JP2010099952A - シート類包装体ヒートシール装置 - Google Patents
シート類包装体ヒートシール装置 Download PDFInfo
- Publication number
- JP2010099952A JP2010099952A JP2008274037A JP2008274037A JP2010099952A JP 2010099952 A JP2010099952 A JP 2010099952A JP 2008274037 A JP2008274037 A JP 2008274037A JP 2008274037 A JP2008274037 A JP 2008274037A JP 2010099952 A JP2010099952 A JP 2010099952A
- Authority
- JP
- Japan
- Prior art keywords
- heat seal
- sheet
- heat
- packaging body
- attached
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 230000007246 mechanism Effects 0.000 claims abstract description 143
- 238000007789 sealing Methods 0.000 claims abstract description 43
- 238000004806 packaging method and process Methods 0.000 claims description 32
- 230000008878 coupling Effects 0.000 claims description 27
- 238000010168 coupling process Methods 0.000 claims description 27
- 238000005859 coupling reaction Methods 0.000 claims description 27
- 230000009977 dual effect Effects 0.000 claims description 7
- 238000010438 heat treatment Methods 0.000 claims description 7
- 229910001220 stainless steel Inorganic materials 0.000 claims description 4
- 239000010935 stainless steel Substances 0.000 claims description 4
- 238000004519 manufacturing process Methods 0.000 abstract description 11
- 230000002542 deteriorative effect Effects 0.000 abstract 1
- 238000000034 method Methods 0.000 description 9
- 238000005304 joining Methods 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 230000002093 peripheral effect Effects 0.000 description 4
- 239000000725 suspension Substances 0.000 description 3
- -1 polyethylene Polymers 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 239000004952 Polyamide Substances 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 239000002537 cosmetic Substances 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 238000005470 impregnation Methods 0.000 description 1
- NJPPVKZQTLUDBO-UHFFFAOYSA-N novaluron Chemical compound C1=C(Cl)C(OC(F)(F)C(OC(F)(F)F)F)=CC=C1NC(=O)NC(=O)C1=C(F)C=CC=C1F NJPPVKZQTLUDBO-UHFFFAOYSA-N 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/84—Specific machine types or machines suitable for specific applications
- B29C66/843—Machines for making separate joints at the same time in different planes; Machines for making separate joints at the same time mounted in parallel or in series
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/112—Single lapped joints
- B29C66/1122—Single lap to lap joints, i.e. overlap joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/47—Joining single elements to sheets, plates or other substantially flat surfaces
- B29C66/474—Joining single elements to sheets, plates or other substantially flat surfaces said single elements being substantially non-flat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/816—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the mounting of the pressing elements, e.g. of the welding jaws or clamps
- B29C66/8167—Quick change joining tools or surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/82—Pressure application arrangements, e.g. transmission or actuating mechanisms for joining tools or clamps
- B29C66/824—Actuating mechanisms
- B29C66/8242—Pneumatic or hydraulic drives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/82—Pressure application arrangements, e.g. transmission or actuating mechanisms for joining tools or clamps
- B29C66/824—Actuating mechanisms
- B29C66/8244—Actuating mechanisms magnetically driven
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/83—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools
- B29C66/832—Reciprocating joining or pressing tools
- B29C66/8322—Joining or pressing tools reciprocating along one axis
- B29C66/83221—Joining or pressing tools reciprocating along one axis cooperating reciprocating tools, each tool reciprocating along one axis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/84—Specific machine types or machines suitable for specific applications
- B29C66/841—Machines or tools adaptable for making articles of different dimensions or shapes or for making joints of different dimensions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/84—Specific machine types or machines suitable for specific applications
- B29C66/849—Packaging machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/04—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for severing webs, or for separating joined packages
- B65B61/06—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for severing webs, or for separating joined packages by cutting
- B65B61/065—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for severing webs, or for separating joined packages by cutting by punching out
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/18—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for making package-opening or unpacking elements
- B65B61/186—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for making package-opening or unpacking elements by applying or incorporating rigid fittings, e.g. discharge spouts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/06—Enclosing successive articles, or quantities of material, in a longitudinally-folded web, or in a web folded into a tube about the articles or quantities of material placed upon it
- B65B9/067—Enclosing successive articles, or quantities of material, in a longitudinally-folded web, or in a web folded into a tube about the articles or quantities of material placed upon it the web advancing continuously
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D83/00—Containers or packages with special means for dispensing contents
- B65D83/08—Containers or packages with special means for dispensing contents for dispensing thin flat articles in succession
- B65D83/0805—Containers or packages with special means for dispensing contents for dispensing thin flat articles in succession through an aperture in a wall
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2793/00—Shaping techniques involving a cutting or machining operation
- B29C2793/0009—Cutting out
- B29C2793/0018—Cutting out for making a hole
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2793/00—Shaping techniques involving a cutting or machining operation
- B29C2793/0081—Shaping techniques involving a cutting or machining operation before shaping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C53/00—Shaping by bending, folding, twisting, straightening or flattening; Apparatus therefor
- B29C53/36—Bending and joining, e.g. for making hollow articles
- B29C53/38—Bending and joining, e.g. for making hollow articles by bending sheets or strips at right angles to the longitudinal axis of the article being formed and joining the edges
- B29C53/48—Bending and joining, e.g. for making hollow articles by bending sheets or strips at right angles to the longitudinal axis of the article being formed and joining the edges for articles of indefinite length, i.e. bending a strip progressively
- B29C53/50—Bending and joining, e.g. for making hollow articles by bending sheets or strips at right angles to the longitudinal axis of the article being formed and joining the edges for articles of indefinite length, i.e. bending a strip progressively using internal forming surfaces, e.g. mandrels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/74—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by welding and severing, or by joining and severing, the severing being performed in the area to be joined, next to the area to be joined, in the joint area or next to the joint area
- B29C65/743—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by welding and severing, or by joining and severing, the severing being performed in the area to be joined, next to the area to be joined, in the joint area or next to the joint area using the same tool for both joining and severing, said tool being monobloc or formed by several parts mounted together and forming a monobloc
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/20—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines
- B29C66/24—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines said joint lines being closed or non-straight
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/41—Joining substantially flat articles ; Making flat seams in tubular or hollow articles
- B29C66/43—Joining a relatively small portion of the surface of said articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/41—Joining substantially flat articles ; Making flat seams in tubular or hollow articles
- B29C66/43—Joining a relatively small portion of the surface of said articles
- B29C66/431—Joining the articles to themselves
- B29C66/4312—Joining the articles to themselves for making flat seams in tubular or hollow articles, e.g. transversal seams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/41—Joining substantially flat articles ; Making flat seams in tubular or hollow articles
- B29C66/43—Joining a relatively small portion of the surface of said articles
- B29C66/432—Joining a relatively small portion of the surface of said articles for making tubular articles or closed loops, e.g. by joining several sheets ; for making hollow articles or hollow preforms
- B29C66/4322—Joining a relatively small portion of the surface of said articles for making tubular articles or closed loops, e.g. by joining several sheets ; for making hollow articles or hollow preforms by joining a single sheet to itself
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/71—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the composition of the plastics material of the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/84—Specific machine types or machines suitable for specific applications
- B29C66/843—Machines for making separate joints at the same time in different planes; Machines for making separate joints at the same time mounted in parallel or in series
- B29C66/8432—Machines for making separate joints at the same time mounted in parallel or in series
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
- B29K2023/04—Polymers of ethylene
- B29K2023/06—PE, i.e. polyethylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
- B29K2023/10—Polymers of propylene
- B29K2023/12—PP, i.e. polypropylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2067/00—Use of polyesters or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2077/00—Use of PA, i.e. polyamides, e.g. polyesteramides or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/712—Containers; Packaging elements or accessories, Packages
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/74—Auxiliary operations
- B31B50/81—Forming or attaching accessories, e.g. opening devices, closures or tear strings
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- Package Closures (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
- Making Paper Articles (AREA)
Abstract
【解決手段】本発明のシート類包装体ヒートシール装置は、前記ヒートシール機構が前記製袋用フィルムの進行方向に対して垂直の位置に平行に併設された複数個の前記ヒートシール機構からなる2連ヒートシール機構からなり、前記連結機構が該2連ヒートシール機構の加圧ヒートシール部を支持する前記枠体部の底板の下方両端に、一対のレール上を摺動するレール摺動部材と、その中間に前記駆動源に連結する結合部材と、その結合部材に前記2連ヒートシール機構の間隔を調整する間隔調整部材からなり、前記駆動機構が該駆動源を該結合部材に固定された可動子とその側壁に固定された固定子のリニアモータからなることを特徴とする。
【選択図】図3
Description
図6及び7を参照して、前記ウエットティッシュ包装体の構造を説明する。
符号1は袋体、2は蓋ユニット部品であり、この蓋ユニット部品2を備えた袋体1の内部に、図7に示すようにウエットティッシュ積層体3が収納されている。
蓋ユニット部品2は、袋体1の上面に設けた開口部4に対して袋体上面に取付けられており、上記部品2における基板の周辺部6aの上面と開口部4の周縁部4aの下面とが相互に当接する当接部を、ヒートシール等の接合手段により接合することにより、該部品2は開口部4に対して該袋体1の上面に固着されている。
上記ウエットティッシュ包装体の製造工程として、図8に示すように、A〜Fの工程によりウエットティッシュ包装体を得る工程が知られている(特許文献1の図13参照)。その製造工程はA工程で気密性フィルム素材からなる製袋用フィルム26を、袋体の内面となる側が表側となるようにして供給装置により連続的に送り出し、B工程で打ち抜き装置27により、フィルムに適当な大きさの穴を打ち抜き、開口部4を形成し、C工程で蓋ユニット部品2を供給して、該部品2をフィルムの開口部形成面上に載せ、仮止めする。そして、D工程でフィルム26の裏側よりヒートシール装置28を作用させ、開口部4の周縁部にヒートシール装置28の加熱板を押し当て、フィルム26と蓋ユニット部品2とをヒートシールにより接合一体化する。
また、今日、シート類包装体の種類、サイズ等の多様なニーズが増えており、その多用な種類、サイズのニーズに応じて製造できるヒートシール装置は知られていない。
それ故、本発明は精度の低下を生じることなく、如何なる種類、サイズに対しても効率良く生産できるヒートシール装置を提供することを課題とする。
同様に、請求項2に係る発明のシート類包装体ヒートシール装置は、前記加圧ヒートシール部が前記蓋ユニット部品を加圧する加圧部と製袋用フィルムを加熱して該蓋ユニット部品を一体化するヒートシール部からなり、前記枠体部が天板、底板及び支柱からなることを特徴とする。
請求項3に係る発明のシート類包装体ヒートシール装置は、前記加圧部が加圧用油圧アクチュエータのシリンダーロッドに取り付けられ、前記ヒートシール部がヒートシール用油圧アクチュエータのシリンダーロッドに取り付けられ、前記天板及び底板が長方形状であることを特徴とする。
請求項4に係る発明のシート類包装体ヒートシール装置は、前記ヒートシール部がヒートシール部材とヒートシール板からなることを特徴とする。
請求項5に係る発明のシート類包装体ヒートシール装置は、前記ヒートシール部のヒートシール板が取り替え可能であることを特徴とする。
請求項6に係る発明のシート類包装体ヒートシール装置は、前記結合部材が前記前列ヒートシール機構の枠体部の底板の中央部に固定され、該結合部材の下端部に前記可動子が結合されていることを特徴とする。
請求項7に係る発明のシート類包装体ヒートシール装置は、前記レールが前記シート類包装体ヒートシール装置のベースの左右端に備えられたレール架台の上に設置され、前記レール摺動部材が該レールに嵌合するレール溝を備えることを特徴とする。
請求項8に係る発明のシート類包装体ヒートシール装置は、前記前列ヒートシール機構の枠体部の底板の左端の中央部、及び、後列のヒートシール機構の枠体部の底板の中央部に装着した装着部材に前記2連のヒートシール機構の間隔を調整する間隔調整部材を取り付けたことを特徴とする。
請求項9に係る発明のシート類包装体ヒートシール装置は、前記間隔調整部材が操作ハンドル付きボールねじからなることを特徴とする。
請求項10に係る発明のシート類包装体ヒートシール装置は、前記操作ハンドル付きボールねじの操作ハンドルが、前記後列の底板の中央部に装着した装着部材に取り付けられ、前記操作ハンドル付きボールねじのねじ部が、前記前列の底板の左端の中央部に装着した装着部材に取り付けられたことを特徴とする。
請求項11に係る発明のシート類包装体ヒートシール装置は、前記後列及び前列の装着部材が前記底板に吊り下げられた状態で取り付けられていることを特徴とする。
請求項12に係る発明のシート類包装体ヒートシール装置は、前記2連ヒートシール機構の間隔が前記操作ハンドルの操作により調節できることを特徴とする。
請求項13に係る発明のシート類包装体ヒートシール装置は、前記駆動機構の固定子が、前記シート類包装体ヒートシール装置のベースの中央部に、可動子を挟むようにベース上に立設された固定子固定部材の内壁に等間隔で取り付けられていることを特徴とする。
請求項14に係る発明のシート類包装体ヒートシール装置は、前記駆動機構の可動子が、前記両固定子の間に前記結合部材に吊り下げられた状態で結合されていることを特徴とする。
請求項15に係る発明のシート類包装体ヒートシール装置は、前記可動子がその上部に断面コの字状のカバーが固定され、該カバーが前記可動子及び固定子固定部材を覆うように設置されていることを特徴とする。
請求項16に係る発明のシート類包装体ヒートシール装置は、前記2連ヒートシール機構が、前記リニアモータの可動子の往復動により、該可動子に連結する結合部材を介して往復動することを特徴とする。
請求項17に係る発明のシート類包装体ヒートシール装置は、前記連結機構のレール摺動部材が前記連結機構のレール上を摺動しながら往復動することを特徴とする。
請求項18に係る発明のシート類包装体ヒートシール装置は、前記製袋用フィルムが中央に空間を有するフィルム搬送パネル上を走行することを特徴とする。
請求項19に係る発明のシート類包装体ヒートシール装置は、前記フィルム搬送パネルがローレット加工されたステンレスからなることを特徴とする。
また、シート類包装体ヒートシール装置は、2連ヒートシール機構の間隔を調整する間隔調整部材を有すること、そして、ヒートシール板が取り替え可能であることで、2連ヒートシール機構の間隔を調整すると共に、シート類包装体の種類、サイズに合ったヒートシール板を用いることができるので、多様化するシート類包装体の種類、サイズに応じた生産ができる。
符号31はフィルム搬送パネルで、該フィルム搬送パネル31は、図1では格子状の模様で示されているが、フィルムの走行方向に向かって中央が山状に盛り上がった楕円形ないし紡錘形の形状にローレット加工されたステンレスからなり、架台を介して固定されており、その上を製袋用フィルム30(図示せず)が蓋ユニット部品を載置した状態で巻き取られながら移動する。製袋用フィルム30が搬送パネル31上を移動しても、フィルム搬送パネル31がローレット加工されたステンレスを用いているので、摩擦抵抗による静電気の発生が防止されており、移動が容易に行えるようになっている。
符号38は前列ヒートシール機構110に対して後列ヒートシール機構110を前後に移動させて両者の間隔を調整する間隔調整部材を示し、符号38−2はボールねじを示し、符号38−1はその操作ハンドルを示す。前記間隔調整部材38の説明は図3を説明する際に詳説する。
符号43は前記ヒートシール機構110及び駆動機構120と制御装置(図示せず)との間を連結する各種のケーブルを収納するケーブル収納部を示し、ケーブルの絡み合うのを防止すると共に破断するのを防止している。
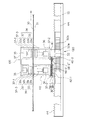
最初に駆動機構120を説明する。駆動機構120は、コアとコイルの可動子50a及びマグネットトラックの固定子50b、50bから構成される駆動源であるリニアモータ、該リニアモータを保護する断面コの字状のカバー52、固定子50b、50bを取り付けて固定する固定子固定部材51、51から構成されている。前記固定子50b、50bを取り付けて固定する固定子固定部材51、51は、ベース55の中央部に可動子50aを挟むようにベース55上に立設されている。
図3に示すように、前記固定子固定部材51、51の内壁に固定子50b、50bが等間隔で取り付けられていて、前記可動子50aが両固定子50b、50bの間に結合部材41に吊り下げられた状態で結合されており、該可動子50aの上部には断面コの字状のカバー52が固定され、該カバー52は可動子50a、固定子50b、50b及び固定子固定部材51、51を覆うように設置されている。
最初に加圧部32を説明する。この加圧部32は、前記枠体部37の天板37−1に固定された加圧用油圧アクチュエータ35のシリンダーロッドに取り付けられた板状の加圧部材32aと、その中央凸部に固定して取り付けられた加圧板32bからなり、その両端部には支柱60に摺動可能なように上の外筒62に固定されている。前記ヒートシール部33はヒートシール部材33aとヒートシール板33bからなり、図示のように該ヒートシール部材33aの中央凸部に、ヒートシール板33bが固定して取り付けられている。
図2の背面方向に移動する製袋用フィルム30上の蓋ユニット部品2が前記2連ヒートシール機構110、110のヒートシール板33bと加圧板32bが置かれた位置で、前記加圧板32bを下動させる加圧用油圧アクチュエータ35、及び、ヒートシール板33bを上動させるヒートシール用油圧アクチュエータ36が作動して、該ヒートシール板33bと加圧板32bの間に製袋用フィルム30と蓋ユニット部品2を押し当てながら加熱することにより両者を接合一体化して、その後に前記加圧板32bが上動すると共に、ヒートシール板33bが下動する。
連結機構130は、前記底板37−2にレール摺動部材40、40を取り付けるベース39、39と、レール溝が設けられたレール摺動部材40と、そのレール溝に摺動可能に嵌合しているレール53、53と、そのレールを載置するレール架台54、54と、前列ヒートシール機構110とリニアモータ50の可動子50aを結合する結合部材41と、ボールねじ38のハンドル38−1を装着するハンドル装着部材42−1と該ボールねじ38のナット38−2″を装着するナット装着部材42−2からなる装着部材42と、ボールねじ38とから構成されている。前記連結機構130はヒートシール機構110と駆動機構120を連結すると共に、レール53、53を介して摺動可能にヒートシール機構110を支持している。前記レール53、53は前記底板37−2の横幅の約四分の一の位置に取り付けられている。前記ハンドル装着部材42−1及びナット装着部材42−2は、図3に示すように枠体部37の底板37−2に吊り下げられた状態で取り付けられている。
前記レール摺動部材40は、その下方中央に前記レール53に嵌合する形状のレール溝が設けられていて、このレール溝は前記2連のヒートシール機構110、110がリニアモータ50の駆動によりレール53、53上を摺動しても、脱線しないように構成されている。
この様に連結機構130の結合部材41は、駆動機構120にヒートシール機構110を結合し、連結機構130のレール53、53とレール摺動部材40、40は、駆動機構120のリニアモータ50の駆動による往復運動ができるようにヒートシール機構110と摺動させると共に脱線しないように支持している。
図2を説明する際に示したように、加圧部32は、前記枠体部37の天板37−1に固定された加圧用油圧アクチュエータ35のシリンダーロッドに取り付けられた板状の加圧部材32aと、その中央凸部に固定して取り付けられ加圧板32bからなり、ヒートシール部33は、ヒートシール用油圧アクチュエータ36のシリンダーロッドに取り付けられたヒートシール部材33aと、その中央凸部に固定して取り付けられヒートシール板33bからなっている。
前記両機構はその間隔が50〜100mmの範囲で設置されており、シート類包装体の種類、サイズに応じてその間隔を調整することができる。
符号44はリニアモータ50及び固定子固定部材51,51を保護するための蛇腹状のカバーであり、前記断面コの字状のカバー52の両端部が該蛇腹状のカバー44、44の端部と固定されている。
前記2連ヒートシール機構110、110を駆動する駆動源であるリニアモータ50は、コアとコイルの可動子50a及びマグネットトラックの固定子50b、50bから構成されていることは既述した通りである。前記可動子50aのコイルに所定の電流を流すことで可動子50aが前後動するので、その動力が前記結合部材41を介して前列のヒートシール機構110に伝わることで、前記2連ヒートシール機構110、110が前後動することになる。
加圧部材32aは中央の幅が大きく両端に向かって幅が小さい平板状部材であり、加圧板32bが載置される位置には凸状部が形成されており、その凸状部に平板状の加圧板32bが固定されている。
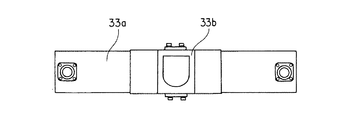
図5はヒートシール部33のヒートシール部材33a及びヒートシール板33bを上から見た平面図である。ヒートシール部33はヒートシール部材33aとヒートシール板33bからなり、図示のように該ヒートシール部材33aの中央凸部に、ヒートシール板33bが取り替えできるようにボルト・ナットで取り付けられている。ヒートシール板33bの形状は蓋ユニット部品2の形状と同じである。
生産ラインで取り扱うシート類包装体の種類、サイズが変更された場合、その種類、サイズに応じて上記したようにヒートシール機構を移動してその間隔を調整すると共に、ヒートシール板33bの形状を生産するシート類包装体の蓋ユニット部品2の形状に合わせるために、取り替える必要がある。
前記包装体ヒートシール装置が2連ヒートシール機構110、110を備えることで2倍、駆動源として回転モータをリニアモータ50に代えたことで0.5倍、合計2.5倍の生産効率が上げられることが判った。また、駆動源としてリニアモータ50を用いることで長期間連続操業を行っても精度の低下を防ぐことができる。
Claims (19)
- 製袋用フィルムに蓋ユニット部品を加圧してヒートシールするシート類包装体ヒートシール装置であって、
移動する製袋用フィルム上に載置された蓋ユニット部品を加圧してヒートシールする加圧ヒートシール部と、それを支持する枠体部とを有するヒートシール機構と、該ヒートシール機構を往復動させる駆動源であるリニアモータを有する駆動機構と、これら両者の機構を連結する連結機構とを備え、前記ヒートシール機構が前記製袋用フィルムの進行方向に対して垂直の位置に平行に併設された2個の前記ヒートシール機構からなる2連ヒートシール機構からなり、前記駆動機構のリニアモータが複数の対の固定子と、その間に備えられた可動子とからなり、前記連結機構が前記製袋用フィルムの進行方向の前列のヒートシール機構の枠体部と、前記駆動機構の可動子を結合する結合部材と、前記2連ヒートシール機構を摺動可能に支持するレール及びレール摺動部材とからなることを特徴とするシート類包装体ヒートシール装置。 - 前記加圧ヒートシール部が前記蓋ユニット部品を加圧する加圧部と製袋用フィルムを加熱して該蓋ユニット部品を一体化するヒートシール部からなり、前記枠体部が天板、底板及び支柱からなることを特徴とする請求項1に記載のシート類包装体ヒートシール装置。
- 前記加圧部が加圧用油圧アクチュエータのシリンダーロッドに取り付けられ、前記ヒートシール部がヒートシール用油圧アクチュエータのシリンダーロッドに取り付けられ、前記天板及び底板が長方形状であることを特徴とする請求項2に記載のシート類包装体ヒートシール装置。
- 前記ヒートシール部がヒートシール部材とヒートシール板からなることを特徴とする請求項3に記載のシート類包装体ヒートシール装置。
- 前記ヒートシール部のヒートシール板が取り替え可能であることを特徴とする請求項4に記載のシート類包装体ヒートシール装置。
- 前記結合部材が前記前列ヒートシール機構の枠体部の底板の中央部に固定され、該結合部材の下端部に前記可動子が結合されていることを特徴とする請求項1に記載のシート類包装体ヒートシール装置。
- 前記レールが前記シート類包装体ヒートシール装置のベースの左右端に備えられたレール架台の上に設置され、前記レール摺動部材が該レールに嵌合するレール溝を備えることを特徴とする請求項6に記載のシート類包装体ヒートシール装置。
- 前記前列ヒートシール機構の枠体部の底板の左端の中央部、及び、後列のヒートシール機構の枠体部の底板の中央部に装着した装着部材に前記2連のヒートシール機構の間隔を調整する間隔調整部材を取り付けたことを特徴とする請求項7に記載のシート類包装体ヒートシール装置。
- 前記間隔調整部材が操作ハンドル付きボールねじからなることを特徴とする請求項8に記載のシート類包装体ヒートシール装置。
- 前記操作ハンドル付きボールねじの操作ハンドルが、前記後列の底板の中央部に装着した装着部材に取り付けられ、前記操作ハンドル付きボールねじのねじ部が、前記前列の底板の左端の中央部に装着した装着部材に取り付けられたことを特徴とする請求項9に記載のシート類包装体ヒートシール装置。
- 前記後列及び前列の装着部材が前記底板に吊り下げられた状態で取り付けられていることを特徴とする請求項10に記載のシート類包装体ヒートシール装置。
- 前記2連ヒートシール機構の間隔が前記操作ハンドルの操作により調節できることを特徴とする請求項11に記載のシート類包装体ヒートシール装置。
- 前記駆動機構の固定子が、前記シート類包装体ヒートシール装置のベースの中央部に、可動子を挟むようにベース上に立設された固定子固定部材の内壁に等間隔で取り付けられていることを特徴とする請求項1に記載のシート類包装体ヒートシール装置。
- 前記駆動機構の可動子が、前記両固定子の間に前記結合部材に吊り下げられた状態で結合されていることを特徴とする請求項13に記載のシート類包装体ヒートシール装置。
- 前記可動子がその上部に断面コの字状のカバーが固定され、該カバーが前記可動子及び固定子固定部材を覆うように設置されていることを特徴とする請求項14に記載のシート類包装体ヒートシール装置。
- 前記2連ヒートシール機構が、前記リニアモータの可動子の往復動により、該可動子に連結する結合部材を介して往復動することを特徴とする請求項11に記載のシート類包装体ヒートシール装置。
- 前記連結機構のレール摺動部材が前記連結機構のレール上を摺動しながら往復動することを特徴とする請求項16に記載のシート類包装体ヒートシール装置。
- 前記製袋用フィルムが中央に空間を有するフィルム搬送パネル上を走行することを特徴とする請求項1に記載のシート類包装体ヒートシール装置。
- 前記フィルム搬送パネルがローレット加工されたステンレスからなることを特徴とする請求項18に記載のシート類包装体ヒートシール装置。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008274037A JP5633038B2 (ja) | 2008-10-24 | 2008-10-24 | シート類包装体ヒートシール装置 |
| US12/604,804 US8146330B2 (en) | 2008-10-24 | 2009-10-23 | Heat-sealing device for sheet packages |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008274037A JP5633038B2 (ja) | 2008-10-24 | 2008-10-24 | シート類包装体ヒートシール装置 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014102548A Division JP5682018B2 (ja) | 2014-05-16 | 2014-05-16 | 蓋付き包装体製造装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010099952A true JP2010099952A (ja) | 2010-05-06 |
| JP5633038B2 JP5633038B2 (ja) | 2014-12-03 |
Family
ID=42116148
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008274037A Active JP5633038B2 (ja) | 2008-10-24 | 2008-10-24 | シート類包装体ヒートシール装置 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US8146330B2 (ja) |
| JP (1) | JP5633038B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103317771A (zh) * | 2013-06-19 | 2013-09-25 | 中山久力环保包装材料科技有限公司 | 封接机和采用该封接机来加工塑胶材料的加工方法 |
| JP2014177308A (ja) * | 2014-05-16 | 2014-09-25 | Kenji Nakamura | シート類包装体ヒートシール装置 |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20110129170A1 (en) * | 2009-11-27 | 2011-06-02 | Campbell Charles E | Flood Proof Container |
| CN103660377B (zh) * | 2013-11-27 | 2016-08-31 | 无锡鼎茂机械制造有限公司 | 方底袋贴边伺服烫刀机构 |
| CN105346781A (zh) * | 2015-11-24 | 2016-02-24 | 上海银京医用卫生材料有限公司 | 一种具有防护外罩的酒精擦片包装机 |
| USD808795S1 (en) * | 2017-03-07 | 2018-01-30 | Phase Change Energy Solutions, Inc. | Product transport container |
| CN108328006A (zh) * | 2018-03-09 | 2018-07-27 | 广州市易盈包装材料有限公司 | 一种恒温上下加热、结构特殊的热封机 |
| CN109264101A (zh) * | 2018-10-29 | 2019-01-25 | 余芳利 | 一种包装机的切刀传动装置及其调节方法 |
| CN114388994A (zh) * | 2022-03-23 | 2022-04-22 | 广东东博自动化设备有限公司 | 一种便于清洁维护的软包注液机 |
| CN117360896B (zh) * | 2023-12-08 | 2024-03-22 | 哈尔滨商业大学 | 一种食品包装袋封口装置及方法 |
Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61253406A (ja) * | 1985-05-02 | 1986-11-11 | Ikegami Tsushinki Co Ltd | 搬送ベルト上の物品の光学的検査装置 |
| JPS63193813A (ja) * | 1987-02-06 | 1988-08-11 | Otsuka Pharmaceut Factory Inc | 注出口を有する容器の成形用シ−ル金型 |
| JPH05104661A (ja) * | 1991-10-17 | 1993-04-27 | Q P Corp | フイルムの加熱シール装置 |
| JPH06329113A (ja) * | 1993-05-15 | 1994-11-29 | Kawashima Packaging Mach Ltd | 四方シール形偏平袋の横形製袋充填包装装置 |
| JPH0725180A (ja) * | 1993-07-14 | 1995-01-27 | Isel Kk | 熱溶着装置 |
| JPH08229068A (ja) * | 1995-02-28 | 1996-09-10 | Mitsubishi Heavy Ind Ltd | おむつ製造機のウイング折れ矯正装置 |
| JPH08318977A (ja) * | 1995-03-17 | 1996-12-03 | Yamada Chiyoe | ウエットティッシュ包装体及びその製造方法 |
| JPH09503970A (ja) * | 1994-05-17 | 1997-04-22 | セルパック・アーゲー | バックを製造するための方法並びに装置 |
| JP2003324888A (ja) * | 2002-05-07 | 2003-11-14 | Meidensha Corp | リニアモータ |
| JP2005039959A (ja) * | 2003-07-17 | 2005-02-10 | Yaskawa Electric Corp | 吸引力相殺形リニアモータ |
| JP2007022780A (ja) * | 2005-07-20 | 2007-02-01 | Ntn Corp | 振動式部品供給装置 |
| JP2007118974A (ja) * | 2005-10-26 | 2007-05-17 | Omori Mach Co Ltd | 熨斗紙貼着装置 |
| JP2007518606A (ja) * | 2004-01-23 | 2007-07-12 | スプリーム プラスティクス ホールディングス リミティド | 移動するフィルム材料へのジッパーの取付 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4185754A (en) * | 1976-03-19 | 1980-01-29 | Nice-Pak Products, Inc. | Collapsible recloseable dispenser packet with two part resealable closure |
| US5161350A (en) * | 1988-11-09 | 1992-11-10 | Kennak U.S.A. Inc. | Process and apparatus for manufacturing a dispenser-container |
| JP3195305B2 (ja) * | 1998-12-10 | 2001-08-06 | 憲司 中村 | シート状開閉蓋を有する包装体およびその製造方法 |
| TW534891B (en) * | 1999-02-17 | 2003-06-01 | Tetra Laval Holdings & Finance | Packing container and method of manufacturing the container |
| TW501918B (en) * | 1999-04-23 | 2002-09-11 | Toa Machine Industry Inc | Wet-sheet packing body manufacturing method |
| WO2003057591A2 (en) * | 2002-01-04 | 2003-07-17 | Scholle Corporation | Fitment and package for storing fluid-containing materials and methods for their production |
| DE102007022212B3 (de) * | 2007-05-11 | 2008-12-18 | Joachim Lachnitt | Verfahren und Vorrichtung zum Siegeln einer Aufreissfolie auf ein Verpackungselement |
-
2008
- 2008-10-24 JP JP2008274037A patent/JP5633038B2/ja active Active
-
2009
- 2009-10-23 US US12/604,804 patent/US8146330B2/en not_active Expired - Fee Related
Patent Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61253406A (ja) * | 1985-05-02 | 1986-11-11 | Ikegami Tsushinki Co Ltd | 搬送ベルト上の物品の光学的検査装置 |
| JPS63193813A (ja) * | 1987-02-06 | 1988-08-11 | Otsuka Pharmaceut Factory Inc | 注出口を有する容器の成形用シ−ル金型 |
| JPH05104661A (ja) * | 1991-10-17 | 1993-04-27 | Q P Corp | フイルムの加熱シール装置 |
| JPH06329113A (ja) * | 1993-05-15 | 1994-11-29 | Kawashima Packaging Mach Ltd | 四方シール形偏平袋の横形製袋充填包装装置 |
| JPH0725180A (ja) * | 1993-07-14 | 1995-01-27 | Isel Kk | 熱溶着装置 |
| JPH09503970A (ja) * | 1994-05-17 | 1997-04-22 | セルパック・アーゲー | バックを製造するための方法並びに装置 |
| JPH08229068A (ja) * | 1995-02-28 | 1996-09-10 | Mitsubishi Heavy Ind Ltd | おむつ製造機のウイング折れ矯正装置 |
| JPH08318977A (ja) * | 1995-03-17 | 1996-12-03 | Yamada Chiyoe | ウエットティッシュ包装体及びその製造方法 |
| JP2003324888A (ja) * | 2002-05-07 | 2003-11-14 | Meidensha Corp | リニアモータ |
| JP2005039959A (ja) * | 2003-07-17 | 2005-02-10 | Yaskawa Electric Corp | 吸引力相殺形リニアモータ |
| JP2007518606A (ja) * | 2004-01-23 | 2007-07-12 | スプリーム プラスティクス ホールディングス リミティド | 移動するフィルム材料へのジッパーの取付 |
| JP2007022780A (ja) * | 2005-07-20 | 2007-02-01 | Ntn Corp | 振動式部品供給装置 |
| JP2007118974A (ja) * | 2005-10-26 | 2007-05-17 | Omori Mach Co Ltd | 熨斗紙貼着装置 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103317771A (zh) * | 2013-06-19 | 2013-09-25 | 中山久力环保包装材料科技有限公司 | 封接机和采用该封接机来加工塑胶材料的加工方法 |
| CN103317771B (zh) * | 2013-06-19 | 2015-08-19 | 中山久力环保包装材料科技有限公司 | 封接机和采用该封接机来加工塑胶材料的加工方法 |
| JP2014177308A (ja) * | 2014-05-16 | 2014-09-25 | Kenji Nakamura | シート類包装体ヒートシール装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5633038B2 (ja) | 2014-12-03 |
| US20100101184A1 (en) | 2010-04-29 |
| US8146330B2 (en) | 2012-04-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5633038B2 (ja) | シート類包装体ヒートシール装置 | |
| JPH05508142A (ja) | クッションエレメントおよびその製造装置 | |
| JP2011516304A (ja) | 袋を形成する装置および方法 | |
| BR112020002018A2 (pt) | métodos e aparelhos para facilitar o processamento de filme plástico | |
| CN106541621A (zh) | 一种烫封装置 | |
| JP5682018B2 (ja) | 蓋付き包装体製造装置 | |
| CN203975360U (zh) | 包装易撕口切辊装置 | |
| MXPA03003738A (es) | Aparato de corte y laminacion para producir cinta reforzada. | |
| JP2012111530A (ja) | ヒートシール方法および製袋充填方法 | |
| KR20190088760A (ko) | 포장지 절단 및 접합장치 | |
| JP5647372B1 (ja) | サンドイッチパネル製造装置およびサンドイッチパネル製造方法 | |
| JP2014237481A (ja) | 三方シールフイルム包装機 | |
| JP5188105B2 (ja) | 紙袋、紙袋のシール方法及び装置 | |
| CN208101184U (zh) | 一种真空包装袋的加工整理装置 | |
| JP2013071766A (ja) | 製袋充填機の横シール装置 | |
| JP2007307880A (ja) | プラスチックフイルムの製袋方法 | |
| JP2019014507A (ja) | 超音波シール装置を備えた包装機 | |
| US7331281B2 (en) | Press with vertically reciprocated frame | |
| KR102095733B1 (ko) | 포장지용 접합 및 절단장치 | |
| JP5462405B1 (ja) | サンドイッチパネルの製造設備 | |
| JP2005067062A (ja) | ヒートシール製袋機 | |
| JP5546017B2 (ja) | 製袋充填機におけるシール装置 | |
| JP7576307B2 (ja) | 縦型製袋充填包装機 | |
| KR101989537B1 (ko) | 초음파를 이용한 포장장치 | |
| JP6623131B2 (ja) | シール装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A625 | Written request for application examination (by other person) |
Free format text: JAPANESE INTERMEDIATE CODE: A625 Effective date: 20111018 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130214 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130319 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130517 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20131203 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140219 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20140226 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140318 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140516 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140916 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140919 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5633038 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |