JP2012109452A - 電磁波遮蔽用複合材料、電子機器用筐体及びバッテリーケース - Google Patents
電磁波遮蔽用複合材料、電子機器用筐体及びバッテリーケース Download PDFInfo
- Publication number
- JP2012109452A JP2012109452A JP2010258039A JP2010258039A JP2012109452A JP 2012109452 A JP2012109452 A JP 2012109452A JP 2010258039 A JP2010258039 A JP 2010258039A JP 2010258039 A JP2010258039 A JP 2010258039A JP 2012109452 A JP2012109452 A JP 2012109452A
- Authority
- JP
- Japan
- Prior art keywords
- fiber
- composite material
- wave shielding
- electromagnetic wave
- reinforced resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Landscapes
- Shielding Devices Or Components To Electric Or Magnetic Fields (AREA)
- Laminated Bodies (AREA)
Abstract
【解決手段】炭素繊維及びマトリックス樹脂を含有する繊維強化樹脂成形体部分と金属層部分とが積層された電磁波遮蔽用複合材料において、該繊維強化樹脂成形体部分は、重量平均繊維長0.5〜100mmの炭素繊維をランダム分散状態で20〜80重量%含有しており、該金属層部分の厚みが0.02〜2mmであることを特徴とする電磁波遮蔽用複合材料。この電磁波遮蔽用複合材料は、サンドイッチ状の積層構造とされてもよい。
【選択図】図1
Description
また、それと同時に電子機器の用途では、薄型化や小型化と軽量化が要求されており、特に車載用電子機器では燃費向上の要求からも、軽量化が重要となっている。
本発明において用いる炭素繊維は、好ましくは単繊維を100〜50000本集束剤により集束したものである。この炭素繊維は、PAN系炭素繊維、ピッチ系炭素繊維のいずれでもよい。炭素繊維に高弾性が必要であるときには、ピッチ系炭素繊維を用いるのが好ましい。
次に、炭素繊維と複合化するマトリックス樹脂について説明する。
これらの樹脂は1種を単独で用いてもよく、2種以上を混合して用いてもよい。
<繊維混抄マット状成形体>
熱可塑性樹脂を用いた炭素繊維強化合成樹脂製の繊維強化樹脂成形体部分を製造する手法として、マトリックス樹脂である熱可塑性樹脂も繊維状にしておき、炭素繊維と樹脂繊維からなる繊維混抄マット状成形体(不織布)とした後、熱プレスして樹脂を溶融させて成形するのが好ましい。ただし、マトリックス樹脂の一部を平均粒径0.1〜100μm特に0.5〜20μm程度の粉体を用いてもよい。
上記の繊維混抄マット状成形体を、当該混抄マット状成形体中の熱可塑性樹脂の短繊維の流動開始温度(Tf)以上においてプレス成形することにより繊維強化樹脂成形体が製造される。
なお、上記溶融プレスを所定の金型内で行なう等により、溶融プレスと賦型プレスを同時に行ない、繊維混抄マット状成形体から繊維強化樹脂成形体を直接成形してもよい。
また、繊維強化樹脂成形体としての面方向の熱伝導率は5〜60W/mKが好ましく、より好ましくは20〜40W/mKである。
熱硬化性樹脂を用いた炭素繊維強化合成樹脂製の繊維強化樹脂成形体部分を製造する手法として、炭素繊維からなるマット状成形体(不織布)を作成した後に液状の熱硬化性樹脂を含浸させ、樹脂を硬化させて成形するのが好ましい。
上記の炭素繊維マット状成形体をRIM成形機、RTM成形機等の一般的な繊維強化樹脂成形体の成形装置を用いて金型内にセットした後に液状の熱硬化性樹脂を含浸させ、加熱処理を行なうことにより樹脂を硬化させて成形することにより繊維強化樹脂成形体が製造される。
また、繊維強化樹脂成形体としての面方向の熱伝導率は5〜60W/mKが好ましく、より好ましくは20〜40W/mKである。
本発明の電磁波遮蔽用複合材料の繊維強化樹脂成形体部分の厚さは、好ましくは、0.2〜8mm特に0.5〜5mmである。繊維強化樹脂成形体部分の厚さが過度に小さいと電磁波シールド特性が低くなると共に、材料の剛性や強度が低く、破損や切断などを生じやすく実用性に劣る。繊維強化樹脂成形体部分の厚さが過度に大きいと、電磁波遮蔽用複合材料の重量が大きくなる。
金属層部分の金属としてはアルミ、アルミ合金、マグネシウム合金、チタン、チタン合金、鋼、銅、銅合金などが例示される。アルミ合金としては、Al−Mg系であるA5052等の5000番台やAl−Cu系であるA2014等の2000番台、ダイカスト用のAl−Si−Cu系合金(JIS規格 ADC12やADC10等)などを用いることができるが、これに限定されない。金属層部分の厚みは0.02〜2mm特に0.05〜1.5mm程度が好適である。金属層部分の厚みが0.02mmよりも小さいと磁界シールド性が低Hz領域(特に10MHz以下)で低下する。金属層部分の厚みが過度に大きいと、電磁波遮蔽用複合材料の重量が大きくなる。
電磁波遮蔽用複合材料は、パソコン、OA機器、AV機器、携帯電話、電話機、ファクシミリ、家電製品、玩具用品、フラットパネルディスプレイなどの電子機器の筐体や、バッテリーケースなどに好適に用いることができる。この電磁波遮蔽用複合材料は、軽量で高剛性であるところから、特に自動車に搭載される車載用の大型のバッテリーケースに好適である。筐体やバッテリーケースの形状に特に制限はない。
溶剤を用いて成形体の樹脂部分を溶解させたのちに白色シート上に移し、乾燥させた後に、光学顕微鏡により観察する。このとき、残存する樹脂材料は白色シートにより観察されなくなり、結果として炭素繊維からなる黒色繊維のみが観察されるようになる。この炭素繊維をランダムに1000本選択し、繊維長さを測定する。
また、以下の実施例及び比較例における電磁波遮蔽用複合材料の物性の測定方法及び評価方法は次の通りである。
電磁波遮蔽特性については、実施例及び比較例で作製した成形体を15cm□の大きさに切り出した測定サンプルを用いて東京都立産業技術センターのAgilent4396Bを用いてKEC法により0.1〜1000MHzの範囲において測定した。測定結果に基づくシールド特性評価としては、0.1、1、10、100、1000MHzのすべての測定結果において電界特性及び磁界特性の両特性ともに2mm厚みアルミニウム板の値に対し80%以上の値を示すものを○とし、その値に満たないものを×として評価した。
密度については、実施例及び比較例で作製した成形体を10cm×10cmのサイズに切削した後に重量測定し、更にサンプルの厚み及び縦横の長さをマイクロメーター及びデジタルノギスを用いて厚みは0.01mm、縦横の長さは0.1mmの精度まで測定し、算出した。
膨張係数については、TMA120C(エスアイアイナノテクノロジー製)を用い、実施例及び比較例で作製した成形体から面内方向に長さ×幅=10mm×6mmの大きさで測定サンプルを切り出し、JISK−7197により荷重0.1g×断面積で昇温2℃/分で測定した。
曲げ強度及び曲げ弾性率については、万能材料試験機(UH−10 島津製作所製)を用いて測定した。実施例及び比較例で作製した成形体からJIS―K7074に基づき所定の大きさのサンプルを切り出し、ロードセル100kNによりクロスヘッド速度5mm/分で4点曲げ試験により測定した。
炭素繊維としてピッチ系炭素繊維(商品名「ダイアリード6371T」、三菱樹脂株式会社製、引張弾性率640GPa、6mmカットファイバー、密度2.1g/cm3)を用い、マトリックス樹脂として共重合ポリエステル繊維(商品名「N701Y」、クラレ製、5mmカットファイバー、融点130℃、密度1.38g/cm3)を用いた。強化繊維60重量%とマトリックス樹脂繊維40重量%とを配合した後にエアレイド式の不織布作製装置を用いて目付け1000g/m2の混抄マット状成形体(以下マットAと略記)とした。このマットAの炭素繊維の重量平均繊維長さは0.8mmであった。
実施例1において作製したマットAを4枚積層した後に蒸気式熱プレス成形装置により温度200℃、クリアランス4.0mmにおいて加圧保持時間10分で予熱した後に面圧10MPa、クリアランス2.0mmの加圧条件下で冷却プレスすることにより厚み2.0mmの繊維強化樹脂成形体を作製した。
実施例1において作製したマットAの積層枚数を8枚とした後に蒸気式熱プレス成形装置により温度200℃、クリアランス6.0mmにおいて加圧保持時間10分で予熱した後に面圧10MPa、クリアランス4.0mmの加圧条件下で冷却プレスすることにより厚み4.0mmの繊維強化樹脂成形体を作製した。
実施例1において作製したマットAを2枚積層した後に蒸気式熱プレス成形装置により温度200℃、クリアランス3.0mmにおいて加圧保持時間10分で予熱した後に面圧10MPa、クリアランス2.0mmの加圧条件下で冷却プレスすることにより厚み2.0mmの繊維強化樹脂成形体を作製した。
アルミニウム板(A5052)の厚さ2mm品をブランクとして、同様の測定方法により評価した。この評価結果を表1に示す。
実施例1において作製した繊維強化樹脂成形体の評価結果を表1に示す。
実施例1において作製したマットAを4枚積層した後に蒸気式熱プレス成形装置により温度200℃、クリアランス4.0mmにおいて加圧保持時間10分で予熱した後に面圧10MPa、クリアランス2.2mmの加圧条件下で冷却プレスすることにより厚み2.2mmの繊維強化樹脂成形体を作製した。
実施例1において、繊維強化樹脂成形体の代わりに厚み2.0mmのPET樹脂プレート(PETEC6010 タキロン(株)製)の上下面に厚さ0.1mmのアルミニウムシートを積層し、蒸気式熱プレス成形装置により温度280℃、クリアランス2.2mmにおいて加圧保持時間10分で予熱した後に面圧10MPa、クリアランス2.0mmの加圧条件下で冷却プレスすることによりアルミニウムシートを貼り合わせ、厚み2.0mmの電磁波遮蔽用複合材料を作製した。この電磁波遮蔽用複合材料の評価結果を表1に示す。

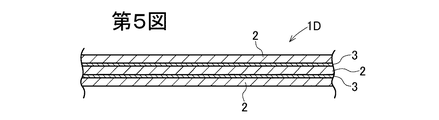
2 繊維強化樹脂成形体部分
3 金属層部分
Claims (13)
- 炭素繊維及びマトリックス樹脂を含有する繊維強化樹脂成形体部分と金属層部分とが積層された電磁波遮蔽用複合材料において、
該繊維強化樹脂成形体部分は、重量平均繊維長0.5〜100mmの炭素繊維をランダム分散状態で20〜80重量%含有しており、
該金属層部分の厚みが0.02〜2mmであることを特徴とする電磁波遮蔽用複合材料。 - 請求項1において、炭素繊維は、引張弾性率が400GPa以上のピッチ系炭素繊維であることを特徴とする電磁波遮蔽用複合材料。
- 請求項1又は2において、前記金属層部分同士の間に前記繊維強化樹脂成形体部分を介在させるか、又は前記繊維強化樹脂成形体部分同士の間に前記金属層部分を介在させたサンドイッチ構造を有することを特徴とする電磁波遮蔽用複合材料。
- 請求項1又は2において、1層の前記繊維強化樹脂成形体部分と1層の金属層部分とが積層されていることを特徴とする電磁波遮蔽用複合材料。
- 請求項1又は2において、前記繊維強化樹脂成形体部分と金属層部分とが交互に積層された多層積層構造を有することを特徴とする電磁波遮蔽用複合材料。
- 請求項1ないし5のいずれか1項において、前記マトリックス樹脂が熱可塑性樹脂からなることを特徴とする電磁波遮蔽用複合材料。
- 請求項1ないし6のいずれか1項において、前記金属層部分がアルミニウム又はアルミニウム合金よりなることを特徴とする電磁波遮蔽用複合材料。
- 請求項1ないし7のいずれか1項において、前記繊維強化樹脂成形体部分は、炭素繊維と熱可塑性樹脂繊維とが複合化された混抄不織布を熱プレス成形したものであることを特徴とする電磁波遮蔽用複合材料。
- 電磁波遮蔽材を有する電子機器用筐体において、該電磁波遮蔽材が請求項1ないし8のいずれか1項に記載の電磁波遮蔽用複合材料よりなることを特徴とする電子機器用筐体。
- 請求項9において、該電磁波遮蔽材が絞り成形されていることを特徴とする電子機器用筐体。
- 電磁波遮蔽用複合材を有するバッテリーケースにおいて、該電磁波遮蔽材が請求項1ないし8のいずれか1項に記載の電磁波遮蔽用複合材料よりなることを特徴とするバッテリーケース。
- 請求項11において、該電磁波遮蔽材が絞り成形されていることを特徴とするバッテリーケース。
- 請求項11又は12において、車載用バッテリーケースであることを特徴とするバッテリーケース。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010258039A JP6003010B2 (ja) | 2010-11-18 | 2010-11-18 | 電磁波遮蔽用複合材料、電子機器用筐体及びバッテリーケース |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010258039A JP6003010B2 (ja) | 2010-11-18 | 2010-11-18 | 電磁波遮蔽用複合材料、電子機器用筐体及びバッテリーケース |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012109452A true JP2012109452A (ja) | 2012-06-07 |
| JP6003010B2 JP6003010B2 (ja) | 2016-10-05 |
Family
ID=46494742
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010258039A Active JP6003010B2 (ja) | 2010-11-18 | 2010-11-18 | 電磁波遮蔽用複合材料、電子機器用筐体及びバッテリーケース |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6003010B2 (ja) |
Cited By (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014088020A (ja) * | 2012-10-02 | 2014-05-15 | Sumitomo Bakelite Co Ltd | 物品および積層体 |
| JP2015012098A (ja) * | 2013-06-27 | 2015-01-19 | 住友電工プリントサーキット株式会社 | シールドフィルム及びプリント配線板 |
| WO2015119064A1 (ja) * | 2014-02-10 | 2015-08-13 | 新日鉄住金マテリアルズ株式会社 | 熱伝導性複合材及びその製造方法 |
| JP2015189094A (ja) * | 2014-03-28 | 2015-11-02 | 三光合成株式会社 | 電磁波遮蔽板及び電磁波遮蔽板の製造方法 |
| JPWO2013183632A1 (ja) * | 2012-06-07 | 2016-02-01 | タツタ電線株式会社 | シールドフィルム、及び、シールドプリント配線板 |
| CN105409344A (zh) * | 2013-03-12 | 2016-03-16 | 全耐塑料公司 | 用于容置机动车动力设备的构成电磁屏蔽的容置箱体 |
| WO2016203825A1 (ja) * | 2015-06-15 | 2016-12-22 | Jx金属株式会社 | 電磁波シールド材 |
| JP2016219466A (ja) * | 2015-05-14 | 2016-12-22 | トヨタ紡織株式会社 | 電磁波シールド材 |
| JP2017095662A (ja) * | 2015-11-27 | 2017-06-01 | 株式会社ユウホウ | プリプレグシート |
| WO2017104771A1 (ja) * | 2015-12-16 | 2017-06-22 | Jnc株式会社 | 複合シート、電子機器 |
| JP2018095716A (ja) * | 2016-12-12 | 2018-06-21 | 株式会社ユウホウ | プリプレグシート |
| CN108513524A (zh) * | 2018-04-18 | 2018-09-07 | 成都联腾动力控制技术有限公司 | 一种新能源电动汽车用高强度电磁屏蔽材料及其制备方法 |
| JP2018206812A (ja) * | 2017-05-30 | 2018-12-27 | 三井化学株式会社 | 電磁波遮蔽体、電磁波遮蔽体の製造方法及び用途 |
| KR101912542B1 (ko) * | 2017-10-25 | 2019-01-14 | (주)크린앤사이언스 | 타공 금속 박판을 이용한 전자파 차폐재 및 그 제조방법 |
| KR20190094035A (ko) * | 2018-02-02 | 2019-08-12 | 이정석 | 전자파 차폐보드 |
| KR20190106220A (ko) * | 2018-03-08 | 2019-09-18 | 국민대학교산학협력단 | 복합소재, 이의 제조방법 및 이를 포함하는 전자파 차폐재 |
| JP2019177669A (ja) * | 2018-03-30 | 2019-10-17 | 三菱ケミカル株式会社 | 熱可塑性樹脂積層体 |
| US10697097B2 (en) | 2015-11-27 | 2020-06-30 | Yuho Co., Ltd. | Prepreg sheet |
| CN111376552A (zh) * | 2019-03-05 | 2020-07-07 | 游侠复合材料有限公司 | 电池保护壳和一种电池保护壳的制造方法 |
| WO2021112077A1 (ja) | 2019-12-02 | 2021-06-10 | 東洋鋼鈑株式会社 | 積層複合体 |
| CN114919265A (zh) * | 2022-05-05 | 2022-08-19 | 北京卫星制造厂有限公司 | 一种高效屏蔽低频磁场轻质复合材料 |
| CN115401960A (zh) * | 2022-09-01 | 2022-11-29 | 哈尔滨玻璃钢研究院有限公司 | 一种高电磁屏蔽效能树脂基复合材料及其成型方法和应用 |
| CN115972635A (zh) * | 2022-12-14 | 2023-04-18 | 中国科学院宁波材料技术与工程研究所 | 一种热塑性电磁屏蔽预浸料生产装置 |
| JP7432887B2 (ja) | 2019-11-05 | 2024-02-19 | ニチコン株式会社 | アルミニウム箔の表面加工方法 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102473089B1 (ko) | 2021-01-06 | 2022-11-30 | 전주대학교산학협력단 | 전자파차폐기능 복합소재 및 그 제조방법 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0548289A (ja) * | 1991-08-08 | 1993-02-26 | Showa Denko Kk | 電磁波シールド材 |
| JPH0621683A (ja) * | 1992-06-30 | 1994-01-28 | Yazaki Corp | 電磁波遮蔽体及びその製造法 |
| JPH0653688A (ja) * | 1992-07-31 | 1994-02-25 | Kobe Steel Ltd | 電磁波シールド用成形品 |
| JPH0653689A (ja) * | 1992-07-31 | 1994-02-25 | Kobe Steel Ltd | 電磁波シールド用成形品 |
| JPH06268390A (ja) * | 1993-03-09 | 1994-09-22 | Inoac Corp | 電磁波遮蔽ケース |
| JP2008188594A (ja) * | 2008-04-04 | 2008-08-21 | Shinwa Kogyo Kk | インバータカバー |
| JP2009144000A (ja) * | 2007-12-12 | 2009-07-02 | Starlite Co Ltd | 樹脂炭素複合材料 |
| JP2010150390A (ja) * | 2008-12-25 | 2010-07-08 | Kyocera Chemical Corp | プレス加工用金属箔張り炭素繊維布帛プリプレグ及び炭素繊維布帛強化プラスチック成形品 |
| JP2013097883A (ja) * | 2011-10-28 | 2013-05-20 | Keylex Corp | 車両用バッテリーケース |
-
2010
- 2010-11-18 JP JP2010258039A patent/JP6003010B2/ja active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0548289A (ja) * | 1991-08-08 | 1993-02-26 | Showa Denko Kk | 電磁波シールド材 |
| JPH0621683A (ja) * | 1992-06-30 | 1994-01-28 | Yazaki Corp | 電磁波遮蔽体及びその製造法 |
| JPH0653688A (ja) * | 1992-07-31 | 1994-02-25 | Kobe Steel Ltd | 電磁波シールド用成形品 |
| JPH0653689A (ja) * | 1992-07-31 | 1994-02-25 | Kobe Steel Ltd | 電磁波シールド用成形品 |
| JPH06268390A (ja) * | 1993-03-09 | 1994-09-22 | Inoac Corp | 電磁波遮蔽ケース |
| JP2009144000A (ja) * | 2007-12-12 | 2009-07-02 | Starlite Co Ltd | 樹脂炭素複合材料 |
| JP2008188594A (ja) * | 2008-04-04 | 2008-08-21 | Shinwa Kogyo Kk | インバータカバー |
| JP2010150390A (ja) * | 2008-12-25 | 2010-07-08 | Kyocera Chemical Corp | プレス加工用金属箔張り炭素繊維布帛プリプレグ及び炭素繊維布帛強化プラスチック成形品 |
| JP2013097883A (ja) * | 2011-10-28 | 2013-05-20 | Keylex Corp | 車両用バッテリーケース |
Cited By (41)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2013183632A1 (ja) * | 2012-06-07 | 2016-02-01 | タツタ電線株式会社 | シールドフィルム、及び、シールドプリント配線板 |
| JP2014088020A (ja) * | 2012-10-02 | 2014-05-15 | Sumitomo Bakelite Co Ltd | 物品および積層体 |
| CN105409344A (zh) * | 2013-03-12 | 2016-03-16 | 全耐塑料公司 | 用于容置机动车动力设备的构成电磁屏蔽的容置箱体 |
| JP2016518696A (ja) * | 2013-03-12 | 2016-06-23 | コンパニ・プラステイツク・オムニウム | 電磁気シールドを形成する自動車の動力装置のボックスハウジング |
| JP2015012098A (ja) * | 2013-06-27 | 2015-01-19 | 住友電工プリントサーキット株式会社 | シールドフィルム及びプリント配線板 |
| JPWO2015119064A1 (ja) * | 2014-02-10 | 2017-03-23 | 新日鉄住金マテリアルズ株式会社 | 熱伝導性複合材及びその製造方法 |
| WO2015119064A1 (ja) * | 2014-02-10 | 2015-08-13 | 新日鉄住金マテリアルズ株式会社 | 熱伝導性複合材及びその製造方法 |
| JP2015189094A (ja) * | 2014-03-28 | 2015-11-02 | 三光合成株式会社 | 電磁波遮蔽板及び電磁波遮蔽板の製造方法 |
| JP2016219466A (ja) * | 2015-05-14 | 2016-12-22 | トヨタ紡織株式会社 | 電磁波シールド材 |
| US11259449B2 (en) | 2015-06-15 | 2022-02-22 | Jx Nippon Mining & Metals Corporation | Electromagnetic wave shielding material |
| CN107710899A (zh) * | 2015-06-15 | 2018-02-16 | Jx金属株式会社 | 电磁波屏蔽材料 |
| JP2017005214A (ja) * | 2015-06-15 | 2017-01-05 | Jx金属株式会社 | 電磁波シールド材 |
| KR102297037B1 (ko) | 2015-06-15 | 2021-09-01 | 제이엑스금속주식회사 | 전자파 실드재 |
| KR20210025725A (ko) * | 2015-06-15 | 2021-03-09 | 제이엑스금속주식회사 | 전자파 실드재 |
| WO2016203825A1 (ja) * | 2015-06-15 | 2016-12-22 | Jx金属株式会社 | 電磁波シールド材 |
| US10697097B2 (en) | 2015-11-27 | 2020-06-30 | Yuho Co., Ltd. | Prepreg sheet |
| JP2017095662A (ja) * | 2015-11-27 | 2017-06-01 | 株式会社ユウホウ | プリプレグシート |
| WO2017104771A1 (ja) * | 2015-12-16 | 2017-06-22 | Jnc株式会社 | 複合シート、電子機器 |
| JPWO2017104771A1 (ja) * | 2015-12-16 | 2018-10-04 | Jnc株式会社 | 複合シート、電子機器 |
| JP2018095716A (ja) * | 2016-12-12 | 2018-06-21 | 株式会社ユウホウ | プリプレグシート |
| JP2018206812A (ja) * | 2017-05-30 | 2018-12-27 | 三井化学株式会社 | 電磁波遮蔽体、電磁波遮蔽体の製造方法及び用途 |
| CN109964550A (zh) * | 2017-10-25 | 2019-07-02 | 洁净与科技株式会社 | 利用穿孔金属薄板的电磁波屏蔽件及其制造方法 |
| WO2019083141A1 (ko) * | 2017-10-25 | 2019-05-02 | 주식회사 크린앤사이언스 | 타공 금속 박판을 이용한 전자파 차폐재 및 그 제조방법 |
| KR101912542B1 (ko) * | 2017-10-25 | 2019-01-14 | (주)크린앤사이언스 | 타공 금속 박판을 이용한 전자파 차폐재 및 그 제조방법 |
| US10999960B2 (en) | 2017-10-25 | 2021-05-04 | Clean & Science Co., Ltd. | Electromagnetic wave shielding material using perforated metal thin plate and method of manufacturing same |
| JP2020505763A (ja) * | 2017-10-25 | 2020-02-20 | クリーン アンド サイエンス カンパニー リミテッド | 有孔金属薄板を用いた電磁波遮蔽材及びその製造方法 |
| KR20190094035A (ko) * | 2018-02-02 | 2019-08-12 | 이정석 | 전자파 차폐보드 |
| KR102273032B1 (ko) * | 2018-02-02 | 2021-07-02 | 이정석 | 전자파 차폐보드 |
| KR102034135B1 (ko) * | 2018-03-08 | 2019-10-18 | 국민대학교산학협력단 | 복합소재, 이의 제조방법 및 이를 포함하는 전자파 차폐재 |
| KR20190106220A (ko) * | 2018-03-08 | 2019-09-18 | 국민대학교산학협력단 | 복합소재, 이의 제조방법 및 이를 포함하는 전자파 차폐재 |
| JP2019177669A (ja) * | 2018-03-30 | 2019-10-17 | 三菱ケミカル株式会社 | 熱可塑性樹脂積層体 |
| JP7069977B2 (ja) | 2018-03-30 | 2022-05-18 | 三菱ケミカル株式会社 | 熱可塑性樹脂積層体 |
| CN108513524A (zh) * | 2018-04-18 | 2018-09-07 | 成都联腾动力控制技术有限公司 | 一种新能源电动汽车用高强度电磁屏蔽材料及其制备方法 |
| EP3706193A1 (en) | 2019-03-05 | 2020-09-09 | Ranger Compositi S.r.l. | Protective case for batteries and method for the production of a protective case for batteries |
| CN111376552A (zh) * | 2019-03-05 | 2020-07-07 | 游侠复合材料有限公司 | 电池保护壳和一种电池保护壳的制造方法 |
| JP7432887B2 (ja) | 2019-11-05 | 2024-02-19 | ニチコン株式会社 | アルミニウム箔の表面加工方法 |
| WO2021112077A1 (ja) | 2019-12-02 | 2021-06-10 | 東洋鋼鈑株式会社 | 積層複合体 |
| CN114919265A (zh) * | 2022-05-05 | 2022-08-19 | 北京卫星制造厂有限公司 | 一种高效屏蔽低频磁场轻质复合材料 |
| CN115401960A (zh) * | 2022-09-01 | 2022-11-29 | 哈尔滨玻璃钢研究院有限公司 | 一种高电磁屏蔽效能树脂基复合材料及其成型方法和应用 |
| CN115972635A (zh) * | 2022-12-14 | 2023-04-18 | 中国科学院宁波材料技术与工程研究所 | 一种热塑性电磁屏蔽预浸料生产装置 |
| CN115972635B (zh) * | 2022-12-14 | 2024-04-26 | 中国科学院宁波材料技术与工程研究所 | 一种热塑性电磁屏蔽预浸料生产装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6003010B2 (ja) | 2016-10-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6003010B2 (ja) | 電磁波遮蔽用複合材料、電子機器用筐体及びバッテリーケース | |
| JP5499548B2 (ja) | 炭素繊維不織布、炭素繊維強化樹脂シートおよび炭素繊維強化樹脂成形体 | |
| JP2011224873A (ja) | 繊維強化樹脂製サンドイッチ構造体 | |
| JP5626330B2 (ja) | 繊維強化樹脂シート、成形体、一体化成形品およびそれらの製造方法、ならびに実装部材 | |
| WO2016080238A1 (ja) | 積層体、一体化成形品、それの製造方法 | |
| JP2011144473A (ja) | 炭素繊維/熱可塑性樹脂複合材及びその製造方法、並びに電界シールド材 | |
| JP6167537B2 (ja) | 繊維強化プラスチック成形品の製造方法および一体成形品の製造方法 | |
| US10787548B2 (en) | Structure material | |
| JP6822147B2 (ja) | 構造体 | |
| KR102117241B1 (ko) | 구조체의 제조 방법 | |
| JP2014015706A (ja) | 炭素繊維不織布、炭素繊維強化樹脂シートおよび炭素繊維強化樹脂成形体 | |
| TW201825278A (zh) | 電子機械殼體 | |
| WO2018142971A1 (ja) | 一体化成形体及びその製造方法 | |
| JP2010229238A (ja) | 炭素繊維強化樹脂シート及びそのロール巻回体 | |
| TW201536907A (zh) | 導熱性複合材料及其製造方法 | |
| JP5668349B2 (ja) | 放熱性部材及び筐体 | |
| Wang et al. | Fiber-welded ciliated-like nonwoven fabric nano-composite multiscale architectures for superior mechanical and electromagnetic shielding behaviors | |
| WO2020012964A1 (ja) | 繊維強化樹脂複合体およびその製造方法、ならびに繊維強化樹脂複合体用不織布 | |
| JP2016081901A (ja) | 燃料電池用セパレータおよびその製造方法,燃料電池,導電性成形体およびその製造方法,導電性成形体用の湿式不織布の抄造方法 | |
| WO2016136790A1 (ja) | 樹脂供給材料、プリフォーム、および繊維強化樹脂の製造方法 | |
| JP2004209717A (ja) | 繊維強化成形品 | |
| JP2012028508A (ja) | 枠状部材及び筐体 | |
| JP2009220478A (ja) | 繊維強化サンドイッチ構造複合体、複合成形体 | |
| JP6641918B2 (ja) | 繊維強化プラスチック成形体を用いた筐体及びその製造方法 | |
| JP2019059871A (ja) | 炭素繊維及び樹脂を含む複合材料並びに当該複合材料を含む中間基材及び成形体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130613 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140225 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140304 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140418 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140930 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141125 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20150427 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150630 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150820 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20160301 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160516 |
|
| A911 | Transfer of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20160524 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160809 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160822 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6003010 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |