JP2011003611A - ウエーハの研削方法および研削装置 - Google Patents
ウエーハの研削方法および研削装置 Download PDFInfo
- Publication number
- JP2011003611A JP2011003611A JP2009143639A JP2009143639A JP2011003611A JP 2011003611 A JP2011003611 A JP 2011003611A JP 2009143639 A JP2009143639 A JP 2009143639A JP 2009143639 A JP2009143639 A JP 2009143639A JP 2011003611 A JP2011003611 A JP 2011003611A
- Authority
- JP
- Japan
- Prior art keywords
- grinding
- wafer
- protective film
- ground
- chuck table
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000000227 grinding Methods 0.000 title claims abstract description 187
- 238000000034 method Methods 0.000 title claims abstract description 26
- 230000001681 protective effect Effects 0.000 claims abstract description 93
- 239000011347 resin Substances 0.000 claims abstract description 29
- 229920005989 resin Polymers 0.000 claims abstract description 29
- 239000007788 liquid Substances 0.000 claims abstract description 28
- 239000002904 solvent Substances 0.000 claims abstract description 9
- 239000011248 coating agent Substances 0.000 claims abstract description 7
- 238000000576 coating method Methods 0.000 claims abstract description 7
- 235000012431 wafers Nutrition 0.000 description 150
- 238000004140 cleaning Methods 0.000 description 43
- 238000005498 polishing Methods 0.000 description 20
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 8
- MHAJPDPJQMAIIY-UHFFFAOYSA-N Hydrogen peroxide Chemical compound OO MHAJPDPJQMAIIY-UHFFFAOYSA-N 0.000 description 7
- 239000004065 semiconductor Substances 0.000 description 7
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 5
- 238000002347 injection Methods 0.000 description 4
- 239000007924 injection Substances 0.000 description 4
- 230000032258 transport Effects 0.000 description 4
- 238000011109 contamination Methods 0.000 description 3
- 239000000428 dust Substances 0.000 description 3
- 238000005192 partition Methods 0.000 description 3
- 229910010293 ceramic material Inorganic materials 0.000 description 2
- 238000007517 polishing process Methods 0.000 description 2
- 239000007921 spray Substances 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- 230000004308 accommodation Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000004090 dissolution Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 238000001179 sorption measurement Methods 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
Images

Landscapes
- Mechanical Treatment Of Semiconductor (AREA)
Abstract
【課題】研削後のウエーハを損傷させることがないとともに、研削時に付着した研削屑を確実に除去することができるウエーハの研削方法および研削装置を提供する。
【解決手段】チャックテーブルに保持されたウエーハの被研削面を研削手段によって研削するウエーハの研削方法であって、ウエーハの被研削面と反対側の支持面に液状樹脂を被覆して固化させ支持面に保護膜を形成する保護膜形成工程と、ウエーハの保護膜側をチャックテーブルに保持し、ウエーハの被研削面を研削手段によって研削する研削工程と、研削工程によって被研削面が研削されたウエーハの支持面に形成された保護膜を溶剤によって溶解除去する保護膜除去工程とを含む。
【選択図】図1
【解決手段】チャックテーブルに保持されたウエーハの被研削面を研削手段によって研削するウエーハの研削方法であって、ウエーハの被研削面と反対側の支持面に液状樹脂を被覆して固化させ支持面に保護膜を形成する保護膜形成工程と、ウエーハの保護膜側をチャックテーブルに保持し、ウエーハの被研削面を研削手段によって研削する研削工程と、研削工程によって被研削面が研削されたウエーハの支持面に形成された保護膜を溶剤によって溶解除去する保護膜除去工程とを含む。
【選択図】図1
Description
本発明は、半導体ウエーハ等のウエーハの研削方法および研削装置に関する。
半導体デバイス製造工程においては、略円板形状である半導体ウエーハの表面に格子状に配列されたストリートと呼ばれる分割予定ラインによって多数の矩形領域を区画し、該矩形領域の各々にIC,LSI等のデバイスを形成する。このように多数のデバイスが形成された半導体ウエーハをストリートに沿って分割することにより、個々のデバイスを形成する。デバイスの小型化および軽量化を図るために、通常、半導体ウエーハをストリートに沿って切断して個々のデバイスに分割する前に、半導体ウエーハの裏面を研削して所定の厚さに形成している。
半導体ウエーハの裏面を研削する研削装置は、被加工物を保持する保持面を有するチャックテーブルと、チャックテーブルに保持された被加工物を研削する研削手段と、該研削手段によって研削された被加工物を洗浄する洗浄手段と、を具備している。このような研削装置によってウエーハの裏面である被研削面を研削する場合には、被研削面と反対側の支持面(通常のウエーハにおいては表面、ウエーハの表面にサブストレート用のウエーハの一方の面が接合された所謂SOIウエーハの場合にはサブストレート用ウエーハの他方の面)に保護テープを貼着し、この保護テープ側をチャックテーブルに保持して被研削面を研削する。(例えば、特許文献1参照。)
而して、ウエーハの被研削面と反対側の支持面に保護テープを貼着し、この保護テープ側をチャックテーブルに保持して被研削面を研削した後、保護テープを被研削面と反対側の支持面から剥離する際に研削されて薄くなったウエーハが損傷する場合がある。また、研削後のウエーハは洗浄手段によって洗浄されるが、保護テープとチャックテーブルとの接触面に回りこんだ研削屑は保護テープに強固に付着して洗浄手段で洗浄しても除去することができず、研削後のウエーハを収納するカセットを汚染するとともに後工程において汚染源になるという問題がある。
本発明は上記事実に鑑みてなされたものであり、その主たる技術課題は、研削後のウエーハを損傷させることがないとともに、研削時に付着した研削屑を確実に除去することができるウエーハの研削方法および研削装置を提供することにある。
上記主たる技術課題を解決するため、本発明によれば、チャックテーブルに保持されたウエーハの被研削面を研削手段によって研削するウエーハの研削方法であって、
ウエーハの被研削面と反対側の支持面に液状樹脂を被覆して固化させ該支持面に保護膜を形成する保護膜形成工程と、
ウエーハの該保護膜側をチャックテーブルに保持し、ウエーハの被研削面を研削手段によって研削する研削工程と、
該研削工程によって被研削面が研削されたウエーハの支持面に形成された保護膜を溶剤によって溶解除去する保護膜除去工程と、を含む、
ことを特徴とするウエーハの研削方法が提供される。
ウエーハの被研削面と反対側の支持面に液状樹脂を被覆して固化させ該支持面に保護膜を形成する保護膜形成工程と、
ウエーハの該保護膜側をチャックテーブルに保持し、ウエーハの被研削面を研削手段によって研削する研削工程と、
該研削工程によって被研削面が研削されたウエーハの支持面に形成された保護膜を溶剤によって溶解除去する保護膜除去工程と、を含む、
ことを特徴とするウエーハの研削方法が提供される。
また、本発明によれば、被加工物を保持する保持面を有するチャックテーブルと、該チャックテーブルに保持された被加工物を研削する研削手段とを具備し、被研削面と反対側の支持面に樹脂による保護膜が形成された被加工物の該保護膜側を該チャックテーブルに保持し、被加工物の被研削面を該研削手段によって研削する研削装置において、
研削後の被加工物の支持面に形成された該保護膜を溶剤によって溶解除去する保護膜除去手段を備えている、
ことを特徴とする研削装置が提供される。
研削後の被加工物の支持面に形成された該保護膜を溶剤によって溶解除去する保護膜除去手段を備えている、
ことを特徴とする研削装置が提供される。
研削装置は、被加工物の被研削面と反対側の支持面に液状樹脂を被覆して固化させ該支持面に保護膜を形成する保護膜形成手段を備えていることが望ましい。
本発明においては、ウエーハの被研削面と反対側の支持面に液状樹脂を被覆して固化させることにより保護膜を形成し、この保護膜を研削工程を実施した後に溶剤によって溶解除去するので、従来の保護テープのように剥離する必要がないため、研削され薄くなったウエーハが保護テープを剥離する際に損傷するという問題を未然に防止することができる。また、ウエーハの被研削面と反対側の支持面に形成された保護膜は上記のように研削工程を実施した後に溶剤によって溶解除去されるので、研削工程において保護膜に付着した研削屑も除去されるため、研削後のウエーハを収納するカセットを汚染することはないとともに後工程において汚染源となることもない。
以下、本発明によるウエーハの研削方法および研削装置の好適な実施形態について、添付図面を参照して詳細に説明する。
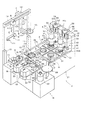
図1には本発明に従って構成されたウエーハの研削装置の斜視図が示されている。
図1に示すウエーハの研削装置は、全体を番号2で示す装置ハウジングを具備している。この装置ハウジング2は、細長く延在する直方体形状の主部21と、該主部21の後端部(図1において右上部)に設けられ実質上鉛直に上方に延びる直立壁22とを有している。このように形成された装置ハウジング2は、後述する被加工物であるウエーハを搬入・搬出する搬入・搬出領域2aと粗研削領域2bと仕上げ研削領域2cおよび研磨領域2dを備えている。
図1に示すウエーハの研削装置は、全体を番号2で示す装置ハウジングを具備している。この装置ハウジング2は、細長く延在する直方体形状の主部21と、該主部21の後端部(図1において右上部)に設けられ実質上鉛直に上方に延びる直立壁22とを有している。このように形成された装置ハウジング2は、後述する被加工物であるウエーハを搬入・搬出する搬入・搬出領域2aと粗研削領域2bと仕上げ研削領域2cおよび研磨領域2dを備えている。
上記装置ハウジング2の主部21にはターンテーブル3が回転可能に配設されている。このターンテーブル3は、比較的大径の円盤状に形成されており、図示しない回転駆動機構によって矢印Aで示す方向に上記搬入・搬出領域2aと粗研削領域2bと仕上げ研削領域2cおよび研磨領域2dに沿って適宜回転せしめられる。このターンテーブル3には、4個のチャックテーブル4a、4b、4c、4dが配設されている。この4個のチャックテーブル4a、4b、4c、4dは図示の実施形態においてはそれぞれ90度の等角度の位相角をもって配設されている。このチャックテーブル4a、4b、4c、4dは、それぞれ円盤状の基台と該基台の上面に配設されたポーラスセラミック材からなる吸着保持チャックとからなっており、吸着保持チャックの上面(保持面)に載置された被加工物を図示しない吸引手段を作動することにより吸引保持する。このように構成されたチャックテーブル4a、4b、4c、4dは、それぞれ図示しない回転駆動機構によって回転せしめられる。なお、上記ターンテーブル3の上面には上記4個のチャックテーブル4a、4b、4c、4dが配設された領域を仕切る仕切り板31、31が配設されている。この仕切り板31、31の高さは、チャックテーブル4a、4b、4c、4dの高さより高く形成されている。
上記粗研削領域2bには、粗研削手段としての粗研削ユニット5が配設されている。粗研削ユニット5は、ユニットハウジング51と、該ユニットハウジング51の下端に回転自在に装着された粗研削ホイール52と、該ユニットハウジング51の上端に装着され粗研削ホイール52を所定の方向に回転せしめるサーボモータ53と、ユニットハウジング51を装着した移動基台54とを具備している。移動基台54には被案内レール55、55が設けられており、この被案内レール55、55を上記直立壁22に設けられた案内レール22a、22aに移動可能に嵌合することにより、粗研削ユニット5が上下方向即ちチャックテーブル4a、4b、4c、4dの保持面に垂直な方向に移動可能に支持される。図示の形態における粗研削ユニット5は、上記移動基台54を案内レール22a、22aに沿って移動させる研削送り手段56を具備している。研削送り手段56は、上記直立壁22に設けられた案内レール22a、22aと平行に上下方向に配設され回転可能に支持された雄ネジロッド57と、該雄ネジロッド57を回転駆動するためのパルスモータ58と、上記移動基台54に装着され雄ネジロッド57と螺合する図示しない雌ネジブロックを具備しており、パルスモータ58によって雄ネジロッド57を正転および逆転駆動することにより、粗研削ユニット5を上下方向に移動せしめる。
上記仕上げ研削領域2cには、仕上げ研削手段としての仕上げ研削ユニット50が配設されている。仕上げ研削ユニット50は、仕上げ用の研削ホイール520が上記粗研削ユニット5の粗研削ホイール52と相違する以外は粗研削ユニット5と実質的に同様の構成であり、従って粗研削ユニット5の構成部材と同一部材には同一符号を付して、その説明は省略する。
なお、上記研磨領域2dには、図示しない研磨手段が配設される。
なお、上記研磨領域2dには、図示しない研磨手段が配設される。
図示の実施形態における研削装置は、装置ハウジング2の主部21の前端部(図1において左下端部)には、第1のカセット載置部6aおよび第2のカセット載置部6bが設けられている。第1のカセット載置部6aには研削前のウエーハが収容された第1のカセット61が載置され、第2のカセット載置部6bには研削後のウエーハを収容するための第2のカセット62が載置される。また、装置ハウジング2の主部21の前部(図1において左下部)には仮置き領域7が設けられており、この仮置き領域7に上記第1のカセット61から搬出された研削前のウエーハの中心位置合わせを行う中心合わせ手段71が配設されている。仮置き領域7の後方(図1において右上方)には洗浄領域8が設けられており、この洗浄領域8に研削後のウエーハを洗浄するスピンナー洗浄手段81が配設されている。このスピンナー洗浄手段81は、上記粗研削手段としての粗研削ユニット5と仕上げ研削手段としての仕上げ研削ユニット50によって研削された後のウエーハを洗浄するとともに、ウエーハの洗浄面から洗浄水を遠心力によって飛散させスピンナー乾燥する。
上記第1のカセット載置部6aおよび第2のカセット載置部6bの後方にはウエーハ搬送手段9が配設されている。このウエーハ搬送手段9は、ハンド91を装着した従来周知の多軸関節ロボット92と、該多軸関節ロボット92を装置ハウジング2の幅方向に移動する移動手段93とからなっている。上記ハンド91は、180度反転(上下を反転)できるように構成されている。上記移動手段93は、装置ハウジング2の主部21に幅方向に間隔をおいて立設された支持柱931、931に取り付けられた案内ロッド932と、該案内ロッド932に移動可能に装着された移動ブロック933と、案内ロッド932と平行に配設され移動ブロック933に形成されたネジ穴と螺合するネジ棒934と、該ネジ棒934を回転駆動する正転逆転可能なパルスモータ935とからなっており、移動ブロック933に上記多軸関節ロボット92が装着されている。このように構成された移動手段93は、パルスモータ935を正転または逆転駆動しネジ棒934を回転することにより、移動ブロック933即ち多軸関節ロボット92を案内ロッド932に沿って移動せしめる。以上のように構成されたウエーハ搬送手段9は、移動手段93および多軸関節ロボット92を作動することにより、上記第1のカセット61の所定位置に収容された研削前のウエーハを搬出して後述する保護膜形成手段に搬送するとともに、上記スピンナー洗浄手段81によって洗浄および乾燥された研削後のウエーハを上記第2のカセット62の所定位置に搬入する。
図示の実施形態における研削装置は、上記中心合わせ手段71に搬送され中心合わせされた研削前のウエーハを上記搬入・搬出領域2aに位置付けられたチャックテーブル4(a、b、c、d)に搬送するウエーハ搬入手段11と、上記搬入・搬出領域2aに位置付けられたチャックテーブル4(a、b、c、d)に保持されている研削後のウエーハを搬出し後述する保護膜除去手段および上記スピンナー洗浄手段81に搬送するウエーハ搬出手段12を備えている。このウエーハ搬入手段11とウエーハ搬出手段12は、装置ハウジング2に取り付けられた支持柱13、13に固定され装置ハウジング2の前後方向(長手方向)に延びる案内レール14に沿って移動可能に装着されている。ウエーハ搬入手段11は、吸着パッド111と、該吸着パッド111を下端に支持する支持ロッド112と、該支持ロッド112の上端と連結し上記案内レール14に装着された移動ブロック113とからなっている。このように構成されたウエーハ搬入手段11は、移動ブロック113が図示しない移動手段によって案内レール14に沿って矢印Bで示す方向に適宜移動せしめられるとともに、支持ロッド112が図示しない移動手段によって矢印Cで示す上下方向に適宜移動せしめられるとともに矢印Hで示す方向に旋回せしめられる。
また、ウエーハ搬出手段12は、吸着パッド121と、該吸着パッド121を矢印Dで示す方向に移動可能に支持する案内レール122と、該案内レール122を下端に支持する支持ロッド123と、該支持ロッド123の上端と連結し上記案内レール14に装着され矢印Eで示す方向に移動する移動ブロック124とからなっている。なお、ウエーハ搬出手段12の吸着パッド121の径は、上記ウエーハ搬入手段11の吸着パッド111の径より大きく形成されている。このようにウエーハ搬出手段12の吸着パッド121の径を大きく形成するのは、研削され薄くなったウエーハは割れ易いので吸着保持面積を広くするためである。このように構成されたウエーハ搬出手段12は、移動ブロック124が図示しない移動手段によって案内レール14に沿って適宜移動せしめられ、吸着パッド121が図示しない移動手段によって矢印Dで示すように案内レール122に沿って案内レール14と直角な方向に適宜移動せしめられるとともに、支持ロッド123が図示しない移動手段によって矢印Fで示すように上下方向に適宜移動せしめられる。
図示の実施形態における研削装置は、研削後の被加工物であるウエーハの被研削面と反対側の支持面に形成された樹脂による保護膜を溶剤によって溶解除去する保護膜除去手段15を備えている。この保護膜除去手段15は、洗浄プール151と、該洗浄プール151内に回転可能に配設された洗浄スポンジ152とからなっている。なお、図示の実施形態においては洗浄プール151内には樹脂による保護膜を溶解する溶剤として硫酸と過酸化水素水からなる洗浄液が収容されており、該洗浄スポンジ152は該洗浄液に水没する状態で配設されている。このように構成された保護膜除去手段15は、上記搬入・搬出領域2aとスピンナー洗浄手段81の間における吸着パッド121の移動経路内に配設されている。
図示の実施形態における研削装置は、上記保護膜除去手段15とスピンナー洗浄手段81との間に保護膜除去手段15によって保護膜が溶解除去された被加工物であるウエーハの支持面を洗浄するために支持面洗浄手段16を具備している。この支持面洗浄手段16は、ウエーハ搬出手段12によって保護膜除去手段15からスピンナー洗浄手段81に搬送される被加工物であるウエーハの支持面(下面)に向けて純水を噴出する噴射ノズル161を備えている。
また、図示の実施形態における研削装置は、上記研磨領域2dに位置付けられたチャックテーブル4(a、b、c、d)に保持された被加工物であるウエーハの被研削面を洗浄するための、被研削面洗浄手段17を具備している。この被研削面洗浄手段17は、研磨領域2dに位置付けられたチャックテーブル4(a、b、c、d)に保持された被加工物であるウエーハに向けて純水を噴出する噴射ノズル171を備えている。
更に、図示の実施形態における研削装置は、装置ハウジング2の主部21に隣接して配設され被加工物であるウエーハの被研削面と反対側の支持面に保護膜を形成する保護膜形成手段18を具備している。この保護膜形成手段18は、被加工物であるウエーハを保持するスピンナーテーブル181と、該スピンナーテーブル181を回転駆動する電動モータ182と、スピンナーテーブル181に保持された被加工物であるウエーハの支持面に液状樹脂を供給する液状樹脂供給ノズル183と、被加工物であるウエーハの支持面に形成された樹脂保護膜を固化させるための保護膜固化器184とからなっている。上記スピンナーテーブル181は、上記チャックテーブル4a、4b、4c、4dと同様に円盤状の基台と該基台の上面に配設されたポーラスセラミック材からなる吸着保持チャックとからなっており、吸着保持チャックの上面(保持面)に載置された被加工物を図示しない吸引手段を作動することにより吸引保持するようになっている。上記液状樹脂供給ノズル183は、図示しない液状樹脂供給手段に接続されている。また、保護膜固化器184は、液状樹脂供給ノズル183から供給される液状樹脂によって選択されるが、加熱器または紫外線照射器を用いることができる。
図示の実施形態における研削装置は以上のように構成されており、以下その作用について説明する。
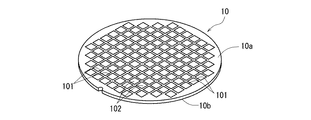
上述した研削装置によってウエーハを研削するには、図2に示す研削前のウエーハ10が収容された第1のカセット61を第1のカセット載置部6aに載置するとともに、研削後のウエーハを収容するための空の第2のカセット62を第2のカセット載置部6bに載置する。なお、図2に示す研削前のウエーハ10は、例えば厚さが700μmのシリコンウエーハからなり、表面10aに複数のストリート101が格子状に配列されているとともに、該複数のストリート101によって区画された複数の領域にIC、LSI等のデバイス102が形成されている。このように形成されたウエーハ10は、裏面10bを研削して所定の厚み(例えば、100μm)に形成される。従って、ウエーハ10は、裏面10bが被研削面となり、該被研削面と反対側の表面10aが支持面となる。なお、ウエーハ10は、表面10aを上側にして第1のカセット61に収容される。
上述した研削装置によってウエーハを研削するには、図2に示す研削前のウエーハ10が収容された第1のカセット61を第1のカセット載置部6aに載置するとともに、研削後のウエーハを収容するための空の第2のカセット62を第2のカセット載置部6bに載置する。なお、図2に示す研削前のウエーハ10は、例えば厚さが700μmのシリコンウエーハからなり、表面10aに複数のストリート101が格子状に配列されているとともに、該複数のストリート101によって区画された複数の領域にIC、LSI等のデバイス102が形成されている。このように形成されたウエーハ10は、裏面10bを研削して所定の厚み(例えば、100μm)に形成される。従って、ウエーハ10は、裏面10bが被研削面となり、該被研削面と反対側の表面10aが支持面となる。なお、ウエーハ10は、表面10aを上側にして第1のカセット61に収容される。
上述したように研削前のウエーハ10が収容された第1のカセット61を第1のカセット載置部6aに載置するとともに、研削後のウエーハを収容するための空の第2のカセット62を第2のカセット載置部6bに載置し、研削開始スイッチ(図示せず)が投入されると、ウエーハ搬送手段9が作動して第1のカセット載置部6aに載置された第1のカセット61の所定位置に収容されている研削前のウエーハ10の裏面10bをハンド91によって吸引保持し、第1のカセット61から搬出して保護膜形成手段18のスピンナーテーブル181にウエーハ10の裏面10b側を載置する。そして、図示しない吸引手段を作動することにより、スピンナーテーブル181上にウエーハ10を吸引保持する。従って、スピンナーテーブル181上に保持されたウエーハ10は、図3の(a)に示すように被研削面と反対側の支持面である表面10aが上側となる。このようにしてスピンナーテーブル181上にウエーハ10を吸引保持したならば、図3の(a)に示すように液状樹脂供給ノズル183の噴出口183aをスピンナーテーブル181上に保持されたウエーハ10の中心部に位置付け、図示しない液状樹脂供給手段を作動して、液状樹脂供給ノズル183の噴出口183aから例えば硫酸と過酸化水素水からなる洗浄液によって溶解するレジスト膜等の液状樹脂200を所定量滴下する。この液状樹脂200は、加熱または紫外線を照射すると固化する樹脂が用いられる。なお、液状樹脂200の滴下量は、ウエーハ10の支持面である表面10aに形成される保護膜の厚みが10〜30μmになるように設定されている。このようにして液状樹脂200を滴下したならば、液状樹脂供給ノズル183を図1に示す待機位置に位置付ける。次に、スピンナーテーブル181を図3の(a)において矢印Gで示す方向に300〜1000rpmの回転速度で所定時間(例えば1分間)回転する。この結果、図3の(b)に示すようにウエーハ10の表面10aの中央領域に滴下された液状樹脂200は、遠心力によって外周部まで流動しウエーハ10の支持面である表面10aを被覆し、保護膜210を形成する。このようにしてウエーハ10の支持面である表面10aに保護膜210を形成したならば、図3の(b)に示すように加熱器または紫外線照射器からなる保護膜固化器184を作動して保護膜210を固化せしめる(保護膜形成工程)。
上述したように保護膜形成工程を実施したならば、スピンナーテーブル181によるウエーハ10の吸引保持を解除する。次に、ウエーハ搬送手段92を作動してスピンナーテーブル181上に載置されている保護膜形成工程が実施されたウエーハ10の裏面10bをハンド91によって吸引保持し、更にハンド91を180度反転することによりウエーハ10の上下を反転して裏面10bを上側にした状態で中心合わせ手段71に搬送する。従って、中心合わせ手段71に搬送されたウエーハ10は、被研削面である裏面10bが上側となる。そして、中心合わせ手段71は、搬送された研削前のウエーハ10の中心合わせを行う。次に、ウエーハ搬入手段11を作動して、吸着パッド111により中心合わせ手段71によって中心合わせされた研削前のウエーハ10の裏面10bを吸引保持し、上記搬入・搬出領域2aに位置付けられたチャックテーブル4a上に搬送する。このとき、ウエーハ10は、支持面である表面10aに形成された保護膜210側がチャックテーブル4a上に載置され、被研削面である裏面10bが上側となる。なお、研削開始時においては、ターンテーブル3は図1に示す原点位置に位置付けられており、ターンテーブル3に配設されたチャックテーブル4aが搬入・搬出領域2aに、チャックテーブル4bが粗研削領域2bに、チャックテーブル4cが仕上げ研削領域2cに、チャックテーブル4dが研磨領域2dにそれぞれ位置付けられている。このようにして、搬入・搬出領域2aに位置付けられたチャックテーブル4a上に載置された研削前のウエーハ10は、図示しない吸引手段が作動することのよってチャックテーブル4a上に吸引保持される。
搬入・搬出領域2aに位置付けられたチャックテーブル4aに研削前のウエーハ10を吸引保持したならば、ターンテーブル3を図1において矢印Aで示す所定方向に90度の角度だけ回動する。この結果、研削前のウエーハ10を吸引保持したチャックテーブル4aが粗研削領域2bに位置付けられ、チャックテーブル4bが仕上げ研削領域2cに、チャックテーブル4cが研磨領域2dに、チャックテーブル4dが搬入・搬出領域2aにそれぞれ位置付けられる。このようにしてチャックテーブル4a、4b、4c、4dがそれぞれの領域に位置付けられたならば、粗研削領域2bに位置付けられたチャックテーブル4aに保持されているウエーハ10に対して粗研削ユニット5によって粗研削加工が実施される(粗研削工程)。このとき、チャックテーブル4aは所定方向に所定の回転速度で回転せしめられる。なお、この間に上記保護膜形成工程が実施され、搬入・搬出領域2aに位置付けられたチャックテーブル4dに保護膜形成工程が実施された研削前のウエーハ10が搬送され、チャックテーブル4d上に研削前のウエーハ10が吸引保持される。
次に、上記ターンテーブル3を図1において矢印Aで示す所定方向に更に90度回動する(従って、ターンテーブル3は図1に示す原点位置から180度回動する)。この結果、粗研削領域2bにおいて粗研削加工されたウエーハ10を保持したチャックテーブル4aが仕上げ研削領域2cに位置付けられるとともに、搬入・搬出領域2aにおいて加工前のウエーハを吸引保持したチャックテーブル4dが粗研削領域2bに位置付けられる。そして、チャックテーブル4bが研磨領域2dに、チャックテーブル4cが搬入・搬出領域2aにそれぞれ位置付けられる。この状態で仕上げ研削領域2cに位置付けられたチャックテーブル4aに保持されている粗研削加工されたウエーハ10に対して仕上げ研削ユニット50によって仕上げ研削加工(仕上げ研削工程)が施されるとともに、粗研削領域2bに位置付けられたチャックテーブル4dに保持されているウエーハに対して粗研削ユニット5によって粗研削加工が実施される。チャックテーブル4aおよびチャックテーブル4dは所定方向に所定の回転速度で回転せしめられる。なお、この間に上記保護膜形成工程が実施され、搬入・搬出領域2aに位置付けられたチャックテーブル4cに研削前のウエーハ10が搬送され、チャックテーブル4c上に研削前のウエーハ10が吸引保持される。
次に、上記ターンテーブル3を図1において矢印Aで示す所定方向に更に90度回動する(従って、ターンテーブル3は図1に示す原点位置から270度回動する)。この結果、仕上げ研削領域2cにおいて仕上げ研削加工されたウエーハを保持したチャックテーブル4aが研磨領域2dに位置付けられ、粗研削領域2bにおいて粗研削加工されたウエーハを保持したチャックテーブル4dが仕上げ研削領域2cに位置付けられるとともに、搬入・搬出領域2aにおいて研削前のウエーハを吸引保持したチャックテーブル4cが粗研削領域2bに位置付けられる。そして、チャックテーブル4bが搬入・搬出領域2aに位置付けられる。上述したようにターンテーブル3が回動し仕上げ研削領域2cに位置付けられたチャックテーブル4dに保持されている粗研削加工されたウエーハに対しては仕上げ研削ユニット50によって仕上げ研削加工が施されるとともに、粗研削領域2bに位置付けられたチャックテーブル4cに保持されているウエーハに対しては粗研削ユニット5によって粗研削加工が実施される。
また、研磨領域2dに位置付けられたチャックテーブル4aに保持されている仕上げ研削加工されたウエーハ10に対しては、図示しない研磨手段によって予め設定された研磨加工が施される。例えば、アルカリ研磨液を用いたケミカルメカニカルポリッシング(CMP)を実施する。このようにして研磨加工を実施したならば、被研削面洗浄手段17を作動して噴射ノズル171から純水を研磨加工されたウエーハ10の加工面に噴射して、加工面を洗浄する。
以上のようにして最初に搬入・搬出領域2aに位置付けられ研削前のウエーハを保持したチャックテーブル4aが粗研削領域2bと仕上げ研削領域2cおよび研磨領域2dに順次位置付けられ、各領域でそれぞれの加工が施されたならば、上記ターンテーブル3を図1において矢印Aで示す所定方向と反対方向に図示の実施形態においては270度回動する。この結果、ターンテーブル3は図1に示す原点位置に戻され、上述したように研磨領域2dにおいて研磨加工されたウエーハを保持しているチャックテーブル4aが搬入・搬出領域2aに位置付けられる。そして、上述したように搬入搬出領域2aで研削前のウエーハ10を保持したチャックテーブル4bが粗研削領域2bに、粗研削領域2bで粗研削加工されたウエーハ10を保持したチャックテーブル4cが仕上げ研削領域2cに、仕上げ研削領域2cで仕上げ研削加工されたウエーハ10を保持したチャックテーブル4dが研磨領域2dにそれぞれ位置付けられる。上述したように粗研削領域2bと仕上げ研削領域2cおよび研磨領域2dにそれぞれ位置付けられたチャックテーブルに保持されたウエーハには、それぞれ上述した粗研削加工、仕上げ研削加工、研磨加工が施される。
粗研削加工、仕上げ研削加工、研磨加工が実施されたウエーハ10を保持したチャックテーブル4aが搬入・搬出領域2aに戻ったならば、チャックテーブル4aによるウエーハ10の吸着保持を解除する。次に、上記ウエーハ搬出手段12を作動してチャックテーブル4a上の研削後のウエーハ10を吸着パッド121に保持してチャックテーブル4a上から搬出し、保護膜除去手段15の洗浄プール151に搬送して研削後のウエーハ10の表面である支持面に形成された保護膜210を洗浄プール151内に収容された硫酸と過酸化水素水からなる洗浄液に水没させ、洗浄スポンジ152に接触させる。次に洗浄スポンジ152を回転せしめることにより、硫酸と過酸化水素水からなる洗浄液によって溶解された保護膜210を除去することができる(保護膜除去工程)。
上述した保護膜除去工程を実施したならば、ウエーハ搬出手段12は保護膜210が除去された研削後のウエーハ10をスピンナー洗浄手段81に搬送する。この搬送過程において支持面洗浄手段16を作動し、噴射ノズル161から通過する研削後のウエーハ10の表面aである支持面(下面)に向けて純水を噴射せしめる。この結果、上記保護膜除去工程において保護膜210が除去された研削後のウエーハ10の表面aである支持面(下面)が洗浄される。このようにして支持面(下面)が洗浄された研削後のウエーハ10は、スピンナー洗浄手段81に搬送される。
スピンナー洗浄手段81に搬送された加工後のウエーハ10は、ここで洗浄およびスピンナー乾燥される。このようにして洗浄および乾燥された研削後のウエーハ10は、上記ウエーハ搬送手段9によって上記第2のカセット62の所定位置に搬入される。
以上のように本発明においては、ウエーハの被研削面と反対側の支持面に液状樹脂を被覆して固化させることにより保護膜210を形成し、この保護膜210を研削工程を実施した後に溶解して除去するので、従来の保護テープのように剥離する必要がないため、研削され薄くなったウエーハが保護テープを剥離する際に損傷するという問題を未然に防止することができる。また、ウエーハの被研削面と反対側の支持面に形成された保護膜210は上記のように研削工程を実施した後に溶解して除去されるので、研削工程において保護膜210に付着した研削屑も除去されるため、洗浄後のウエーハを収納するカセットを汚染することはないとともに後工程において汚染源となることもない。
なお、上述した実施形態においては研削装置にウエーハの被研削面と反対側の支持面に保護膜を形成する保護膜形成工程を実施する保護膜形成手段18を装備した例を示したが、保護膜形成工程は研削装置に装備されていない保護膜形成装置によって実施してもよい。この場合、保護膜形成装置によって被研削面と反対側の支持面に保護膜が形成されたウエーハを第1のカセット61に収容する。
2:装置ハウジング
3:ターンテーブル
4a、4b、4c、4d:チャックテーブル
5:粗研削ユニット
50:仕上げ研削ユニット
51:ユニットハウジング
52:粗研削ホイール
520:仕上げ用の研削ホイール
53:サーボモータ
56:研削送り手段
61:第1のカセット
62:第2のカセット
71:中心合わせ手段
81:スピンナー洗浄手段
9:ウエーハ搬送手段
11:ウエーハ搬入手段
12:ウエーハ搬出手段
15:保護膜除去手段
16:支持面洗浄手段
17:被研削面洗浄手段
18:保護膜形成手段
3:ターンテーブル
4a、4b、4c、4d:チャックテーブル
5:粗研削ユニット
50:仕上げ研削ユニット
51:ユニットハウジング
52:粗研削ホイール
520:仕上げ用の研削ホイール
53:サーボモータ
56:研削送り手段
61:第1のカセット
62:第2のカセット
71:中心合わせ手段
81:スピンナー洗浄手段
9:ウエーハ搬送手段
11:ウエーハ搬入手段
12:ウエーハ搬出手段
15:保護膜除去手段
16:支持面洗浄手段
17:被研削面洗浄手段
18:保護膜形成手段
Claims (3)
- チャックテーブルに保持されたウエーハの被研削面を研削手段によって研削するウエーハの研削方法であって、
ウエーハの被研削面と反対側の支持面に液状樹脂を被覆して固化させ該支持面に保護膜を形成する保護膜形成工程と、
ウエーハの該保護膜側をチャックテーブルに保持し、ウエーハの被研削面を研削手段によって研削する研削工程と、
該研削工程によって被研削面が研削されたウエーハの支持面に形成された保護膜を溶剤によって溶解除去する保護膜除去工程と、を含む、
ことを特徴とするウエーハの研削方法。 - 被加工物を保持する保持面を有するチャックテーブルと、該チャックテーブルに保持された被加工物を研削する研削手段とを具備し、被研削面と反対側の支持面に樹脂による保護膜が形成された被加工物の該保護膜側を該チャックテーブルに保持し、被加工物の被研削面を該研削手段によって研削する研削装置において、
研削後の被加工物の支持面に形成された該保護膜を溶剤によって除去する保護膜除去手段を備えている、
ことを特徴とする研削装置。 - 研削装置は、被加工物の被研削面と反対側の支持面に液状樹脂を被覆して固化させ該支持面に保護膜を形成する保護膜形成手段を備えている、請求項2記載の研削装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009143639A JP2011003611A (ja) | 2009-06-16 | 2009-06-16 | ウエーハの研削方法および研削装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009143639A JP2011003611A (ja) | 2009-06-16 | 2009-06-16 | ウエーハの研削方法および研削装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2011003611A true JP2011003611A (ja) | 2011-01-06 |
Family
ID=43561370
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009143639A Pending JP2011003611A (ja) | 2009-06-16 | 2009-06-16 | ウエーハの研削方法および研削装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2011003611A (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012151275A (ja) * | 2011-01-19 | 2012-08-09 | Disco Abrasive Syst Ltd | 樹脂剥がし装置および研削加工装置 |
| JP2013069886A (ja) * | 2011-09-22 | 2013-04-18 | Disco Abrasive Syst Ltd | ウエーハの研削方法および保護膜形成装置 |
| JP2013086244A (ja) * | 2011-10-21 | 2013-05-13 | Disco Corp | 研削装置 |
| JP2014079859A (ja) * | 2012-10-17 | 2014-05-08 | Disco Abrasive Syst Ltd | 研削装置 |
| KR20190080735A (ko) * | 2017-12-28 | 2019-07-08 | 가부시기가이샤 디스코 | 피가공물의 가공 방법 및 가공 장치 |
| JP2019216154A (ja) * | 2018-06-12 | 2019-12-19 | 株式会社ディスコ | ウェーハの加工方法 |
| KR20220164420A (ko) | 2021-06-04 | 2022-12-13 | 가부시기가이샤 디스코 | 반송 기구 및 반송 기구의 설정 방법 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01236632A (ja) * | 1987-11-10 | 1989-09-21 | Nippon Zeon Co Ltd | 電子部品保護用材料と該材料を用いた半導体装置の製造方法 |
| JPH10209089A (ja) * | 1997-01-17 | 1998-08-07 | Disco Abrasive Syst Ltd | 半導体ウェーハの研磨方法 |
| JP2003094295A (ja) * | 2001-09-27 | 2003-04-03 | Sony Corp | 半導体ウエーハ研削方法、半導体ウエーハおよび半導体ウエーハの表面保護材料 |
| JP2008060255A (ja) * | 2006-08-30 | 2008-03-13 | Teoss Corp | 半導体ウエーハの加工方法 |
-
2009
- 2009-06-16 JP JP2009143639A patent/JP2011003611A/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01236632A (ja) * | 1987-11-10 | 1989-09-21 | Nippon Zeon Co Ltd | 電子部品保護用材料と該材料を用いた半導体装置の製造方法 |
| JPH10209089A (ja) * | 1997-01-17 | 1998-08-07 | Disco Abrasive Syst Ltd | 半導体ウェーハの研磨方法 |
| JP2003094295A (ja) * | 2001-09-27 | 2003-04-03 | Sony Corp | 半導体ウエーハ研削方法、半導体ウエーハおよび半導体ウエーハの表面保護材料 |
| JP2008060255A (ja) * | 2006-08-30 | 2008-03-13 | Teoss Corp | 半導体ウエーハの加工方法 |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012151275A (ja) * | 2011-01-19 | 2012-08-09 | Disco Abrasive Syst Ltd | 樹脂剥がし装置および研削加工装置 |
| JP2013069886A (ja) * | 2011-09-22 | 2013-04-18 | Disco Abrasive Syst Ltd | ウエーハの研削方法および保護膜形成装置 |
| JP2013086244A (ja) * | 2011-10-21 | 2013-05-13 | Disco Corp | 研削装置 |
| JP2014079859A (ja) * | 2012-10-17 | 2014-05-08 | Disco Abrasive Syst Ltd | 研削装置 |
| KR20190080735A (ko) * | 2017-12-28 | 2019-07-08 | 가부시기가이샤 디스코 | 피가공물의 가공 방법 및 가공 장치 |
| JP2019121630A (ja) * | 2017-12-28 | 2019-07-22 | 株式会社ディスコ | 被加工物の加工方法および加工装置 |
| JP7115850B2 (ja) | 2017-12-28 | 2022-08-09 | 株式会社ディスコ | 被加工物の加工方法および加工装置 |
| KR102605419B1 (ko) * | 2017-12-28 | 2023-11-22 | 가부시기가이샤 디스코 | 피가공물의 가공 방법 및 가공 장치 |
| JP2019216154A (ja) * | 2018-06-12 | 2019-12-19 | 株式会社ディスコ | ウェーハの加工方法 |
| KR20220164420A (ko) | 2021-06-04 | 2022-12-13 | 가부시기가이샤 디스코 | 반송 기구 및 반송 기구의 설정 방법 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4790322B2 (ja) | 加工装置および加工方法 | |
| JP6208498B2 (ja) | 研磨パッドおよびウエーハの加工方法 | |
| JP2011003611A (ja) | ウエーハの研削方法および研削装置 | |
| JP5669518B2 (ja) | ウエーハ搬送機構 | |
| JP5731158B2 (ja) | 加工装置 | |
| JP2008290201A (ja) | ウェーハの研削加工方法 | |
| JP2018086692A (ja) | 研削装置 | |
| JP7002874B2 (ja) | 基板処理システム | |
| JP2011054808A (ja) | ウエーハの加工方法及び該加工方法により加工されたウエーハ | |
| JP2009094247A (ja) | ウェーハの洗浄装置および研削装置 | |
| JP2008036744A (ja) | 研磨装置 | |
| JP5345457B2 (ja) | 研削装置 | |
| JP6925715B2 (ja) | 加工装置 | |
| JP2009113145A (ja) | 研磨装置のチャックテーブル機構 | |
| JP5350127B2 (ja) | 被加工物の研削方法 | |
| JP6074154B2 (ja) | 加工装置 | |
| JP6044976B2 (ja) | ウェーハの加工方法 | |
| JP2011066198A (ja) | 研削加工装置 | |
| JP2011040603A (ja) | ウエーハの加工方法および研削装置 | |
| TWI811489B (zh) | 晶圓製造裝置 | |
| JP4295469B2 (ja) | 研磨方法 | |
| JP2022157038A (ja) | 加工装置 | |
| JP2002307286A (ja) | 研削装置 | |
| JP2009054708A (ja) | 面取り機能つき洗浄装置 | |
| JP6166556B2 (ja) | 研削方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120514 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130730 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130926 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20140304 |