JP2012103673A - 内貼り透視シート - Google Patents
内貼り透視シート Download PDFInfo
- Publication number
- JP2012103673A JP2012103673A JP2011108768A JP2011108768A JP2012103673A JP 2012103673 A JP2012103673 A JP 2012103673A JP 2011108768 A JP2011108768 A JP 2011108768A JP 2011108768 A JP2011108768 A JP 2011108768A JP 2012103673 A JP2012103673 A JP 2012103673A
- Authority
- JP
- Japan
- Prior art keywords
- sheet
- layer
- micro
- ink
- printed
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images









Abstract
【課題】吸着力を有するミクロ吸盤層に各種インクジェットマシンにて直接出力印刷ができ、かつ窓ガラスに内貼り可能な内貼り透視シートの製造方法の提供と、視認性と透視性に優れる内貼り透視シートの提供。
【解決手段】白色樹脂フイルム2の面の一方の面に黒色樹脂層を形成し、白色樹脂フイルムの他方の面に泡沫状アクリル酸エステル共重合エマルジョンを塗工乾燥してミクロ吸盤層を形成、そのミクロ吸盤層4の面に剥離紙11を被覆して形成された基材シート2に、黒色樹脂層3から離紙11まで貫通する複数の小孔9を穿孔させた後、剥離紙11を剥離除去して、黒色樹脂層3の面に再剥離粘着テープ8を貼り合わせた内貼り透視シートとその製造方法。
【選択図】図4
【解決手段】白色樹脂フイルム2の面の一方の面に黒色樹脂層を形成し、白色樹脂フイルムの他方の面に泡沫状アクリル酸エステル共重合エマルジョンを塗工乾燥してミクロ吸盤層を形成、そのミクロ吸盤層4の面に剥離紙11を被覆して形成された基材シート2に、黒色樹脂層3から離紙11まで貫通する複数の小孔9を穿孔させた後、剥離紙11を剥離除去して、黒色樹脂層3の面に再剥離粘着テープ8を貼り合わせた内貼り透視シートとその製造方法。
【選択図】図4
Description
本発明は店舗の窓ガラスや車の窓ガラスに貼って内側から窓ガラスの外を透視でき内貼り内貼り透視シートに関する
本発明は、ミクロ吸盤の吸着力とミクロ吸盤のインク吸収性を応用して、ミクロ吸盤面に画像をインクで印刷した後、印刷されたミクロ吸盤面を店舗の窓ガラスや車の窓ガラスの内側に貼って、室外側から画像を透視する内貼り透視シートに関する。
本発明は、ミクロ吸盤の吸着力とミクロ吸盤のインク吸収性を応用して、ミクロ吸盤面に画像をインクで印刷した後、印刷されたミクロ吸盤面を店舗の窓ガラスや車の窓ガラスの内側に貼って、室外側から画像を透視する内貼り透視シートに関する。
建物の室内から室外を透視できるが、室外から中が見えにくいようにするため、多数の小孔をあけ透視を可能にした内貼り透視シートは、業界では一方通行という意味から‘ワンウエイステッカーとか、透視の意味からシースルーとかいう名称で呼称されている。
透視という機能を満たすためには孔径とピッチの関係を孔径は0.8〜2.0mmの範囲に納め、孔の開口率としては10%〜50%が適当であり、好ましくは25%〜40%とされている。
多数の小孔による透視を可能にした内貼り透視シートにおいては、一般に小孔が占める面積(開口率)が大きければ透視性は高く、小さければ透視性が低いのは当然である。
透視という機能を満たすためには孔径とピッチの関係を孔径は0.8〜2.0mmの範囲に納め、孔の開口率としては10%〜50%が適当であり、好ましくは25%〜40%とされている。
多数の小孔による透視を可能にした内貼り透視シートにおいては、一般に小孔が占める面積(開口率)が大きければ透視性は高く、小さければ透視性が低いのは当然である。
車の窓や店舗の窓ガラスに貼る内貼り透視シート関に関する文献には特開平8−30196、特開平8−30197、特開2001−042806、特開2002−303706、特開2004−299224、があり、これらの文献は車の窓や店舗の窓ガラスに粘着剤を介して、外貼り、内貼りする内貼り透視シート、あるいはその製造方法について開示している。
一方、ミクロ吸盤のインク吸収性に関する特許文献は特開2003−76308、特開2004−38119、特開2005−055345,特開2010−85959がある。いずれもミクロ吸盤層にインクジェットマシンにて直接出力印刷ができ、その出力印刷面が吸着力を保持できる機能を応用した特許文献である。本発明はこのミクロ吸盤の有する出力印刷面の吸着力を内貼り透視シートに応用するものである。
一方、ミクロ吸盤のインク吸収性に関する特許文献は特開2003−76308、特開2004−38119、特開2005−055345,特開2010−85959がある。いずれもミクロ吸盤層にインクジェットマシンにて直接出力印刷ができ、その出力印刷面が吸着力を保持できる機能を応用した特許文献である。本発明はこのミクロ吸盤の有する出力印刷面の吸着力を内貼り透視シートに応用するものである。
本発明は内貼り透視シートとその製造方法に関する。前記の多くの特許文献は粘着剤を介して車の窓や店舗の窓ガラスに貼る内貼り透視シートを開示しているが、画像や絵柄を粘着剤の上に直接印刷した例はない。本発明は画像や絵柄をミクロ吸盤層に直接印刷してミクロ吸盤の吸着力を介して車の窓や店舗の窓ガラスに内貼りを可能にした視認性と透視性に優れた内貼り透視シートとその製造方法に関する。
前記の多く特許文献によると内貼り透視シートの画像、絵柄印刷はオフセット印刷、スクリーン印刷によるものが多く多品種小ロット生産には適してない製造法である。本発明はインクジェットマシンでミクロ吸盤層に直接出力印刷する方法をとることにより、製造工数、構成数を大幅に削減して、多品種小ロット生産に適応できる内貼り透視シートの製造方法である。
前記の多く特許文献によると内貼り透視シートの画像、絵柄印刷はオフセット印刷、スクリーン印刷によるものが多く多品種小ロット生産には適してない製造法である。本発明はインクジェットマシンでミクロ吸盤層に直接出力印刷する方法をとることにより、製造工数、構成数を大幅に削減して、多品種小ロット生産に適応できる内貼り透視シートの製造方法である。
前記特許文献に開示された透視シートは、外貼りに関する文献も多く、例えばビルの高層階にある窓ガラスに透視シートを外貼りする場合には、屋上から降ろしたクレーン等を用いて貼付施工する必要があり、貼付作業が非常に煩雑となる。また、貼付された透視シートは外部に晒されるため、表面が汚れて画像・絵柄の視認性が低下し易く、また、小孔にゴミが溜まって内側からの透視性が低下し易い。更に、このように外貼り透視シートが汚れた場合には、貼付作業と同様にクレーン等を用いて清掃する必要があり、メンテナンス作業が煩雑となる。本発明は透視シートの内貼りをミクロ吸盤によって可能にするもので、これら外貼りの欠点、つまり貼付作業の煩雑性、表面汚れによる画像・絵柄の視認性の低下、メンテナンス作業の煩雑性を一挙に解決する。さらに本発明の内貼り透視シートは吸着力を有するミクロ吸盤層に直接印刷が可能であることから、視認性の向上及び透視性の向上、製造工数の大幅な削減と構成数の大幅な削減を可能にする。
上記の課題を解決するための内貼り透視シート及びその製造方法は、
1.白色樹脂フイルム2(例えばポリエステルフイルム、塩ビフイルム)の一方の面に黒色樹脂層3を形成してなる基材シート(1)13の製造工程と、
白色樹脂フイルム2の他方の面に、無数の微細な気泡を内包するアクリル酸エステル共重合エマルジョンを塗工、乾燥してミクロ吸盤層4を形成し、その上に剥離紙11を被覆してなる基材シート(2)14の製造工程と、
パンチングプレス機にて基材シート(2)14に黒色樹脂層の面から剥離紙に向けて貫通する複数の小孔9を穿孔する穿孔工程と、
基材シート(2)14から穿孔された剥離紙11を剥離除去した基材シート(3)15の黒色樹脂層3に再剥離粘着テープ8を被覆してなる内貼り透視シート1の製造工程と、
内貼り透視シート1のミクロ吸盤層4を膨潤軟化可能なインクで直接印刷して、画像5を形成する画像形成工程と、
を含むことを特徴とする内貼り透視シートの製造方法(請求項1)
2.前記1記載の内貼り透視シートの画像形成工程において、
ミクロ吸盤層4に印刷されない部分20を残しつつ、ミクロ吸盤層4を膨潤軟化不可なインクで直接印刷し、ミクロ吸盤層4の印刷されない部分20により、ミクロ吸盤層4の吸着機能を保持させた画像形成工程を含むことを特徴とする内貼り透視シート1の製造方法(請求項2)
3.前記1記載の白色樹脂フイルム2の一方の面に形成された黒色樹脂層3と、
白色樹脂フイルム2の他方の面に、無数の微細な気泡を内包するアクリル酸エステル共重合エマルジョンを塗工、乾燥して形成されたミクロ吸盤層4と、
から構成された基材シート(3)15には貫通する複数の小孔9が穿孔されていて、黒色樹脂層3には再剥離粘着テープ8が貼着されてなる内貼り透視シート1であって、
ミクロ吸盤層を膨潤軟化可能なインクで直接印刷し、印刷された部分のミクロ吸盤層を膨潤軟化させて、印刷された部分に吸着機能を保持させることにより、ミクロ吸盤層を被着体に貼って剥がせることが可能としたことを特徴とする内貼り透視シート(請求項3)
4.前記3)記載の内貼り透視シート1のミクロ吸盤層4に、ミクロ吸盤層を膨潤軟化不可なインクで直接印刷し、印刷されない部分20に吸着機能を保持させることにより、被着体に貼って剥がせることを可能としたことを特徴とする内貼り透視シート1(請求項4)
5.前記3記載の内貼り透視シート1のミクロ吸盤層4に、昇華形インクによりミクロ吸盤層4に熱転写印刷がされており、熱転写印刷された部分に保持された吸着機能により、ミクロ吸盤層4を被着体に貼って剥がせることが可能となったことを特徴とする内貼り透視シート1(請求項5)
6.前記3記載の内貼り透視シートにおいて、
ミクロ吸盤層4を膨潤軟化可能なインクで直接印刷した画像の未乾燥インクが、再剥離粘着テープ8の支持体7へ転移することを防止するインク汚染防止処理が、支持体7の表面にされていることを特徴とする内貼り透視シート1。(請求項6)
7.前記3記載の内貼り透視シート1において、
再剥離粘着テープ8の、再剥離粘着剤6の黒色樹脂層に対する粘着力は0.1N/25mm〜2.0N/25mmの範囲にあることを特徴とする内貼り透視シート1(請求項8)
1.白色樹脂フイルム2(例えばポリエステルフイルム、塩ビフイルム)の一方の面に黒色樹脂層3を形成してなる基材シート(1)13の製造工程と、
白色樹脂フイルム2の他方の面に、無数の微細な気泡を内包するアクリル酸エステル共重合エマルジョンを塗工、乾燥してミクロ吸盤層4を形成し、その上に剥離紙11を被覆してなる基材シート(2)14の製造工程と、
パンチングプレス機にて基材シート(2)14に黒色樹脂層の面から剥離紙に向けて貫通する複数の小孔9を穿孔する穿孔工程と、
基材シート(2)14から穿孔された剥離紙11を剥離除去した基材シート(3)15の黒色樹脂層3に再剥離粘着テープ8を被覆してなる内貼り透視シート1の製造工程と、
内貼り透視シート1のミクロ吸盤層4を膨潤軟化可能なインクで直接印刷して、画像5を形成する画像形成工程と、
を含むことを特徴とする内貼り透視シートの製造方法(請求項1)
2.前記1記載の内貼り透視シートの画像形成工程において、
ミクロ吸盤層4に印刷されない部分20を残しつつ、ミクロ吸盤層4を膨潤軟化不可なインクで直接印刷し、ミクロ吸盤層4の印刷されない部分20により、ミクロ吸盤層4の吸着機能を保持させた画像形成工程を含むことを特徴とする内貼り透視シート1の製造方法(請求項2)
3.前記1記載の白色樹脂フイルム2の一方の面に形成された黒色樹脂層3と、
白色樹脂フイルム2の他方の面に、無数の微細な気泡を内包するアクリル酸エステル共重合エマルジョンを塗工、乾燥して形成されたミクロ吸盤層4と、
から構成された基材シート(3)15には貫通する複数の小孔9が穿孔されていて、黒色樹脂層3には再剥離粘着テープ8が貼着されてなる内貼り透視シート1であって、
ミクロ吸盤層を膨潤軟化可能なインクで直接印刷し、印刷された部分のミクロ吸盤層を膨潤軟化させて、印刷された部分に吸着機能を保持させることにより、ミクロ吸盤層を被着体に貼って剥がせることが可能としたことを特徴とする内貼り透視シート(請求項3)
4.前記3)記載の内貼り透視シート1のミクロ吸盤層4に、ミクロ吸盤層を膨潤軟化不可なインクで直接印刷し、印刷されない部分20に吸着機能を保持させることにより、被着体に貼って剥がせることを可能としたことを特徴とする内貼り透視シート1(請求項4)
5.前記3記載の内貼り透視シート1のミクロ吸盤層4に、昇華形インクによりミクロ吸盤層4に熱転写印刷がされており、熱転写印刷された部分に保持された吸着機能により、ミクロ吸盤層4を被着体に貼って剥がせることが可能となったことを特徴とする内貼り透視シート1(請求項5)
6.前記3記載の内貼り透視シートにおいて、
ミクロ吸盤層4を膨潤軟化可能なインクで直接印刷した画像の未乾燥インクが、再剥離粘着テープ8の支持体7へ転移することを防止するインク汚染防止処理が、支持体7の表面にされていることを特徴とする内貼り透視シート1。(請求項6)
7.前記3記載の内貼り透視シート1において、
再剥離粘着テープ8の、再剥離粘着剤6の黒色樹脂層に対する粘着力は0.1N/25mm〜2.0N/25mmの範囲にあることを特徴とする内貼り透視シート1(請求項8)
本発明の特徴を説明する。
本発明はインクジェットマシンにて吸着力を有するミクロ吸盤層に画像を小ロットで出力印刷することができると同時に、画像の印刷面が吸着力を保持することを特徴とする。一方、粘着剤を使った内貼り透視シートは特許文献特開2004−299224、特開08−030197、特開08−030196にて開示されている。これ等の文献によると窓ガラス等との貼り合わせには粘着剤が使用されている。しかし粘着剤を使う限り、インクジェットマシン、スクリーン印刷機、オフセット印刷機、グラビア印刷機のいずれの印刷機でも粘着剤面に直接印刷は困難である。粘着剤が機内のタッチロール19に巻きつき印刷できないからである。そのため粘着剤を使って透過シートを窓ガラスに貼り合わせる場合は、画像を印刷した構成シートに透明な両面粘着シートを貼り合わせ、両面粘着シートを介してガラスに貼り合わせる構成となっていて、より複雑多層構成に為らざるを得ない。特許文献特開2004−299224の内貼り透視シートは8構成層からなり、特開2008−30197の内貼り透視シートも6構成層からなる。これに対して本発明の構成層は白色フイルム、黒色樹脂層、ミクロ吸盤、再剥離粘着テープの4構成層からなる。さらに詳しくは本発明の内貼り透視シートはミクロ吸盤層に直接印刷できる特性と印刷された画像の面が吸着力を保持している特性を生かすことで、製造工程数を大幅に減少する製造方法である。特許文献特開2004−299224の図6に示すごとく従来の内貼り透視シートの製造工程数は8工程に対して本発明の製造工程数は6工程となる。内貼り透視シートの構成層の減少はひいては高い透視性、鮮明な画像視認性を可能にする。例えば特許文献特開2004−299224の内貼り透視シートの記載図2によると窓ガラスに内貼りして、外から透明基盤の裏に印刷された画像を透明窓ガラス、透明粘着剤、画像印刷透明基盤を透して見る構成になっているが、透明粘着剤、透明基盤が限りなく透明であったとしてもガラス窓の外から見る画像の視認性には自ずと限界がある。
それに対して本発明の内貼り透視シート1は透明窓ガラスのみを透して画像5を見るもので、より高い画像の視認性を得ることが出来る。また本発明は小孔9を透して内から外を見通す構成であり、内側から外側の様子をよりはっきりと視認できる内貼り透視シートである。
本発明はインクジェットマシンにて吸着力を有するミクロ吸盤層に画像を小ロットで出力印刷することができると同時に、画像の印刷面が吸着力を保持することを特徴とする。一方、粘着剤を使った内貼り透視シートは特許文献特開2004−299224、特開08−030197、特開08−030196にて開示されている。これ等の文献によると窓ガラス等との貼り合わせには粘着剤が使用されている。しかし粘着剤を使う限り、インクジェットマシン、スクリーン印刷機、オフセット印刷機、グラビア印刷機のいずれの印刷機でも粘着剤面に直接印刷は困難である。粘着剤が機内のタッチロール19に巻きつき印刷できないからである。そのため粘着剤を使って透過シートを窓ガラスに貼り合わせる場合は、画像を印刷した構成シートに透明な両面粘着シートを貼り合わせ、両面粘着シートを介してガラスに貼り合わせる構成となっていて、より複雑多層構成に為らざるを得ない。特許文献特開2004−299224の内貼り透視シートは8構成層からなり、特開2008−30197の内貼り透視シートも6構成層からなる。これに対して本発明の構成層は白色フイルム、黒色樹脂層、ミクロ吸盤、再剥離粘着テープの4構成層からなる。さらに詳しくは本発明の内貼り透視シートはミクロ吸盤層に直接印刷できる特性と印刷された画像の面が吸着力を保持している特性を生かすことで、製造工程数を大幅に減少する製造方法である。特許文献特開2004−299224の図6に示すごとく従来の内貼り透視シートの製造工程数は8工程に対して本発明の製造工程数は6工程となる。内貼り透視シートの構成層の減少はひいては高い透視性、鮮明な画像視認性を可能にする。例えば特許文献特開2004−299224の内貼り透視シートの記載図2によると窓ガラスに内貼りして、外から透明基盤の裏に印刷された画像を透明窓ガラス、透明粘着剤、画像印刷透明基盤を透して見る構成になっているが、透明粘着剤、透明基盤が限りなく透明であったとしてもガラス窓の外から見る画像の視認性には自ずと限界がある。
それに対して本発明の内貼り透視シート1は透明窓ガラスのみを透して画像5を見るもので、より高い画像の視認性を得ることが出来る。また本発明は小孔9を透して内から外を見通す構成であり、内側から外側の様子をよりはっきりと視認できる内貼り透視シートである。
本発明の内貼り透視シート1の製造方法において、黒色樹脂層3は内貼り透視シート1の黒色樹脂層3側からの透視性を向上するための黒色であり、黒色とは、例えば、黒、グレー、茶色等の暗い感じのする色をいう。黒色樹脂としては、公知のバインダー樹脂に公知の染料、顔料等の暗色の着色剤を添加したものを用いることができる。
次に穿孔工程について説明する。
パンチングプレス機にて複数の小孔9を基材シート(2)14に穿孔するに当たり穿孔刃は黒色樹脂層3の面からミクロ吸盤層4に向かって剥離紙11まで貫通して打ち抜かれる。その反対、剥離紙11から黒色樹脂層3の面に向かって打ち抜かれてはならない。パンチングプレス機の穿孔刃を黒色樹脂層3の面から下に向けてパンチし穿孔することにより、黒色樹脂層3の垂れ16が形成され、小孔9の周面を形成する白色樹脂フイルム2の少なくとも黒色樹脂層3寄りの一部を覆うようになり、優れた透視性を有する内貼り透視シート1を製造することが可能となる。またバリ等の不具合の発生も少ない高精度の小孔9を形成した優れた透視性を有する内貼り透視シート1を製造することが可能となる。
パンチングプレス機にて複数の小孔9を基材シート(2)14に穿孔するに当たり穿孔刃は黒色樹脂層3の面からミクロ吸盤層4に向かって剥離紙11まで貫通して打ち抜かれる。その反対、剥離紙11から黒色樹脂層3の面に向かって打ち抜かれてはならない。パンチングプレス機の穿孔刃を黒色樹脂層3の面から下に向けてパンチし穿孔することにより、黒色樹脂層3の垂れ16が形成され、小孔9の周面を形成する白色樹脂フイルム2の少なくとも黒色樹脂層3寄りの一部を覆うようになり、優れた透視性を有する内貼り透視シート1を製造することが可能となる。またバリ等の不具合の発生も少ない高精度の小孔9を形成した優れた透視性を有する内貼り透視シート1を製造することが可能となる。
次に再剥離粘着テープ8の役割を説明する。
基材シート(2)14(図2)から穿孔された剥離紙11が剥離除去されて基材シート(3)15(図3)となるが、基材シート(3)15の穿孔された黒色樹脂層3に「インク止め」21として再剥離粘着テープ8が貼付されて本発明の内貼り透視シート1が完成する。画像形成工程にて説明するようにインクジェットマシンよりインクは内貼り透視シート1のミクロ吸盤層4の小孔9に向けて吐出されるが、再剥離粘着テープ8の再剥離粘着剤7の面で遮断され、インクの漏えいを防止する。(図4)
再剥離粘着テープ8の支持体7としては汚染防止処理と剥離処理を兼ね備えた樹脂含浸紙、汚染防止処理と剥離処理を兼ね備えた透明ポリエステルフイルム及び両面ポリラミクラフト紙、及びポリオレフィン系樹脂フイルムが良い。
基材シート(2)14(図2)から穿孔された剥離紙11が剥離除去されて基材シート(3)15(図3)となるが、基材シート(3)15の穿孔された黒色樹脂層3に「インク止め」21として再剥離粘着テープ8が貼付されて本発明の内貼り透視シート1が完成する。画像形成工程にて説明するようにインクジェットマシンよりインクは内貼り透視シート1のミクロ吸盤層4の小孔9に向けて吐出されるが、再剥離粘着テープ8の再剥離粘着剤7の面で遮断され、インクの漏えいを防止する。(図4)
再剥離粘着テープ8の支持体7としては汚染防止処理と剥離処理を兼ね備えた樹脂含浸紙、汚染防止処理と剥離処理を兼ね備えた透明ポリエステルフイルム及び両面ポリラミクラフト紙、及びポリオレフィン系樹脂フイルムが良い。
次に内貼り透視シート1の画像形成について説明する
「内貼り透視シート」とは透視シートのミクロ吸盤層4に出力印刷をしたいわゆる画像形成ができる透過シートを「内貼り透視シート」と表現した。
「内貼り透視シート」とは透視シートのミクロ吸盤層4に出力印刷をしたいわゆる画像形成ができる透過シートを「内貼り透視シート」と表現した。
まず、水性インク用インクジェットマシン、及び溶剤インク用インクジェットマシンにて出力印刷する画像形成工程について説明する。
すでに特許文献、特開2003−76308、特開2004−38119、特開2005−055345にはミクロ吸盤層の凹状陥没穴12に着弾した水性インク、溶剤インクは凹状陥没穴12を膨潤軟化して画像5の印刷面の吸着力を消失しないと報告がある。また特開2010−85959には紫外線硬化インクの場合には凹状陥没穴12を膨潤軟化はできないが、出力印刷されてない部分20により、ミクロ吸盤の吸着機能を保持させ内貼り施工が可能であると報告している。
水性染料インク、水性顔料インクであれ、溶剤インクであれ、要はミクロ吸盤層4の凹状陥没穴12に着弾したインクがミクロ吸盤層4を膨潤軟化可能であれば水性インク、溶剤インクを問わず目的を達成する。その中でも特にアルコール類、キシレン類を含有する溶剤インクがミクロ吸盤層4を膨潤軟化させる。画像5の内部にはインクが着弾しない部分、つまり印刷されない部分20が存在するが、水性インク及び溶剤インクは、ミクロ吸盤層4の出力印刷されない部分20はもちろん印刷された部分にも吸着力を保持できることから、ミクロ吸盤層4の全面が吸着力を保持することができる。ミクロ吸盤層4の持つこの特性が車や店舗の窓ガラスに吸着貼付を可能にする(請求項1)(請求項5)
すでに特許文献、特開2003−76308、特開2004−38119、特開2005−055345にはミクロ吸盤層の凹状陥没穴12に着弾した水性インク、溶剤インクは凹状陥没穴12を膨潤軟化して画像5の印刷面の吸着力を消失しないと報告がある。また特開2010−85959には紫外線硬化インクの場合には凹状陥没穴12を膨潤軟化はできないが、出力印刷されてない部分20により、ミクロ吸盤の吸着機能を保持させ内貼り施工が可能であると報告している。
水性染料インク、水性顔料インクであれ、溶剤インクであれ、要はミクロ吸盤層4の凹状陥没穴12に着弾したインクがミクロ吸盤層4を膨潤軟化可能であれば水性インク、溶剤インクを問わず目的を達成する。その中でも特にアルコール類、キシレン類を含有する溶剤インクがミクロ吸盤層4を膨潤軟化させる。画像5の内部にはインクが着弾しない部分、つまり印刷されない部分20が存在するが、水性インク及び溶剤インクは、ミクロ吸盤層4の出力印刷されない部分20はもちろん印刷された部分にも吸着力を保持できることから、ミクロ吸盤層4の全面が吸着力を保持することができる。ミクロ吸盤層4の持つこの特性が車や店舗の窓ガラスに吸着貼付を可能にする(請求項1)(請求項5)
次に紫外線硬化型インクを用いてインクジェットマシンで出力印刷する画像形成工程について説明する。
ミクロ吸盤層4の凹状陥没穴12に着弾した紫外線硬化型インクは、凹状陥没穴12に浸透する前に紫外線照射されて凹状陥没穴12の表層部で硬化する。硬化したインクはミクロ吸盤層4を膨潤軟化させることなく、出力印刷されたミクロ吸盤層4の吸着力を消失させる。しかし出力印刷された画像5の発色性は溶剤インク、水性インクに比較して明らかに優れている。紫外線硬化型インクの場合は印刷されない部分20を残しつつ、つまり吸着力を保持している部分を残しつつ出力印刷することにより、被着体に内貼りできる透視シートとなる。そのためには画像デザイン上の工夫、つまり印刷されない部分20をデザイン上に作る工夫が必要となる。(請求項2)(請求項4)
ミクロ吸盤層4の凹状陥没穴12に着弾した紫外線硬化型インクは、凹状陥没穴12に浸透する前に紫外線照射されて凹状陥没穴12の表層部で硬化する。硬化したインクはミクロ吸盤層4を膨潤軟化させることなく、出力印刷されたミクロ吸盤層4の吸着力を消失させる。しかし出力印刷された画像5の発色性は溶剤インク、水性インクに比較して明らかに優れている。紫外線硬化型インクの場合は印刷されない部分20を残しつつ、つまり吸着力を保持している部分を残しつつ出力印刷することにより、被着体に内貼りできる透視シートとなる。そのためには画像デザイン上の工夫、つまり印刷されない部分20をデザイン上に作る工夫が必要となる。(請求項2)(請求項4)
次に出力印刷された内貼り透視シート製品の梱包形態と印刷された未乾燥インクの気散、及び転移との関係について記す。
内貼り透視シート1のミクロ吸盤層4にインクジェットマシンにて画像5を直接出力印刷する画像形成工程とその後工程の内貼り透視シートの梱包、搬送の工程について説明する。インクジェットマシン出力印刷によれば(図7)、3インチ紙管に巻きられたロール17の内貼り透視シート1のミクロ吸盤層4にインクジェットマシンにて任意の画像5が直接印刷され、再びロール17に巻き取られて内貼り透視シート製品が完成する。内貼り透視シート1は枚葉あるいはロール状にカットされ、梱包され、施工現場に搬送されるが、内貼り透視シート1の出力印刷物は枚葉で重ねて数十枚単位で梱包される場合、巻き状で梱包される場合、いずれの場合でも再剥離粘着テープ8の支持体7の上に、画像5の印刷面とが重なって面接触した状態となっている(図5)。支持体7と画像5が面接触した状態は密閉状態に近く、着弾した印刷インクの乾燥気散を抑えた状態、つまり未乾燥水性インクの水分、あるいは未乾燥溶剤インクの溶剤の乾燥気散を抑えた状態である。この状態は内貼り透視シート1が印刷されて現場施工時に製品が運ばれ開梱されるまで数日間は続くが、この密閉状態の数日間にミクロ吸盤層の膨潤軟化は進み、吸着力の保持に効果的ではあるが、吸着力は相対的に減少する。と同時に未乾燥インクの支持体への転移が発生する。以下の吸着力データがそれを裏付けている。未乾燥水性インクの水分の乾燥気散、あるいは未乾燥溶剤ンキの溶剤の乾燥気散を抑制した状態の吸着力、つまり梱包された状態の吸着力は0.03N/25mm(吸着力測定法はガラスに貼付して 引き剥がし吸着力をJISZ0237測定法にて測定した値 以降の吸着力は同法にて測定)であるが、未乾燥水性インクの水分、あるいは未乾燥溶剤インクの溶剤が開梱され、充分気散した状態の吸着力は0.01/25mmと減少する。
印刷されない部分20の吸着力は0,1N/25mm(吸着力をJISZ0237測定法にて測定した値)である(請求項7)
内貼り透視シート1のミクロ吸盤層4にインクジェットマシンにて画像5を直接出力印刷する画像形成工程とその後工程の内貼り透視シートの梱包、搬送の工程について説明する。インクジェットマシン出力印刷によれば(図7)、3インチ紙管に巻きられたロール17の内貼り透視シート1のミクロ吸盤層4にインクジェットマシンにて任意の画像5が直接印刷され、再びロール17に巻き取られて内貼り透視シート製品が完成する。内貼り透視シート1は枚葉あるいはロール状にカットされ、梱包され、施工現場に搬送されるが、内貼り透視シート1の出力印刷物は枚葉で重ねて数十枚単位で梱包される場合、巻き状で梱包される場合、いずれの場合でも再剥離粘着テープ8の支持体7の上に、画像5の印刷面とが重なって面接触した状態となっている(図5)。支持体7と画像5が面接触した状態は密閉状態に近く、着弾した印刷インクの乾燥気散を抑えた状態、つまり未乾燥水性インクの水分、あるいは未乾燥溶剤インクの溶剤の乾燥気散を抑えた状態である。この状態は内貼り透視シート1が印刷されて現場施工時に製品が運ばれ開梱されるまで数日間は続くが、この密閉状態の数日間にミクロ吸盤層の膨潤軟化は進み、吸着力の保持に効果的ではあるが、吸着力は相対的に減少する。と同時に未乾燥インクの支持体への転移が発生する。以下の吸着力データがそれを裏付けている。未乾燥水性インクの水分の乾燥気散、あるいは未乾燥溶剤ンキの溶剤の乾燥気散を抑制した状態の吸着力、つまり梱包された状態の吸着力は0.03N/25mm(吸着力測定法はガラスに貼付して 引き剥がし吸着力をJISZ0237測定法にて測定した値 以降の吸着力は同法にて測定)であるが、未乾燥水性インクの水分、あるいは未乾燥溶剤インクの溶剤が開梱され、充分気散した状態の吸着力は0.01/25mmと減少する。
印刷されない部分20の吸着力は0,1N/25mm(吸着力をJISZ0237測定法にて測定した値)である(請求項7)
未乾燥インクの転移は商品価値を著しく落とす。未乾燥インクの支持体7の表面への転移を防止するには、シリコーン樹脂剥離剤、フッ素樹脂剥離剤を支持体7の表面に塗布するのが良い。シリコーン樹脂剥離剤の場合1μ〜3μ/m2の塗布厚で充分である。(請求項6)
再剥離粘着テープ8の再剥離粘着剤6の黒色樹脂層3に対する粘着力が弱いと内貼り透視シートを3インチ紙管に巻き取ったロール17の解巻き時に、黒色樹脂層3から再剥離粘着テープ8が剥がれて浮きしわ18が発生して、出力印刷時に浮きしわ部にインクジェットマシンの印刷ヘッドが当ってヘッド(図7)を壊す。反対に黒色樹脂層3に対する再剥離粘着テープ8の粘着力が強すぎると、施工時に窓ガラスに貼った(図10)内貼り透視シート1の再剥離粘着テープ8を黒色樹脂層3から引き剥がす時に容易に剥離できない問題が発生する。これ等の問題を鋭意研究した結果、再剥離粘着テープ8の粘着力、つまり穿孔された小孔の開口率に関係なく黒色樹脂層3の表面に再剥離粘着テープ8を貼った粘着力は0.1N/25mm〜2N/25mm(粘着力はJISはZ0237測定法による)の範囲にあれば、画像形成工程において黒色樹脂層3から再剥離粘着テープ8が剥離して浮き上がることなく、また窓ガラスに内貼り施工時にも再剥離粘着テープ8を黒色樹脂層3から容易に剥離できることが明らかになった(請求項7)
以下、本発明の実施の形態を、図面を参照しながら具体的に説明する。
A)内貼り透視シート1の構成
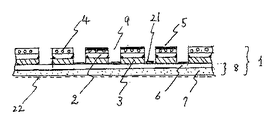
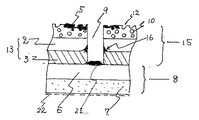
図1は本発明の実施形態に係る内貼り透視シート1の基本構成を模式的に示した断面図である。内貼り透視シート1は白色樹脂フイルム2の一方の面に形成されたミクロ吸盤層4と出力印刷された画像5と白色樹脂フイルム2の他方の面に形成された黒色樹脂層3と、黒色樹脂層3に貼着した再剥離粘着テープ8との構成からなる。図4は図1の拡大断面図である。図3は基材シート(3)15の断面図である。
白色樹脂フイルム2には、ポリエチレンテレフタレート、ポリブチレンテレフタレート等の白色ポリエステル系樹脂フイルム、ポリエチレン、ポリプロピレン等の白色ポリオレフィン系樹脂フイルム、及び硬質白色塩ビ系フイルムが適している。実質的には白色樹脂の樹脂フイルムであれば良い。ポリエチレンテレフタレートの場合、パンチングプレス機による穿孔打ち抜き適性が良くバリの発生が少ないという点から本発明の内貼り透視シートに適している。半硬質塩ビフイルムを使った内貼り透視シート1はその伸びる特性から3次曲面とのフィティングが良く、例えば車の3次曲面リアウインドウの内貼り透視シートに適している。
白色樹脂フイルム2の白色は黒色樹脂層3を隠ぺいする効果と、更に不透明無色なミクロ吸盤層4に出力印刷された画像5をより鮮明に発色させる効果を出す。その厚さは少なくとも白色ポリエステルフイルムにおいては50μm〜200μmが良い。望ましくは75μm〜100μmが良い。白色硬質塩ビフイルムにおいては80μm〜200μmが良い。望ましくは100μm〜150μmが良い。白色ポリオレフィン合成紙フイルムにおいては80μm〜200μmが良い。
着色剤を含まないミクロ吸盤層4は内包する無数の微細気泡10の光乱反射によって半不透明白色を呈する。本発明においてはミクロ吸盤層4に印刷された画像5をより鮮明に発色させるためには、ミクロ吸盤層4に対し白色顔料(例えば酸化チタン)を2%程度(重量比)添加して白色ミクロ吸盤層を得るのが良い。
本発明に関わる黒色樹脂層3は内貼り透視シートの黒色樹脂層3側からの透視性を向上するための黒色であり、黒色とは、例えば、黒、グレー、茶色等の暗い感じのする色をいう。黒色樹脂層3を構成する黒色樹脂としては、公知のバインダー樹脂に公知の染料、顔料等の黒色の着色剤(カーボンブラック)を添加したものを用いる。黒色樹脂層3は黒色樹脂をコンマコ−タにて白色樹脂フイルム2に塗工、乾燥して基材シート(1)13が形成される。
本発明に関わるミクロ吸盤層4はアクリル酸エステル共重合体エマルジョン液に、整泡剤、増粘剤、起泡剤、硬化剤、可塑剤、顔料を一定の割合に混合して、機械的発泡機「オークスミキサー」を通して、加圧空気を送り込み、発泡倍率1.5倍〜3.0倍(発泡前の単位容積当たりの重量を発泡後の単位容積あたりの重量で除した数値)にして無数の微細気泡10を混入させた泡沫状エマルジョン液(樹脂の固形分含有量は40から55重量%)をコンマコーターにて白色樹脂フイルム2の上に塗工、乾燥して形成される。
ミクロ吸盤層4はその表面に無数の凹状陥没穴12を有し、凹状陥没穴12の長径は300μm以下で、平均的には30〜150μmの凹状陥没穴12が個数で95%を占め、ミクロ吸盤単位面積あたり1〜10万個/cm2の凹状陥没穴12が形成されている。この微細で柔軟な凹状陥没穴12が吸着力を発揮し、通気性のない平滑面はもちろん一定の凹凸面にも良く吸着する。吸着力とは凹状陥没穴12が被着体表面に圧着されると、凹状陥没穴と被着体表面によって形成される密閉空間が減圧状態となることにより発生する吸引力である。ミクロ吸盤層の平滑面に対する密着力の発現機構は基材の親和性や化学的結合によるものではなく、また粘着性によるものでもない。
ミクロ吸盤層4はその表面に無数の凹状陥没穴12を有し、凹状陥没穴12の長径は300μm以下で、平均的には30〜150μmの凹状陥没穴12が個数で95%を占め、ミクロ吸盤単位面積あたり1〜10万個/cm2の凹状陥没穴12が形成されている。この微細で柔軟な凹状陥没穴12が吸着力を発揮し、通気性のない平滑面はもちろん一定の凹凸面にも良く吸着する。吸着力とは凹状陥没穴12が被着体表面に圧着されると、凹状陥没穴と被着体表面によって形成される密閉空間が減圧状態となることにより発生する吸引力である。ミクロ吸盤層の平滑面に対する密着力の発現機構は基材の親和性や化学的結合によるものではなく、また粘着性によるものでもない。
本発明に関わる剥離紙11は基材シート(2)14(図2)の製造工程において、白色樹脂フイルム2の他方の面に形成されるミクロ吸盤層4を保護する剥離紙11として使われる。その役割はミクロ吸盤層4を保護して次の穿孔工程での走行性を円滑にするはもちろん、パンチングプレス機にて小孔9を基材シート(2)14の黒色樹脂層3の面からミクロ吸盤層4に向かって剥離紙11まで打ち抜くに当たり、剥離紙11特有のクッション性により小孔9の周囲をきれいに穿孔できる点にある。剥離紙11の代用として樹脂フイルム等を使用するとクッション性がないため打ち抜き適性は格段に悪くなり小孔9がきれいに穿孔出来ない。打ち抜き適性の良し悪しは優れた透視性を有する内貼り透視シート製造の重要な要素である。剥離紙11にはシリコーン処理されたポリラミ紙、クレーコート紙、グラシン紙があり、一般粘着ラベルに使われている剥離紙で充分である。
本発明に関わる再剥離粘着テープ8とは支持体7の背面に再剥離粘着剤6を塗布した構成からなる。再剥離粘着テープ8は再剥離粘着剤6を介して黒色樹脂層3に貼り合わせられる。再剥離粘着テープ8を黒色樹脂層3に貼り合わせる目的は小孔9を塞ぎインクジェットマシンより着弾するインクを再剥離粘着剤6の面で止める「インク止め」にある(図4)。さらに詳しく説明すると、インクジェットマシンで出力印刷した際に吐出したインクは基材シート(2)14のミクロ吸盤層4の小孔9の部分にも着弾する。小孔9を塞ぐ「インク止め」21がなければ、着弾したインクは小孔9を貫通してインクジェットマシンのタッチロール19の部位(図7)を汚染させる。マシンの部位の汚染を防止するために、再剥離粘着テープ8は黒色樹脂層3に貼り合わせられて小孔9を塞ぐ「インク止め」21の役をはたす。
開口率が50%の場合、インクジェットマシンから吐出した量のインク量の半分はミクロ吸盤層4の画像印刷に使われるが、半分は小孔9に着弾してタッチロール19やその他の部位汚染の原因になる。
再剥離粘着テープ8のもうひとつの役割は黒色樹脂層3の保護シートにある。窓ガラスに施工するに当たって再剥離粘着テープ8を黒色樹脂層3に貼り合わせた状態で内貼り透視シートは施工されるが(図10)、再剥離性粘着テープ8を支持体7の上からスキージーで押し当てながらミクロ吸盤層4の画像5をガラス窓に押し当て施工する。この際に黒色樹脂層3をスキージーで傷つけないための保護シートとなる。
開口率が50%の場合、インクジェットマシンから吐出した量のインク量の半分はミクロ吸盤層4の画像印刷に使われるが、半分は小孔9に着弾してタッチロール19やその他の部位汚染の原因になる。
再剥離粘着テープ8のもうひとつの役割は黒色樹脂層3の保護シートにある。窓ガラスに施工するに当たって再剥離粘着テープ8を黒色樹脂層3に貼り合わせた状態で内貼り透視シートは施工されるが(図10)、再剥離性粘着テープ8を支持体7の上からスキージーで押し当てながらミクロ吸盤層4の画像5をガラス窓に押し当て施工する。この際に黒色樹脂層3をスキージーで傷つけないための保護シートとなる。
本発明の内貼り透視シートに関わる再剥離粘着テープ8の支持体7に関してさらに詳細に説明すると以下の3つの重要な機能を保持しているのが良い。
1)画像形成工程において内貼り透視シートは図7の如く支持体7の一方の面(自背面)とミクロ吸盤層4は密着した状態でロール17に内巻されて(ミクロ吸盤層4が内面になる様に巻かれる)インクジェットマシンにセットされている。インクジェットマシンでミクロ吸盤層4に画像5を出力印刷するには、内貼り透視シート1はインクジェットマシン走行速度に沿って容易に解巻きされるのが良い。それには解巻きできる程度に支持体7に対するミクロ吸盤層4の吸着力は軽度でなければならない。吸着力が強すぎると解巻きが困難になり走行が出来なくなる。以上の課題を解決すべく適性吸着力を鋭意研究した結果、小孔9の開口率(10%〜50%)を問わず、走行速度に沿って解巻きできる状態は支持体7に対するミクロ吸盤層4の吸着力は0.001N/25mm〜0.5N/25mm(吸着力はJISZ0237測定法による)の範囲にあるのが良い。
2)出力印刷された内貼り透視シートは、図7の如く再びインクジェットマシンの後部でロール17に巻かれるが、この時点ではミクロ吸盤層4の画像5の支持体7に対する吸着力が問題になる。画像5と支持体7とは良く滑り合ってこそ、しわ18の発生もなく再びロール17に硬く巻き取られる。しわ18の発生の有無とミクロ吸盤層4上の画像5の支持体7に対する吸着力との関係を鋭意研究した結果、小孔9の開口率(10%〜50%)を問わず画像5の支持体7に対する吸着力が0.001N/25mm〜0.5N/25m(粘着力はJISZ0237測定法)の範囲にある時に両者は良く滑り合ってしわ18発性もなく硬く巻き取れることが分かった。
3)ミクロ吸盤層4に着弾した画像の未乾燥インクはそのままロール17に巻き取られ(図9)支持体7の一方の面と画像5(未乾燥インク)は接触して支持体7の一方の面に未乾燥インクが転移する。これを防止するには支持体の表面をシリコーン樹脂、フッ素樹脂等の汚染防止剤にて汚染を防止するのが良い。
以上1)、2)、3)の要素を満足する支持体7とミクロ吸盤層4との吸着力、支持体7と画像5との吸着力の関係を鋭意研究した結果、小孔9の開口率(10%〜50%)を問わずミクロ吸盤層4の支持体7に対する吸着力、あるいは画像5の支持体7に対する吸着力は0.001N/25mm〜0.5N/25mmの範囲(粘着力はJISZ0237測定法)にある支持体7が良い。
以上の観点から支持体7の材料を選択した結果、再剥離粘着テープ8の支持体7としては汚染防止処理と剥離処理を兼ね備えた樹脂含浸紙、汚染防止処理と剥離処理を兼ね備えた透明ポリエステルフイルム及び両面ポリラミクラフト紙、及びポリオレフィン系樹脂フイルムが良いことがわかった。汚染防止処理と剥離処理とは同一処方となる場合が多く、どちらか一方の処理された支持体7であれば画像5の未乾燥インクが、支持体の一方の面に転移せず、また支持体7に対する画像5の滑り合いも良く、ロール17にしわの発生もなく固く巻ける。特にシリコーン樹脂、フッ素樹脂は汚染防止処理と剥離処理の両方に有効である。シリコーン樹脂が塗工された樹脂含浸紙を支持体7にした再剥離粘着テープ8は厚さも薄く(100μm程度)伸び易く腰もなく最適である。樹脂含浸紙を支持体7にした再剥離粘着テープ8としてAMERICANN BIRTRIT社のPS60、PS62、560U,6882がある。これらはサイン業界では「アプリケーションテープ」と呼称され広くに使われている。
その次に剥離処理された25〜100μmの透明ポリエステルフイルムが良い。
次に再剥離粘着テープの支持体7の材料として剥離処理された両面ポリラミ紙が良い。厚さが140μm以上(例えばKGM−7W リンテック製品)になると、紙の腰があって伸びにくい難点はあるが、腰の弱い厚さ100μm〜140μmのポリラミ紙であれば充分目的を達成する。
次に良い支持体7の材料として、剥離処理されたポリオレフィン樹脂フイルムを支持体7にした再剥離粘着テープ8が良い。厚さ30μm〜80μmのポリエチレンフイルム、ポリプロピレンフイルムで、その表面が微細な凹凸を有するマット調ポリオレフィン系樹脂フイルムであればさらに良い。表面がグロス調で平滑であると支持体7に対するミクロ吸盤層4の吸着力が0.5N/25mm(吸着力はJISZ0237測定法による)以上になり、インクジェット出力印刷後再びロール17に巻き取られる際にしわ18(図7)の発生の原因になる。
1)画像形成工程において内貼り透視シートは図7の如く支持体7の一方の面(自背面)とミクロ吸盤層4は密着した状態でロール17に内巻されて(ミクロ吸盤層4が内面になる様に巻かれる)インクジェットマシンにセットされている。インクジェットマシンでミクロ吸盤層4に画像5を出力印刷するには、内貼り透視シート1はインクジェットマシン走行速度に沿って容易に解巻きされるのが良い。それには解巻きできる程度に支持体7に対するミクロ吸盤層4の吸着力は軽度でなければならない。吸着力が強すぎると解巻きが困難になり走行が出来なくなる。以上の課題を解決すべく適性吸着力を鋭意研究した結果、小孔9の開口率(10%〜50%)を問わず、走行速度に沿って解巻きできる状態は支持体7に対するミクロ吸盤層4の吸着力は0.001N/25mm〜0.5N/25mm(吸着力はJISZ0237測定法による)の範囲にあるのが良い。
2)出力印刷された内貼り透視シートは、図7の如く再びインクジェットマシンの後部でロール17に巻かれるが、この時点ではミクロ吸盤層4の画像5の支持体7に対する吸着力が問題になる。画像5と支持体7とは良く滑り合ってこそ、しわ18の発生もなく再びロール17に硬く巻き取られる。しわ18の発生の有無とミクロ吸盤層4上の画像5の支持体7に対する吸着力との関係を鋭意研究した結果、小孔9の開口率(10%〜50%)を問わず画像5の支持体7に対する吸着力が0.001N/25mm〜0.5N/25m(粘着力はJISZ0237測定法)の範囲にある時に両者は良く滑り合ってしわ18発性もなく硬く巻き取れることが分かった。
3)ミクロ吸盤層4に着弾した画像の未乾燥インクはそのままロール17に巻き取られ(図9)支持体7の一方の面と画像5(未乾燥インク)は接触して支持体7の一方の面に未乾燥インクが転移する。これを防止するには支持体の表面をシリコーン樹脂、フッ素樹脂等の汚染防止剤にて汚染を防止するのが良い。
以上1)、2)、3)の要素を満足する支持体7とミクロ吸盤層4との吸着力、支持体7と画像5との吸着力の関係を鋭意研究した結果、小孔9の開口率(10%〜50%)を問わずミクロ吸盤層4の支持体7に対する吸着力、あるいは画像5の支持体7に対する吸着力は0.001N/25mm〜0.5N/25mmの範囲(粘着力はJISZ0237測定法)にある支持体7が良い。
以上の観点から支持体7の材料を選択した結果、再剥離粘着テープ8の支持体7としては汚染防止処理と剥離処理を兼ね備えた樹脂含浸紙、汚染防止処理と剥離処理を兼ね備えた透明ポリエステルフイルム及び両面ポリラミクラフト紙、及びポリオレフィン系樹脂フイルムが良いことがわかった。汚染防止処理と剥離処理とは同一処方となる場合が多く、どちらか一方の処理された支持体7であれば画像5の未乾燥インクが、支持体の一方の面に転移せず、また支持体7に対する画像5の滑り合いも良く、ロール17にしわの発生もなく固く巻ける。特にシリコーン樹脂、フッ素樹脂は汚染防止処理と剥離処理の両方に有効である。シリコーン樹脂が塗工された樹脂含浸紙を支持体7にした再剥離粘着テープ8は厚さも薄く(100μm程度)伸び易く腰もなく最適である。樹脂含浸紙を支持体7にした再剥離粘着テープ8としてAMERICANN BIRTRIT社のPS60、PS62、560U,6882がある。これらはサイン業界では「アプリケーションテープ」と呼称され広くに使われている。
その次に剥離処理された25〜100μmの透明ポリエステルフイルムが良い。
次に再剥離粘着テープの支持体7の材料として剥離処理された両面ポリラミ紙が良い。厚さが140μm以上(例えばKGM−7W リンテック製品)になると、紙の腰があって伸びにくい難点はあるが、腰の弱い厚さ100μm〜140μmのポリラミ紙であれば充分目的を達成する。
次に良い支持体7の材料として、剥離処理されたポリオレフィン樹脂フイルムを支持体7にした再剥離粘着テープ8が良い。厚さ30μm〜80μmのポリエチレンフイルム、ポリプロピレンフイルムで、その表面が微細な凹凸を有するマット調ポリオレフィン系樹脂フイルムであればさらに良い。表面がグロス調で平滑であると支持体7に対するミクロ吸盤層4の吸着力が0.5N/25mm(吸着力はJISZ0237測定法による)以上になり、インクジェット出力印刷後再びロール17に巻き取られる際にしわ18(図7)の発生の原因になる。
本発明に関わる再剥離粘着テープ8の再剥離粘着剤6としては、例えばポリイソプレンゴム、ポリイソブチレンゴム、スチレンブタジエンゴム、ブタジエンアクリロニトリルゴム等のゴム系樹脂、(メタ)アクリル酸エステル系樹脂、ポリビニルエーテル系樹脂、ポリビニル系樹脂、ポリ酢酸ビニル系樹脂、ポリ塩化ビニル/酢酸ビニル共重合体系樹脂、ポリビニルブチラート系樹脂の1種又は2種以上の混合体を主成分とした任意の樹脂系に、適当な粘着付与剤を添加して完成された再剥離粘着剤6が良い。再剥離粘着剤6の粘着力は穿孔された黒色樹脂層3の表面に再剥離粘着テープ8を貼って、黒色樹脂層3に対する粘着力が0.1N/25mm〜2N/25mm(粘着力はJISZ0237測定法)の範囲にあれば本発明の目的を達成する。
黒色樹脂層3に対する粘着力が弱く0.1N/25mm以下になると内貼り透視シートを3インチ紙管に巻き取った状態で外周と内周の差により、穿孔された黒色樹脂層3から再剥離粘着テープ8の再剥離粘着剤6が浮き上がり(図7)インクジェットマシンの出力印刷時に内貼り透視シート1が印刷ヘッドに当たり印刷出来なくなる。一方穿孔された黒色樹脂層3に対する粘着力が強すぎると窓ガラスに内貼り施工して最終的に再剥離粘着テープ8を引き剥がす時に容易に剥離できない問題が発生する(図10)。
黒色樹脂層3に対する粘着力が弱く0.1N/25mm以下になると内貼り透視シートを3インチ紙管に巻き取った状態で外周と内周の差により、穿孔された黒色樹脂層3から再剥離粘着テープ8の再剥離粘着剤6が浮き上がり(図7)インクジェットマシンの出力印刷時に内貼り透視シート1が印刷ヘッドに当たり印刷出来なくなる。一方穿孔された黒色樹脂層3に対する粘着力が強すぎると窓ガラスに内貼り施工して最終的に再剥離粘着テープ8を引き剥がす時に容易に剥離できない問題が発生する(図10)。
本発明に関わる画像5とは、インクジェットマシンにより内貼り透視シートのミクロ吸盤層4に出力印刷される画像5である。インクジェットマシン用インクとしては、水性染料インク、水性顔料インクはもちろん、溶剤インク、その他のインク、であってもよい、要はミクロ吸盤層の凹状陥没穴に着弾したインクがミクロ吸盤層を膨潤軟化出来れば、水性インク、溶剤インク、その他のインク、を問わず目的を達成する。多くはアルコール類、キシレン類を含有する溶剤インクが特に膨潤軟化に適している。
紫外線硬化型インクを用いた場合その多くは紫外線にてインク着弾後瞬時に硬化して、凹状陥没穴を膨潤軟化させることなく硬化するので吸着力は消失する。ミクロ吸盤層4の画像5の吸着力を全面的に消失させない方法は紫外線硬化型インクにて出力印刷されない部分20をミクロ吸盤層4に残すことである(図9)。出力印刷されない部分20は紫外線硬化型インクが着弾してないので吸着力は消失しない。紫外線硬化型インクの場合は。印刷されない部分20の面積が画像5の面積の5%以上あれば窓ガラスに対する貼付は可能となる。
昇華形インクの場合は文献特願2001−309213にも報告が見られるが、本発明は予め画像をインクジェットマシンで転写紙に出力印刷した後、画像の面を直にミクロ吸盤層4に載せ密着加圧しながら160℃1分加熱することで画像5はミクロ吸盤層4に転写印刷される。転写紙を剥がすと転写印刷されない部分20はもちろん、転写印刷されたミクロ吸盤層4の部分も吸着力を保持できる特徴がある。文献特願2001−309213の報告の如く画像の面に厚さ50μm以下のポリプロピレンフイルムを介してミクロ吸盤層4に載せ密着加圧しながら160℃4分加熱することで画像5はミクロ吸盤層4に転写印刷されることは言うまでもない。
昇華形インクの場合は、昇華形インクはミクロ吸盤層の凹状陥没穴を通って内部まで拡散定着して転写印刷され、膨潤軟化はされないが吸着力が保持される特徴を持つ。
その他、汎用のオフセットインク、スクリーンインクは一般にチクソ性(機械的衝動による流動性)が高いので、インクがミクロ吸盤の凹状陥没穴12を塞ぎ覆ってミクロ吸盤部分の吸着力は消失するが、印刷されない部分20をミクロ吸盤層4の面積に対して5%以上残して置くことで内貼り施工が可能となり、オフセットインク、スクリーンインクを使かって本発明の内貼り透視シートを製造することができる。
昇華形インクの場合は、昇華形インクはミクロ吸盤層の凹状陥没穴を通って内部まで拡散定着して転写印刷され、膨潤軟化はされないが吸着力が保持される特徴を持つ。
その他、汎用のオフセットインク、スクリーンインクは一般にチクソ性(機械的衝動による流動性)が高いので、インクがミクロ吸盤の凹状陥没穴12を塞ぎ覆ってミクロ吸盤部分の吸着力は消失するが、印刷されない部分20をミクロ吸盤層4の面積に対して5%以上残して置くことで内貼り施工が可能となり、オフセットインク、スクリーンインクを使かって本発明の内貼り透視シートを製造することができる。
小孔9は、内貼り透視シート1の透視性を確保するためのもので、内貼り透視シート1のミクロ吸盤層4から黒色樹脂層3までを貫通するように形成される(図4)。小孔9の切断面は、円形、多角形(三角形、四角形を含む)等で形成することができるが、特に切断面を円形で形成する場合には角部(頂点部)が無いため内貼り透視シートが破損し難いという点で有利である。また、面積の小さい小孔9を均等間隔に複数形成することが望ましい。小孔9一つ当たりの面積を大きくすると画像5を観察する際に鮮明な画像5が観察し難くなり、また、小孔9を偏って形成すると観察される画像5が均一でなくなるばかりでなく、内貼り透視シートの透視性も低下する。具体的には、小孔9一個当たりの面積は0.5〜3mm2(小孔9が円形の場合は、直径0.8〜2mm)とすると良く、また、小孔9は三角形、四角形、六角形等の多角形の格子点に配置するようにすると良い。また、内貼り透視シートの面積に対する小孔9の面積(開口率)は10〜50%とすると良い。
図4は図1における小孔9の位置の拡大断面図である。図4に示すように、パンチングプレス機にて複数の小孔9を基材シート(2)14に穿孔するに当たり穿孔刃は黒色樹脂層3の面からミクロ吸盤層4に向かって剥離紙11まで貫通して垂れ16を形成すべく打ち抜かれることが重要となる。これにより小孔9の周面を形成する白色樹脂フイルム2の少なくとも黒色樹脂層4寄りの一部を覆うように黒色樹脂層3が形成される。このように小孔9の周面を形成する白色樹脂フイルム2の少なくとも黒色樹脂層3寄りの一部を黒色樹脂層3で覆うことにより、内貼り透視シートを黒色樹脂層4側から観察する際に(少し斜めから観察する場合でも)殆ど白色樹脂フイルム2が観察されることがなくなり、ひいては内貼り透視シートを黒色樹脂層4側から観察する際の優れた透視性を確保することができ、落ち着いた感じで質感も向上する。
更に詳細に説明すると、白色樹脂フイルム2の一方の面に塗布形成された黒色樹脂層3を出来るだけ柔らかい黒色樹脂層3とし、その厚さを10μm以上に塗布することにより、さらにパンチングプレスの穿孔刃を黒色樹脂層3に下に向かって穿孔することにより、垂れ16を発生させ、小孔9の周面を形成する白色樹脂フイルム層2の少なくとも黒色層寄りの一部を覆うようになり、優れた透視性を有する内貼り透視シートを製造することが可能となる。
黒色樹脂層3の厚さが10μm以下になると垂れ16の発生が少なくなり、小孔9の周面を形成する白色樹脂フイルム2の少なくとも黒色樹脂層3寄りの一部を覆うことが出来なくなり、内貼りして室内から外を、小孔9を通して内貼り透視シートを黒色樹脂フイルム3の側から観察する際、孔の周面を形成する白色樹脂フイルム2の白色が目に入り優れた内貼り透視シート1を製造することが出来ない。
更に詳細に説明すると、白色樹脂フイルム2の一方の面に塗布形成された黒色樹脂層3を出来るだけ柔らかい黒色樹脂層3とし、その厚さを10μm以上に塗布することにより、さらにパンチングプレスの穿孔刃を黒色樹脂層3に下に向かって穿孔することにより、垂れ16を発生させ、小孔9の周面を形成する白色樹脂フイルム層2の少なくとも黒色層寄りの一部を覆うようになり、優れた透視性を有する内貼り透視シートを製造することが可能となる。
黒色樹脂層3の厚さが10μm以下になると垂れ16の発生が少なくなり、小孔9の周面を形成する白色樹脂フイルム2の少なくとも黒色樹脂層3寄りの一部を覆うことが出来なくなり、内貼りして室内から外を、小孔9を通して内貼り透視シートを黒色樹脂フイルム3の側から観察する際、孔の周面を形成する白色樹脂フイルム2の白色が目に入り優れた内貼り透視シート1を製造することが出来ない。
B)内貼り透視シートの働き
以上のように構成された内貼り透視シート1の働きについて、図8を参照しながら説明する。図8−1は内貼り透視シートを車の窓ガラスに用いた例、図8−2は内貼り透視シートを2階建ビルの2階窓ガラスに用いた施工例である。
施工に当ってまず、内貼り透視シート1は、ミクロ吸盤層4の吸着力により窓ガラスに貼付された状態で再剥離粘着テープ8が剥がされる(図10)このとき、画像5が車又はビルの外側から観察されるよう、内貼り透視シートは画像5が車又はビルの外側に向くようにして窓ガラスに貼付される。いわゆる本発明の内貼り透視シートは、車やビルの外部に晒されることもなく、小孔9の中にゴミ等が溜まって透視性が低下するという事態が生じ難い。また、内貼り透視シートは、ビル等の内側から貼付されるため、ビル等の高層にある窓ガラスへの貼付も容易となる。
施工に当ってまず、内貼り透視シート1は、ミクロ吸盤層4の吸着力により窓ガラスに貼付された状態で再剥離粘着テープ8が剥がされる(図10)このとき、画像5が車又はビルの外側から観察されるよう、内貼り透視シートは画像5が車又はビルの外側に向くようにして窓ガラスに貼付される。いわゆる本発明の内貼り透視シートは、車やビルの外部に晒されることもなく、小孔9の中にゴミ等が溜まって透視性が低下するという事態が生じ難い。また、内貼り透視シートは、ビル等の内側から貼付されるため、ビル等の高層にある窓ガラスへの貼付も容易となる。
車又はビルの内側から内貼り透視シートを観察した場合、黒色樹脂層4が観察されると同時に小孔9を通して車又はビルの外側の景色が観察される。即ち、通常(特に日中)では車又はビルの外側は内側に比べて明るいため、明るい外側から内貼り透視シートを観察する場合は、暗い内側から小孔9を通って外側に透過される光は殆ど認識されること無く、外側の明るい光によって画像5のみが観察される。
一方、暗い内側から内貼り透視シートを観察する場合は、明るい外側から小孔9を通って内側に透過される光が際だって観察されるため、車又はビルの外側の景色が観察される。
一方、暗い内側から内貼り透視シートを観察する場合は、明るい外側から小孔9を通って内側に透過される光が際だって観察されるため、車又はビルの外側の景色が観察される。
C)内貼り透視シート1の製造実施例
次に、内貼り透視シートの製造実施例について図6を参照しながら説明する。図6は内貼り透視シートの製造工程のフロー図である。
図6に沿って説明する。
ステップ1=S1、厚さ75μmの白色ポリエステルフイルム(東洋防 クリスパー K2312)の一方の面に
ステップ2=S2、公知のバインダー樹脂に公知のカーボンブラック黒色顔料の着色剤として添加し20μm厚さの黒色樹脂層3(帝国インクFG 黒)をコンマコーターにて塗工して厚さ95μm基材シート(1)13を製造する。
ステップ3=S3、次に泡沫状アクリルエマルジョン液を以下にて調薬した。
アクリル共重合体DICNAL MFP−20を70kg、整泡剤DICNAL M40を2.8kg 起泡剤DICNAL M20を2.8kg増粘剤DICNAL MXを0.7kg 架橋剤DICNAL GXを1.4kg(いずれも大日本インキ化学工業製品)可塑剤TBXP1.4kg(大八化学製品)、酸化チタン(石原産業製品)1.4kgをドラム缶(200リッター入り)に入れよく混合したアクリル共重合体エマルジョン液(樹脂の固形分含有量は40から55重量%)を機械的発泡機「オークスミキサー」を通して加圧空気を混入させて発泡倍率2.0倍の泡沫状アクリルエマルジョン液を163リッター調薬した。
これを1300mm幅のコンマコーターにて、75μ白色ポリエステルフイルム幅1270mm(東洋紡製品クリスパーK2312)の裏面(黒色樹脂塗布面の反対面)に泡沫状アクリルエマルジョン液130g/m2を塗工乾燥(140℃×3分間)して形成されたミクロ吸盤層4の面に、乾燥炉の出口で厚さ140μm両面ポリラミ剥離紙11(リンテック(株)製片面シリコーン樹脂剥離処理済みKGM−7W)のシリコーン樹脂面を貼り合わせて基材シート(2)14を600m生産した。ミクロ吸盤層4の表面には径5〜300μm(平均的には30〜150μm)の微細な凹状陥没穴12が約1〜10万個/cm2形成されていた。
ステップ1=S1、厚さ75μmの白色ポリエステルフイルム(東洋防 クリスパー K2312)の一方の面に
ステップ2=S2、公知のバインダー樹脂に公知のカーボンブラック黒色顔料の着色剤として添加し20μm厚さの黒色樹脂層3(帝国インクFG 黒)をコンマコーターにて塗工して厚さ95μm基材シート(1)13を製造する。
ステップ3=S3、次に泡沫状アクリルエマルジョン液を以下にて調薬した。
アクリル共重合体DICNAL MFP−20を70kg、整泡剤DICNAL M40を2.8kg 起泡剤DICNAL M20を2.8kg増粘剤DICNAL MXを0.7kg 架橋剤DICNAL GXを1.4kg(いずれも大日本インキ化学工業製品)可塑剤TBXP1.4kg(大八化学製品)、酸化チタン(石原産業製品)1.4kgをドラム缶(200リッター入り)に入れよく混合したアクリル共重合体エマルジョン液(樹脂の固形分含有量は40から55重量%)を機械的発泡機「オークスミキサー」を通して加圧空気を混入させて発泡倍率2.0倍の泡沫状アクリルエマルジョン液を163リッター調薬した。
これを1300mm幅のコンマコーターにて、75μ白色ポリエステルフイルム幅1270mm(東洋紡製品クリスパーK2312)の裏面(黒色樹脂塗布面の反対面)に泡沫状アクリルエマルジョン液130g/m2を塗工乾燥(140℃×3分間)して形成されたミクロ吸盤層4の面に、乾燥炉の出口で厚さ140μm両面ポリラミ剥離紙11(リンテック(株)製片面シリコーン樹脂剥離処理済みKGM−7W)のシリコーン樹脂面を貼り合わせて基材シート(2)14を600m生産した。ミクロ吸盤層4の表面には径5〜300μm(平均的には30〜150μm)の微細な凹状陥没穴12が約1〜10万個/cm2形成されていた。
ステップ4=S4、次にパンチングプレス機の穿孔刃を基材シート(2)14の黒色樹脂層3の面から両面ポリラミ剥離紙11に向けて垂れ16を形成すべく穿孔して孔径1.5mm開口率50%の小孔9を形成した。
ステップ5=S5、次に基材シート(2)14から穿孔された両面ポリラミ剥離紙11を剥がし除去してなる基材シート(3)15の穿孔された黒色樹脂層4に再剥離粘着テープ8(AMERICAN BIRTRIT社の、PS62、)の再剥離粘着剤6面を被覆して本発明の内貼り透視シート(1270mm×500m)ジャンボロールを完成した。
ステップ5=S5、次に基材シート(2)14から穿孔された両面ポリラミ剥離紙11を剥がし除去してなる基材シート(3)15の穿孔された黒色樹脂層4に再剥離粘着テープ8(AMERICAN BIRTRIT社の、PS62、)の再剥離粘着剤6面を被覆して本発明の内貼り透視シート(1270mm×500m)ジャンボロールを完成した。
ステップ6=S6、次に内貼り透視シート1(1270mm×15m)のミクロ吸盤層4に溶剤インク出力インクジェットマシン(株ミマキエンジニア製 JV3)にて女性の画像5を0.5m/分の標準走行速度で出力印刷した。出力印刷された内貼り透視シートは図7の如く再びロール17に巻き取られるが、出力印刷された画像5の支持体7に対する吸着力は0.1N/25mmと軽く、しわ18等の発生もなく両者の接触面は良く滑り合ってロール17に巻き取られた。
ミクロ吸盤層4に着弾した画像上の未乾燥インクはロール17に巻き取られても再剥離粘着テープ8の支持体7(樹脂含浸紙PS62)への未乾燥インクのロール17転移はなかった。
ミクロ吸盤層4に着弾した画像上の未乾燥インクはロール17に巻き取られても再剥離粘着テープ8の支持体7(樹脂含浸紙PS62)への未乾燥インクのロール17転移はなかった。
ステップ6=S6、同じく、水性インクを使用するインクジェットマシン(株ミマキエンジニア製 JV−1300)にて女性の画像5を出力印刷した。標準走行速度も0.5m/分にて出力印刷したが水性インクは乾燥が遅く、凹状陥没穴12の奥深くまで浸透してインクは乾燥せず流動性を帯びたまま凹状陥没穴12の奥深くに滞留した。ミクロ吸盤層4は膨潤軟化して出力印刷された部分の画像5の吸着力は保持されていた。出力印刷後巻き取られたロール17の巻き圧力は凹状陥没穴を圧迫して流動性を帯びた水性インクを凹状陥没穴12の表層部に押し出したが、未乾燥インクが再剥離粘着テープ8(PS62)の支持体7の面に転移することはなかった。流動性を帯びた水性インクが凹状陥没穴12の表層部に押し出されたことにより結果的には発色性の高い内貼り透視シートが完成した。出力印刷されたミクロ吸盤層4の画像5の支持体7に対する吸着力は0.1N/25mmと軽度であって、しわ18等の発生もなく両者の接触面は容易に滑り合ってロール17に巻き取られた。
ステップ6=S6にて同じく、紫外線硬化型インクを用いて紫外線照射により画像インクを硬化させるインクジェットマシン(株ミマキエンジニア製 LED方式UJV−160)にて幅1270mm×30mの内貼り透視シート1のミクロ吸盤層4に女性像の顔を出力印刷した。標準走行速度も0.5m/分にセットして出力印刷した。凹状陥没穴12に着弾した紫外線インクは紫外線ランプ照射にて即座に硬化した。ミクロ吸盤層4は軟化膨潤することなく硬化して印刷された部分の女性の画像5の吸着力は消失した。しかし印刷されない部分20の吸着力は保持されていた。印刷されない部分20の面積はミクロ吸盤層の面積の7%のであった。印刷された画像5の支持体7に対する吸着力は消失して0.001N/以下であった。両者の接触面は良く滑り合ってしわ18の発生もなくロール17に巻き取られた。印刷されない部分20の支持体7に対する吸着力は1.0N/25mmであった。
前記したように溶剤インク、水性インク、紫外線硬化インクを使ってインクジェットマシンにて出力印刷された内貼り透視シートは3日後施工現場に搬送されたが、ロール巻きはもちろん、数十枚重ねたシートも、画像5の未乾燥インクが支持体7の面に転移して支持体を汚染することはなかった。
次にビルの窓ガラスへの内貼り施工(図4)(図10)を試みた。
まず溶剤インク及び水性インクで前記のごとくインクジェットマシンで出力印刷した画像5を窓ガラスに再剥離粘着テープ8の支持体7上からスキ−ジーを使って内貼りした。次にミクロ吸盤層4がガラス面に良く吸着した状態で再剥離性粘着テープ8を剥がし取った。出力印刷された内貼り透視シートは出力印刷された画像5はもちろん、印刷されない部分20も含めガラス面に良く吸着した。
一方、紫外線硬化型インクを使った内貼り透視シートの場合、画像の93%に相当する面積を占める印刷された部分の画像の吸着力は消失していたが、出力印刷されてない部分20の7%(対出力印刷面積)が吸着力を保持していて、この部分の吸着力が窓ガラスへの内貼り施工を可能にした。
まず溶剤インク及び水性インクで前記のごとくインクジェットマシンで出力印刷した画像5を窓ガラスに再剥離粘着テープ8の支持体7上からスキ−ジーを使って内貼りした。次にミクロ吸盤層4がガラス面に良く吸着した状態で再剥離性粘着テープ8を剥がし取った。出力印刷された内貼り透視シートは出力印刷された画像5はもちろん、印刷されない部分20も含めガラス面に良く吸着した。
一方、紫外線硬化型インクを使った内貼り透視シートの場合、画像の93%に相当する面積を占める印刷された部分の画像の吸着力は消失していたが、出力印刷されてない部分20の7%(対出力印刷面積)が吸着力を保持していて、この部分の吸着力が窓ガラスへの内貼り施工を可能にした。
以上説明したように、本発明の内貼り透視シートの製造方法によれば、各種のインクジェットマシンにてミクロ吸盤層4に直接出力印刷が出来て、さらに出力印刷された部分の画像は吸着力を失わないという特性から、従来の内貼り透視シートの製造工程数と比較すると工程数、構成数とも大幅に削減でき、小ロット製造も可能とした内貼り透視シート製造方法である。
また本発明の内貼り透視シートは、ミクロ吸盤層4に印刷された画像面は窓ガラスに吸着させて内貼り施工できる点から、優れた画像の視認性と優れた透視性を同時に発現できる内貼り透視シート1である。しかも施工後のメンテナンスも手間の要らない内貼り透視シートである。
また本発明の内貼り透視シートは、ミクロ吸盤層4に印刷された画像面は窓ガラスに吸着させて内貼り施工できる点から、優れた画像の視認性と優れた透視性を同時に発現できる内貼り透視シート1である。しかも施工後のメンテナンスも手間の要らない内貼り透視シートである。
1 内貼り透視シート
2 白色樹脂フイルム
3 黒色樹脂層
4 ミクロ吸盤層
5 画像
6 再剥離粘着剤
7 支持体
8 再剥離粘着テープ
9 小孔
10 気泡
11 剥離紙
12 凹状陥没穴
13 基材シート(1)
14 基材シート(2)
15 基材シート(3)
16 垂れ
17 ロール
18 しわ
19 タッチロール
20 印刷されない部分
21 インク止め
22 汚染防止剤
2 白色樹脂フイルム
3 黒色樹脂層
4 ミクロ吸盤層
5 画像
6 再剥離粘着剤
7 支持体
8 再剥離粘着テープ
9 小孔
10 気泡
11 剥離紙
12 凹状陥没穴
13 基材シート(1)
14 基材シート(2)
15 基材シート(3)
16 垂れ
17 ロール
18 しわ
19 タッチロール
20 印刷されない部分
21 インク止め
22 汚染防止剤
Claims (8)
- 白色樹脂フイルムの一方の面に黒色樹脂層を形成してなる基材シート(1)の製造工程と
白色樹脂フイルムの他方の面に、無数の微細な気泡を内包するアクリル酸エステル共重合エマルジョンを塗工、乾燥してミクロ吸盤層を形成し、その上に剥離紙を被覆してなる基材シート(2)の製造工程と、
パンチングプレス機にて基材シート(2)を黒色樹脂層の面から剥離紙に向けて貫通する複数の小孔を穿孔する穿孔工程と、
基材シート(2)から穿孔された剥離紙を剥離除去した基材シート(3)の黒色樹脂層に再剥離粘着テープを貼着してなる内貼り透視シートの製造工程と
内貼り透視シートのミクロ吸盤層を膨潤軟化できるインクで直接印刷して、画像を形成する画像形成工程と
を含むことを特徴とする内貼り透視シートの製造方法。 - 請求項1記載の内貼り透視シートの画像形成工程において、
ミクロ吸盤層に印刷されない部分を残しつつ、ミクロ吸盤層を膨潤軟化できないインクで直接印刷し、ミクロ吸盤層の印刷されない部分により、ミクロ吸盤層の吸着機能を保持させた画像形成工程を含むことを特徴とする内貼り透視シートの製造方法 - 請求項1記載の白色樹脂フイルムの一方の面に形成された黒色樹脂層と、
白色樹脂フイルムの他方の面に、無数の微細な気泡を内包するアクリル酸エステル共重合エマルジョンを塗工、乾燥して形成されたミクロ吸盤層と、
から構成された基材シート(3)には貫通する複数の小孔が穿孔されていて、黒色樹脂層には再剥離粘着テープが貼着された内貼り透視シートであって、ミクロ吸盤層の吸着機能により被着体に貼ることが可能となったことを特徴とする内貼り透視シート。 - 請求項3記載の内貼り透視シートのミクロ吸盤層に、ミクロ吸盤層を膨潤軟化できるインクで直接印刷し、印刷された部分のミクロ吸盤層を膨潤軟化させて、印刷された部分に吸着機能を保持させることにより、ミクロ吸盤層を被着体に貼ることが可能となったことを特徴とする内貼り透視シート。
- 請求項3記載の内貼り透視シートのミクロ吸盤層に、ミクロ吸盤層を膨潤軟化できないインクで直接印刷し、印刷されない部分20に吸着機能を保持させることにより、ミクロ吸盤層を被着体に貼ることが可能となったことを特徴とする内貼り透視シート
- 請求項3記載の内貼り透視シートのミクロ吸盤層に、昇華形インクによりミクロ吸盤層に熱転写印刷がされており、熱転写印刷された部分に保持された吸着機能により、ミクロ吸盤層を被着体に貼ることが可能となったことを特徴とする内貼り透視シート。
- 請求項3記載の透視シートにおいて、
ミクロ吸盤層を膨潤軟化できるインクで直接印刷した画像の未乾燥インクが、再剥離粘着テープの支持体へ転移することを防止するインク汚染防止処理が、支持体の表面にされていることを特徴とする内貼り透視シート。 - 請求項4記載の内貼り透視シートにおいて、
再剥離粘着テープの再剥離粘着剤の、穿孔された黒色樹脂層に対する粘着力は0.1N/25mm〜2.0N/25mmの範囲にあることを特徴とする内貼り透視シート。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011108768A JP2012103673A (ja) | 2010-10-13 | 2011-04-22 | 内貼り透視シート |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010242755 | 2010-10-13 | ||
| JP2010242755 | 2010-10-13 | ||
| JP2011108768A JP2012103673A (ja) | 2010-10-13 | 2011-04-22 | 内貼り透視シート |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012103673A true JP2012103673A (ja) | 2012-05-31 |
Family
ID=46394079
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011108768A Pending JP2012103673A (ja) | 2010-10-13 | 2011-04-22 | 内貼り透視シート |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012103673A (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104916219A (zh) * | 2015-06-15 | 2015-09-16 | 杭州沃朴物联科技有限公司 | 一种图形防伪标签及其制作方法 |
| KR101747810B1 (ko) * | 2015-09-30 | 2017-06-14 | 주식회사 유원 | 인쇄회로기판 홀 가공용 백업보드 및 이의 제조방법 |
| JP2018035244A (ja) * | 2016-08-30 | 2018-03-08 | 中松 義郎 | 工業用テープ |
| JP2019151844A (ja) * | 2018-03-01 | 2019-09-12 | 大日本印刷株式会社 | 粘着シート |
| WO2020022497A1 (ja) * | 2018-07-26 | 2020-01-30 | 大日本印刷株式会社 | 壁紙シート |
| WO2020026989A1 (ja) * | 2018-07-31 | 2020-02-06 | 大日本印刷株式会社 | 化粧シート |
| JP2020023158A (ja) * | 2018-07-31 | 2020-02-13 | 大日本印刷株式会社 | 化粧シート |
| JP2020023156A (ja) * | 2018-07-26 | 2020-02-13 | 大日本印刷株式会社 | 壁紙シート |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003076308A (ja) * | 2001-08-31 | 2003-03-14 | Akuto:Kk | 広告ポスターシートの製造方法 |
| JP2003105273A (ja) * | 2001-09-27 | 2003-04-09 | Sekisui Chem Co Ltd | 転写用粘着シート |
| JP2005232889A (ja) * | 2004-02-23 | 2005-09-02 | Dainippon Printing Co Ltd | 一方向透視性化粧シートの製造方法 |
| JP2008078825A (ja) * | 2006-09-19 | 2008-04-03 | Fujitsu Ltd | 携帯端末検索方法および携帯端末検索システム |
| JP2010085959A (ja) * | 2008-09-29 | 2010-04-15 | Katsuhiko Kuwahata | 裏張りミクロ吸盤表示物 |
-
2011
- 2011-04-22 JP JP2011108768A patent/JP2012103673A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003076308A (ja) * | 2001-08-31 | 2003-03-14 | Akuto:Kk | 広告ポスターシートの製造方法 |
| JP2003105273A (ja) * | 2001-09-27 | 2003-04-09 | Sekisui Chem Co Ltd | 転写用粘着シート |
| JP2005232889A (ja) * | 2004-02-23 | 2005-09-02 | Dainippon Printing Co Ltd | 一方向透視性化粧シートの製造方法 |
| JP2008078825A (ja) * | 2006-09-19 | 2008-04-03 | Fujitsu Ltd | 携帯端末検索方法および携帯端末検索システム |
| JP2010085959A (ja) * | 2008-09-29 | 2010-04-15 | Katsuhiko Kuwahata | 裏張りミクロ吸盤表示物 |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104916219A (zh) * | 2015-06-15 | 2015-09-16 | 杭州沃朴物联科技有限公司 | 一种图形防伪标签及其制作方法 |
| KR101747810B1 (ko) * | 2015-09-30 | 2017-06-14 | 주식회사 유원 | 인쇄회로기판 홀 가공용 백업보드 및 이의 제조방법 |
| JP2018035244A (ja) * | 2016-08-30 | 2018-03-08 | 中松 義郎 | 工業用テープ |
| JP2019151844A (ja) * | 2018-03-01 | 2019-09-12 | 大日本印刷株式会社 | 粘着シート |
| JP2019151845A (ja) * | 2018-03-01 | 2019-09-12 | 大日本印刷株式会社 | 粘着シートの製造方法 |
| JP2019151816A (ja) * | 2018-03-01 | 2019-09-12 | 大日本印刷株式会社 | 粘着シート |
| WO2020059855A1 (ja) * | 2018-03-01 | 2020-03-26 | 大日本印刷株式会社 | 粘着シート |
| WO2020022497A1 (ja) * | 2018-07-26 | 2020-01-30 | 大日本印刷株式会社 | 壁紙シート |
| JP2020023156A (ja) * | 2018-07-26 | 2020-02-13 | 大日本印刷株式会社 | 壁紙シート |
| JP7207175B2 (ja) | 2018-07-26 | 2023-01-18 | 大日本印刷株式会社 | 壁紙シート |
| WO2020026989A1 (ja) * | 2018-07-31 | 2020-02-06 | 大日本印刷株式会社 | 化粧シート |
| JP2020023158A (ja) * | 2018-07-31 | 2020-02-13 | 大日本印刷株式会社 | 化粧シート |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2012103673A (ja) | 内貼り透視シート | |
| KR19990044152A (ko) | 수활성형 중합체 및 접착성 이미지 전사 기술 | |
| JP6747539B2 (ja) | 粘着シート | |
| JP5570110B2 (ja) | 透明粘着層 | |
| KR20170086486A (ko) | 라벨 라이터용 테이프 | |
| JP4335834B2 (ja) | ミクロ吸盤ラベル及びミクロ吸盤ラベルの製造方法 | |
| JP2010089386A (ja) | シート | |
| US20030098906A1 (en) | Ink jet transfer printing process | |
| JP2010085959A (ja) | 裏張りミクロ吸盤表示物 | |
| JP2007322594A (ja) | 変色性粘着ラベル及びそれを用いた変色性物品 | |
| WO2004087432A1 (ja) | インクジェット被記録材料、それを用いた印刷物積層体及び印刷物貼着体の製造方法 | |
| JP3945720B2 (ja) | 遮光性シート用原反及び遮光性シート | |
| JP2005055845A (ja) | ミクロ吸盤付き表示用シート | |
| JP4367721B2 (ja) | 粘着層を備えたインク受容シート | |
| JP2007046028A (ja) | 粘着シートと両面テープ及び離型紙 | |
| JP2009276731A (ja) | ミクロ吸盤ラベル | |
| JP2003011491A (ja) | インクジェット印刷用シート | |
| JP2019151718A (ja) | 粘着シートの製造方法 | |
| JP2009067014A (ja) | ラベルを被貼着材へ一体化する製造方法及びラベル | |
| JP4057413B2 (ja) | インクジェットプリンタ用記録媒体、印刷シート、及び転写シート | |
| JP3146668U (ja) | 展示用シート | |
| JP4216106B2 (ja) | 透視シート及びその製造方法 | |
| JP4682266B2 (ja) | 裏貼り広告ポスターシート | |
| JP3154134U (ja) | 吸着性印刷シート | |
| JP6938357B2 (ja) | 水変色性インジケーター |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130809 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20131213 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20131224 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20140513 |