JP2012151404A - 射出成形方法、射出成形装置及び電子装置 - Google Patents
射出成形方法、射出成形装置及び電子装置 Download PDFInfo
- Publication number
- JP2012151404A JP2012151404A JP2011010711A JP2011010711A JP2012151404A JP 2012151404 A JP2012151404 A JP 2012151404A JP 2011010711 A JP2011010711 A JP 2011010711A JP 2011010711 A JP2011010711 A JP 2011010711A JP 2012151404 A JP2012151404 A JP 2012151404A
- Authority
- JP
- Japan
- Prior art keywords
- resin
- substrate
- mold
- electronic component
- injection molding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images













Abstract
【課題】成形時の樹脂圧力に起因する電子部品へのダメージを極力軽減できる射出成形方法等を提供する。
【解決手段】電子部品3a〜3cを搭載した基板2と、基板2をインサート部品としてキャビティ15にセットする金型10Aと、金型10Aのキャビティ15に注入した樹脂が流れる方向の電子部品3aの上流位置に配置された樹脂流ブロック部14とを備え、樹脂をキャビティ15に注入して基板2に樹脂成形部を有する電子装置を成形した。
【選択図】図4
【解決手段】電子部品3a〜3cを搭載した基板2と、基板2をインサート部品としてキャビティ15にセットする金型10Aと、金型10Aのキャビティ15に注入した樹脂が流れる方向の電子部品3aの上流位置に配置された樹脂流ブロック部14とを備え、樹脂をキャビティ15に注入して基板2に樹脂成形部を有する電子装置を成形した。
【選択図】図4
Description
本発明は、電子部品を搭載した基板をインサート部品としてインサート成形する射出成形方法、及び、射出成形装置、及び、これによって作製された電子装置に関する。
従来より、電子部品を搭載した基板をインサート部品とする成形方法が種々提案されている(例えば特許文献1、2参照)。例えば射出成形では、コネクタフード部と共に電子部品の樹脂封止部を同時に作製する。このような射出成形方法の一従来例が図13〜図16に示されている。
図13及び図14に示すように、基板51を金型60内のインサート部品として射出成形によって電子装置50(図15に示す)を作製する。基板51の上面には、電子部品52が搭載されている。基板51の上下面の端部には、複数のコネクタ端子53が固定されている。
金型60は、インサート位置にセットされた基板51の上側に配置される第1金型部61と、基板51の下側に配置される第2金型部62と、コネクタ端子53が突出された基板51の側方に配置される第3金型部63とを有する。第3金型部63にゲート63bが設けられている。第1〜第3金型部61〜63は、図13の型開き位置と図14の型締め位置間を移動できる。
次に、射出成形手順を説明する。基板51をインサート位置に配置し、金型60を型開き位置から型締め位置に移動する。これにより、第1〜第3金型部61〜63内にはキャビティ64が形成され、キャビティ64に基板51がセットされる。次に、ゲートより溶融された樹脂aをキャビティ64に注入する。すると、樹脂aがキャビティ64をゲート63bより徐々に奥側に流れ、キャビティ64が樹脂aで充填される(図14参照)。樹脂aが充填された後に、第1〜第3金型部61〜63を型閉じ位置から型開き位置とする。これにより、図15に示すように、基板51にコネクタフード部54aと樹脂封止部54bからなる樹脂成形部54を有する電子装置50が作製される。
しかしながら、前記従来の射出成形方法では、図16に示すように、ゲート53bからキャビティ64を流れる樹脂流がそのままの勢いで電子部品52に衝突し、電子部品52が大きな樹脂圧力を受けるため、電子部品52がダメージを受けるという問題がある。具体的には、電子部品52への樹脂圧力によって電子部品52の接合部が破壊される等の不具合が発生する恐れがある。
そこで、本発明は、前記した課題を解決すべくなされたものであり、成形時の樹脂圧力に起因する電子部品へのダメージを極力軽減できる射出成形方法、射出成形装置及び電子装置を提供することを目的とする。
本発明は、電子部品を搭載した基板と、前記基板をインサート部品としてキャビティにセットする金型と、前記金型の前記キャビティに注入した樹脂が流れる方向の前記電子部品の上流位置に配置された樹脂流ブロック部とを備え、樹脂を前記キャビティに注入して前記基板に樹脂成形部を有する電子装置を成形したことを特徴とする射出成形方法である。
前記樹脂流ブロック部は、前記金型や前記基板に設けられているものを含む。前記樹脂流ブロック部は、樹脂流の流れ方向から見て前記電子部品の幅以上の幅寸法であることが好ましい。前記樹脂流ブロック部は、前記電子部品の高さ以上の高さ寸法であり、且つ、前記樹脂流ブロック部の前記電子部品よりも高い位置には樹脂流路が形成されることが好ましい。
また、他の本発明は、電子部品を搭載した基板と、前記基板をインサート部品としてキャビティにセットする金型と、前記金型の前記キャビティに注入した樹脂が流れる方向の前記電子部品の上流位置に配置された樹脂流ブロック部とを備えたことを特徴とする射出成形装置である。
さらに、他の本発明は、基板と、前記基板に固定された電子部品と、前記基板に固定され、金型のキャビティに注入した樹脂が流れる方向の前記電子部品の上流位置に配置された樹脂流ブロック部と、樹脂を前記キャビティに注入して前記基板上に設けられた樹脂成形部とを備えたことを特徴とする電子装置である。
本発明によれば、金型内のキャビティを電子部品に向かって流れる樹脂流は、樹脂流ブロック部に衝突し、樹脂流ブロック部を迂回する樹脂流が電子部品に突き当たるため、電子部品が弱い樹脂圧力しか受けない。従って、成形時の樹脂圧力に起因する電子部品へのダメージを極力軽減できる。
以下、本発明の実施形態を図面に基づいて説明する。
(第1実施形態)
図1〜図5は本発明の第1実施形態を示す。電子装置1Aは、基板2をインサート部品として射出成形装置で射出成形を行うことによって作製される。以下、説明する。
図1〜図5は本発明の第1実施形態を示す。電子装置1Aは、基板2をインサート部品として射出成形装置で射出成形を行うことによって作製される。以下、説明する。
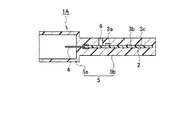
図1及び図2に示すように、インサート部品である基板2には、その上面に複数の電子部品3a〜3cが搭載されている。従って、電子部品3a〜3cは、基板2上に突出している。電子部品3aは、他の電子部品3b,3cよりも樹脂流の最上流位置に位置し、且つ、大型部品で樹脂圧力を受ける面が大きい。基板2の上下面の端部には、複数のコネクタ端子4が固定されている。各コネクタ端子4は、基板2の側方より突出している。
射出成形装置は、金型10Aを有する。金型10Aは、成形時に基板2の上側に配置される第1金型部11と、成形時に基板2の下側に配置される第2金型部12と、成形時にコネクタ端子4が突出された基板2の側方に配置される第3金型部13とを有する。
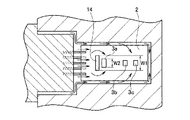
第1金型部11は、下面側にキャビティ用凹部11aを有する。第1金型部11には、キャビティ用凹部11aに突設する樹脂流ブロック部14が設けられている。樹脂流ブロック部14は、キャビティ15に注入した樹脂が流れる方向に対し、電子部品3aの直前上流位置に配置される。樹脂流ブロック部14は、図5に示すように、樹脂流の流れ方向から見て電子部品3aの幅W2以上の幅寸法W1に設定されている。樹脂流ブロック部14は、図4に示すように、電子部品3aの高さH2以上の高さ寸法H1に設定されている。
第2金型部12は、上面側にキャビティ用凹部12aを有する。
第3金型部13は、側面側にキャビティ用凹部13aと端子用逃げ孔13bを有する。第3金型部13には、キャビティ用凹部13aに開口するゲート13cが設けられている。
第1〜第3金型部11〜13は、図1の型開き位置と図2の型締め位置間を移動できるよう構成されている。
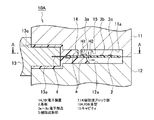
次に、射出成形手順を説明する。先ず、基板2を金型10Aのインサート位置に配置する。次に、金型10Aを型開き位置(図1参照)から型締め位置(図2参照)に移動する。これにより、第1〜第3金型部11〜13内にはキャビティ15が形成され、キャビティ15に基板2がセットされる。次に、ゲート13cより溶融された樹脂aをキャビティ15に注入する。すると、樹脂aがキャビティ15をゲート13cより奥側に向かって流れ、キャビティ15が樹脂aで充填される(図2参照)。樹脂aが充填された後に、第1〜第3金型部11〜13を型閉じ位置から型開き位置に移動する。これにより、図3に示すように、基板2にコネクタフード部5aと樹脂封止部5bからなる樹脂成形部5を有する電子装置1Aが作製される。樹脂成形部5には、樹脂流ブロック部14に対応する位置に凹部6が形成される
上記射出成形過程の樹脂注入にあって、ゲート13cより射出された樹脂流は、コネクタフード部5aとなる領域を先ず流れ、その後に樹脂封止部5bとなる領域に流れ込む。樹脂流は、樹脂封止部5bとなる領域では基板2の下面側と上面側を流れる。図4に示すように、基板2の下面側を流れる樹脂流は、障害となる物がないために、ほぼ直進状態で流れる。基板2の上面側を流れる樹脂流は、樹脂流ブロック部14のない領域ではほぼ直進状態で流れるが、樹脂流ブロック部14のある領域では、図5に詳しく示すように、樹脂流ブロック部14に衝突し、樹脂流ブロック部14を迂回しつつ流れる。この迂回流が電子部品3aの周囲に流れ込む。従って、電子部品3aには樹脂流ブロック部14を迂回する樹脂流が衝突するため、電子部品3aは弱い樹脂圧力しか受けない。以上より、成形時の樹脂圧力に起因する電子部品3aへのダメージを極力軽減できる。
上記射出成形過程の樹脂注入にあって、ゲート13cより射出された樹脂流は、コネクタフード部5aとなる領域を先ず流れ、その後に樹脂封止部5bとなる領域に流れ込む。樹脂流は、樹脂封止部5bとなる領域では基板2の下面側と上面側を流れる。図4に示すように、基板2の下面側を流れる樹脂流は、障害となる物がないために、ほぼ直進状態で流れる。基板2の上面側を流れる樹脂流は、樹脂流ブロック部14のない領域ではほぼ直進状態で流れるが、樹脂流ブロック部14のある領域では、図5に詳しく示すように、樹脂流ブロック部14に衝突し、樹脂流ブロック部14を迂回しつつ流れる。この迂回流が電子部品3aの周囲に流れ込む。従って、電子部品3aには樹脂流ブロック部14を迂回する樹脂流が衝突するため、電子部品3aは弱い樹脂圧力しか受けない。以上より、成形時の樹脂圧力に起因する電子部品3aへのダメージを極力軽減できる。
樹脂流ブロック部14は、樹脂流の流れ方向から見て電子部品3aの幅W2以上の幅寸法W1に設定されている。従って、電子部品3aには、確実に樹脂の迂回流しか衝突しないため、樹脂流によるダメージを確実に軽減できる。
樹脂流ブロック部14は、電子部品3aの高さH2以上の高さ寸法H1に設定されている。従って、電子部品3aには、確実に樹脂の迂回流しか衝突しないため、樹脂流によるダメージを確実に軽減できる。
また、樹脂流ブロック部14は、樹脂流に対し最上流位置の電子部品3aに配置したので、電子部品3aより下流の電子部品3b,3cにも迂回流が突き当たるため、下流の電子部品3b,3cへの樹脂流ダメージをも極力軽減できる。
(第1実施形態の変形例)
図6は、前記第1実施形態の変形例を示す。図6において、この変形例は、前記第1実施形態と比較して、樹脂流ブロック部14の構成のみ一部相違する。つまり、樹脂流ブロック部14の電子部品3aよりも高い位置に、樹脂流路14aが形成されている。
図6は、前記第1実施形態の変形例を示す。図6において、この変形例は、前記第1実施形態と比較して、樹脂流ブロック部14の構成のみ一部相違する。つまり、樹脂流ブロック部14の電子部品3aよりも高い位置に、樹脂流路14aが形成されている。
他の構成は、前記第1実施形態と同一なので、重複説明を省略する。図6の同一構成箇所には同一符号を付して明確化を図る。
この変形例では、樹脂流ブロック部14の電子部品3aよりも高い位置には樹脂流路14aが形成されているので、電子部品3aに樹脂の迂回流が衝突するのを防止しつつ、樹脂流の流動性の低下を極力防止できる。
(第2実施形態)
図7〜図12は本発明の第2実施形態を示す。電子装置1Bは、基板2をインサート部品として射出成形装置で射出成形を行うことによって作製される。以下、説明する。
図7〜図12は本発明の第2実施形態を示す。電子装置1Bは、基板2をインサート部品として射出成形装置で射出成形を行うことによって作製される。以下、説明する。
図7及び図8に示すように、インサート部品である基板2には、その上面に複数の電子部品3a〜3cが搭載されている。従って、電子部品3a〜3cは、基板2上に突出している。電子部品3aは、他の電子部品3b,3cよりも樹脂流の最上流位置に位置し、且つ、大型部品で樹脂圧力を受ける面が大きい。基板2の上下面の端部には、複数のコネクタ端子4が固定されている。各コネクタ端子4は、基板2の側方より突出している。
又、基板2上には、ロッド形状の樹脂流ブロック部7が固定されている。樹脂流ブロック部7は、キャビティ15に注入した樹脂aが流れる方向に対し、電子部品3aの直前上流位置に設けられている。樹脂流ブロック部7は、図12に示すように、樹脂aの流れ方向から見て電子部品3aの幅W2以上の幅寸法W1に設定されている。樹脂流ブロック部7は、図11に示すように、電子部品3aの高さH2以上の高さ寸法H1に設定されている。
樹脂流ブロック部7は、電子部品3a〜3cの基板実装工程を利用して固定される。つまり、図9(a)に示すように、基板2のパッド作製工程で樹脂流ブロック部7の固定用パッド8を作製する。固定用パッド8は、基板2の回路とは接続せずに離して設ける。次に、図9(b)に示すように、基板2の半田配置(ディスペンス、印刷)工程で樹脂流ブロック部7の固定用パッド8にも半田9を配置(ディスペンス、印刷)する。最後に、図9(c)に示すように、基板2部品実装工程で樹脂流ブロック部7の固定用パッド8上に樹脂流ブロック部7を搭載し、リフロー半田付けにて固定すれば完了する。尚、図9(a)〜(c)には表示していないが、他の電子部品3b,3cも電子部品3aと共に固定する。
又、基板2の実装作業工程で接着剤などを使用する工程がある場合には、基板2に接着剤によって樹脂流ブロック部7を固定しても良い。
射出成形装置は、金型10Aを有する。金型10Bは、成形時に基板2の上側に配置される第1金型部11と、成形時に基板2の下側に配置される第2金型部12と、成形時にコネクタ端子4が突出された基板2の側方に配置される第3金型部13とを有する。
第1金型部11は、下面側にキャビティ用凹部11aを有する。第2金型部12は、上面側にキャビティ用凹部12aを有する。第3金型部13は、側面側にキャビティ用凹部13aと端子用逃げ孔13bを有する。第3金型部13には、キャビティ用凹部13aに開口するゲート13cが設けられている。
第1〜第3金型部11〜13は、図7の型開き位置と図8の型締め位置間を移動できるよう構成されている。
次に、射出成形手順を説明する。先ず、基板2を金型10Bのインサート位置に配置する。次に、金型10Bを型開き位置(図7参照)から型締め位置(図8参照)に移動する。これにより、第1〜第3金型部11〜13内にはキャビティ15が形成され、キャビティ15に基板2がセットされる。次に、ゲート13cより溶融された樹脂aをキャビティ15に注入する。すると、樹脂aがキャビティ15をゲート13cより奥側に向かって流れ、キャビティ15が樹脂aで充填される(図8参照)。樹脂aが充填された後に、第1〜第3金型部11〜13を型閉じ位置から型開き位置に移動する。これにより、図10に示すように、基板2にコネクタフード部5aと樹脂封止部5bからなる樹脂成形部5を有する電子装置1Bが作製される。
上記射出成形過程の樹脂注入にあって、ゲート13cより射出された樹脂流は、コネクタフード部5aとなる領域を先ず流れ、その後に樹脂封止部5bとなる領域に流れ込む。樹脂流は、樹脂封止部5bとなる領域では基板2の下面側と上面側を流れる。図11に示すように、基板2の下面側を流れる樹脂流は、障害となる物がないために、ほぼ直進状態で流れる。基板2の上面側を流れる樹脂流は、樹脂流ブロック部7のない領域ではほぼ直進状態で流れるが、樹脂流ブロック部7のある領域では、図12に詳しく示すように、樹脂流ブロック部7に衝突し、樹脂流ブロック部7を迂回しつつ流れる。この迂回流が電子部品3aの周囲に流れ込む。従って、電子部品3aには樹脂流ブロック部7を迂回する樹脂流が衝突するため、電子部品3aは弱い樹脂圧力しか受けない。以上より、成形時の樹脂圧力に起因する電子部品3aへのダメージを極力軽減できる。
樹脂流ブロック部7は、樹脂流の流れ方向から見て電子部品3aの幅W2以上の幅寸法W1に設定されている。従って、電子部品3aには、確実に樹脂の迂回流しか衝突しないため、樹脂流によるダメージを確実に軽減できる。
樹脂流ブロック部7は、電子部品3aの高さH2以上の高さ寸法H1に設定されている。従って、電子部品3aには、確実に樹脂の迂回流しか衝突しないため、樹脂流によるダメージを確実に軽減できる。
また、樹脂流ブロック部14は、樹脂流に対し最上流位置の電子部品3aに配置したので、電子部品3aより下流の電子部品3b,3cにも迂回流が突き当たるため、下流の電子部品3b,3cへの樹脂流ダメージをも極力軽減できる。
樹脂流ブロック部7は、基板実装工程を利用して固定されている。従って、樹脂流ブロック部7を基板2に固定するための特別な工程付加が必要ない。
樹脂流ブロック部7は、樹脂流を堰き止めることができる材質であれば良く、金属製、合成樹脂製等でも良く材質を問わない。樹脂流ブロック部7を金属片で形成する場合、その数量が10万以上であれば、専用の金属片を作製しても良い。樹脂流ブロック部7は、上記したように保護すべき電子部品3aのサイズ以上のサイズである方が好ましい。従って、例えば電子部品3aが1005サイズの場合には、樹脂流ブロック部7は1608サイズとする。
(その他)
前記各実施形態では、基板2に成形される樹脂成形部5は、コネクタフード部5aと樹脂封止部5bであるが、これに限定されない。つまり、本発明は、電子部品を搭載した基板をインサート部品として成形する電子装置に適用可能である。
前記各実施形態では、基板2に成形される樹脂成形部5は、コネクタフード部5aと樹脂封止部5bであるが、これに限定されない。つまり、本発明は、電子部品を搭載した基板をインサート部品として成形する電子装置に適用可能である。
前記各実施形態では、樹脂流の最上流位置に位置し、且つ、大型部品で樹脂圧力を受ける面が大きい電子部品3aに対して、その上流位置に樹脂流ブロック部14,7を設けた。つまり、成形時の樹脂流から見て最上流側の電子部品3aは、樹脂流がそのままの勢いで衝突するため、最も大きな樹脂圧力を受ける可能性が高い。又、電子部品3aは、大型部品で樹脂圧力を受ける面が大きいため、樹脂圧力によって最も大きな外力を受ける可能性が高い。従って、樹脂圧力によって最もダメージを受ける可能性のある電子部品3aを確実に樹脂圧力のダメージから守ることができる。樹脂流ブロック部14,7は、電子部品3a以外の電子部品3b,3cの上流位置に設けても良いことはもちろんである。つまり、複数の電子部品の内のどの上流位置に樹脂流ブロック部14,7を設けるかは、種々の要因を考慮して適宜決定することが望ましい。
1A,1B 電子装置
2 基板
3a〜3c 電子部品
5 樹脂成形部
7,14 樹脂流ブロック部
10A,10B 金型
15 キャビティ
2 基板
3a〜3c 電子部品
5 樹脂成形部
7,14 樹脂流ブロック部
10A,10B 金型
15 キャビティ
Claims (7)
- 電子部品を搭載した基板と、
前記基板をインサート部品としてキャビティにセットする金型と、
前記金型の前記キャビティに注入した樹脂が流れる方向の前記電子部品の上流位置に配置された樹脂流ブロック部とを備え、
樹脂を前記キャビティに注入して前記基板に樹脂成形部を有する電子装置を成形したことを特徴とする射出成形方法。 - 請求項1記載の射出成形方法であって、
前記樹脂流ブロック部は、前記金型に設けられていることを特徴とする射出成形方法。 - 請求項1記載の射出成形方法であって、
前記樹脂流ブロック部は、前記基板に設けられていることを特徴とする射出成形方法。 - 請求項1〜請求項3のいずれかに記載の射出成形方法であって、
前記樹脂流ブロック部は、樹脂流の流れ方向から見て前記電子部品の幅以上の幅寸法であることを特徴とする射出成形方法。 - 請求項1〜請求項3のいずれかに記載の射出成形方法であって、
前記樹脂流ブロック部は、前記電子部品の高さ以上の高さ寸法であり、且つ、前記樹脂流ブロック部の前記電子部品よりも高い位置には樹脂流路が形成されていることを特徴とする射出成形方法。 - 電子部品を搭載した基板と、
前記基板をインサート部品としてキャビティにセットする金型と、
前記金型の前記キャビティに注入した樹脂が流れる方向の前記電子部品の上流位置に配置された樹脂流ブロック部とを備えたことを特徴とする射出成形装置。 - 基板と、前記基板に固定された電子部品と、前記基板に固定され、金型のキャビティに注入した樹脂が流れる方向の前記電子部品の上流位置に配置された樹脂流ブロック部と、樹脂を前記キャビティに注入して前記基板に設けられた樹脂成形部とを備えたことを特徴とする電子装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011010711A JP2012151404A (ja) | 2011-01-21 | 2011-01-21 | 射出成形方法、射出成形装置及び電子装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011010711A JP2012151404A (ja) | 2011-01-21 | 2011-01-21 | 射出成形方法、射出成形装置及び電子装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012151404A true JP2012151404A (ja) | 2012-08-09 |
Family
ID=46793351
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011010711A Pending JP2012151404A (ja) | 2011-01-21 | 2011-01-21 | 射出成形方法、射出成形装置及び電子装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012151404A (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016122737A (ja) * | 2014-12-25 | 2016-07-07 | 帝国通信工業株式会社 | 金属端子と回路基板の成形による接続方法及び接続体 |
| JP2017081034A (ja) * | 2015-10-29 | 2017-05-18 | 矢崎総業株式会社 | 樹脂成形体の製造方法 |
| EP3238905A3 (en) * | 2016-04-27 | 2018-02-21 | Jtekt Corporation | Method of manufacturing housing structure and housing structure |
| JP2018154103A (ja) * | 2017-03-21 | 2018-10-04 | キヤノン株式会社 | 一体成形方法、および一体成形装置 |
| WO2019198670A1 (ja) * | 2018-04-10 | 2019-10-17 | 株式会社日立ハイテクノロジーズ | 電極構造 |
-
2011
- 2011-01-21 JP JP2011010711A patent/JP2012151404A/ja active Pending
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016122737A (ja) * | 2014-12-25 | 2016-07-07 | 帝国通信工業株式会社 | 金属端子と回路基板の成形による接続方法及び接続体 |
| JP2017081034A (ja) * | 2015-10-29 | 2017-05-18 | 矢崎総業株式会社 | 樹脂成形体の製造方法 |
| EP3238905A3 (en) * | 2016-04-27 | 2018-02-21 | Jtekt Corporation | Method of manufacturing housing structure and housing structure |
| US10166705B2 (en) | 2016-04-27 | 2019-01-01 | Jtekt Corporation | Method of manufacturing housing structure and housing structure |
| JP2018154103A (ja) * | 2017-03-21 | 2018-10-04 | キヤノン株式会社 | 一体成形方法、および一体成形装置 |
| WO2019198670A1 (ja) * | 2018-04-10 | 2019-10-17 | 株式会社日立ハイテクノロジーズ | 電極構造 |
| JP2019186372A (ja) * | 2018-04-10 | 2019-10-24 | 株式会社日立ハイテクノロジーズ | 電極構造 |
| JP7117885B2 (ja) | 2018-04-10 | 2022-08-15 | 株式会社日立ハイテク | 半導体装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2012151404A (ja) | 射出成形方法、射出成形装置及び電子装置 | |
| CN105939577B (zh) | 电子设备单元及其制造模具装置 | |
| JP2008140788A (ja) | 半導体装置 | |
| JPH03212962A (ja) | 半導体装置用部品 | |
| JP5768287B2 (ja) | 車載用電子モジュールの樹脂モールド方法 | |
| CN103660129A (zh) | 低压注塑方法 | |
| TWI658950B (zh) | 車載自動診斷系統及其端子及製造方法 | |
| CN103608918A (zh) | 用于减轻去除浇口期间的粘模的引线框架带材 | |
| EP3079170B1 (en) | Molding die with leadframe, and method of manufacturing a resin sealed electronic component on a lead frame | |
| US20230247779A1 (en) | Electrical device | |
| JP2003031434A (ja) | チップインダクタ部品の製造方法 | |
| JP5334481B2 (ja) | 電池パック装置の製造方法 | |
| JP2015138795A (ja) | リードフレーム及びリードフレームの製造方法 | |
| WO2019120197A1 (zh) | 感光组件、摄像模组、感光组件拼板及相应制作方法 | |
| JP7173503B2 (ja) | 端子、端子を備えたパワーモジュール用射出成形体、及びその製造方法 | |
| JP3698034B2 (ja) | ジャンクションボックス | |
| US20100032183A1 (en) | Compliant pin strip with integrated dam bar | |
| JP2018107326A (ja) | 回路構成体およびその製造方法 | |
| JP2010258173A (ja) | 半導体パッケージ部品の実装方法と実装構造体 | |
| JP2010190596A (ja) | インサート樹脂成形部品とその製造方法とそれに用いられる樹脂成形金型および圧力センサ | |
| JPH04326755A (ja) | 樹脂封止型半導体装置およびその製造方法 | |
| JP2023111735A (ja) | 電子機器及びその製造方法 | |
| JP4270065B2 (ja) | 樹脂封止基板成形用金型装置 | |
| JP2006339492A (ja) | 実装基板 | |
| JP2004200226A (ja) | リード付き部品の実装構造およびその実装方法 |