JP2010084214A - 外観品位に優れた合金化溶融亜鉛めっき鋼板の製造方法 - Google Patents
外観品位に優れた合金化溶融亜鉛めっき鋼板の製造方法 Download PDFInfo
- Publication number
- JP2010084214A JP2010084214A JP2008256991A JP2008256991A JP2010084214A JP 2010084214 A JP2010084214 A JP 2010084214A JP 2008256991 A JP2008256991 A JP 2008256991A JP 2008256991 A JP2008256991 A JP 2008256991A JP 2010084214 A JP2010084214 A JP 2010084214A
- Authority
- JP
- Japan
- Prior art keywords
- heating
- dross
- seconds
- steel sheet
- plate temperature
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Landscapes
- Coating With Molten Metal (AREA)
Abstract
【解決手段】0.10mass%以上0.20mass%以下の濃度のアルミニウムを含有する溶融亜鉛浴中に鋼板を通板せしめ、次いで加熱合金化する合金化溶融亜鉛めっき鋼板の製造方法において、ワイピング後の加熱合金化過程で以下の関係式を満たすことで外観品位に優れた合金化溶融亜鉛めっき鋼板を得る。
加熱開始後2秒以内:鋼板温度≦530℃
加熱開始後2秒超:鋼板温度≦530+20×(t−2)℃
t:加熱時間(秒)
【選択図】図1
Description
除去するという考え方のもとに、特許文献1ではドロスをフィルターを用いている。また特許文献2では浴内に沈んでいるボトムドロスをアルミニウムと反応させて、浴の亜鉛より比重の軽いトップドロス(Fe2Al5)化させて浮上させて除去するというものである。
発生を抑制するという考え方においては、例えば浴中のアルミニウム濃度を高くすることで熱力学的にボトムドロスの発生を防止することができる。浴中のアルミニウム濃度の変動がドロス生成にも影響するため、特許文献3ではインゴットの投入方法を適正化してドロスの生成を極力防止する手段が公知となっている。
さらに、ドロスを極力鋼板へ付着させないという考え方において、特許文献4では邪魔板やドロス沈降槽などを設ける工夫で付着数を減少できることが公知となっている。
しかし、ドロスの除去においてはフィルターのメンテナンスの煩雑化や取りきれないドロスへの対応に関して課題がある。アルミニウムを使用したトップドロス化はコスト的に負担がかかる上、アルミニウムは合金化速度を変えてしまうため、操業負荷が極めて大きい。さらには、トップドロス化して除去しきれなかったドロスによる疵発生の課題がある。
ドロスの発生そのものを抑制する方法として、たとえばボトムドロスに関していえば、浴中アルミニウム濃度を高める手段は非常に有効ではあるが、浴中へのボトムドロスの発生を完全に抑制するには0.14mass%を超える浴中アルミニウム濃度が必要(出典:鉛と亜鉛、第56号、p21、1973年)であり、この濃度域では、合金化反応を著しく低下させ生産性を落とすだけでなく、トップドロスが増加し、トップドロス起因の疵が発生する。
ドロスを極力鋼板へ付着させない方法においては、付着個数を減らすことはできても、完全になくすことはできず、品質を必ずしも保障できるものではない。
ところが、加工後の疵やめっき欠陥も出たり出なかったりすることがあることがわかった。精査すると、通板速度や鋼種の依存性が存在し、通板速度が大きいほど、また、合金化の遅い高張力鋼種ほど傷や欠陥が出やすかった。
しかしながら少なくとも、ドロスが鋼板に付着して発生する傷や欠陥に対し鋼種依存性があるという現象は考えにくい。一方、通板速度が大きいほど疵や欠陥が出やすい点については、高速通板により亜鉛浴に流動を与えることで、ドロスを巻き上げやすくして鋼板に付着した可能性はある。
(1)0.10mass%以上0.20mass%以下の濃度のアルミニウムを含有する溶融亜鉛浴中に鋼板を通板せしめ、次いで加熱合金化する合金化溶融亜鉛めっき鋼板の製造方法において、ワイピング後の加熱合金化過程で以下の関係式を満たすことを特徴とする外観品位に優れた合金化溶融亜鉛めっき鋼板の製造方法、
加熱開始後2秒以内:鋼板温度≦530℃
加熱開始後2秒超:鋼板温度≦530+20×(t−2)℃
t:加熱時間(秒)
(2)加熱開始後5秒以後に、さらに、以下の関係式を満たすことを特徴とする前記(1)に記載の外観品位に優れた合金化溶融亜鉛めっき鋼板の製造方法、
530℃<鋼板温度≦530℃+20×(t−2)℃
t:加熱時間(秒)
である。
まず本発明において、溶融亜鉛浴中のAl濃度は0.10〜0.20mass%を含有した浴である。Al濃度が0.10mass%を下回ると、ボトムドロスの生成量が多すぎ、本発明方法でもドロスを無害化することが難しい。また、0.20mass%を超えると、トップドロス生成量が多すぎ、本発明方法でもドロスを無害化することが難しい。
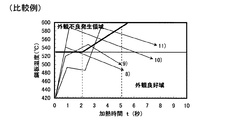
加熱2秒以後は、鋼板温度≦530+20×(t−2)℃ を維持することが必要である。この右式の温度を超えると、ドロス起因の疵が発生する。図1に本発明の鋼板温度範囲を示す。さらに摺動性が良好な範囲は斜線部の外観不良部を通過せずに灰色の外観・摺動性良好域を通過する場合である。
ここでボトムドロスはδ相、トップドロスはFe2Al5という金属間化合物であり、溶融めっきされた直後の状態は、液体亜鉛中に埋もれた形でドロスが存在している。この状態のまま530℃超に急速に加熱すると、平衡状態図上δ相が溶融亜鉛中に存在できることから、ボトムドロスは残存する。
また、トップドロスは平衡状態図上、δ+Fe2Al5+LまたはFe2Al5+Lとして存在するため(出典:W.KOSTER、Proc.9th.Int.Conf.p128-139、1970)、δ相が生成する530℃超では、三相共存(δ+Fe2Al5+L)し、トップドロスは残存する。なお、Lは液相(liquied phase)である。
ボトムドロス:6Zn + FeZn7 =FeZn13
トップドロス:Fe2Al5+Zn=FeZn(13-α)Alα
これらの反応により、ドロスは小さくなり、疵が回避できる。
本発明においては、図2のような2秒以内に加熱板温度≦530℃以下まで加熱でき、かつ、2秒後にさらに加熱板温度≦530℃+20×(t−2)の関係式を満足するような加熱装置であれば、これまで一般的に使用されている加熱装置でかまわない。ただし、昇温速度は先に述べたように20℃/s以上であることが好ましく、誘導加熱装置や通電加熱装置などの急速昇温が容易な昇温装置が好ましい。
また図5のように合金化設備3において、板温測定装置5を設置して、当該板温測定装置5を挟んでその上流を誘導加熱式合金化炉8とすることで、昇温速度や板温をより容易に制御できる。尚、板温測定装置5は合金化設備3の出側にも設置して制御することで、一層ヒートパターンを精度よく制御できる。
加熱方式は、図5の誘導加熱のほか、従来からあるガス加熱、通電加熱、電気ヒーターなどが使用できるが、板温測定装置5を挟んでその上流を急速昇温が可能な、誘導加熱、通電加熱のいずれかを使用するか、あるいは両者の加熱装置を組み合わせることで20℃/sを維持でき好ましく、ヒートパターンの自由度を高めることができる。
次に本発明例について説明する。
浴温度は460℃とした。溶融めっきは、実施例、比較例ともに浴中の通板時間を3秒とし、N2ガスワイパーにて亜鉛の付着量を45g/m2に調整した。合金化は誘導加熱方式の加熱設備を用い、図6、図7に示すヒートパターン1)〜11)にて、加熱合金化を実施した。
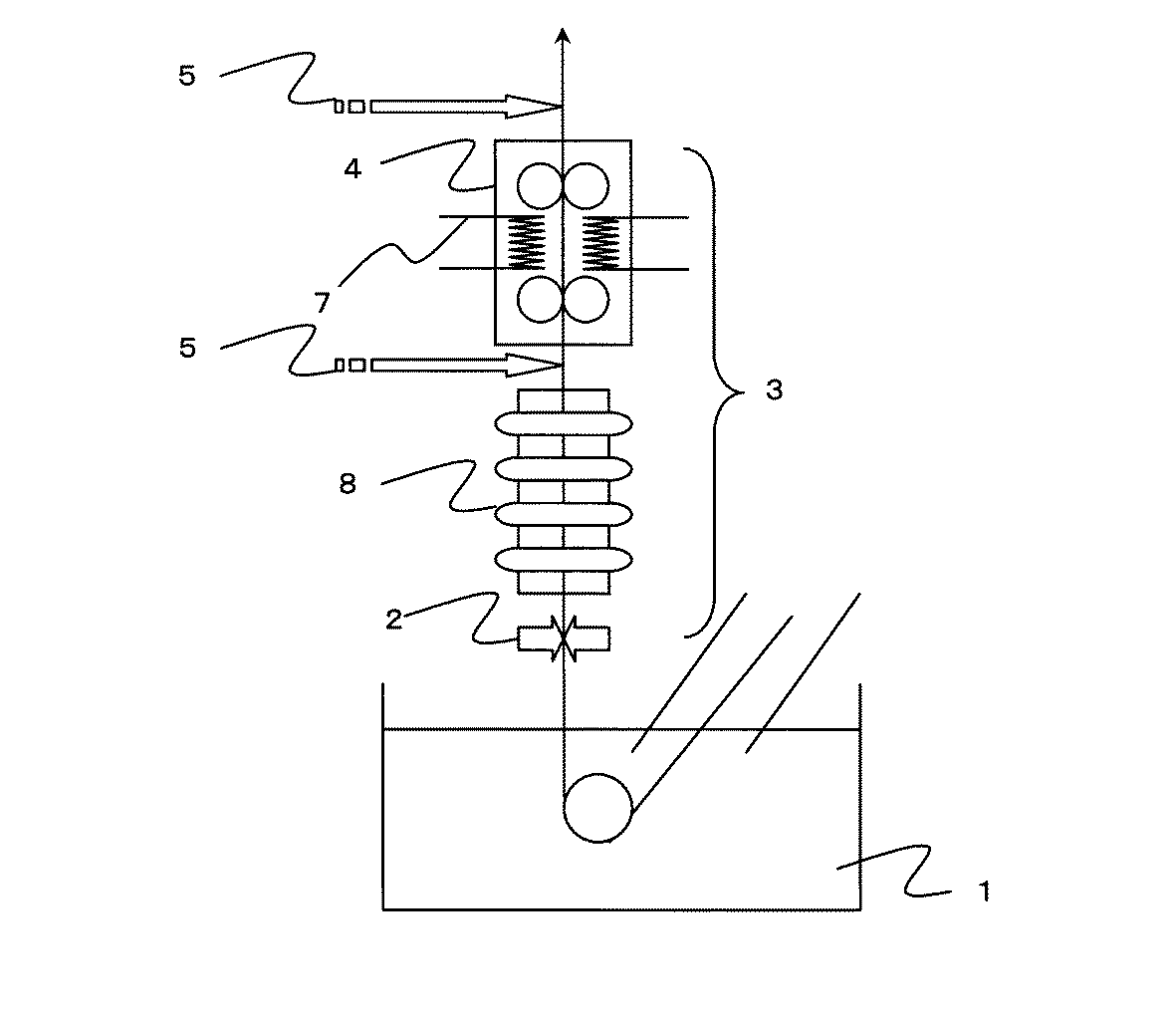
2:ワイピング装置
3:合金化設備
4:合金化炉
5:板温測定装置
6:上流加熱装置
7:下流加熱装置
8:誘導加熱式合金化炉
Claims (2)
- 0.10mass%以上0.20mass%以下の濃度のアルミニウムを含有する溶融亜鉛浴中に鋼板を通板せしめ、次いで加熱合金化する合金化溶融亜鉛めっき鋼板の製造方法において、ワイピング後の加熱合金化過程で以下の関係式を満たすことを特徴とする外観品位に優れた合金化溶融亜鉛めっき鋼板の製造方法。
加熱開始後2秒以内:鋼板温度≦530℃
加熱開始後2秒超:鋼板温度≦530+20×(t−2)℃
t:加熱時間(秒) - 加熱開始後5秒以後に、さらに、以下の関係式を満たすことを特徴とする請求項1に記載の外観品位に優れた合金化溶融亜鉛めっき鋼板の製造方法。
530℃<鋼板温度≦530℃+20×(t−2)℃
t:加熱時間(秒)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008256991A JP5130491B2 (ja) | 2008-10-02 | 2008-10-02 | 合金化溶融亜鉛めっき鋼板の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008256991A JP5130491B2 (ja) | 2008-10-02 | 2008-10-02 | 合金化溶融亜鉛めっき鋼板の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010084214A true JP2010084214A (ja) | 2010-04-15 |
| JP5130491B2 JP5130491B2 (ja) | 2013-01-30 |
Family
ID=42248459
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008256991A Active JP5130491B2 (ja) | 2008-10-02 | 2008-10-02 | 合金化溶融亜鉛めっき鋼板の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5130491B2 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019131563A1 (ja) * | 2017-12-25 | 2019-07-04 | 日本製鉄株式会社 | 溶融亜鉛めっき処理方法、その溶融亜鉛めっき処理方法を用いた合金化溶融亜鉛めっき鋼板の製造方法、及び、その溶融亜鉛めっき処理方法を用いた溶融亜鉛めっき鋼板の製造方法 |
| WO2019131562A1 (ja) * | 2017-12-25 | 2019-07-04 | 日本製鉄株式会社 | 溶融亜鉛めっき処理方法、その溶融亜鉛めっき処理方法を用いた合金化溶融亜鉛めっき鋼板の製造方法、及び、その溶融亜鉛めっき処理方法を用いた溶融亜鉛めっき鋼板の製造方法 |
| WO2020027017A1 (ja) * | 2018-07-30 | 2020-02-06 | 日本製鉄株式会社 | 溶融亜鉛めっき鋼板の製造方法及び合金化溶融亜鉛めっき鋼板の製造方法 |
| JPWO2020250759A1 (ja) * | 2019-06-13 | 2020-12-17 | ||
| WO2020250760A1 (ja) * | 2019-06-13 | 2020-12-17 | 日本製鉄株式会社 | 溶融亜鉛めっき処理方法、その溶融亜鉛めっき処理方法を用いた合金化溶融亜鉛めっき鋼板の製造方法、及び、その溶融亜鉛めっき処理方法を用いた溶融亜鉛めっき鋼板の製造方法 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01279738A (ja) * | 1988-04-30 | 1989-11-10 | Nippon Steel Corp | 合金化溶融亜鉛めっき鋼板の製造方法 |
| JPH04147953A (ja) * | 1990-10-09 | 1992-05-21 | Nippon Steel Corp | 合金化溶融亜鉛めっき鋼板の製造方法 |
| JPH04362167A (ja) * | 1991-06-06 | 1992-12-15 | Kawasaki Steel Corp | 密着性に優れた合金化溶融亜鉛めっき鋼板の製造方法 |
| JPH05320850A (ja) * | 1992-05-26 | 1993-12-07 | Nkk Corp | 耐パウダリング性および溶接性に優れた合金化溶融亜鉛めっき鋼板の製造方法 |
| JPH09202952A (ja) * | 1996-01-25 | 1997-08-05 | Kawasaki Steel Corp | 高加工性合金化溶融めっき鋼板及びその製造方法 |
| JPH11350097A (ja) * | 1998-06-03 | 1999-12-21 | Nkk Corp | 表面外観に優れた合金化溶融亜鉛メッキ鋼板の製造方法 |
| JP2000104151A (ja) * | 1998-09-29 | 2000-04-11 | Sumitomo Metal Ind Ltd | 合金化溶融亜鉛めっき鋼板の製造方法 |
| JP2002105613A (ja) * | 2000-09-29 | 2002-04-10 | Sumitomo Metal Ind Ltd | 表面平滑性に優れた合金化溶融亜鉛めっき鋼板の製造方法 |
| JP2004156111A (ja) * | 2002-11-07 | 2004-06-03 | Sumitomo Metal Ind Ltd | 合金化溶融亜鉛めっき鋼板及びその製造方法 |
-
2008
- 2008-10-02 JP JP2008256991A patent/JP5130491B2/ja active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01279738A (ja) * | 1988-04-30 | 1989-11-10 | Nippon Steel Corp | 合金化溶融亜鉛めっき鋼板の製造方法 |
| JPH04147953A (ja) * | 1990-10-09 | 1992-05-21 | Nippon Steel Corp | 合金化溶融亜鉛めっき鋼板の製造方法 |
| JPH04362167A (ja) * | 1991-06-06 | 1992-12-15 | Kawasaki Steel Corp | 密着性に優れた合金化溶融亜鉛めっき鋼板の製造方法 |
| JPH05320850A (ja) * | 1992-05-26 | 1993-12-07 | Nkk Corp | 耐パウダリング性および溶接性に優れた合金化溶融亜鉛めっき鋼板の製造方法 |
| JPH09202952A (ja) * | 1996-01-25 | 1997-08-05 | Kawasaki Steel Corp | 高加工性合金化溶融めっき鋼板及びその製造方法 |
| JPH11350097A (ja) * | 1998-06-03 | 1999-12-21 | Nkk Corp | 表面外観に優れた合金化溶融亜鉛メッキ鋼板の製造方法 |
| JP2000104151A (ja) * | 1998-09-29 | 2000-04-11 | Sumitomo Metal Ind Ltd | 合金化溶融亜鉛めっき鋼板の製造方法 |
| JP2002105613A (ja) * | 2000-09-29 | 2002-04-10 | Sumitomo Metal Ind Ltd | 表面平滑性に優れた合金化溶融亜鉛めっき鋼板の製造方法 |
| JP2004156111A (ja) * | 2002-11-07 | 2004-06-03 | Sumitomo Metal Ind Ltd | 合金化溶融亜鉛めっき鋼板及びその製造方法 |
Cited By (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2019131562A1 (ja) * | 2017-12-25 | 2020-10-22 | 日本製鉄株式会社 | 溶融亜鉛めっき処理方法、その溶融亜鉛めっき処理方法を用いた合金化溶融亜鉛めっき鋼板の製造方法、及び、その溶融亜鉛めっき処理方法を用いた溶融亜鉛めっき鋼板の製造方法 |
| WO2019131562A1 (ja) * | 2017-12-25 | 2019-07-04 | 日本製鉄株式会社 | 溶融亜鉛めっき処理方法、その溶融亜鉛めっき処理方法を用いた合金化溶融亜鉛めっき鋼板の製造方法、及び、その溶融亜鉛めっき処理方法を用いた溶融亜鉛めっき鋼板の製造方法 |
| TWI675920B (zh) * | 2017-12-25 | 2019-11-01 | 日商日本製鐵股份有限公司 | 熔融鍍鋅處理方法、使用該熔融鍍鋅處理方法的合金化熔融鍍鋅鋼板的製造方法及使用該熔融鍍鋅處理方法的熔融鍍鋅鋼板的製造方法 |
| WO2019131563A1 (ja) * | 2017-12-25 | 2019-07-04 | 日本製鉄株式会社 | 溶融亜鉛めっき処理方法、その溶融亜鉛めっき処理方法を用いた合金化溶融亜鉛めっき鋼板の製造方法、及び、その溶融亜鉛めっき処理方法を用いた溶融亜鉛めっき鋼板の製造方法 |
| TWI695088B (zh) * | 2017-12-25 | 2020-06-01 | 日商日本製鐵股份有限公司 | 熔融鍍鋅處理方法、使用該熔融鍍鋅處理方法的合金化熔融鍍鋅鋼板的製造方法及使用該熔融鍍鋅處理方法的熔融鍍鋅鋼板的製造方法 |
| JPWO2019131563A1 (ja) * | 2017-12-25 | 2020-10-22 | 日本製鉄株式会社 | 溶融亜鉛めっき処理方法、その溶融亜鉛めっき処理方法を用いた合金化溶融亜鉛めっき鋼板の製造方法、及び、その溶融亜鉛めっき処理方法を用いた溶融亜鉛めっき鋼板の製造方法 |
| JP7028324B2 (ja) | 2018-07-30 | 2022-03-02 | 日本製鉄株式会社 | 溶融亜鉛めっき鋼板の製造方法及び合金化溶融亜鉛めっき鋼板の製造方法 |
| JPWO2020027017A1 (ja) * | 2018-07-30 | 2021-08-02 | 日本製鉄株式会社 | 溶融亜鉛めっき鋼板の製造方法及び合金化溶融亜鉛めっき鋼板の製造方法 |
| CN112513312B (zh) * | 2018-07-30 | 2023-03-31 | 日本制铁株式会社 | 热浸镀锌钢板的制造方法和合金化热浸镀锌钢板的制造方法 |
| KR102465586B1 (ko) | 2018-07-30 | 2022-11-10 | 닛폰세이테츠 가부시키가이샤 | 용융 아연 도금 강판의 제조 방법 및 합금화 용융 아연 도금 강판의 제조 방법 |
| WO2020027017A1 (ja) * | 2018-07-30 | 2020-02-06 | 日本製鉄株式会社 | 溶融亜鉛めっき鋼板の製造方法及び合金化溶融亜鉛めっき鋼板の製造方法 |
| CN112513312A (zh) * | 2018-07-30 | 2021-03-16 | 日本制铁株式会社 | 热浸镀锌钢板的制造方法和合金化热浸镀锌钢板的制造方法 |
| KR20210032507A (ko) * | 2018-07-30 | 2021-03-24 | 닛폰세이테츠 가부시키가이샤 | 용융 아연 도금 강판의 제조 방법 및 합금화 용융 아연 도금 강판의 제조 방법 |
| WO2020250759A1 (ja) * | 2019-06-13 | 2020-12-17 | 日本製鉄株式会社 | 溶融亜鉛めっき処理方法、その溶融亜鉛めっき処理方法を用いた合金化溶融亜鉛めっき鋼板の製造方法、及び、その溶融亜鉛めっき処理方法を用いた溶融亜鉛めっき鋼板の製造方法 |
| CN113950537A (zh) * | 2019-06-13 | 2022-01-18 | 日本制铁株式会社 | 热浸镀锌处理方法、使用该热浸镀锌处理方法的合金化热浸镀锌钢板的制造方法、和使用该热浸镀锌处理方法的热浸镀锌钢板的制造方法 |
| JPWO2020250759A1 (ja) * | 2019-06-13 | 2020-12-17 | ||
| JP7136349B2 (ja) | 2019-06-13 | 2022-09-13 | 日本製鉄株式会社 | 溶融亜鉛めっき処理方法、その溶融亜鉛めっき処理方法を用いた合金化溶融亜鉛めっき鋼板の製造方法、及び、その溶融亜鉛めっき処理方法を用いた溶融亜鉛めっき鋼板の製造方法 |
| JP7136350B2 (ja) | 2019-06-13 | 2022-09-13 | 日本製鉄株式会社 | 溶融亜鉛めっき処理方法、その溶融亜鉛めっき処理方法を用いた合金化溶融亜鉛めっき鋼板の製造方法、及び、その溶融亜鉛めっき処理方法を用いた溶融亜鉛めっき鋼板の製造方法 |
| JPWO2020250760A1 (ja) * | 2019-06-13 | 2020-12-17 | ||
| WO2020250760A1 (ja) * | 2019-06-13 | 2020-12-17 | 日本製鉄株式会社 | 溶融亜鉛めっき処理方法、その溶融亜鉛めっき処理方法を用いた合金化溶融亜鉛めっき鋼板の製造方法、及び、その溶融亜鉛めっき処理方法を用いた溶融亜鉛めっき鋼板の製造方法 |
| CN113950537B (zh) * | 2019-06-13 | 2024-03-08 | 日本制铁株式会社 | 热浸镀锌处理方法、使用该热浸镀锌处理方法的合金化热浸镀锌钢板的制造方法、和使用该热浸镀锌处理方法的热浸镀锌钢板的制造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5130491B2 (ja) | 2013-01-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20200076741A (ko) | 알루미늄계 도금 강판, 알루미늄계 도금 강판의 제조 방법 및 자동차용 부품의 제조 방법 | |
| US10040270B2 (en) | Galvannealed steel sheet and manufacturing method thereof | |
| JP4837604B2 (ja) | 合金化溶融亜鉛めっき鋼板 | |
| WO2011052269A1 (ja) | 合金化溶融亜鉛めっき鋼板とその製造方法 | |
| CA2750675A1 (en) | Galvannealed steel sheet and producing method therefor | |
| JP6187028B2 (ja) | 生産性とプレス成形性に優れた合金化溶融亜鉛めっき鋼板およびその製造方法 | |
| WO2014068889A1 (ja) | 溶融亜鉛めっき鋼板 | |
| JP5130491B2 (ja) | 合金化溶融亜鉛めっき鋼板の製造方法 | |
| JP5176484B2 (ja) | 外観に優れた合金化溶融亜鉛めっき鋼板 | |
| JP5578116B2 (ja) | 合金化溶融亜鉛めっき鋼板及びその製造方法 | |
| JP5245376B2 (ja) | 焼付硬化性に優れた合金化溶融亜鉛めっき用鋼板を用いた合金化溶融亜鉛めっき鋼板 | |
| JP6708310B2 (ja) | めっき鋼板、めっき鋼板コイル、熱間プレス成形品の製造方法、及び自動車部品 | |
| JP5206114B2 (ja) | 加工性、めっき密着性、耐食性、および外観品位に優れた合金化溶融亜鉛めっき鋼板 | |
| JP4555738B2 (ja) | 合金化溶融亜鉛めっき鋼板 | |
| JP2010248602A (ja) | 熱間プレス用めっき鋼板および熱間プレス成形品 | |
| JP4720618B2 (ja) | 合金化溶融亜鉛めっき鋼板及びその製造方法 | |
| JP4452126B2 (ja) | 合金化溶融亜鉛めっき用鋼板 | |
| JP2014201767A (ja) | 耐チッピング性に優れた合金化溶融亜鉛めっき鋼板 | |
| JP5533730B2 (ja) | 合金化溶融亜鉛めっき鋼板の製造方法 | |
| JP5644059B2 (ja) | 合金化溶融亜鉛めっき鋼板及びその製造方法 | |
| JP4377784B2 (ja) | 合金化溶融亜鉛めっき鋼板 | |
| JP6136672B2 (ja) | 高強度合金化溶融亜鉛めっき鋼板およびその製造方法 | |
| JP5640661B2 (ja) | 高強度溶融亜鉛めっき鋼板および高強度合金化溶融亜鉛めっき鋼板の製造方法 | |
| JP3724390B2 (ja) | 合金化溶融亜鉛めっき鋼板およびその製造方法 | |
| JP2001329353A (ja) | プレス成形性に優れた合金化溶融亜鉛めっき鋼板の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110215 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120410 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120713 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120906 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120925 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121008 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151116 Year of fee payment: 3 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5130491 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151116 Year of fee payment: 3 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |