製造する方法であって、電極板の表面にレジスト膜を形成する工程と、縁の少なくとも一部に微細な凹凸が描かれたマスクパターンを有するフォトマスクを用いて前記レジスト膜に露光する工程と、前記レジスト膜を現像して前記レジスト膜に成形用開口をあける工程と、前記成形用開口内に電鋳法によって電鋳材料を堆積させて賦形する工程とを有している。ここでいう縁とは、内周側の縁であってもよく、外周側の縁であってもよい。本発明の第1の製造方法によれば、フォトマスクに形成されたマスクパターンの凹凸によってコンタクトの表面に凹凸形状を作製することができる。また、フォトマスクに任意の形状をデザインすることによってコンタクトに所望の凹凸パターンを形成することができる。
本発明に係るコンタクトの第2の製造方法は、本発明に係る第1−第3のコンタクトを製造する方法であって、電極板の表面にレジスト膜を形成する工程と、前記レジスト膜とフォトマスクとの間に微粒子群を分布させた状態で、前記レジスト膜に露光する工程と、前記レジスト膜を現像して前記レジスト膜に成形用開口をあける工程と、前記成形用開口内に電鋳法によって電鋳材料を堆積させて賦形する工程とを有している。本発明の第2の製造方法によれば、高価なフォトマスクを用いないでコンタクトに凹凸形状を作製することができ、コンタクトの製造コストを安価にできる。
本発明に係るコンタクトの第3の製造方法は、本発明に係る第1−第3のコンタクトを製造する方法であって、表層部に微粒子層を有するドライフィルムレジストを用いてレジスト膜を電極板の表面に配設する工程と、前記レジスト膜に露光及び現像を行って前記レジスト膜に成形用開口をあける工程と、前記成形用開口内に電鋳法によって電鋳材料を堆積させて賦形する工程とを有している。ドライフィルムの表層部の微粒子層としては、ドライフィルムの製造工程及び流通工程において密着防止のためにドライフィルムレジストの表面に貼られている滑剤入りの保護フィルムを用いることができる。本発明の第3の製造方法によれば、高価なフォトマスクを用いないでコンタクトに凹凸形状を作製することができ、またドライフィルムレジストの保護フィルムを利用できるので、コンタクトの製造コストを安価にできる。
本発明に係るコンタクトのさらに別な実施態様は、本発明に係るコンタクトの第1−第3の製造方法により、凹条又は凸条の少なくとも一方からなる凹凸形状を表面に設けられたものである。かかるコンタクトでは、電鋳法によって製造されるコンタクトの表面に、簡単な方法で微細な凹凸形状を付与することができる。
本発明に係る第2のコネクタは、本発明に係るコンタクトの第1−第3の製造方法によって製造されたコンタクトを、ハウジング内に納めたことを特徴としている。係るコネクタによれば、コンタクトをハウジング内にしっかりと組み込むことができ、コンタクトがハウジングから抜けにくくなる。また、フレキシブルプリント基板などの電極パッドとの電気的接触の信頼性も向上する。
(金属部品の第1の製造方法)
以上述べたように、コンタクトの凹凸形状は250μm以下の幅の金属板に対して端から端まで連続的に形成された断面半円弧状の凸条を有するものが好ましい。このような凹凸形状を有するコンタクト、一般的にいえば金属板は、以下のようにして電鋳法で作製することができる。
以上述べたように、コンタクトの凹凸形状は250μm以下の幅の金属板に対して端から端まで連続的に形成された断面半円弧状の凸条を有するものが好ましい。このような凹凸形状を有するコンタクト、一般的にいえば金属板は、以下のようにして電鋳法で作製することができる。
この後、図12(C)に示すように、電鋳法によりレジスト膜102のキャビティ106内に電鋳材料108を成長させて所定形状に成形する。用いる電鋳材料108は、Ni、Co、Fe、Cu、Mn、Sn、Znのいずれかを主成分とするものであって、これらの合金であってもよい。電鋳材料108が十分な厚みに成長したら、電鋳工程を完了する。
本発明に係るコンタクトは、他部材との接触部に凹条又は凸条のうち少なくとも凸条を有する凹凸形状を設けた、幅が250μm以下のコンタクトであって、前記凹凸形状を構成する凸条の先端が湾曲していることを特徴としている。
本発明のコンタクトは、他部材との接触部に凹凸形状を設けているので、他部材との接触圧を高めることができる。よって、電気的接触及び機械的接触を確実にすることができる。すなわち、他部材との接触部、たとえば接点部に凹凸形状を設けてあれば、他部材の電極表面の汚れや酸化膜を凹凸形状によって破壊し、その下の電極を露出させることができ、電気的接触の信頼性を向上させることができる。また、他部材との接触部、たとえば圧接部に凹凸形状を設けてあれば、コンタクトを他部材に嵌合させたときに他部材との摺動抵抗が高くなり、コンタクトが緩んだり抜けたりするのを防ぐことができる。
さらに、本発明のコンタクトにあっては、幅が250μm以下であって、前記凹凸形状を構成する凸条の先端が湾曲しているので、凹凸形状の接触圧を非常に高くすることができる。
本発明のコンタクトは、他部材との接触部に凹凸形状を設けているので、他部材との接触圧を高めることができる。よって、電気的接触及び機械的接触を確実にすることができる。すなわち、他部材との接触部、たとえば接点部に凹凸形状を設けてあれば、他部材の電極表面の汚れや酸化膜を凹凸形状によって破壊し、その下の電極を露出させることができ、電気的接触の信頼性を向上させることができる。また、他部材との接触部、たとえば圧接部に凹凸形状を設けてあれば、コンタクトを他部材に嵌合させたときに他部材との摺動抵抗が高くなり、コンタクトが緩んだり抜けたりするのを防ぐことができる。
さらに、本発明のコンタクトにあっては、幅が250μm以下であって、前記凹凸形状を構成する凸条の先端が湾曲しているので、凹凸形状の接触圧を非常に高くすることができる。
本発明に係るコンタクトのある実施態様は、前記凹凸形状を構成する凸条又は凹条が幅方向の一端から他端まで連続していることを特徴としている。
かかる実施態様にあっては、幅が250μm以下であって、前記凹凸形状を構成する凸条又は凹条が幅方向の一端から他端まで連続しているので、他部材との接触が安定し、コンタクトが傾いたりしにくくなる。
かかる実施態様にあっては、幅が250μm以下であって、前記凹凸形状を構成する凸条又は凹条が幅方向の一端から他端まで連続しているので、他部材との接触が安定し、コンタクトが傾いたりしにくくなる。
本発明に係るコンタクトの別な実施態様は、前記他部材との接触部が接点部であって、前記凹凸形状は、当該接点部の押圧方向及びワイピング方向に垂直な方向に延伸している。かかる実施態様では、凹凸形状の凸条が他部材の電極などに線状に当接し、線状に当接している方向と直交する方向へワイピングされる。よって、線状に当接した凸条がそれと直交する方向へ移動して電極表面を面状にワイピングするので、電極パッドの表面の汚れや酸化膜を効率よく破壊することができ、接点部の接触信頼性をより一層向上させることができる。
本発明に係るコンタクトのさらに別な実施態様は、前記他部材との接触部が他部材への圧接面であって、前記凹凸形状は、前記他部材への挿入方向に垂直な方向に延伸している。かかる実施態様によれば、挿入方向と凹凸形状の延びている方向とが直交しているので、コンタクトが挿入方向に動きにくく、コンタクトの抜けや緩みを防止することができる。
本発明に係るコネクタは、本発明に係るコンタクトをハウジング内に納めたことを特徴としている。係るコネクタによれば、コンタクトをハウジング内にしっかりと組み込むことができ、コンタクトがハウジングから抜けにくくなる。また、フレキシブルプリント基板などの電極パッドとの電気的接触の信頼性も向上する。
本発明に係るコンタクトの第1の製造方法は、本発明に係るコンタクトを製造する方法であって、電極板の表面にレジスト膜を形成する工程と、縁の少なくとも一部に微細な凹凸が描かれたマスクパターンを有するフォトマスクを用いて前記レジスト膜に露光する工程と、前記レジスト膜を現像して前記レジスト膜に成形用開口をあける工程と、前記成形用開口内に電鋳法によって電鋳材料を堆積させて賦形する工程とを有している。ここでいう縁とは、内周側の縁であってもよく、外周側の縁であってもよい。本発明の第1の製造方法によれば、フォトマスクに形成されたマスクパターンの凹凸によってコンタクトの表面に凹凸形状を作製することができる。また、フォトマスクに任意の形状をデザインすることによってコンタクトに所望の凹凸パターンを形成することができる。
本発明に係るコンタクトの第2の製造方法は、本発明に係るコンタクトを製造する方法であって、電極板の表面にレジスト膜を形成する工程と、前記レジスト膜とフォトマスクとの間に微粒子群を分布させた状態で、前記レジスト膜に露光する工程と、前記レジスト膜を現像して前記レジスト膜に成形用開口をあける工程と、前記成形用開口内に電鋳法によって電鋳材料を堆積させて賦形する工程とを有している。本発明の第2の製造方法によれば、高価なフォトマスクを用いないでコンタクトに凹凸形状を作製することができ、コンタクトの製造コストを安価にできる。
本発明に係るコンタクトの第3の製造方法は、本発明に係るコンタクトを製造する方法であって、表層部に微粒子層を有するドライフィルムレジストを用いてレジスト膜を電極板の表面に配設する工程と、前記レジスト膜に露光及び現像を行って前記レジスト膜に成形用開口をあける工程と、前記成形用開口内に電鋳法によって電鋳材料を堆積させて賦形する工程とを有している。ドライフィルムの表層部の微粒子層としては、ドライフィルムの製造工程及び流通工程において密着防止のためにドライフィルムレジストの表面に貼られている滑剤入りの保護フィルムを用いることができる。本発明の第3の製造方法によれば、高価なフォトマスクを用いないでコンタクトに凹凸形状を作製することができ、またドライフィルムレジストの保護フィルムを利用できるので、コンタクトの製造コストを安価にできる。
そして、コネクタ11にフレキシブルプリント基板16を接続するときには、連結部24よりも前方において固定片22と可動片23の間にフレキシブルプリント基板16を挿入する。ついで、図1(B)に示すように、操作レバー13を倒してカム部14を回転させ、カム部14で操作受け部26を押し上げる。操作受け部26を押し上げると、可動接点部25が下がってフレキシブルプリント基板16の上面に圧接される。フレキシブルプリント基板16は、こうして撓んだ状態で可動接点部25と固定片22との間に噛み込まれて保持される。また、可動接点部25がフレキシブルプリント基板16の電極パッドに圧接することで、コネクタ11とフレキシブルプリント基板16が電気的に接続される。
しかし、コネクタ11は用途によっては振動を受ける場合がある。また、コンタクト21は掴んでいるフレキシブルプリント基板16によって引っ張り力を受ける場合もある。そのため、このようなコネクタ11においては、コンタクト21がハウジング12から抜けて徐々に緩んでくるおそれを払拭することができない。
本発明に係るコンタクトは、電鋳法により作製されるとともに、他部材との接触部に凹条又は凸条のうち少なくとも複数の凸条を有する凹凸形状を設けられた、幅が250μm以下のコンタクトであって、前記凹凸形状を構成する凸条の先端が湾曲していて、当該凸条どうしの間隔が、凸条の幅よりも小さいことを特徴としている。
本発明のコンタクトは、他部材との接触部に凹凸形状を設けているので、他部材との接触圧を高めることができる。よって、電気的接触及び機械的接触を確実にすることができる。すなわち、他部材との接触部、たとえば接点部に凹凸形状を設けてあれば、他部材の電極表面の汚れや酸化膜を凹凸形状によって破壊し、その下の電極を露出させることができ、電気的接触の信頼性を向上させることができる。また、他部材との接触部、たとえば圧接部に凹凸形状を設けてあれば、コンタクトを他部材に嵌合させたときに他部材との摺動抵抗が高くなり、コンタクトが緩んだり抜けたりするのを防ぐことができる。
さらに、本発明のコンタクトにあっては、幅が250μm以下であって、前記凹凸形状を構成する凸条の先端が湾曲しているので、凹凸形状の接触圧を非常に高くすることができる。
本発明のコンタクトは、他部材との接触部に凹凸形状を設けているので、他部材との接触圧を高めることができる。よって、電気的接触及び機械的接触を確実にすることができる。すなわち、他部材との接触部、たとえば接点部に凹凸形状を設けてあれば、他部材の電極表面の汚れや酸化膜を凹凸形状によって破壊し、その下の電極を露出させることができ、電気的接触の信頼性を向上させることができる。また、他部材との接触部、たとえば圧接部に凹凸形状を設けてあれば、コンタクトを他部材に嵌合させたときに他部材との摺動抵抗が高くなり、コンタクトが緩んだり抜けたりするのを防ぐことができる。
さらに、本発明のコンタクトにあっては、幅が250μm以下であって、前記凹凸形状を構成する凸条の先端が湾曲しているので、凹凸形状の接触圧を非常に高くすることができる。
(凹凸形状について)
つぎに、好ましい凹凸形状について説明する。コンタクトは、一般に、金属板を打ち抜くことによって作製されることが多い。プレスにより金属板から打ち抜いたときの断面の顕微鏡写真を図8に示す。金属板をプレスで打ち抜いたときの断面には、筋状の剪断面と組織が潰れたような破断面とが表れていて、剪断面の筋が破断面で途切れている。ここで、金属板の厚みをD1、剪断面の長さ(厚み)をD2とすると、一般的には、D2/D1の値が1/3以上1/2以下である。このようなプレスによる断面をコンタクトの接触面として使用した場合には、相手部材に接触したときにコンタクトが片当たりして傾く。また、相手部材との接触も不安定になる。そのため、プレスによる断面はコンタクトの接触面としては好ましくない。
つぎに、好ましい凹凸形状について説明する。コンタクトは、一般に、金属板を打ち抜くことによって作製されることが多い。プレスにより金属板から打ち抜いたときの断面の顕微鏡写真を図8に示す。金属板をプレスで打ち抜いたときの断面には、筋状の剪断面と組織が潰れたような破断面とが表れていて、剪断面の筋が破断面で途切れている。ここで、金属板の厚みをD1、剪断面の長さ(厚み)をD2とすると、一般的には、D2/D1の値が1/3以上1/2以下である。このようなプレスによる断面をコンタクトの接触面として使用した場合には、相手部材に接触したときにコンタクトが片当たりして傾く。また、相手部材との接触も不安定になる。そのため、プレスによる断面はコンタクトの接触面としては好ましくない。
まず、図9(A)に示すように、表面が円弧状(断面半円状)の凸条71が端から端まで延びていて、それが平均ピッチsで並んだ凹凸形状を有する接触面を考えた。これをモデルM1という。また、図9(B)に示すように、V溝状の凹条72(あるいは、断面が台形状の凸条)が平均ピッチsで並び、一方の端部では表面73が平坦になった接触面を考えた。これをモデルM2という。モデルM2は、図8のようなプレスによる断面をモデル化したものである。また、図9(C)は、接触面が平滑な場合である。これをモデルM3という。
上記数式2−4を用いて、モデルM1−M3のそれぞれの接触圧Pを計算した。計算を行うにあたっては、各条件を統一した。条件1はつぎの通りである。
凹凸の平均ピッチ s: 0.1mm
荷重(加圧力) F: 100gf
接触幅 L: 0.05mm
板厚 t: 0.1mm
曲率半径 R: 0.002mm
ヤング率とポアソン比については、コネクタ材料として最も多く用いられる「りん青銅」の値を使用した。
ヤング率E=1.2×105[N/mm2]
ポアソン比=0.3
この条件1は、大きな接触圧を想定した条件である。この結果は次の表1の通りであった。
凹凸の平均ピッチ s: 0.1mm
荷重(加圧力) F: 100gf
接触幅 L: 0.05mm
板厚 t: 0.1mm
曲率半径 R: 0.002mm
ヤング率とポアソン比については、コネクタ材料として最も多く用いられる「りん青銅」の値を使用した。
ヤング率E=1.2×105[N/mm2]
ポアソン比=0.3
この条件1は、大きな接触圧を想定した条件である。この結果は次の表1の通りであった。
また、小さな接触圧を想定した条件2はつぎの通りである。
凹凸の平均ピッチ s: 0.004mm
荷重(加圧力) F: 10gf
接触幅 L: 10mm
板厚 t: 0.25mm
曲率半径 R: 0.025mm
ここでもヤング率とポアソン比については、コネクタ材料として最も多く用いられる「りん青銅」の上記値を使用した。
この結果は次の表2の通りであった。
凹凸の平均ピッチ s: 0.004mm
荷重(加圧力) F: 10gf
接触幅 L: 10mm
板厚 t: 0.25mm
曲率半径 R: 0.025mm
ここでもヤング率とポアソン比については、コネクタ材料として最も多く用いられる「りん青銅」の上記値を使用した。
この結果は次の表2の通りであった。
ネガ型の保護フィルム112を用いている場合には、図17(B)のように露光領域のレジストは不溶化される。よって、保護フィルム112を剥がした後でレジスト膜102を現像すると、図18(A)及び(B)に示すように、露光領域の保護フィルム112だけを残して遮光領域の保護フィルム112が除去され、保護フィルム112内にキャビティ106が開口される。このとき、滑剤113の影によってキャビティ106の壁面には、上下方向に延びた円弧状断面の凹凸パターン107ができる。
Claims (12)
- 他部材との接触部に、凹条又は凸条の少なくとも一方からなる凹凸形状を設けたことを特徴とするコンタクト。
- 前記他部材との接触部が接点部であって、
前記凹凸形状は、当該接点部の押圧方向及びワイピング方向に垂直な方向に延伸していることを特徴とする、請求項1に記載のコンタクト。 - 前記他部材との接触部が他部材への圧接面であって、
前記凹凸形状は、前記他部材への挿入方向に垂直な方向に延伸していることを特徴とする、請求項1に記載のコンタクト。 - 幅が250μm以下であって、
前記凹凸形状を構成する凸条の先端が湾曲していることを特徴とする、請求項1に記載のコンタクト。 - 幅が250μm以下であって、
前記凹凸形状を構成する凸条又は凹条が幅方向の一端から他端まで連続していることを特徴とする、請求項1に記載のコンタクト。 - 電鋳法によって作製する際に、前記凹凸形状を設けられていることを特徴とする、請求項1に記載のコンタクト。
- 電極板の表面にレジスト膜を形成する工程と、
縁の少なくとも一部に微細な凹凸が描かれたマスクパターンを有するフォトマスクを用いて前記レジスト膜に露光する工程と、
前記レジスト膜を現像して前記レジスト膜に成形用開口をあける工程と、
前記成形用開口内に電鋳法によって電鋳材料を堆積させて賦形する工程と、
を有することを特徴とする金属部品の製造方法。 - 電極板の表面にレジスト膜を形成する工程と、
前記レジスト膜とフォトマスクとの間に微粒子群を分布させた状態で、前記レジスト膜に露光する工程と、
前記レジスト膜を現像して前記レジスト膜に成形用開口をあける工程と、
前記成形用開口内に電鋳法によって電鋳材料を堆積させて賦形する工程と、
を有することを特徴とする金属部品の製造方法。 - 表層部に微粒子層を有するドライフィルムレジストを電極板の表面に配設する工程と、
前記レジスト膜に露光及び現像を行って前記レジスト膜に成形用開口をあける工程と、
前記成形用開口内に電鋳法によって電鋳材料を堆積させて賦形する工程と、
を有することを特徴とする金属部品の製造方法。 - 請求項7から9のうちいずれか1項に記載した製造方法により、凹条又は凸条の少なくとも一方からなる凹凸形状を表面に設けられた金属部品。
- 請求項7から9のうちいずれか1項に記載した製造方法により、凹条又は凸条の少なくとも一方からなる凹凸形状を表面に設けられたコンタクト。
- 請求項1又は11に記載した、コンタクトをハウジング内に納めたことを特徴とするコネクタ。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011057073A JP4924854B1 (ja) | 2011-03-15 | 2011-03-15 | コンタクト及び金属部品の製造方法 |
| US13/266,936 US8678851B2 (en) | 2011-03-15 | 2011-03-24 | Contact section having an irregular shape formed thereon by electroforming |
| PCT/JP2011/057160 WO2012124167A1 (ja) | 2011-03-15 | 2011-03-24 | コンタクト及び金属部品の製造方法 |
| KR1020117024221A KR101324350B1 (ko) | 2011-03-15 | 2011-03-24 | 콘택트 및 금속 부품의 제조 방법 |
| CN201180001912.5A CN102870283B (zh) | 2011-03-15 | 2011-03-24 | 接触件及金属部件的制造方法 |
| TW100136858A TWI456842B (zh) | 2011-03-15 | 2011-10-12 | 接觸件及金屬零件之製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011057073A JP4924854B1 (ja) | 2011-03-15 | 2011-03-15 | コンタクト及び金属部品の製造方法 |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011143607A Division JP4821935B1 (ja) | 2011-06-28 | 2011-06-28 | 金属部品の製造方法 |
| JP2011201234A Division JP4924856B1 (ja) | 2011-09-14 | 2011-09-14 | コンタクト及びコンタクトの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP4924854B1 JP4924854B1 (ja) | 2012-04-25 |
| JP2012195108A true JP2012195108A (ja) | 2012-10-11 |
Family
ID=46243845
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011057073A Active JP4924854B1 (ja) | 2011-03-15 | 2011-03-15 | コンタクト及び金属部品の製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US8678851B2 (ja) |
| JP (1) | JP4924854B1 (ja) |
| KR (1) | KR101324350B1 (ja) |
| CN (1) | CN102870283B (ja) |
| TW (1) | TWI456842B (ja) |
| WO (1) | WO2012124167A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110350338A (zh) * | 2019-08-07 | 2019-10-18 | 苏州祥龙嘉业电子科技股份有限公司 | 一种电连接器端子 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8827733B2 (en) * | 2011-03-15 | 2014-09-09 | Omron Corporation | Connecting terminal with a fixed portion and a contact |
| JP6497075B2 (ja) * | 2015-01-09 | 2019-04-10 | オムロン株式会社 | 電気機器システム |
| US10169649B2 (en) | 2016-07-28 | 2019-01-01 | International Business Machines Corporation | Smart image filtering method with domain rules application |
| EP3471220A1 (en) * | 2017-10-16 | 2019-04-17 | TE Connectivity Germany GmbH | Bent electric contact element with chamfered edges and method for its manufacture |
Citations (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS516694Y1 (ja) * | 1969-03-12 | 1976-02-24 | Matsushitaden Koukabushikigaishiya | |
| JPS5464286U (ja) * | 1978-10-06 | 1979-05-07 | ||
| JPS5595279A (en) * | 1979-01-13 | 1980-07-19 | Matsushita Electric Works Ltd | Blade retaining spring |
| JPH01103280U (ja) * | 1987-12-28 | 1989-07-12 | ||
| JPH048287U (ja) * | 1990-05-08 | 1992-01-24 | ||
| JPH07263100A (ja) * | 1994-03-24 | 1995-10-13 | Kawasaki Steel Corp | 半導体装置用ソケット |
| JP2001052827A (ja) * | 1999-08-06 | 2001-02-23 | Mitsubishi Electric Corp | テスト用ソケット、その製造方法、テスト用ソケットを用いたテスト方法、及び被テスト部材 |
| JP2001102141A (ja) * | 1999-07-27 | 2001-04-13 | Mitsubishi Electric Corp | テスト用ソケット、その製造方法、テスト用ソケットを用いたテスト方法、及び被テスト部材 |
| JP2002071748A (ja) * | 2000-08-28 | 2002-03-12 | Mitsubishi Electric Corp | テスト用ソケット、このテスト用ソケットを用いたテスト方法、及び被テスト部材 |
| JP2002158056A (ja) * | 2000-09-11 | 2002-05-31 | Japan Aviation Electronics Industry Ltd | 電気接点部材およびその製造方法 |
| JP2002198115A (ja) * | 2000-12-22 | 2002-07-12 | Matsushita Electric Works Ltd | コネクタ |
| JP2004022248A (ja) * | 2002-06-13 | 2004-01-22 | Quasar System Inc | ソケット |
| JP2006228669A (ja) * | 2005-02-21 | 2006-08-31 | I-Pex Co Ltd | 電気コネクタの接続端子 |
| JP2007012618A (ja) * | 2005-06-30 | 2007-01-18 | Hitachi-Lg Data Storage Korea Inc | ターミナル及びそれを用いたコネクター |
| JP2011023189A (ja) * | 2009-07-15 | 2011-02-03 | Honda Tsushin Kogyo Co Ltd | 電気コネクタにおけるコンタクトの接触構造 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS516694A (ja) * | 1974-07-05 | 1976-01-20 | Suwa Seikosha Kk | Denkihatsushokuhyojitai |
| US4026013A (en) * | 1976-03-17 | 1977-05-31 | Amp Incorporated | Method and structure for terminating fine wires |
| US4802862A (en) * | 1981-03-30 | 1989-02-07 | North American Specialties Corporation | Solderable electrical contact |
| US4572603A (en) * | 1984-06-29 | 1986-02-25 | Amp, Incorporated | Connector for terminating small gauge magnet wire |
| US4579413A (en) * | 1984-06-29 | 1986-04-01 | Amp Incorporated | Connector for the mass termination of small gauge magnet wire |
| CA1233536A (en) * | 1984-11-15 | 1988-03-01 | Daiichi Denshi Kogyo Kabushiki Kaisha | Electric contacts and electric connectors |
| JPS6469929A (en) | 1987-09-11 | 1989-03-15 | Matsushita Electric Ind Co Ltd | Semiconductor pressure sensor |
| JPH0247985A (ja) | 1988-08-09 | 1990-02-16 | Matsushita Electric Ind Co Ltd | 映像信号ディジタル伝送方法 |
| JPH048287A (ja) | 1990-04-26 | 1992-01-13 | Fa Veda | 離解酵素製品および亜麻処理方法 |
| US5112233A (en) | 1991-05-30 | 1992-05-12 | Thomas & Betts Corporation | Electrical connector having contact retention means |
| US5624273A (en) * | 1995-04-21 | 1997-04-29 | The Whitaker Corporation | Insulation displacement contact with strain relief |
| JP3794514B2 (ja) * | 1996-07-31 | 2006-07-05 | ザ ウィタカー コーポレーション | 電気コネクタ |
| JPH11250966A (ja) * | 1997-12-22 | 1999-09-17 | Whitaker Corp:The | コネクタ |
| US6888362B2 (en) * | 2000-11-09 | 2005-05-03 | Formfactor, Inc. | Test head assembly for electronic components with plurality of contoured microelectronic spring contacts |
| JP2007073296A (ja) | 2005-09-06 | 2007-03-22 | D D K Ltd | 整列コンタクト群およびフレキシブル基板用電気コネクタ |
| JP5526522B2 (ja) | 2008-10-01 | 2014-06-18 | オムロン株式会社 | コネクタ用接続端子およびそれを用いたコネクタ |
-
2011
- 2011-03-15 JP JP2011057073A patent/JP4924854B1/ja active Active
- 2011-03-24 WO PCT/JP2011/057160 patent/WO2012124167A1/ja active Application Filing
- 2011-03-24 US US13/266,936 patent/US8678851B2/en active Active
- 2011-03-24 KR KR1020117024221A patent/KR101324350B1/ko active IP Right Grant
- 2011-03-24 CN CN201180001912.5A patent/CN102870283B/zh active Active
- 2011-10-12 TW TW100136858A patent/TWI456842B/zh active
Patent Citations (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS516694Y1 (ja) * | 1969-03-12 | 1976-02-24 | Matsushitaden Koukabushikigaishiya | |
| JPS5464286U (ja) * | 1978-10-06 | 1979-05-07 | ||
| JPS5595279A (en) * | 1979-01-13 | 1980-07-19 | Matsushita Electric Works Ltd | Blade retaining spring |
| JPH01103280U (ja) * | 1987-12-28 | 1989-07-12 | ||
| JPH048287U (ja) * | 1990-05-08 | 1992-01-24 | ||
| JPH07263100A (ja) * | 1994-03-24 | 1995-10-13 | Kawasaki Steel Corp | 半導体装置用ソケット |
| JP2001102141A (ja) * | 1999-07-27 | 2001-04-13 | Mitsubishi Electric Corp | テスト用ソケット、その製造方法、テスト用ソケットを用いたテスト方法、及び被テスト部材 |
| JP2001052827A (ja) * | 1999-08-06 | 2001-02-23 | Mitsubishi Electric Corp | テスト用ソケット、その製造方法、テスト用ソケットを用いたテスト方法、及び被テスト部材 |
| JP2002071748A (ja) * | 2000-08-28 | 2002-03-12 | Mitsubishi Electric Corp | テスト用ソケット、このテスト用ソケットを用いたテスト方法、及び被テスト部材 |
| JP2002158056A (ja) * | 2000-09-11 | 2002-05-31 | Japan Aviation Electronics Industry Ltd | 電気接点部材およびその製造方法 |
| JP2002198115A (ja) * | 2000-12-22 | 2002-07-12 | Matsushita Electric Works Ltd | コネクタ |
| JP2004022248A (ja) * | 2002-06-13 | 2004-01-22 | Quasar System Inc | ソケット |
| JP2006228669A (ja) * | 2005-02-21 | 2006-08-31 | I-Pex Co Ltd | 電気コネクタの接続端子 |
| JP2007012618A (ja) * | 2005-06-30 | 2007-01-18 | Hitachi-Lg Data Storage Korea Inc | ターミナル及びそれを用いたコネクター |
| JP2011023189A (ja) * | 2009-07-15 | 2011-02-03 | Honda Tsushin Kogyo Co Ltd | 電気コネクタにおけるコンタクトの接触構造 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110350338A (zh) * | 2019-08-07 | 2019-10-18 | 苏州祥龙嘉业电子科技股份有限公司 | 一种电连接器端子 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20120115930A (ko) | 2012-10-19 |
| JP4924854B1 (ja) | 2012-04-25 |
| US8678851B2 (en) | 2014-03-25 |
| WO2012124167A1 (ja) | 2012-09-20 |
| CN102870283B (zh) | 2015-12-16 |
| TWI456842B (zh) | 2014-10-11 |
| CN102870283A (zh) | 2013-01-09 |
| US20130045617A1 (en) | 2013-02-21 |
| TW201238159A (en) | 2012-09-16 |
| KR101324350B1 (ko) | 2013-11-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4924854B1 (ja) | コンタクト及び金属部品の製造方法 | |
| JP4676502B2 (ja) | 基板対基板コネクタ | |
| US8647129B2 (en) | Housingless connector | |
| JP2803574B2 (ja) | コネクタのプレスイン端子及びその製造方法 | |
| JP5472272B2 (ja) | 同軸コネクタプラグ及びその製造方法 | |
| JPH07326416A (ja) | 端子及びコネクタ | |
| JP2017224639A (ja) | 圧接コネクタ | |
| TW201424165A (zh) | 連接器構造、母連接器及公連接器 | |
| CN106684668A (zh) | 电连接器及其制造方法 | |
| JP4924856B1 (ja) | コンタクト及びコンタクトの製造方法 | |
| JP4821935B1 (ja) | 金属部品の製造方法 | |
| JP5451244B2 (ja) | Icカード用コネクタ | |
| JP4803329B1 (ja) | コンタクト及びその製造方法 | |
| CN205069919U (zh) | 电连接器 | |
| CN205070061U (zh) | 电连接器 | |
| JP2015204227A (ja) | フレキシブル基板接続用コネクタ | |
| JP2007165066A (ja) | シールド付fpcアダプタ | |
| JP2018503963A (ja) | 電気接点 | |
| JP2015005469A (ja) | コネクタ及びコネクタを備えた携帯端末 | |
| TWI589069B (zh) | 電連接器及其製造方法 | |
| JP2018107048A (ja) | コネクタ、及び接続装置 | |
| JP2595483Y2 (ja) | 電気コネクタ | |
| JP2021103632A (ja) | 雄端子 | |
| JP3041579B2 (ja) | コンタクト | |
| CN2914382Y (zh) | 用于电连电子装置及基座的具有导电性的弹性元件 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120124 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150217 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4924854 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |