JP2010089433A - 樹脂供給装置 - Google Patents
樹脂供給装置 Download PDFInfo
- Publication number
- JP2010089433A JP2010089433A JP2008263208A JP2008263208A JP2010089433A JP 2010089433 A JP2010089433 A JP 2010089433A JP 2008263208 A JP2008263208 A JP 2008263208A JP 2008263208 A JP2008263208 A JP 2008263208A JP 2010089433 A JP2010089433 A JP 2010089433A
- Authority
- JP
- Japan
- Prior art keywords
- resin
- powdery
- conveyance path
- supply device
- sealing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000011347 resin Substances 0.000 title claims abstract description 224
- 229920005989 resin Polymers 0.000 title claims abstract description 224
- 238000007789 sealing Methods 0.000 claims abstract description 42
- 230000032258 transport Effects 0.000 claims description 24
- 230000007246 mechanism Effects 0.000 claims description 6
- 239000000843 powder Substances 0.000 claims description 3
- 239000000758 substrate Substances 0.000 abstract description 27
- 239000004065 semiconductor Substances 0.000 abstract description 14
- 238000005259 measurement Methods 0.000 description 17
- 238000010586 diagram Methods 0.000 description 7
- 238000005303 weighing Methods 0.000 description 5
- 230000007423 decrease Effects 0.000 description 3
- 238000000034 method Methods 0.000 description 3
- 238000003860 storage Methods 0.000 description 3
- 230000006872 improvement Effects 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 230000008859 change Effects 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 239000003814 drug Substances 0.000 description 1
- 229940079593 drug Drugs 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000002269 spontaneous effect Effects 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
Images



Landscapes
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
Abstract
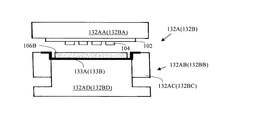
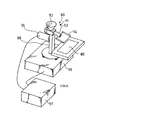
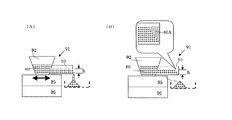
【解決手段】半導体チップ104を配置した基板102を樹脂封止する樹脂封止装置100に対して、樹脂封止のために粉体状の樹脂106を供給する樹脂供給装置150であって、粉体状の樹脂106が投入され粉体状の樹脂106を自身の先端部分156Aまで搬送し先端部分156Aより落下させる樹脂搬送路156と、樹脂搬送路156を振動させる振動子160と、を備え、樹脂搬送路156の先端部分156Aが、水平方向に対して粉体状の樹脂106の安息角θで成形されている。
【選択図】図3
Description
90、150…樹脂供給装置
91、152…供給フィーダ本体
92、154…ホッパ
93、156…(供給ノズル)、樹脂搬送路
95、160…振動子
96、162…(電子天秤)、重量センサ
100…樹脂封止装置
110…マガジンユニット
112A…供給マガジン
112B…収納マガジン
114…マガジンエレベータ
120…基板予熱ユニット
124…基板ローダ/アンローダ
130…プレスユニット
130A、130B…金型
132AA、132BA…上型
132AB、132BB…下型
134…樹脂投入ハンド
136…移動ガイド
140…樹脂打錠ユニット
142…フィルム搬送部
144…樹脂搬送部
148…フィルム
156A…樹脂搬送路の先端部分
158…絞り部材
158A…切り欠き
164…カップテーブル
166…カップ
168…シュート
170…漏斗部
Claims (3)
- 被成形品を樹脂封止する樹脂封止装置に対して、該樹脂封止のために粉体状の樹脂を供給する樹脂供給装置であって、
前記粉体状の樹脂が投入され該粉体状の樹脂を自身の先端部分まで搬送し該先端部分より落下させる樹脂搬送路と、該樹脂搬送路を振動させる振動手段と、を備え、
前記樹脂搬送路の先端部分が、水平方向に対して前記粉体状の樹脂の安息角で成形されている
ことを特徴とする樹脂供給装置。 - 請求項1において、
前記粉体状の樹脂が投入された位置から前記先端部分の位置までの前記樹脂搬送路の区間に、該粉体状の樹脂の流動量を制限するための絞り機構が設けられている
ことを特徴とする樹脂供給装置。 - 請求項1又は2のいずれかにおいて、
前記樹脂搬送路の断面がV字形状である
ことを特徴とする樹脂供給装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008263208A JP5081784B2 (ja) | 2008-10-09 | 2008-10-09 | 樹脂供給装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008263208A JP5081784B2 (ja) | 2008-10-09 | 2008-10-09 | 樹脂供給装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010089433A true JP2010089433A (ja) | 2010-04-22 |
| JP5081784B2 JP5081784B2 (ja) | 2012-11-28 |
Family
ID=42252618
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008263208A Active JP5081784B2 (ja) | 2008-10-09 | 2008-10-09 | 樹脂供給装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5081784B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6279047B1 (ja) * | 2016-10-11 | 2018-02-14 | Towa株式会社 | 樹脂材料供給装置、樹脂材料供給方法、樹脂成形装置、及び樹脂成形品製造方法 |
| JP2021066117A (ja) * | 2019-10-25 | 2021-04-30 | Towa株式会社 | 粉粒体供給装置、樹脂成形装置、及び樹脂成形品の製造方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01296124A (ja) * | 1988-05-24 | 1989-11-29 | Ngk Insulators Ltd | 粉体容器 |
| JPH05147042A (ja) * | 1991-11-26 | 1993-06-15 | Toyoda Gosei Co Ltd | 材料供給装置 |
| JP2001215147A (ja) * | 2000-01-31 | 2001-08-10 | Shinko Electric Co Ltd | 粉体供給装置 |
| JP2005335117A (ja) * | 2004-05-25 | 2005-12-08 | Sainekkusu:Kk | 樹脂供給装置及び樹脂供給方法 |
-
2008
- 2008-10-09 JP JP2008263208A patent/JP5081784B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01296124A (ja) * | 1988-05-24 | 1989-11-29 | Ngk Insulators Ltd | 粉体容器 |
| JPH05147042A (ja) * | 1991-11-26 | 1993-06-15 | Toyoda Gosei Co Ltd | 材料供給装置 |
| JP2001215147A (ja) * | 2000-01-31 | 2001-08-10 | Shinko Electric Co Ltd | 粉体供給装置 |
| JP2005335117A (ja) * | 2004-05-25 | 2005-12-08 | Sainekkusu:Kk | 樹脂供給装置及び樹脂供給方法 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6279047B1 (ja) * | 2016-10-11 | 2018-02-14 | Towa株式会社 | 樹脂材料供給装置、樹脂材料供給方法、樹脂成形装置、及び樹脂成形品製造方法 |
| JP2018062076A (ja) * | 2016-10-11 | 2018-04-19 | Towa株式会社 | 樹脂材料供給装置、樹脂材料供給方法、樹脂成形装置、及び樹脂成形品製造方法 |
| JP2021066117A (ja) * | 2019-10-25 | 2021-04-30 | Towa株式会社 | 粉粒体供給装置、樹脂成形装置、及び樹脂成形品の製造方法 |
| JP7240300B2 (ja) | 2019-10-25 | 2023-03-15 | Towa株式会社 | 粉粒体供給装置、樹脂成形装置、及び樹脂成形品の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5081784B2 (ja) | 2012-11-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101950894B1 (ko) | 수지 밀봉 장치 | |
| JP3986052B2 (ja) | 樹脂封止装置及びその方法 | |
| KR102074404B1 (ko) | 수지 재료 공급 장치, 수지 재료 공급 방법, 수지 성형 장치, 및 수지 성형품 제조 방법 | |
| JP5081784B2 (ja) | 樹脂供給装置 | |
| JP6637301B2 (ja) | 粉体送給装置 | |
| JP4431440B2 (ja) | 樹脂供給装置及び樹脂供給方法 | |
| KR102007566B1 (ko) | 수지 재료 공급 장치, 수지 재료 공급 방법, 수지 성형 장치, 및 수지 성형품 제조 방법 | |
| JP5074050B2 (ja) | 樹脂供給機構 | |
| KR20180020884A (ko) | 수지 성형 장치 및 수지 성형품 제조 방법 | |
| CN110509460B (zh) | 树脂材料供给机构以及树脂材料供给方法 | |
| JP3574645B2 (ja) | 搬送装置 | |
| JP3445745B2 (ja) | 粉粒体定量供給搬出装置 | |
| CN112706347B (zh) | 粉粒体供给装置、树脂成形装置及树脂成形品的制造方法 | |
| KR20210055587A (ko) | 수지 재료 공급 장치, 수지 성형 장치, 및 수지 성형품의 제조 방법 | |
| JP4851948B2 (ja) | 樹脂供給機構 | |
| TWI841290B (zh) | 樹脂成形裝置、及樹脂成形品之製造方法 | |
| JP4990830B2 (ja) | 樹脂供給機構 | |
| JP4975486B2 (ja) | 樹脂計量装置 | |
| KR20170041488A (ko) | 몰딩 파우더 공급방법 | |
| KR20170112524A (ko) | 몰딩 파우더 공급방법 | |
| TW201321266A (zh) | 顆粒定量給料裝置 | |
| JP2006131320A (ja) | タブレット入缶装置及びそれを用いたタブレット入缶方法 | |
| CN118583263A (zh) | 一种采用可变流道微振动精密供料的火工药剂称重装置 | |
| CN115990967A (zh) | 粉体状树脂供给装置 | |
| JP2014175500A (ja) | 樹脂封止装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110214 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120607 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120612 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120806 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120828 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120903 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150907 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5081784 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |